Поделиться

МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ СВЕРДЛОВСКОЙ ОБЛАСТИ
ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ СВЕРДЛОВСКОЙ ОБЛАСТИ
«КАМЕНСК-УРАЛЬСКИЙ АГРОПРОМЫШЛЕННЫЙ ТЕХНИКУМ»
|
УТВЕРЖДЕНА Приказом Директора ГАПОУ СО «Каменск-Уральский агропромышленный техникум» Некрасова С.И. |
|
Пр № _____________ от ____________2019 г. |
РАБОЧАЯ ПРОГРАММА ПРАКТИЧЕСКОГО ОБУЧЕНИЯ
«ПМ.01 Подготовительно - сварочные работы и контроль качества сварных швов после сварки»
УП.01 Учебная практика
ПП.01 Производственная практика
Для профессии СПО:
15.01.05 Сварщик (ручной и частично
механизированной сварки (наплавки)
Форма обучения: очная
Срок обучения: 2 г. 10 мес.
Уровень освоения: профильный
Каменск-Уральский, 2019
Рабочая программа практического обучения профессионального модуля ПМ01 разработана на основе Федерального государственного образовательного стандарта среднего профессионального образования, представляющего собой совокупность обязательных требований к среднему профессиональному образованию по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки), утвержденной приказом Минобрнауки России от 29.01.2016 N 50 (ред. от 14.09.2016), (Зарегистрировано в Минюсте России 24.02.2016 N 41197).
Организация-разработчик:
Государственное автономное профессиональное образовательное учреждение Свердловской области «Каменск-Уральский агропромышленный техникум»
Разработчик:
Самохина Наталья Георгиевна, преподаватель ГАПОУ СО «Каменск-Уральский агропромышленный техникум», высшая квалификационная категория.
Рецензент:
|
|
|
Зам. директора по УР |
|
ГАПОУ СО «КУАТ» |
|
Фамилия, Имя, Отчество, |
|
должность, |
|
место работы |
Согласовано на заседании П(Ц)К, протокол №____, от «____» ___________ 2019 г.
Председатель Н.Г.Самохина / __________________
Согласовано на заседании НМС, протокол №_____, от «____» ___________ 2019 г.
Председатель Ю.А.Некрасова/ __________________
СОДЕРЖАНИЕ
|
1. ПАСПОРТ ПРОГРАММЫ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ «ПМ.01 ПОДГОТОВИТЕЛЬНО - СВАРОЧНЫЕ РАБОТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ» |
стр.
4
|
|
2. РЕЗУЛЬТАТЫ ОСВОЕНИЯ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ.01 «ПОДГОТОВИТЕЛЬНО - СВАРОЧНЫЕ РАБОТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ»
|
7 |
|
3. СТРУКТУРА И ПРИМЕРНОЕ СОДЕРЖАНИЕ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ.01 «ПОДГОТОВИТЕЛЬНО - СВАРОЧНЫЕ РАБОТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ» |
9 |
|
4. УСЛОВИЯ РЕАЛИЗАЦИИ ПРОГРАММЫ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ.01 «ПОДГОТОВИТЕЛЬНО - СВАРОЧНЫЕ РАБОТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ»
|
20 |
|
5. КОНТРОЛЬ И ОЦЕНКА РЕЗУЛЬТАТОВ ОСВОЕНИЯ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ (ВИДА ПРОФЕССИОНАЛЬНОЙ ДЕЯТЕЛЬНОСТИ) ПМ.01 «ПОДГОТОВИТЕЛЬНО - СВАРОЧНЫЕ РАБОТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ» |
23 |
1. ПАСПОРТ ПРОГРАММЫ ПРАКТИЧЕСКОГО ОБУЧЕНИЯ
ПРОФЕССИОНАЛЬНОГО МОДУЛЯ
УП 01 «Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки»
1.1. Область применения программы
Программа практического обучения профессионального модуля «ПМ.01 Подготовительно - сварочные работы и контроль качества сварных швов после сварки» является частью основной профессиональной образовательной программы в соответствии с ФГОС по рабочей профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки), утвержденной приказом Минобрнауки России от 29.01.2016 N 50 (ред. от 14.09.2016), (Зарегистрировано в Минюсте России 24.02.2016 N 41197). в части освоения основного вида профессиональной деятельности (ВПД):
Проведение
подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных
швов после сварки ![]()
![]() .
.
Учебная практика предназначена для освоения и соответствующих профессиональных компетенций (ПК):
ПК 1.1. Читать чертежи средней сложности и сложных сварных металлоконструкций
ПК 1.2. Использовать конструкторскую, производственно-технологическую документацию по сварке
ПК 1.3. Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки
ПК 1.4. Подготавливать и проверять сварочные материалы для различных способов сварки
ПК 1.5. Выполнять сборку и подготовку элементов конструкции под сварку
ПК 1.6. Проводить контроль подготовки и сборки элементов конструкции под сварку
ПК 1.7. Выполнять предварительный, сопутствующий (межслойный) подогрева металла
ПК 1.8. Зачищать и удалять поверхностные дефекты сварных швов после сварки
ПК 1.9. Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке
Программа практического обучения профессионального модуля (УП 01 «Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки» «Учебная практика» является единой для всех типов и видов образовательных учреждений, реализующих ОПОП по рабочей профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки),
1.2. Цели и задачи модуля – требования к результатам освоения модуля
С целью овладения указанным видом профессиональной деятельности и соответствующими профессиональными компетенциями обучающийся в ходе освоения профессионального модуля УП 01 «Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки»
В результате освоения дисциплины обучающийся должен иметь практический опыт:
- выполнения типовых слесарных операций, применяемых при подготовке деталей перед сваркой;
- выполнения сборки элементов конструкции (изделий, узлов, деталей) под сварку с применением сборочных приспособлений;
- выполнения сборки элементов конструкции (изделий, узлов, деталей) под сварку на прихватках;
- эксплуатирования оборудования для сварки;
- выполнения предварительного, сопутствующего (межслойного) подогрева свариваемых кромок;
- выполнения зачистки швов после сварки;
-использования измерительного инструмента для контроля геометрических размеров сварного шва;
- определения причин дефектов сварочных швов и соединений;
- предупреждения и устранения различных видов дефектов в сварных швах.
В результате освоения дисциплины обучающийся должен уметь:
- использовать ручной и механизированный инструмент для зачистки сварных швов и удаления поверхностных дефектов после сварки;
- проверять работоспособность и исправность оборудования поста для сварки;
- использовать ручной и механизированный инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку;
- выполнять предварительный, сопутствующий (межслойный) подогрев металла в соответствии с требованиями производственно-технологической документации по сварке;
- применять сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку;
- подготавливать сварочные материалы к сварке;
- зачищать швы после сварки;
- пользоваться производственно-технологической и нормативной документацией для выполнения трудовых функций.
В результате освоения дисциплины обучающийся должен знать:
- основы теории сварочных процессов (понятия: сварочный термический цикл, сварочные деформации и напряжения);
- необходимость проведения подогрева при сварке;
- классификацию и общие представления о методах и способах сварки;
- основные типы, конструктивные элементы, размеры сварных соединений и обозначение их на чертежах;
- влияние основных параметров режима и пространственного положения при сварке на формирование сварного шва;
- основные типы, конструктивные элементы, разделки кромок;
- основы технологии сварочного производства;
- виды и назначение сборочных, технологических приспособлений и оснастки;
- основные правила чтения технологической документации;
- типы дефектов сварного шва;
- методы неразрушающего контроля;
- причины возникновения и меры предупреждения видимых дефектов;
- способы устранения дефектов сварных швов;
- правила подготовки кромок изделий под сварку;
- устройство вспомогательного оборудования, назначение, правила его эксплуатации и область применения,
- правила сборки элементов конструкции под сварку;
- порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву металла;
- устройство сварочного оборудования, назначение, правила его эксплуатации и область применения;
- правила технической эксплуатации электроустановок;
- классификацию сварочного оборудования и материалов;
- основные принципы работы источников питания для сварки;
- правила хранения и транспортировки сварочных материалов.
