Поделиться

Термическая обработка металлов и сплавов
Цели урока:
1. Познакомиться с понятием термическая обработка металлов и сплавов.
2. Получить представление о видах термической обработки
Структуру и свойства металлических сплавов можно изменять в широких пределах с помощью термической обработки, т.е. управлять свойствами и их оптимизировать согласно будущим эксплуатационным требованиям. Особенно эффективна термическая обработка для стали. Однако не все свойства изменяются при термообработке. Одни (структурно чувствительные свойства) зависят от структуры металла (это большинство свойств, в т.ч. механические свойства стали определяются не только её составом, но зависят и от её строения), и, следовательно, изменяются при термической обработке, другие (структурно нечувствительные свойства) практически не зависят от изменений структуры. К последним относятся характеристики жесткости (модуль нормальной упругости Е, модуль сдвига G). Твердость и прочность стали могут быть увеличены в результате термической обработки в три - пять раз, а модули упругости при этом изменяются менее чем на 5%. Иногда проводят ТО для снижения твердости
Целью термической обработки является получение необходимой структуры стали, обеспечивающей требуемый комплекс свойств стали при нагреве до определенной температуры и охлаждении. При этом изменения свойств стали должны быть остаточными. Чтобы вызвать остаточное изменение свойств сплава, находящегося в устойчивом состоянии до термической обработки, необходимо, чтобы в сплаве произошли превращения. Т.о., термическая обработка - процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью. Также к разновидности термической обработки относятся обработка путем насыщения поверхности сплава другим веществом.
Преимущества термообработки
Любая термическая обработка состоит (как минимум) из трёх операций: нагрева до определённой температуры, выдержки при заданной температуре и охлаждения с заданной скоростью от температуры нагрева до комнатной температуры. Совокупность этих трех операций – режим термической обработки.
Важнейшими параметрами режима термической обработки являются температура (Tmax) и скорость нагрева υнагр, длительность выдержки (τ) при заданной температуре и скорость охлаждения стали υохл.
Любой процесс термической обработки можно изобразить в виде графика, где по оси ординат откладывается температура, а по оси абсцисс – время. На рисунке 1 приведена элементарная кривая термической обработки (простой режим).
При нагреве всё изделие (или его часть) нагревается до заданной температуры. Одновременно в зависимости от температуры нагрева происходит то или иное изменение структуры. Например, протекающие в стальных изделиях процессы структурных изменений часто описываются с помощью так называемых диаграмм изотермического превращения. Здесь необходимо отметить, что точная оценка структурного превращения не может быть произведено с учетом только одного нагрева, т.к. эти превращения происходят и во время выдержки.
При выдержке протекают два процесса. Во-первых, в течение заданного времени при заданной температуре должно быть достигнуто оптимальное состояние структуры. Во-вторых, при выдержке (в небольшой степени также и при нагреве) изменяется химический состав поверхности изделия. Это изменение проводят специально, либо оно происходит непроизвольно.
Охлаждение служит для достижения оговоренного техническими требованиями структурного состояния и является поэтому весьма важной операцией термообработки. Образующаяся в результате охлаждения структура может быть как конечной, так и промежуточной, получаемой между двумя подпроцессами.
Для того чтобы понять взаимосвязь диаграммы железо - углерод с режимами термической обработки введем понятие критических точек.
При нагреве и охлаждении в реальных условиях критические точки не полностью совпадают с соответствующими равновесными линиями диаграммы. При нагреве они несколько выше, а при охлаждении – ниже этих линий. Для обозначения точек при нагреве добавляют «с1», а при охлаждении – букву «r»: АС1, АС2, АС3 – нагрев; Аr1, Аr2, Аr3 – охлаждение.
А1 – линия PSK (727 °С) – превращение Перлита ↔ Аустенит;
А2 – линия МО (768 °С, точка Кюри) – магнитное превращение;
А3 – линия GOS (переменная Т, зависит от содержания углерода в сплаве) – превращение Феррита и цеминтита ↔ Аустенит;
А4 – линия NJ (переменная Т, зависит от содержания углерода в сплаве) – превращение А ↔ Ф;
Аcm – линия SE (переменная Т, зависит от содержания углерода в сплаве) – начало выделения ЦII.