1.3. Рекомендуемое количество часов на освоение программы практического обучения профессионального модуля «ПМ.01 ПОДГОТОВИТЕЛЬНО - СВАРОЧНЫЕ РАБОТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ»:
В соответствии с ФГОС СПО 15.01.05 «Сварщик (ручной и частично механизированной сварки (наплавки)» и по Учебному плану на освоение программы практического обучения отводится:
|
Вид учебной работы |
Объем часов |
|
Объем образовательной нагрузки студента ( всего) в том числе: |
216 |
|
Учебной практики |
144 |
|
Производственной практики |
72 |
|
Итоговая аттестация в форме - экзамена |
|
2. результаты освоения практического обучения профессионального модуля ПМ.01 «ПОДГОТОВИТЕЛЬНО - СВАРОЧНЫЕ РАБОТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ»
Результатом освоения программы ПРАКТИЧЕСКОГО ОБУЧЕНИЯ профессионального модуля является овладение обучающимися видом профессиональной деятельности: УП 01 «Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки» , в том числе профессиональными (ПК) и общими (ОК) компетенциями:
|
Код |
|
Наименование результата обучения |
|
|
|
ПК 1.1. |
Читать чертежи средней сложности и сложных сварных металлоконструкций |
|||
|
ПК 1.2. |
Использовать |
конструкторскую, |
нормативно-техническую |
и |
|
|
производственно-технологическую документацию по сварке |
|
||
|
ПК 1.3. |
Проверять оснащенность, работоспособность, исправность и осуществлять |
|||
|
|
настройку оборудования поста для различных способов сварки |
|
||
|
ПК 1.4. |
Подготавливать и проверять сварочные материалы для различных способов |
|||
|
|
сварки |
|
|
|
|
ПК 1.5. |
Выполнять сборку и подготовку элементов конструкции под сварку |
|
||
|
ПК 1.6. |
Проводить контроль подготовки и сборки элементов конструкции под сварку |
|||
|
ПК 1.7. |
Выполнять предварительный, сопутствующий (межслойный) подогрева |
|||
|
|
металла |
|
|
|
|
ПК 1.8. |
Зачищать и удалять поверхностные дефекты сварных швов после сварки |
|
||
|
ПК 1.9. |
Проводить контроль сварных соединений на соответствие геометрическим |
|||
|
|
размерам, требуемым конструкторской и производственно-технологической |
|||
|
|
документации по сварке |
|
|
|
![]()
Освоение профессионального модуля направлено на развитие общих компетенций:
|
Код |
|
Общие компетенции |
|
|
|
ОК 1. |
Понимать сущность и социальную значимость будущей профессии, |
|||
|
|
проявлять к ней устойчивый интерес |
|
|
|
|
ОК 2. |
Организовывать собственную деятельность, исходя из цели и способов ее |
|||
|
|
достижения, определенных руководителем |
|
|
|
|
ОК 3. |
Анализировать рабочую ситуацию, осуществлять текущий и итоговый |
|||
|
|
контроль, оценку и коррекцию собственной деятельности, нести |
|||
|
|
ответственность за результаты своей работы. |
|
|
|
|
ОК 4. |
Осуществлять поиск информации, необходимой для эффективного |
|||
|
|
выполнения профессиональных задач. |
|
|
|
|
ОК 5. |
Использовать |
информационно-коммуникационные |
технологии |
в |
|
|
профессиональной деятельности. |
|
|
|
|
ОК 6. |
Работать в команде, эффективно общаться с коллегами, руководством. |
|
||
Требования к уровню подготовки обучающихся после прохождения УП 01 «Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки» по профессии ОК «Сварщик ручной дуговой сварки плавящимся покрытым электродом»
в соответствии с Единым тарифно-квалификационным справочником работ и
профессий рабочих (ЕТКС), 2019
(Часть
№1 выпуска №2 ЕТКС
Выпуск утвержден Постановлением Минтруда РФ от 15.11.1999 N 45
(в редакции Приказа Минздравсоцразвития РФ от 13.11.2008 N 645)
Раздел ЕТКС «Сварочные работы»)
Электросварщик ручной сварки 2-го разряда
Характеристика работ:
Прихватка деталей, изделий и конструкций во всех пространственных положениях сварного шва. Ручная дуговая и плазменная сварка простых деталей в нижнем и вертикальном положении сварного шва, наплавление простых деталей. Подготовка изделий и узлов под сварку и зачистка швов после сварки. Обеспечение защиты обратной стороны сварного шва в процессе сварки в защитном газе. Нагрев изделий и деталей перед сваркой. Чтение простых чертежей.
Должен знать:
Устройство и принцип действия электросварочных машин и аппаратов для дуговой сварки в условиях применения переменного и постоянного тока; способы и основные приемы прихватки; формы раздела швов под сварку; устройство баллонов; цвета, краски и правила обращения с ними; правила сварки в защитном газе и правила обеспечения защиты при сварке; правила обслуживания электросварочных аппаратов; виды сварных соединений и швов; правила подготовки кромок изделий для сварки; типы разделок и обозначение сварных швов на чертежах; основные свойства применяемых электродов и свариваемого металла и сплавов; назначение и условия применения контрольно-измерительных приборов; причины возникновения дефектов при сварке и способы их предупреждения; устройство горелок для сварки неплавящимся электродом в защитном газе.
Примеры работ:
1. Баки трансформаторов - подваривание стенок под автоматическую сварку.
2. Балки люлечные, брусья подрессорные и надрессорные цельнометаллических вагонов и вагонов электростанций - приваривание усиливающих угольников, направляющих и центрирующих колец.
3. Балки прокатные - наваривание точек и захватывающих колес по разметке.
4. Бойки, шаботы паровых молотов - наплавление.
5. Диафрагмы рам платформ и металлических полувагонов и оконные каркасы пассажирских вагонов - сварка.
6. Каркасы детского стула, табуретки, теплицы - сварка.
7. Кожухи ограждения и другие слабонагруженные узлы сельскохозяйственных машин - сварка.
8. Кронштейны жатки, валики тормозного управления - сварка.
9. Кронштейны подрамников автосамосвалов - сварка.
10. Накладки и подкладки рессорные - сварка.
11. Опоки стальные - сварка.
12. Рамы баков трансформаторов - сварка.
13. Рамы матрацев кроватей, сетки панцирные и ромбические - сварка.
14. Резцы простые - наплавление быстрореза и твердого сплава.
15. Стальные и чугунные мелкие отливки - наплавление раковин на необрабатываемых местах.
Сварка электродуговая:
1. Бобышки, втулки, стаканы - прихватка.
2. Конструкции, не подлежащие испытанию, - приваривание набора на стенде и в нижнем положении.
3. Плиты, стойки, угольники, уголки, каркасы, фланцы простые из металла толщиной свыше 3 мм - прихватка.
4. Площадки и трапы - наплавление валиков (рифление).
5. Стеллажи, ящики, щитки, рамки из угольников и полос - прихватка.
6. Тавровые узлы и чистка фундаментов под вспомогательные механизмы - сварка.
7. Набор к легким перегородкам и выгородкам в нижнем положении - приваривание на участке предварительной сборки.
8. Детали крепления оборудования, изоляции, концы технологические, гребенки, планки временные, бобышки - приваривание к конструкциям из углеродистых и низколегированных сталей.
Электросварщик ручной сварки 3-го разряда
Характеристика работ:
Ручная дуговая и плазменная сварка средней сложности деталей, узлов и конструкций из углеродистых сталей и простых деталей из конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва, кроме потолочного. Ручная дуговая кислородная резка, строгание деталей средней сложности из малоуглеродистых, легированных, специальных сталей, чугуна и цветных металлов в различных положениях. Наплавление изношенных простых инструментов, деталей из углеродистых и конструкционных сталей.
Должен знать:
Устройство применяемых электросварочных машин и сварочных камер; требования, предъявляемые к сварочному шву и поверхностям после кислородной резки (строгания); свойства и значение обмазок электродов; основные виды контроля сварных швов; способы подбора марок электродов в зависимости от марок стали; причины возникновения внутренних напряжений и деформаций в свариваемых изделиях и меры их предупреждения.
Примеры работ:
1. Барабаны битерные и режущие, передние и задние оси тракторного прицепа, дышла и рамы комбайна и хедера, шнеки и жатки, граблина и мотовила - сварка.
2. Боковины, переходные площадки, подножки, обшивка железнодорожных вагонов - сварка.
3. Буи и бочки рейдовые, артщиты и понтоны - сварка.
4. Валы электрических машин - наплавление шеек.
5. Детали каркаса кузова грузовых вагонов - сварка.
6. Детали кулисного механизма - наплавление отверстий.
7. Каркасы для щитов и пультов управления - сварка.
8. Катки опорные - сварка.
9. Кильблоки - сварка.
10. Кожухи в сборе, котлы обогрева - сварка.
11. Колодки тормоза грузовых автомобилей, кожухи, полуоси заднего моста - подваривание.
12. Конструкции, узлы, детали артустановки - сварка.
13. Корпуса электрической взрывоопасной аппаратуры - сварка.
14. Краны грузоподъемные - наплавление скатов.
15. Кузова автосалонов - сварка.
16. Рамы тепловоза - приваривание кондукторов, листов настила, деталей.
17. Резцы фасонные и штампы простые - сварка и наплавка быстрореза и твердого сплава.
18. Станины станков малых размеров - сварка.
19. Стойки, бункерные решетки, переходные площадки, лестницы, перила ограждений, настилы, обшивка котлов - сварка.
20. Трубы дымовые высотой до 30 м и вентиляционные из листовой углеродистой стали - сварка.
21. Трубы связные дымогарные в котлах и трубы пароперегревателей - сварка.
22. Трубы нагретые - наплавление буртов.
23. Трубопроводы безнапорные для воды (кроме магистральных) - сварка.
24. Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации - сварка в стационарных условиях.
25. Шестерни - наплавление зубьев.
Сварка электродуговая
1. Баки расширительные - сварка, приваривание труб.
2. Баки, трубопроводы, сосуды, емкости из углеродистой и низколегированных сталей под налив водой - сварка.
3. Буи, бочки рейдовые, артщиты и понтоны - сварка.
4. Валики, втулки - наплавление в нижнем положении.
5. Валы и станины электромоторов - заваривание раковин и трещин.
6. Выгородки легкие - сварка на стапеле между собой и к внутренним конструкциям.
7. Втулки на лицевых панелях главных распределительных щитов - приваривание к кондуктору.
8. Двери, крышки люков проницаемые - сварка.
9. Двери проницаемые, крышки люков - сварка.
10. Детали распределительных щитов: колпачки, заменители, желобки, петли, бочки, стойки, наварыши, шпильки - приваривание к корпусу, каркасу или крышке.
11. Детали судовых механизмов - наплавление кромок листов и других деталей при сборочных работах.
12. Детали узлов, фундаментов мелких толщиной металла 3 мм и выше из углеродистых сталей - сварка.
13. Диффузоры компенсаторов газотурбинных установок, фундаментальные рамы - прихватка деталей.
14. Дымоходы и дымовые трубы главных и вспомогательных котлов - сварка вертикальных и горизонтальных швов, приварка ребер жесткости.
15. Желоба прямые и угловые для прокладки кабелей - приваривание вдоль трассы дистанционного управления.
16. Заготовки круглые для штампов - сварка.
17. Замки: барашковые, регильные, рычажные, шпингалетные - сварка стыковых и нахлесточных соединений.
18. Зашивка при монтаже оборудования - сварка в нижнем положении.
19. Иллюминаторы облегченные - сварка.
20. Камеры водяные, кожухи компенсаторов, рамы, агрегаты питания - сварка.
21. Камеры для дробеметных установок, броневая защита для дробеструйных аппаратов - сварка.
22. Каркасы, кронштейны, балки и рамы приборные простой конструкции - сварка.
23. Каркас и обшивка вспомогательных водотрубных утилизационных котлов и воздухоподогревателей - сварка.
24. Каркасы, постели и другая оснастка для сборки крупных узлов - сварка в объемные узлы.
25. Карманы для фотосхем, пеналов, запасных предохранителей, плавких вставок - приваривание в токораспределительных устройствах.