Температура нагрева сталей выбирается согласно диаграмме железо - цементит в зависимости от их химического состава, положения критических точек и вида термической обработки. Если температура должна быть выше критических точек, то во избежание перегрева она не должна превышать А1 или А3 более, чем на (20 ÷ 50) °С.
Скорость охлаждения зависит от структуры, которую необходимо получить при распаде аустенита, и обеспечивается подбором соответствующих охладителей: вода, минеральное масло, воздух, печь.
Оборудование для термообработки
Для термообработки стали используют, например:
Виды термической обработки: отжиг, нормализация, закалка и отжиг.
Отжиг заключается в нагреве металла, до определенной температуры, выдержке и медленном охлаждении (охлаждении с отключенной печью с минимально возможной скоростью, порядка (50 ÷ 100) °С/час). Т.о., отжиг направлен на восстановление равновесного состояния металла (т.е. соответствующего диаграмме Fe-C), нарушенного при технологической предыстории получения обрабатываемого изделия. Температура нагрева, время выдержки и скорость охлаждения назначается в зависимости от материала и целей.
Цели отжига могут быть различными:
• выравнивание химического состава (диффузионный отжиг или гомогенизация);
• снятие внутренних напряжений (рекристаллизационный отжиг);
• получение равновесной структуры (полный отжиг);
• изменение формы и величины зерна;
• снижение твердости;
• улучшение обрабатываемости стали.
В зависимости от целей различают отжиг I poдa и II рода.
Отжиг I poдa – термическая операция, состоящая в нагреве металла, в процессе которого фазовые (полиморфные) превращения не протекают, а если и протекают, то не оказывают решающего влияния на основные результаты обработки и структуру сплава. Такой отжиг возможен для любых металлов и сплавов. Цель: приведение металл в устойчивое состояние. К отжигу I poдa относят следующие разновидности: отжиг для снятия напряжений, рекристаллизационный, гомогенизационный.
Отжиг II рода – термическая операция, заключающаяся в нагреве выше температуры превращения с последующим достаточно медленным охлаждением для получения устойчивого структурного состояния сплава. К отжигу II рода относятся следующие виды: полный отжиг, неполный отжиг, изотермический отжиг, нормализационный (нормализация), сфероидизационный.
|
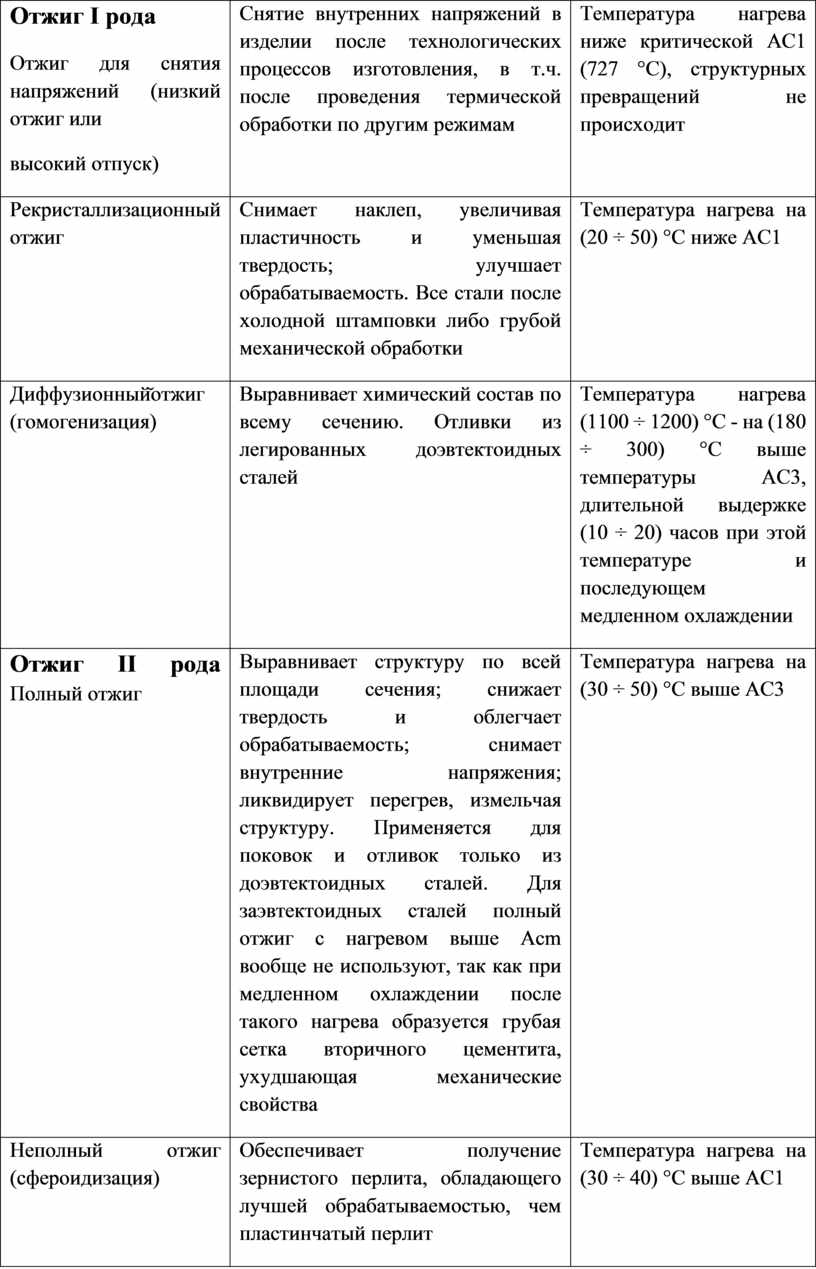
Отжиг I poдa Отжиг для снятия напряжений (низкий отжиг или высокий отпуск) |
Снятие внутренних напряжений в изделии после технологических процессов изготовления, в т.ч. после проведения термической обработки по другим режимам |
Температура нагрева ниже критической АС1 (727 °С), структурных превращений не происходит |
|
Рекристаллизационный отжиг |
Снимает наклеп, увеличивая пластичность и уменьшая твердость; улучшает обрабатываемость. Все стали после холодной штамповки либо грубой механической обработки |
Температура нагрева на (20 ÷ 50) °С ниже АС1 |
|
Диффузионный̆отжиг (гомогенизация) |
Выравнивает химический состав по всему сечению. Отливки из легированных доэвтектоидных сталей |
Температура нагрева (1100 ÷ 1200) °С - на (180 ÷ 300) °С выше температуры АC3, длительной выдержке (10 ÷ 20) часов при этой температуре и последующем медленном охлаждении |
|
Отжиг II рода Полный отжиг |
Выравнивает структуру по всей площади сечения; снижает твердость и облегчает обрабатываемость; снимает внутренние напряжения; ликвидирует перегрев, измельчая структуру. Применяется для поковок и отливок только из доэвтектоидных сталей. Для заэвтектоидных сталей полный отжиг с нагревом выше Асm вообще не используют, так как при медленном охлаждении после такого нагрева образуется грубая сетка вторичного цементита, ухудшающая механические свойства |
Температура нагрева на (30 ÷ 50) °С выше АС3 |
|
Неполный отжиг (сфероидизация) |
Обеспечивает получение зернистого перлита, обладающего лучшей обрабатываемостью, чем пластинчатый перлит |
Температура нагрева на (30 ÷ 40) °С выше АС1 |
Нормализация — нагрев стали на 30–50 градусов выше критической точки А3, выдержка при этой температуре и последующее охлаждение на спокойном воздухе. В результате формируется мелкозернистая структура, улучшаются механические свойства и снижаются остаточные напряжения после горячей прокатки или ковки.
Таким образом, от отжига нормализация отличается более быстрым охлаждением изделия (примерно в 2 раза).