26. Конструкции корпусные сварные из углеродистых и низколегированных сталей - воздушно-дуговое строгание во всех пространственных положениях (удаление временных элементов, выплавка дефектных участков сварных швов, разделка кромок).
27. Крепление балласта - сварка на стапеле.
28. Крышки герметических коробок - приварка обечаек, желобков.
29. Каркасы и облицовка дверей токораспределительных устройств - сварка.
30. Каркасы бытовок, постели - сварка в объемные узлы.
31. Катки электромостового крана - наплавление.
32. Кильблоки и клетки для стапеля - сварка.
33. Конструкции основного корпуса из сталей АК и ЮЗ - электроприхватка (удаляемая) по монтажным стыкам.
34. Кожухи, желоба, панели, поддоны из углеродистых и низколегированных сталей толщиной металла свыше 2 мм - сварка.
35. Корпуса турбин высокого давления - прихватка.
36. Кузова, рамы передвижных дизель-электростанций, рамки, рычаги, угольники - сварка.
37. Крепление спецпокрытий: шпильки, скобы, гребенки - приваривание.
38. Кольца распорные, противовесы, балки распорные - приваривание к ОК с технологическим непромером.
39. Крышки водонепроницаемые - приваривание под давлением от 0,1 до 1,5 МПа (1 - 15 кгс/кв. см).
40. Комингсы крышек, дверей, люков, горловины, решетки - сварка.
41. Листы откидные, обтекатели, устройства судовые - сварка в цеху.
42. Люк светлый - сварка корпуса и приварка крышек.
43. Надстройки - приваривание набора, сварка и приварка к палубам.
44. Надстройки - приваривание набора, сварка и приваривание к палубам в нижнем и вертикальном положениях.
45. Насыщение слесарного корпуса - сварка.
46. Наружный корпус - сварка технологических заделок, не подлежащих контролю.
47. Несложные корпусные конструкции - электровоздушная строжка (наплавка корня шва и удаление временных креплений).
48. Обрешетники изоляции по бортам и переборкам - сварка на стапеле и на плаву.
49. Обрешетник - приваривание в потолочном положении.
50. Обуха и изделия грузоподъемные до 5 т - сварка участка предварительной сборки.
51. Обшивка каркасов, панели лицевые - приваривание к конструкциям.
52. Ограждения площадок, веерные ограждения поручня (штормпоручни, поручни к трапам) - приваривание к конструкциям.
53. Опоры, накладки для распределительных щитов - сварка.
54. Пайпы настилов - сварка.
55. Подвески труб, кабелей, крепления электроприборов, скобы из углеродистых и низколегированных сталей - сварка.
56. Подставки опорные, тумбы, балки без разделки кромок - сварка.
57. Приспособления специальные для заливки кабельных коробок - приваривание втулки к валу.
58. Переборки легкие, выгородки - приваривание ребер жесткости в нижнем положении.
59. Перо руля из малоуглеродистых сталей - сварка.
60. Переборки поперечные и продольные, выгородки палубы - сварка узлов, полотнищ по стыкам и пазам в нижнем положении на участке предварительной сборки.
61. Планки, кницы, скобы, стойки, подвески труб, кабелей, крепление электроприборов - приваривание на стапеле.
62. Протекторы - приваривание.
63. Рамы и каркасы приборные сложной конфигурации - сварка.
64. Распорные балки, кольца, крестовины - приваривание к основному корпусу.
65. Решетки из трубок диаметром от 10 до 15 мм - сварка.
66. Ролики, ступицы, муфты - заварка и наплавление зубьев.
67. Рули - сварка плоской части перьев.
68. Столы газорезательные, ящики для перевозки деталей и шихты - сварка.
69. Скобы-тралы, переходные мостики, площадки, фальшборта, цифры, буквы - приваривание на стапеле.
70. Скобы, крепления пакетников, клещей, панелей - сварка.
71. Столы газорезательные, ящики для перевозки деталей и муфты - сварка.
72. Стеллажи для хранения документации - сварка.
73. Стенки из листового металла толщиной 3 мм и выше - сварка в нижнем и вертикальном положении.
74. Трапы вертикальные и наклонные (стальные), сходни - сварка.
75. Трубы дымоходов камбуза - сварка.
76. Трубы судовой вентиляции из углеродистых и низколегированных сталей толщиной свыше 2 мм - сварка.
77. Устройство воздухонаправляющее, воздухонагреватели водотрубных котлов - сварка.
78. Устройство леерное, погрузочное, лебедки, вьюшки - сварка.
79. Фланцы вентиляционные - сварка.
80. Фундаменты из углеродистых и низколегированных сталей: под вспомогательные механизмы, баллоны, шлюпочное и швартовное устройства, крепления оборудования - сварка.
81. Хвостовики сальников, пуансонов, штампов - приваривание к металлическим конструкциям.
82. Цилиндры, патрубки, стаканы, не требующие испытаний на герметичность, - сварка продольных и кольцевых швов.
83. Шкафы и сейфы с замками - сварка.
84. Шпангоуты из углеродистых и низколегированных сталей - сварка и приваривание к обшивке на участке предварительной сборки.
85. Штампы средней сложности давлением до 400 т - сварка.
86. Якоря, ахтерштевни, форштевни - заварка дефектов.
Электросварщик ручной сварки 4-го разряда
Характеристика работ:
Ручная дуговая и плазменная сварка средней сложности деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных сталей, чугуна, цветных металлов и сплавов и сложных деталей, узлов, конструкций и трубопроводов из углеродистых сталей во всех пространственных положениях сварного шва. Ручная кислородная резка (строгание) сложных деталей из высокоуглеродистых, специальных сталей, чугуна и цветных металлов, сварка конструкций из чугуна. Наплавление нагретых баллонов и труб, дефектов деталей машин, механизмов и конструкций. Наплавление сложных деталей, узлов и сложных инструментов. Чтение чертежей сложных сварных металлоконструкций.
Должен знать:
устройство различной электросварочной аппаратуры; особенности сварки и дуговой резки на переменном и постоянном токе; технологию сварки изделий в камерах с контролируемой атмосферой; основы электротехники в пределах выполняемой работы; способы испытания сварных швов; виды дефектов в сварных швах и методы их предупреждения и устранения; принципы подбора режима сварки по приборам; марки и типы электродов; механические свойства свариваемых металлов.
Примеры работ:
1. Аппараты, сосуды, емкости из углеродистой стали, работающие без давления, - сварка.
2. Арматура несущих железобетонных конструкций - сварка.
3. Баки трансформаторов - приваривание патрубков, сварка коробок под выводы, коробок охладителей, установок тока и крышек баков.
4. Баллеры руля, кронштейны гребных валов - наплавление.
5. Гарнитура и корпуса горелок котлов - сварка.
6. Детали из чугуна - сварка, наплавление с подогревом и без подогрева.
7. Камеры рабочих колес гидравлических турбин - сварка и наплавление.
8. Каркасы промышленных печей и котлов ДКВР - сварка.
9. Картеры моторов - сварка.
10. Коллекторы газовыхлопные и трубы - сварка и подваривание.
11. Кольца регулирующие гидравлических турбин - сварка и наплавление.
12. Корпуса и мосты ведущих колес жатки - сварка.
13. Корпуса компрессоров, цилиндры низкого и высокого давления воздушных компрессоров - наплавление трещин.
14. Корпуса роторов диаметром до 3500 мм - сварка.
15. Корпуса стопорных клапанов турбин мощностью до 25000 кВт - сварка.
16. Крепления и опоры для трубопроводов - сварка.
17. Кронштейны и шкворневые крепления тележки тепловоза - сварка.
18. Листы больших толщин (броня) - сварка.
19. Мачты, вышки буровые и эксплуатационные - сварка в цеховых условиях.
20. Подкосы, полуоси стойки шасси самолетов - сварка.
21. Плиты фундаментные крупные электрических машин - сварка.
22. Пылегазовоздухопроводы, узлы топливоотдачи и электрофильтров - сварка.
23. Рамы трансформаторов - сварка.
24. Рамы кроватей - сварка в поворотном кондукторе во всех пространственных положениях, кроме потолочного.
25. Резервуары для нефтепродуктов вместимостью менее 1000 куб. м - сварка.
26. Рельсы и сборные крестовины - наплавление концов.
27. Статоры турбогенераторов с воздушным охлаждением - сварка.
28. Станины дробилок - сварка.
29. Станины и корпуса электрических машин сварно-литые - сварка.
30. Станины крупногабаритных станков чугунные - сварка.
31. Станины рабочих клетей прокатных станов - наплавление.
32. Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации - сварка при монтаже.
33. Трубопроводы наружных и внутренних сетей газоснабжения низкого давления - сварка в стационарных условиях.
34. Трубопроводы технологические (V категории) - сварка.
35. Фрезы и штампы сложные - сварка и наплавка быстрореза и твердого сплава.
36. Фахверки, связи, фонари, прогоны, монорельсы - сварка.
37. Цилиндры блока автомашин - наплавление раковин.
38. Цистерны автомобильные - сварка.
Сварка электродуговая
1. Арматура, трубопроводы, отростки, фланцы, штуцеры, баллоны, резервуары, цистерны из углеродистых сталей, работающих под давлением 1,5 до 4,0 МПа (от 15 до 40 кгс/кв. см), - сварка.
2. Балки и траверзы тележек кранов и механизмов - сварка.
3. Бобышки, фланцы, наварыши, штуцеры баллонов компрессоров высокого давления - сварка.
4. Баллоны, баки, резервуары, цистерны, сепараторы, фильтры, испарители из углеродистых сталей - сварка под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв. см).
5. Бачки отражательные из малоуглеродистых сталей толщиной от 1,0 до 1,5 мм - сварка в нижнем положении.
6. Банкетки, корпуса шахт, корпуса лебедок, корпуса редукторов лебедок, палубные стаканы - сварка под давлением от 0,1 до 1,0 МПа (от 1 до 10 кгс/кв. см) в нижнем положении.
7. Блок-секции - приваривание выгородок, насыщения к корпусу.
8. Валики ватерлиний - наплавление по корпусу судна.
9. Валы коленчатые средних размеров - сварка и наплавление изношенных частей.