Назначение нормализации различно в зависимости от состава стали:
• для низкоуглеродистых сталей нормализацию применяют вместо отжига;
• для отливок из среднеуглеродистой стали нормализация или нормализация с высоким отпуском применяется вместо закалки и высокого отпуска. В этом случае механические свойства несколько ниже, но детали будут подвергнуты меньшей деформации по сравнению с получаемой при закалке, и вероятность появления трещин практически исключается.
Нормализация горячекатаной стали повышает ее сопротивление хрупкому разрушению, что характеризуется снижением порога хладноломкости и повышением работы развития трещины.
После нормализации углеродистые стали имеют ту же структуру, что и после отжига, но перлит будет более дисперсным (тоньше пластинки феррито-цементитной смеси). После нормализации твердость и прочность стали будут выше, чем при отжиге.
Нормализация – более дешевая операция, чем отжиг, т.к. печи используют только для нагрева и выдержки при температуре нормализации. Охлаждение осуществляют на воздухе, вне печи.
Закалка
Закалка – это термическая обработка, при которой главным процессом является формирование неравновесной структуры во время ускоренного охлаждения. Это фиксация состояния сплава, характерное для высоких температур.
Существуют два принципиально отличных один от другого вида закалки:
• закалка с полиморфным превращением;
• закалка без полиморфного превращения.
Из самого названия этих видов термической обработки видно, что они различаются типом фазовых превращений.
Закалка с полиморфным превращением (или закалка на мартенсит) – это основной способ упрочнения сталей. Закалку на мартенсит применяют не только к сталям, но и к некоторым сплавам цветных металлов.
Закалка без полиморфного превращения в сочетании со старением является основным способом упрочнения сплавов на основе цветных металлов. Ее промышленное использование началось одновременно с применением дуралюмина в авиастроении.
Основные параметры закалки любого вида – температура нагрева, время выдержки и скорость охлаждения.
Температура нагрева и время выдержки должны быть такими, чтобы произошли необходимые фазовые изменения, например, образование высокотемпературной фазы из одной или нескольких низкотемпературных фаз, растворение избыточной фазы в матричной и др. В этом отношении закалка аналогична отжигу 2-го рода.
Скорость охлаждения при закалке должна быть достаточно большой, чтобы при понижении температуры были подавлены диффузионные фазовые превращения и образовывалась метастабильная структура. Этим закалка отличается от отжига 2-го рода.
Т.о. закалка предотвращает превращение аустенита в перлит. В результате при нормальной температуре сохраняются состояния мартенсита, троостита или сорбита. Для достижения максимальной твердости стремятся получить мартенситную структуру.
Закалка стали заключается в нагреве (выше температуры фазовых превращений) на (30 ÷ 50) °С выше Аc3 для доэвтэктоидных сталей или Ac1 для заэвтэктоидных сталей, выдержке для завершения фазовых превращений и последующем охлаждении со скоростью выше критической.
Критическая скорость закалки или минимальная скорость охлаждения (υкр) – это скорость, охлаждая с которой в стали не происходит диффузионного распада аустенита с образованием структур перлитного типа, аустенит переходит в мартенсит.
Различная скорость охлаждения изделия при закалке достигается путем применения той или иной охлаждающей (закалочной) жидкости: воды, масла, растворов солей в воде. При охлаждении изделия в жидкости оно отдает часть своей теплоты на превращение в пар соприкасающейся с ним жидкости. Закалка очень часто производится в воду.
Для углеродистых сталей необходимо очень резкое охлаждение (≈ 1000 °С/сек ), поэтому в качестве охлаждающей среды используют холодную воду или воду с добавлением соли или едкого натра. Водные растворы едкого натра или поваренной соли обладают большей охлаждающей способностью.
Многие легированные стали приобретают мартенситную структуру при охлаждении в холодных или подогретых маслах ( ≈ 100 °С/сек), а высоколегированные – на воздухе ( ≈ 10 °С/сек).
Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки обязательно подвергается отпуску.