10. Винты гребные, лопасти, ступицы обычного класса точности всех размеров и конструкций - воздушно-дуговое строгание всех поверхностей.
11. Выгородки, переборки и рубки - сварка и приваривание в различных пространственных положениях.
12. Газовыхлопы, воздухораспределители, трубы вентиляции в надстройке - сварка.
13. Глушители компенсаторов высокого давления, стальные, толщиной металла 1,5 мм и диаметром до 100 мм - сварка.
14. Двери, крышки люков водогазонепроницаемые - сварка.
15. Днищевые, бортовые, верхние и нижние палубы, платформы, объемные секции оконечностей, переборки поперечные и продольные - сварка стыков набора на стапеле.
16. Детали слесарного насыщения по основному корпусу и обшивке основных цистерн - сварка.
17. Детали шельфов - приваривание к межотсечным поперечным переборкам.
18. Двери, щиты, угольники, листы, втулки с толщиной металла от 1,4 до 1,6 мм - сварка.
19. Детали сложной конфигурации, предназначенные для работ под динамическими и вибрационными нагрузками, толщиной материала от 10 до 16 мм - сварка.
20. Изделия МСЧ - антикоррозийные наплавления из сталей типа АК на поверхности под механообработку.
21. Кожухи, желоба, панели, поддоны из углеродистых и низколегированных сталей толщиной до 2 мм, из легированной стали толщиной свыше 2 мм - сварка.
22. Коробки кабельные - сварка под испытанием давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв. см) при узловой сборке.
23. Кожухи, желоба, панели, поддоны из углеродистых и низколегированных сталей толщиной до 2 мм, из легированной стали толщиной свыше 2 мм - сварка.
24. Каналы судовой вентиляции - приваривание к переборкам на стапеле.
25. Клюзы якорные - сварка.
26. Кожухи, желоба, панели, поддоны из легированных сталей толщиной до 2 мм - сварка.
27. Клапаны вентиляции - сварка.
28. Комингсы грузовых трюмов - сварка набора между собой.
29. Конструкции корпусные из углеродистых, низколегированных и высоколегированных сталей - воздушно-дуговая строжка в труднодоступных местах (выплавка корня шва, удаление временных элементов, выплавка дефектных участков).
30. Конструкции судовозного поезда - сварка.
31. Корпус надводного судна: наружная обшивка палубы - сварка стыков и пазов на стапеле во всех положениях.
32. Корпуса тяжелых иллюминаторов - сварка и вварка в корпус судна.
33. Корпусные конструкции и узлы, до 20% сварных швов которых подвергаются ультразвуковому или гаммаграфическому контролю - сварка.
34. Кронштейны, кромки, экраны из листового и профильного металла толщиной до 2 мм - сварка.
35. Крышки и корпуса подшипников из отливок - сварка под испытание на непроницаемость.
36. Листы съемные из углеродистых и низколегированных сталей - сварка.
37. Марки углубления, грузовая сварка - приварка к корпусу судна.
38. Мачты, грузовые стрелы, грузовые колонны - сварка монтажных стыков и забойных листов на стапеле.
39. Мачты сигнальные - сварка при сборке.
40. Металлоконструкции судов - подварка дефектных участков швов при испытании на стапеле и на плаву во всех положениях.
41. Межотсечные поперечные переборки - сварка.
42. Насыщение слесарно-корпусное - приваривание на поперечных и продольных переборках надстройки.
43. Набор продольный и поперечный днищевых, бортовых и палубных (расчетных) секций из конструкционных сталей - сварка между собой и приваривание к наружной обшивке и настилу палуб на предстапельной сборке.
44. Набор с разделкой кромок, стыки и пазы переборок из стали - сборка и приварка на участке предварительной сборки.
45. Набор днищевых секций высотой от 0,8 до 1,5 м - приваривание в носовой оконечности, к настилу дна и сварка между собой.
46. Надстройки, рубки из легированных сталей - сварка и приваривание к основному корпусу.
47. Настилы двойного дна - сварка стыков и пазов на стапеле.
48. Насыщение грузовых мачт, стрел (головки, фундаменты, площадки управления с леерным ограждением) - приваривание к конструкциям.
49. Обухи для транспортировки секций грузоподъемностью до 20 т - сварка и приваривание к секциям.
50. Обухи грузоподъемностью свыше 20 т - приваривание и сварка.
51. Перо руля из стали - сварка плоской части.
52. Поперечные и продольные переборки, наружные стенки надстроек - сварка
стыков и пазов полотнищ во всех положениях на стапеле.
53. Подкрепления под фундаменты, упора строечного устройства, боковые кили, наружные стенки цистерн, наружные стенки дымовой трубы - приваривание на стапеле.
54. Прочие цистерны - сварка швов с разделкой кромок и конструктивным непроваром на секционной сборке.
55. Рельсы цеховых электротележек - сварка.
56. Стыки и пазы обшивки кормовой оконечности, бракет и стабилизаторов - сварка.
57. Стыки листов стенок, крыш и набора внутренних цистерн - сварка и приваривание к обшивке, переборкам и между собой.
58. Стыки монтажные железобетонных сводов - сварка.
59. Тамбур, шлюз, санузлы - сварка и привары.
60. Трубы судовой вентиляции из углеродистых и низколегированных сталей толщиной до 2 мм - сварка и приваривание к ним фланцев.
61. Трубопроводы из углеродистых сталей, работающие под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв. см), при толщине стенки трубы свыше 2 мм - сварка.
62. Трубопроводы - сварка стыков на подкладных кольцах с контролем качества швов рентгенографированием.
63. Трубопроводы - сварка стыков с наддувом с контролем качества швов рентгенографированием.
64. Устройства якорные, буксирные, спусковые и швартовные, упоры строевого устройства - сварка.
65. Фланцы, патрубки, штуцера, приварыши, насадки, ниппели - приваривание к трубопроводу под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв. см).
66. Фундаменты из легированных сталей под вспомогательные механизмы, баллоны, шлюпочное и швартовное устройства - сварка.
67. Шпангоуты - сварка стыков при термообработке на установке ТВЧ.
68. Штампы для прессов давлением свыше 400 т - сварка.
3. СТРУКТУРА И СОДЕРЖАНИЕ ПРАКТИЧЕСКОГО ОБУЧЕНИЯ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ.01 «ПОДГОТОВИТЕЛЬНО - СВАРОЧНЫЕ РАБОТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ»
УП 01 «Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки» ,
3.1.ТЕМАТИЧЕСКИЙ ПЛАН УЧЕБНОЙ ПРАКТИКИ ПМ 01:
|
Коды профессиональных компетенций |
Наименования разделов профессионального модуля* |
Учебная, часов
|
|
1 |
2 |
3 |
|
ПК 1.1. ПК 1.2. ПК 1.3. ПК 1.5. ПК 1.6. |
МДК. 01.01.Основы технологии сварки и сварочное оборудование 1.Инструктаж по охране труда и техника безопасности при работе с электрооборудованием. 2. Формирование сварочной ванны в различных пространственных положениях. 3. Возбуждение сварочной дуги. 4.Магнитное дутьё при сварке. 5.Демонстрация видов переноса электродного металла. 6. Подготовка, настройка и порядок работы со сварочными трансформаторами. 7. Подготовка, настройка и порядок работы с выпрямителем, управляемым трансформатором, тиристорным и транзисторным выпрямителями. 8.Подготовка, настройка и порядок работы с инверторным выпрямителем. 9. Подготовка, настройка и порядок работы со сварочным генератором. 10. Подготовка, настройка и порядок работы со специализированными источниками питания для сварки неплавящимся электродом 11. Подготовка, настройка и порядок работы со специализированными источниками питания для импульснодуговой сварки плавящимся электродом 12. Изучение правил эксплуатации и обслуживания источников питания. 13.Выполнение комплексной работы |
30 |
|
ПК 1.1. ПК 1.2. ПК 1.3. ПК 1.4. ПК 1.5. ПК 1.6. |
Раздел 2. Технология производства сварных конструкций Учебная практика Виды работ 1.Инструктаж по организации рабочего места и безопасности труда. 2.Разделка кромок под сварку. 3.Разметка при помощи линейки, угольника, циркуля, по шаблону. 4.Разметка при помощи лазерных, ручных инструментов (нивелир, уровень) 5. Очистка поверхности пластин и труб металлической щёткой, опиливание ребер и плоскостей пластин, опиливание труб. 6.Измерение параметров подготовки кромок под сварку с применением измерительного инструмента сварщика (шаблоны). 7.Измерение параметров сборки элементов конструкции под сварку с применением измерительного инструмента сварщика (шаблоны). 8.Подготовка баллонов, регулирующей и коммуникационной аппаратуры для сварки и резки. Допустимое остаточное давление в баллонах. 9.Установка редуктора на баллон, регулирование давления. Присоединение шлангов. 10.Наложение прихваток. Прихватки пластин толщиной 2,3,4 мм. Прихватки пластин толщиной до 1 мм с отбортовкой кромок. 11.Сборка деталей в приспособлениях. Контроль качества сборки под сварку. 12.Выполнение комплексной работы. |
48 |
|
ПК 1.1. ПК 1.2. ПК 1.5. ПК 1.6. |
МДК.01.03.Технология подготовительных и сборочных операций перед сваркой 1.Инструктаж по организации рабочего места и безопасности труда. 2.Разделка кромок под сварку. 3.Разметка при помощи линейки, угольника, циркуля, по шаблону. 4.Разметка при помощи лазерных, ручных инструментов (нивелир, уровень) 5. Очистка поверхности пластин и труб металлической щёткой, опиливание ребер и плоскостей пластин, опиливание труб. 6.Измерение параметров подготовки кромок под сварку с применением измерительного инструмента сварщика (шаблоны). 7.Измерение параметров сборки элементов конструкции под сварку с применением измерительного инструмента сварщика (шаблоны). 8.Наложение прихваток. Прихватки пластин толщиной 2,3,4 мм. Прихватки пластин толщиной до 1 мм с отбортовкой кромок. 9.Сборка деталей в приспособлениях. Контроль качества сборки под сварку. 10.Выполнение комплексной работы |
48 |
|
. ПК 1.8. ПК 1.9. |
Раздел 4. Контроль качества сварных соединений
1.Инструктаж по организации рабочего места и безопасности труда. 2.Визуальный контроль качества сварных соединений невооружённым глазом и с применением оптических инструментов (луп, эндоскопов) 3.Измерительный контроль качества сборки плоских элементов и труб с применением измерительного инструмента. Стыковые, угловые, тавровые и нахлёсточные соединения. 4.Измерительный контроль качества параметров сварных швов и размеров поверхностных дефектов на металле и в сварном шве на плоских элементах и трубах с применением измерительного инструмента. 5.Контроль сварных швов на герметичность-гидравлические испытания. 6. Контроль сварных швов на герметичность- пневматические испытания с погружением образца в воду. 7.Контроль проникающими веществами-цветная дефектоскопия 8. Выполнение комплексной работы. |
30 |
|
Производственная практика
|
144 |
|
|
|
Производственная практика (концентрированная) Виды работ 1.Техника безопасности при слесарных, сборочных работах и работах с газовыми баллонами. 2. Подготовка оборудования к сварке: -подготовка источников питания для ручной дуговой сварки; -подготовка источников питания (установок) для ручной аргонодуговой сварки и газового оборудования; -подготовка источников питания (установок) для частично механизированной сварки плавлением в защитном газе, и газового оборудования поста. 3. Выполнение текущего и периодического обслуживания сварочного оборудования для ручной дуговой сварки, ручной аргонодуговой и механизированной сварки плавлением в защитном газе. 4. Настройка специальных функций специализированных источников питания для сварки неплавящимся электродом постоянного, переменного тока и импульсных, а также источников питания для импульсно- дуговой сварки плавящимся электродом. 5.Выполнение типовых слесарных операций, выполняемых при подготовке металла к сварке: резка, рубка, гибка и правка металла. 6. Выполнение предварительной зачистки свариваемых кромок из углеродистых и высоколегированных сталей перед сваркой. 7.Выполнение предварительного подогрева перед сваркой с применением газового пламени, а также индуктивных нагревателей. 8.Чтение чертежей сварных конструкций по системе ЕСКД. 9. Чтение чертежей сварных конструкций, оформленных в соответствии с ISO 2553. 10. Чтение чертежей сварных конструкций, оформленных в соответствии с ANSI/AWS А2.4 и AWSА3.0. 11.Выплнение разметки заготовок по чертежу (ЕСКД, ISO 2553, ANSI/AWS А2.4*). 12.Выполнение по чертежу сборки конструкций из углеродистых и высоколегированных сталей, а также алюминия и его сплавов под сварку с применением сборочных приспособлений: -переносных универсальных сборочных приспособлений -Универсальных сборочно-сварочных приспособлений -Специализированных сборочно-сварочных приспособлений 13. Установка приспособлений для защиты обратной стороны сварного шва (для поддува защитного газа). 14.Выполнение визуально-измерительного контроля точности сборки конструкций под сварку. 15.Выполнение визуально-измерительного контроля геометрии готовых сварных узлов на соответствие требованиям чертежа. 16.Выполнение визуально-измерительного контроля размеров и формы сварных швов в узлах. Выявление и измерение типичных поверхностных дефектов в сварных швах. 17.Выполнение пневматических испытаний герметичности сварной конструкции. 18.Выполнение гидравлических испытаний герметичности сварной конструкции. 19.Чтение карт технологического процесса сварки, оформленных по требованиям ЕСКД 20.Чтение технологических карт сварки оформленных по требованиям ISO 15609-1. |
|
|
|
Экзамен квалификационный/демонстрационный экзамен |
|
|
|
Всего |
72 |
3.2. СОДЕРЖАНИЕ ОБУЧЕНИЯ по ПМ.01 «ПОДГОТОВИТЕЛЬНО - СВАРОЧНЫЕ РАБОТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ»
|
Наименование разделов профессионального модуля (ПМ), междисциплинарных курсов (МДК) и тем |
Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся, курсовая работ (проект) (если предусмотрены) |
Объем часов |
Уровень освоения |
||||||
|
1 |
2 |
3 |
4 |
||||||
|
Раздел 1 ПМ 1. |
|
72 |
|
||||||
|
МДК. 01.01.Основы технологии сварки и сварочное оборудование |
48 |
||||||||
|
Тема 1.1. Основы технологии сварки
|
Содержание |
18
|
|||||||
|
1. |
Классификация и сущность основных способов сварки плавлением |
2 |
|
||||||
|
2 |
Электрическая сварочная дуга: сущность, технологические особенности, условия устойчивого горения, действие магнитный полей и ферромагнитных масс на дугу |
2 |
3
|
||||||
|
3. |
Сварочные материалы (сварочная проволока, покрытые электроды, сварочные флюсы, защитные газы): назначение, классификация, условия хранения и транспортировки |
8 |
|
||||||
|
4. |
Металлургические процессы при сварке плавлением: особенности, формирование и кристаллизация металл шва, зона термического влияния, старение и коррозия металла сварных соединений |
4 |
|
||||||
|
5. |
Сварочные напряжения и деформации: классификация, схема образования, меры борьбы с ними |
2 |
|
||||||
|
Лабораторные работы: |
- |
|
|||||||
|
Практические занятия: |
10 |
||||||||
|
1. |
Практическое занятие № 1 Строение сварочной дуги и её технологические свойства |
2 |
|||||||
|
2. |
Практическое занятие № 2 Изучение статистической вольт-амперной характеристики сварочной дуги |
2 |
|||||||
|
3. |
Практическое занятие № 3 Изучение характеристик сварочных материалов |
2 |
|||||||
|
4. |
Практическое занятие № 4 Кристаллизация металла шва и строение сварного соединения |
2 |
|||||||
|
5. |
Практическое занятие № 5 Изображение схемы «Последовательность наложения сварных швов для уменьшения сварочных деформаций». |
2 |
|||||||
|
Контрольные работы: |
- |
||||||||
|
Самостоятельная внеаудиторная работа: |
|
||||||||
|
-систематическая проработка конспектов занятий, учебной, дополнительной и справочной литературы при подготовке к занятиям; -подготовка к практическим работам с использованием методических рекомендаций преподавателя, оформление практических работ, отчетов и подготовка их к защите; - подготовка к выполнению индивидуальных заданий; - подготовка и защита докладов по разделу 2 ПМ: «Классификация способов сварки»; «Расчётная оценка свариваемости сталей с учетом толщины металла к выбору параметров предварительного подогрева с учетом эквивалента углерода»; «Методы уменьшения сварочных напряжений и деформаций»; «Термические способы правки сварных конструкций»; «Строение сварочной дуги»; «Виды переноса металла при дуговой сварке плавящимся электродом в защитном газе и их связь с режимом сварки»; |
12 |
||||||||
|
Тема 1.2. Сварочное оборудование для дуговых
способов сварки |
Содержание |
8 |
|||||||
|
1. |
Общие сведения об источниках питания сварочной дуги: назначение, характеристики и требования к ним, классификация. |
2 |
3
|
||||||
|
2. |
Сварочные трансформаторы: общие сведения, основные типы, выбор трансформаторов для разных способов сварки |
1 |
|||||||
|
3. |
Сварочные выпрямители: общие сведения, основные типы, выбор выпрямителей для разных способов сварки. Многопостовые выпрямители: общие сведения, технические характеристики. |
2 |
|
||||||
|
4. |
Инверторные сварочные выпрямители: общие сведения, технические характеристики |
1 |
|
||||||
|
5. |
Сварочные генераторы и преобразователи: общие сведения, технические характеристики |
1 |
|
||||||
|
6. |
Вспомогательные устройства для источников питания: осцилляторы, стабилизаторы. |
1 |
|
||||||
|
Лабораторные работы: |
- |
|
|||||||
|
Практические занятия: |
10 |
||||||||
|
1. |
Практическое занятие № 6 Изучение устройства и принципа работы сварочного трансформатора. |
2 |
|||||||
|
2. |
Практическое занятие № 7. Изучение устройства и принципа работы инверторного выпрямителя. |
2 |
|||||||
|
3. |
Практическое занятие № 8. Изучение устройства и принципа работы сварочного генератора |
4 |
|||||||
|
4. |
Практическое занятие № 9 Характеристика вспомогательных устройств для источников питания сварочной дуги |
2 |
|||||||
|
Контрольные работы: |
2 |
||||||||
|
Самостоятельная работа обучающихся: |
12 |
||||||||
|
- подготовка и защита конспектов и докладов на темы: «Трансформаторы с увеличенным рассеянием»; «Трансформаторы нормальным рассеянием»; «Способы регулировки силы тока в сварочных трансформаторах»; «Преимущества инверторных сварочных выпрямителей перед трансформаторными и тиристорными выпрямителями»; «Специализированные источники питания для импульсно-дуговой сварки плавящимся электродом: отличительные характеристики, примеры марок»; «Синергетические системы управления современными источниками питания: принцип работы, основные отличительные возможности». |
|
||||||||
|
Раздел 2 ПМ 01. |
|
|
|||||||
|
МДК 01.02.Технология производства сварных конструкций |
|
||||||||
|
Тема 2.1. Технологичность сварных конструкций и
заготовительных операций
|
Содержание |
16 |
|||||||
|
1. |
Классификация сварных конструкций. |
2 |
3
|
||||||
|
2. |
Виды заготовительных операций и оборудования |
2 |
|
||||||
|
3. |
Виды термической обработки сварных конструкций и применяемое оборудование |
2 |
|
||||||
|
4. |
Технологичность изготовления сварных конструкций |
2 |
|
||||||
|
5. |
Порядок разработки технологического процесса изготовления сварных конструкций. Нормативно-техническая документация на сварочные технологические процессы (технологическая карта на сварочные работы; маршрутная карта (МК); карта ТП (КТП); операционная карта (ОК); картатиповой операции (КТО); комплектовочная карта (КК); ведомость оснастки (ВО);ведомость оборудования (ВОб); ведомость материалов (ВМ) и др.) |
8 |
|
||||||
|
Лабораторные работы: |
- |
|
|||||||
|
Практические занятия: |
10 |
||||||||
|
1 |
Практическое занятие № 10. Изучение типовых операций заготовительного производства |
2 |
|||||||
|
2. |
Практическое занятие № 11 Изучение видов термической обработки сварных конструкций. |