Отпуск
Закаленная сталь очень твердая, но хрупкая, обладает низкой пластичностью и имеет большие внутренние напряжения. В таком состоянии изделие не работоспособно, не надежно в эксплуатации. Поэтому для уменьшения внутренних напряжений и повышения пластичности, снижения твердости после закалки всегда следует еще одна операция термической обработки, которая называется отпуск. При отпуске происходит распад мартенсита, переход к более устойчивому состоянию. Механизм протекающих превращений при отпуске сталей – диффузионный, он определяется температурой и продолжительностью нагрева.
Отпуск стали заключается в нагреве закаленной стали до температуры ниже Aс1, выдержке при заданной температуре и последующем охлаждении с заданной скоростью. Отпуск является окончательной операцией термической обработки, в результате которой сталь приобретает требуемые механические свойства. Внутренние напряжения, возникающие при закалке, в результате отпуска снимаются тем полнее, чем выше температура отпуска и чем медленнее охлаждение, тем меньше остаточных напряжений. По этой причине изделия сложной формы во избежание их коробления после отпуска при высоких температурах следует охлаждать медленно.
Основное влияние на свойства стали оказывает температура отпуска. Чем выше температура отпуска, тем меньше твердость отпущенной стали. Различают три вида отпуска.
Низкий отпуск проводится с нагревом при (150 ÷ 200(250)) °С. При этом снижаются внутренние напряжения и некоторое уменьшение хрупкости мартенсита. Повышается прочность и немного улучшается вязкость без заметного снижения твердости. Закаленная сталь после такого отпуска сохраняет твердость, а, следовательно, высокую износостойкость. Однако такое изделие (если оно не имеет вязкой сердцевины) не выдерживает значительных динамических нагрузок.
Закалке и низкому отпуску подвергают стали с (0,7 ÷ 1,3) %С. Структура после низкого отпуска – мартенсит отпуска.
Средний отпуск выполняется при (350 ÷ 500) °С. Цель среднего отпуска состоит в некотором снижении твердости при значительном увеличении предела упругости. и применяется, главным образом, для пружин и рессор, а также для штампов. Он обеспечивает высокие пределы упругости и выносливости. Температуру отпуска надо выбирать так, чтобы не вызвать необратимой отпускной хрупкости.
Средний отпуск применяют для стали с содержанием углерода (0,5 ÷ 0,65) %. Структура стали после среднего отпуска – троостит отпуска, обеспечивающий высокие пределы прочности, упругости и выносливости и увеличение сопротивляемости действию ударных нагрузок.
Высокий отпуск осуществляется при (500 ÷ 680) °С. Цель высокого отпуска – достижение оптимального сочетания прочностных, пластических и вязких свойств. Структура стали после него - сорбит отпуска с зернистым цементитом. Высокий отпуск создает наилучшее соотношение прочности и вязкости стали.
Время выдержки при низком отпуске составляет от 1 до (10 ÷ 15) часов, так как при таких низких температурах диффузия углерода идет медленно. Для среднего и высокого отпуска обычно достаточно (1 ÷ 2) часа. Для дисков газовых и паровых турбин, валов, цельнокованых роторов в теплоэнергетике требуется до 8 часов, потому что их структура должна быть максимально стабильной.
В железоуглеродистых сплавах происходят фазовые превращения, связанные с взаимодействием железа и углерода, образованием различных фаз: феррита, аустенита, цементита и графита. Эти превращения происходят как при кристаллизации жидкой фазы, так и в твёрдом состоянии.
Феррит — твёрдый раствор внедрения углерода в α-железе. Имеет объёмно-центрированную кубическую решётку.
Некоторые особенности:
Аустенит — твёрдый раствор внедрения углерода в γ-железе. Имеет гранецентрированную кубическую решётку.
Некоторые особенности:
Цементит — химическое соединение железа с углеродом (Fe3C). Содержит 6,67% углерода.
Некоторые особенности:
Перлит – механическая смесь твердого раствора феррита и химического соединения цементита. Перлит имеет мелкопластинчатую или зернистую структуру.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.