2 |
|||||||
|
3. |
Практическое занятие № 12 Изучение нормативно-технической документации на сварочные технологические процессы |
6 |
|||||||
|
Контрольные работы: |
- |
||||||||
|
Самостоятельная внеаудиторная работа: |
14 |
||||||||
|
-систематическая проработка конспектов занятий, учебной, дополнительной и справочной литературы при подготовке к занятиям; -подготовка к практическим работам с использованием методических рекомендаций преподавателя, оформление практических работ, отчетов и подготовка их к защите; 1. подготовка к выполнению индивидуальных заданий; 2. подготовка и защита докладов по разделу 2 ПМ.01: «Примеры технологических и нетехнологических сварных конструкций»; «Схематичное представление технологического процесса изготовления сварных конструкций (в общем виде)»; «Современное оборудование для правки металла различной толщины»; «Современное оборудование для гибки металла различной толщины»; «Гильотинные ножницы для резки металла»; «Пресс-ножницы для резки фасонного проката»; «Дисковые ножницы для резки по непрямолинейной траектории»; «Газовая резка металла»; «Резка металла сжатой дугой»; «Лазерная резка металла». |
|
||||||||
|
Тема 2.2 Технология изготовления сварных конструкций
|
Содержание |
14 |
|||||||
|
1. |
Технологические особенности изготовления сварных конструкций |
2 |
3 |
||||||
|
2. |
Технология производства балочных конструкций |
2 |
|||||||
|
3. |
Технология производства рамных конструкций |
2 |
|||||||
|
4. |
Технология производства решётчатых конструкций |
2 |
|||||||
|
5. |
Технология изготовления емкостей, резервуаров и сварных сосудов, работающих под давлением |
|
|||||||
|
6. |
Технология изготовления балочных решётчатых конструкций |
2 |
|||||||
|
7. |
Сборка и сварка технологических и магистральных трубопроводов |
4 |
|||||||
|
Практические занятия: |
12 |
||||||||
|
1. |
Практическое занятие № 13. Изучение технологической последовательности сборки-сварки двутавровых и коробчатых балок |
2 |
|||||||
|
2. |
Практическое занятие № 14. Изучение технологической последовательности сборки-сварки рамных конструкций |
2 |
|||||||
|
3. |
Практическое занятие № 15. Изучение технологической последовательности сборки-сварки емкостей, резервуаров и сварных сосудов, работающих под давлением |
2 |
|||||||
|
4. |
Практическое занятие № 16. Изучение технологической последовательности сборки-сварки решётчатых конструкций |
2 |
|||||||
|
5. |
Практическое занятие № 17 Изучение порядка сварки и наложения слоёв шва при сварке труб различного диаметров в различных пространственных положениях |
4 |
|||||||
|
Контрольные работы: |
2 |
||||||||
|
Самостоятельная внеаудиторная работа: |
13 |
||||||||
|
-систематическая проработка конспектов занятий, учебной, дополнительной и справочной литературы при подготовке к занятиям; -подготовка к практическим работам с использованием методических рекомендаций преподавателя, оформление практических работ, отчетов и подготовка их к защите; 1. подготовка к выполнению индивидуальных заданий; 2. подготовка и защита докладов по разделу 2 ПМ.01: «Технология изготовления строительных ферм»; «Технология изготовления корпусов сосудов, работающих под давлением»; «Технология сборки и монтажной сварки трубопроводов». Тематика домашних заданий Рассказать основные правила чтения технологической документации. Перечислить конструкторскую, нормативно-техническую и производственно-технологическую документацию по сборке и сварке металлоконструкции. Назвать виды и назначение сборочных, технологических приспособлений и оснастки. Объяснить правила сборки элементов конструкции под сварку. Разработать последовательность сборки элементов конструкции (изделий, узлов, деталей) под сварку с применением сборочных приспособлений Перечислить последовательность сборки элементов конструкции (изделий, узлов, деталей) под сварку на прихватках. Объяснить использование ручного и механизированного инструмента для подготовки элементов конструкции (изделий, узлов, деталей) под сварку. Объяснить этапы проверки качества подготовки элементов конструкции под сварку. Перечислить этапы контроля качества сборки элементов конструкции под сварку. Провести контроль качества сборки элементов конструкции под сварку, в соответствии с производственно-технологической и нормативной документацией. |
|
||||||||
|
Раздел 3 ПМ 1. |
|
||||||||
|
МДК.01.03. Подготовительные и сборочные операции перед сваркой. |
|
||||||||
|
Тема 3.1. Подготовительные операции перед сваркой
|
Содержание |
14 |
|||||||
|
1. |
Слесарные операции, выполняемые при подготовке металла к сварке: разметка, резка, рубка, гибка и правка металла. |
4 |
3 |
||||||
|
2. |
Правила подготовки кромок изделий под сварку. |
2 |
|
||||||
|
3. |
Классификация сварных соединений и швов, типы разделки кромок под сварку |
4 |
|
||||||
|
4. |
Обозначения сварных швов на чертежах, чтение чертежей и технологической документации сварщика. |
4 |
|
||||||
|
Лабораторные работы: |
- |
|
|||||||
|
Практические занятия: |
18 |
||||||||
|
1 |
Практическое занятие № 18 Изучение нормативной документации, регламентирующей обозначение швов сварных соединений (ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений) |
4 |
|
||||||
|
2. |
Практическое занятие № 19. Изучение нормативной документации, регламентирующей обозначение швов сварных соединений выполненных ручной дуговой сваркой (ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры) |
4 |
|
||||||
|
3. |
Практическое занятие № 20.Изучение нормативной документации, регламентирующей обозначение швов сварных соединений выполненных дуговой сваркой в защитном газе (ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры) |
4 |
|
||||||
|
4. |
Практическое занятие № 21 Изучение нормативной документации, регламентирующей обозначение сварных соединений стальных трубопроводов (ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры) |
4 |
|
||||||
|
5. |
Практическое занятие № 22 Чтение сборочных чертежей. Описание размеров и формы шва на чертеже. |
2 |
|
||||||
|
Контрольные работы: |
- |
|
|||||||
|
Самостоятельная внеаудиторная работа: |
16 |
||||||||
|
- систематическая проработка конспектов занятий, учебной, дополнительной и справочной литературы при подготовке к занятиям; - подготовка к практическим работам с использованием методических рекомендаций преподавателя, оформление практических работ и подготовка их к защите; 1. подготовка к выполнению индивидуальных заданий; 2. подготовка и защита докладов по разделу 3 ПМ.01: «Типы сварных соединений листовых конструкций: параметры подготовки и сборки, нормативные документы на подготовку и сборку листов под сварку»; «Типы сварных соединений трубопроводов: параметры подготовки и сборки, нормативные документы на подготовку и сборку трубопроводов под сварку»; «Дефекты подготовки и сборки кромок под сварку: причины образования, способы и схемы измерения»; «Разметка с применением проекционного способа»; «Лазерная разметка»; «Специальные символы в обозначении сварных швов на чертежах (сварка по замкнутому контуру, снять усиление шва и пр.)»; «Расшифровка, правила нанесения на чертежах»; «Особенности подготовки по сварку кромок конструкций из алюминия и его сплавов»; |
|
||||||||
|
Тема 3.2. Сборка конструкций под сварку
|
Содержание |
8 |
|||||||
|
1. |
Виды и способы сборки деталей под сварку: полная сборка изделия; поочередное присоединение деталей; предварительная сборка узлов |
2 |
3 |
||||||
|
2. |
Сборочно-сварочные приспособления: назначение, классификация, требования к ним, основные элементы |
2 |
|
||||||
|
3. |
Типовые специализированные сборочно-сварочные приспособления: назначение, классификация, применение |
4 |
|
||||||
|
Лабораторные работы: |
- |
|
|||||||
|
Практические занятия: |
10 |
||||||||
|
1. |
Практическое занятие № 23 Универсальные сборочно-сварочные приспособления (УСП) |
4 |
|||||||
|
2. |
Практическое занятие № 24 Сборка коробчатой конструкции |
2 |
|||||||
|
3. |
Практическое занятие № 25 Сборка решетчатой конструкции |
2 |
|||||||
|
4. |
Практическое занятие № 26 Сборка рамной конструкции |
2 |
|||||||
|
Контрольные работы: |
2 |
||||||||
|
Самостоятельная внеаудиторная работа: - систематическая проработка конспектов занятий, учебной, дополнительной и справочной литературы при подготовке к занятиям; - подготовка к практическим работам с использованием методических рекомендаций преподавателя, оформление практических работ и подготовка их к защите; 1. подготовка к выполнению индивидуальных заданий; 2. подготовка и защита докладов по разделу 3 ПМ.01: «Типовая конструкция УСП-универсального сборочно-сварочного приспособления»; «Базировочные, прижимные и зажимные элементы УСП: виды, конструкция, назначение»; «Правила прихватки плоских листовых конструкций»; «Правила прихватки при сборке двутавровых балок»; «Правила прихватки при сборке трубопроводов малого диаметра (до 40 мм)»; «Правила прихватки при сборке большого диаметра (до 1220 мм)». Тематика домашних заданий Определить основные типы, конструктивные элементы, размеры сварных соединений и обозначение их на чертежах. Установить основные типы и конструктивные элементы разделки кромок. Изложить основные правила чтения чертежей и спецификаций. Выполнить анализ чертежа и спецификации сварной металлоконструкции. Перечислить слесарные операции, выполняемые при подготовке металла к сварке: разметка, резка, рубка, гибка и правка металла. Изложить правила подготовки кромок изделий под сварку. Описать виды и назначение ручного и механизированного инструмента для подготовки элементов конструкции под сварку. Установить этапы подготовки металла к сварке в соответствии с ГОСТами. Сформулировать правила сборки элементов конструкции под сварку. |
10 |
||||||||
|
Раздел 4 ПМ 01. |
|
|||||||||
|
МДК.01.04 Контроль качества сварных соединений |
|
36 |
||||||||
|
Тема 4.1 Дефекты сварных соединений
|
Содержание |
10 |
3 |
|||||||
|
1. |
Классификация дефектов сварных соединений. |
4 |
||||||||
|
2. |
Классификация методов контроля качества сварных соединений. |
6 |
||||||||
|
Лабораторные работы: |
- |
|
||||||||
|
Практические занятия |
- |
|||||||||
|
Контрольные работы: |
- |
|||||||||
|
Самостоятельная внеаудиторная работа: |
10 |
|||||||||
|
-систематическая проработка конспектов занятий, учебной, дополнительной и справочной литературы при подготовке к занятиям; -подготовка к лабораторным работам с использованием методических рекомендаций преподавателя, оформление лабораторных работ, отчетов и подготовка их к защите; -- подготовка к выполнению индивидуальных заданий; Подготовка и защита докладов по разделу 4 ПМ.01: «Виды поверхностных дефектов сварных швов, причины их образования и меры их предотвращения»; «Дефекты несплошности в сварных швах, причины их образования и меры предотвращения»; «Виды трещин в сварных швах причины их образования и меры предотвращения»; «Связь дефектов подготовки и сборки с образованием дефектов сварки»; «Специфические дефекты в сварных соединениях конструкций из алюминия и его сплавов, причины их образования»; |
|
|||||||||
|
Тема 4.2. Контроль качества сварных соединений
|
Содержание |
18 |
||||||||
|
1. |
Классификация неразрушающего контроля. |
4 |
3 |
|||||||
|
2. |
Визуальный и измерительный контроль сварных соединений |
2 |
||||||||
|
3. |
Радиационные методы контроля |
4 |
|
|||||||
|
4. |
Акустические методы контроля |
2 |
|
|||||||
|
5. |
Магнитные и вихре токовые методы контроля |
2 |
|
|||||||
|
6. |
Контроль сварных швов на герметичность |
2 |
|
|||||||
|
7. |
Разрушающие методы контроля |
2 |
|
|||||||
|
Лабораторные работы: |
- |
|
||||||||
|
Практические занятия |
20 |
|||||||||
|
1 |
Лабораторная работа № 27 Визуально-измерительный контроль сварных соединений и швов |
4 |
||||||||
|
2. |
Лабораторная работа № 28 Ультразвуковой метод контроля |
4 |
||||||||
|
3. |
Лабораторная работа № 29 Магнитный метод контроля |
4 |
||||||||
|
4. |
Лабораторная работа № 30 Капиллярная дефектоскопия (контроль жидкими пенетрантами) |
4 |
||||||||
|
5. |
Лабораторная работа № 31 Контроль качества сварных соединений керосином |
4 |
||||||||
|
Контрольные работы: |
2 |
|||||||||
|
Самостоятельная внеаудиторная работа: |
|
|||||||||
|
-систематическая проработка конспектов занятий, учебной, дополнительной и справочной литературы при подготовке к занятиям; -подготовка к лабораторным работам с использованием методических рекомендаций преподавателя, оформление лабораторных работ, отчетов и подготовка их к защите; -- подготовка к выполнению индивидуальных заданий; Подготовка и защита докладов по разделу 4 ПМ.01: «Шаблоны сварщика –УШС, шаблон Красовского, калибры угловых швов: конструкция, назначение, схемы измерения параметров»; «Схемы измерения основных дефектов подготовки и сборки с применением шаблона УШС-3»; «Схемы измерения основных поверхностных дефектов шва с применением шаблона УШС-3»; «Технология радиографического контроля сварных швов»; «Технология проведения цветной дефектоскопии»; «Контроль течеисканием»; «Испытание сварного соединения на растяжение»; «Испытание сварного соединения на изгиб»; «Испытание сварного соединения на ударный изгиб». Тематика домашних заданий: Перечислить типы дефектов сварного шва. Назвать виды и назначение ручного и механизированного инструмента для зачистки сварных швов и удаления поверхностных дефектов после сварки. Описать технологию зачистки швов после сварки. Выполнить классификацию типов дефектов сварного шва. Перечислить измерительный инструмент для контроля геометрических размеров сварного шва. Назвать причины возникновения дефектов сварных швов и соединений. Перечислить способы предупреждения и устранения различных видов дефектов в сварных швах. Сделать обзор методов неразрушающего контроля. |
|
|
||||||||
|
Всего учебных занятий во взаимодействии с преподавателем, ч: |
204 |
|
||||||||
|
Всего самостоятельная работа обучающегося, ч: |
102 |
|
||||||||
Для характеристики уровня освоения учебного материала используются следующие обозначения:
1 – ознакомительный (узнавание ранее изученных объектов, свойств);
2 – репродуктивный (выполнение деятельности по образцу, инструкции или под руководством);
3 – продуктивный (планирование и самостоятельное выполнение деятельности, решение проблемных задач).
* Раздел профессионального модуля – часть программы профессионального модуля, которая характеризуется логической завершенностью и направлена на освоение одной или нескольких профессиональных компетенций. Раздел профессионального модуля может состоять из междисциплинарного курса или его части и соответствующих частей учебной и производственной практик. Наименование раздела профессионального модуля должно начинаться с отглагольного существительного и отражать совокупность осваиваемых компетенций, умений и знаний.
4. условия реализации программы ПМ 01
4.1. Требования к минимальному материально-техническому обеспечению:
Реализация программы модуля предполагает наличие:
Кабинета - теоретических основ сварки и резки металлов;
учебно-производственных мастерских: слесарная, сварочная
Оборудование учебного кабинета:
- посадочные места по количеству обучающихся;
- рабочее место преподавателя, оснащенное компьютером;
-комплект учебно-методической документации (учебники и учебные пособия);
-наглядные пособия:
- макеты, демонстрирующие конструкцию источников питания,
- макеты сборочного оборудования,
- плакаты с конструкцией источников,
- вспомогательные инструменты,
- презентации по темам:
изготовление различных сварных конструкций в соответствии с учебным планом: решётчатым конструкциям, балкам, резервуарам (горизонтальным и вертикальным), монтажу трубопроводов и т.п.;
- комплект образцов сварных соединений труб и пластин из углеродистой и легированной стали, цветных металлов и сплавов, в т. ч. с дефектами (не менее, чем по три образца со стыковыми швами пластин и труб, сваренных в различных пространственных положениях из углеродистой, легированной стали, цветных металлов и сплавов соответственно; не менее, чем по три образца с угловыми швами пластин, сваренных в различных пространственных положениях из углеродистой, легированной стали, цветных металлов и сплавов соответственно);
- комплект плакатов со схемами и порядком проведения отдельных видов контроля качества, демонстрационные стенды с образцами сварных швов, в которых наблюдаются различные дефекты сварки.
- презентации по темам программы.
Технические средства обучения:
- Системный блок ПК с лицензионным программным обеспечением;
- Мультимедиа проектор;
- Экран настенный.
Оборудование учебно-производственных мастерских:
-стол преподавателя;
- посадочные места по количеству обучающихся;
- сварочные столы;
- Источники питания сварочной дуги:
-ТДМ-402-3 шт.,
-ТДМ-401-7 шт.,
-ВД-306-1 шт.;
-газовая аппаратура:
-кислородный баллон- 10 шт.;
-пропановый баллон- 4 шт.;
-ацетиленовый редуктор- 4 шт.;
-кислородный редуктор- 4 шт.;
-пропановый редуктор- 2 шт.;
- горелка «Звезда» ГС-3-«шт.;
-комплект вытяжной вентиляции;
-верстак слесарный;
-шкаф для методических материалов,
-комплект инструментов для визуального контроля;
-комплект технологических чертежей.
Набора инструментов:
- защитные очки для сварки;
- защитные очки для шлифовки;
- сварочная маска;
- защитные ботинки;
- средство защиты органов слуха;
- ручная шлифовальная машинка (болгарка) с защитным кожухом;
- металлическая щетка для шлифовальной машинки, подходящая ей по размеру;
- огнестойкая одежда;
- молоток для отделения шлака;
- зубило;
- разметчик;
- напильники;
- металлические щетки;
- молоток;
- универсальный шаблон сварщика;
- стальная линейка с метрической разметкой;
- прямоугольник;
- струбцины и приспособления для сборки под сварку;
4.2. Информационное обеспечение обучения:
Перечень рекомендуемых учебных изданий, Интернет-ресурсов, дополнительной литературы
Основные источники:
1. Банов М.Д., Казаков Ю.В., Козулин М.Г.Cварка и резка материалов [Текст]/ М.Д. Банов, М.Д., Казаков, Ю.В., М.Г. Козулин. – Москва: «Академия»,2009.
Дополнительные источники:
1. Методические пособия «Лабораторные работы. Сварка металлов». – Санкт - Петербург: Центр промышленного оборудования (ЦПО). -2008.
2. Интернет-ресурсы: weldingsite.com.ua «Сварка и все, что с ней связано».
3. info-svarka.ru «Все о сварке, обучающее видео по сварке».
4. osvarke.com "О сварке" - информационный сайт - сварка, резка, сварочное...
5. gost-svarka.ru «ГОСТы по сварке. Все сварочные ГОСТ с текстами».
6. zvar.narod.ru «Сварочные технологи и оборудование».
7. welder.ru › faq/svarka_aljuminija/ «Сварка алюминия: практические советы и рекомендации»
8. prom-tech.ru › page/press/weld/welding_d/ «Дефекты сварки. Устранение, причины, последствия».
9. polybum.com › welding/technologies/t3/ «Выбор режима сварки».
10. techno.x51.ru › index.php… «Газовая сварка. Сварка металлов».
11. shtorm-its.ru › rus/info/svartech/w19.php «Шторм. Технология сварки чугуна».
12. vds-omsk.ru «Сварка онлайн -... применение, безопасность, вред от сварки».
13. nporpk.ru › svar.htm «Сварочное оборудование».
14. www.svarka.net.
15. www.weldering.com.
Нормативные документы:
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
- ГОСТ 2601-84 Сварка металлов. Термины и определение основных понятий.
- ГОСТ 3242-79 Соединения сварные. Методы контроля качества.
- ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
- ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
- ГОСТ 20415-82 Контроль неразрушающий. Методы акустические. Общие положения.
- ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения.
- ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
- ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
4.3. Общие требования к организации образовательного процесса
Программа подготовки по ПМ 01. должна обеспечиваться учебно-методической документацией.
Внеаудиторная работа должна сопровождаться методическим обеспечением и обоснованием времени, затрачиваемого на ее выполнение и обеспечиваться доступом каждого обучающегося к базам данных и библиотечным фондам, формируемым по полному перечню учебных дисциплин.
Во время самостоятельной подготовки обучающиеся должны быть обеспечены доступом к сети Интернет.
Каждый обучающийся должен быть обеспечен одним учебно-методическим печатными/или электронным изданием по каждому междисциплинарному курсу (включая электронные базы периодических изданий).
Библиотечный фонд должен быть укомплектован печатными и/или электронными изданиями основной и дополнительной учебной литературы по дисциплинам, изданной за последние 5 лет.
Учебным планом предусмотрены консультации для обучающихся по освоению модуля: групповые, индивидуальные, письменные, устные.
4.4. Кадровое обеспечение образовательного процесса
Требования к квалификации педагогических (инженерно-педагогических) кадров, обеспечивающих обучение по междисциплинарному курсу;
наличие среднего профессионального или высшего профессионального образования, соответствующего профилю ПМ .
Требования к квалификации педагогических кадров, осуществляющих руководство практикой:
инженерно-педагогический состав: дипломированные специалисты,
мастера производственного обучения: квалификация на 1–2 разряда по профессии рабочего выше, чем предусмотрено образовательным стандартом для выпускников с обязательной стажировкой в профильных организациях не реже 1 раза в 3 года.
Опыт деятельности в организациях соответствующей профессиональной сферы инженерно-педагогических кадров является обязательным.
5. Контроль и оценка результатов освоения ПМ 01
Образовательное учреждение, реализующее подготовку по программе профессионального модуля, обеспечивает организацию и проведение текущего и итогового контроля демонстрируемых обучающимися знаний, умений и навыков. Текущий контроль проводится преподавателем в процессе обучения. Итоговый контроль проводится экзаменационной комиссией после обучения по междисциплинарному курсу.
Формы и методы текущего и итогового контроля по ПМ01 разрабатываются образовательным учреждением и доводятся до сведения обучающихся в начале обучения.
Для текущего и итогового контроля образовательными учреждениями создаются фонды оценочных средств (ФОС).
ФОС включают в себя педагогические контрольно-измерительные материалы, предназначенные для определения соответствия (или несоответствия) индивидуальных образовательных достижений основным показателям результатов подготовки (таблицы).
5. КОНТРОЛЬ И ОЦЕНКА РЕЗУЛЬТАТОВ ОСВОЕНИЯ ПРАКТИЧЕСКОГО ОБУЧЕНИЯ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ (ВИДА ПРОФЕССИОНАЛЬНОЙ ДЕЯТЕЛЬНОСТИ)
|
Результаты (освоенные профессиональные компетенции) |
Основные показатели оценки результата |
Формы и методы контроля и оценки |
|
ПК1.1. Читать чертежи средней сложности и сложных сварных металлоконструкций
|
Определяет основные типы, конструктивные элементы, размеры сварных соединений и обозначение их на чертежах. Устанавливает основные типы, конструктивные элементы, разделки кромок. Излагает основные правила чтения чертежей и спецификаций. Анализирует чертежи и спецификации, оформленными в соответствии с международными стандартами по сварке и родственным технологиям. Определяет габаритные размеры конструкции. Читает условное обозначение сварного шва на чертеже Характеризует состав конструкции по видам чертежа
|
Наблюдение за выполнение подготовительных операций к сварке. Наблюдение за соблюдением требований ТБ в процессе выполнения сварочных работ. Экспертная оценка выполнения работ. |
|
ПК 1.2. Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке |
Излагает основные правила чтения технологической документации. Анализирует производственно-технологическую и нормативную документацию для выполнения трудовых функций. Соблюдает последовательность выполнения операций в соответствии с НТД . Выполняет требования НКД при выполнении сборочно- сварочных работ. Использует инструменты и оборудование в соответствии с НТД. Соблюдает режимы сварки при выполнении сборочно- сварочных работ в соответствии с НТД |
Наблюдение за соблюдением технологического процесса выполнения выполнении сборочно- сварочных работ.
Наблюдение за соблюдением требований ТБ в процессе выполнения сборочно- сварочных работ. Экспертная оценка выполнения работ. |
|
ПК1.3. Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки |
Перечисляет классификацию сварочного оборудования. Объясняет устройство сварочного оборудования, назначение, правила его эксплуатации и область применения. Перечисляет основные принципы работы источников питания для сварки. Формулирует правила технической эксплуатации электроустановок. Осуществляет организацию сварочного поста. Устанавливает работоспособность и исправность оборудования поста для сварки. Объясняет эксплуатацию оборудования для сварки. Подготавливает инструменты и оборудование в соответствии с НТД. Проверяет исправность инструментов и оборудования в соответствии с НТД. Проводит настройку оборудования в соответствии с НТД. |
Наблюдение за соблюдением требований ТБ в процессе выполнения подготовительных работ. Экспертная оценка выполнения работ. |
|
ПК1.4. Подготавливать и проверять сварочные материалы для различных способов сварки |
Определяет классификацию сварочных материалов. Объясняет правила хранения и транспортировки сварочных материалов. Проводит подготовку сварочных материалов к сварке в соответствии с НТД. Использует сварочные материалы.
|
Наблюдение за соблюдением требований НТД в процессе выполнения подготовительных работ. Экспертная оценка выполнения работ. |
|
ПК1.5. Выполнять сборку и подготовку элементов конструкции под сварку |
Перечисляет слесарные операции, выполняемые при подготовке металла к сварке: разметка, резка, рубка, гибка и правка металла. Излагает правила подготовки кромок изделий под сварку. Называет виды и назначение сборочных, технологических приспособлений и оснастки. Объясняет правила сборки элементов конструкции под сварку. Описывает виды и назначение ручного и механизированного инструмента для подготовки элементов конструкции под сварку. Проводит подготовку металла к сварке в соответствии с ГОСТами. Разрабатывает последовательность сборки элементов конструкции (изделий, узлов, деталей) под сварку с применением сборочных приспособлений. Разрабатывает последовательность сборки элементов конструкции (изделий, узлов, деталей) под сварку на прихватках. Анализирует использование ручного и механизированного инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку. Выполняет требования НКД при выполнении сборочно- сварочных работ. Использует инструменты и оборудование в соответствии с НТД. |
Наблюдение за соблюдением технологического процесса выполнения сборочно- сварочных работ. Наблюдение за соблюдением требований ТБ в процессе выполнения сборочно- сварочных работ. Экспертная оценка выполнения работ. |
|
ПК1.6. Проводить контроль подготовки и сборки элементов конструкции под сварку |
Формулирует правила сборки элементов конструкции под сварку. Объясняет этапы проверки качества подготовки элементов конструкции под сварку. Перечисляет этапы контроля качества сборки элементов конструкции под сварку. Проводит контроль качества сборки элементов конструкции под сварку , в соответствии с производственно- технологической и нормативной документацией. Выполняет контроль размеров конструкции после сборки.
|
Наблюдение за соблюдением технологического процесса выполнения сборочно- сварочных работ. Наблюдение за соблюдением требований ТБ в процессе выполнения сборочно- сварочных работ. Экспертная оценка выполнения работ. |
|
ПК1.7. Выполнять предварительный, сопутствующий (межслойный) подогрева металла |
Представляет основы теории сварочных процессов (понятия: сварочный термический цикл, сварочные деформации и напряжения). Анализирует необходимость проведения подогрева при сварке. Объясняет порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву металла. Разрабатывает технологию выполнения предварительного, сопутствующего (межслойного) подогрева металла в соответствии с требованиями производственно-технологической документации по сварке. Выполняет контроль температуры нагрева по цветам побежалости. Определяет место нагрева детали. . |
Наблюдение за соблюдением технологического процесса выполнения сборочно- сварочных работ. Наблюдение за соблюдением требований ТБ в процессе выполнения сборочно- сварочных работ. Экспертная оценка выполнения работ. |
|
ПК1.8. Зачищать и удалять поверхностные дефекты сварных швов после сварки |
Перечисляет типы дефектов сварного шва. Называет виды и назначение ручного и механизированного инструмента для зачистки сварных швов и удаления поверхностных дефектов после сварки. Объясняет технологию зачистки швов после сварки .Выявляет наличие внешних дефектов в шве. Зачищает поверхностные дефекты сварных швов после сварки в соответствии с требованиями ТБ. Исправляет поверхностные дефекты сварных швов после сварки в соответствии с требованиями ТБ. |
Наблюдение за соблюдением технологического процесса выполнения сварочных работ. Наблюдение за соблюдением требований ТБ в процессе выполнения сварочных работ. Экспертная оценка выполнения работ. |
|
ПК1.9. Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке |
Классифицирует типы дефектов сварного шва. Перечисляет измерительный инструмент для контроля геометрических размеров сварного шва. Определяет причины появления дефектов сварных швов и соединений. Анализирует причины возникновения дефектов сварных швов и соединений. Объясняет способы предупреждения и устранения различных видов дефектов в сварных швах. Проводит методы неразрушающего контроля. Проводит контроль сварных соединений на соответствие геометрических размеров сварных швов требования ГОСТ в соответствии с требованиями ТБ. |
Экспертная оценка выполнения работ Контроль качества внешним осмотром и измерением на соответствие ГОСТ узлов, выполненных сваркой. |
Формы и методы контроля и оценки результатов обучения должны позволять проверять у
обучающихся не только сформированность профессиональных компетенций, но и развитие
общих компетенций и обеспечивающих их умений.
|
Результаты (освоенные общие компетенции) |
Основные показатели оценки результата |
Формы и методы контроля и оценки |
|
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. |
Представляет актуальный профессиональный и социальный контекст, в котором приходится работать и жить. Определяет алгоритмы выполнения работ в профессиональной и смежных областях. Объясняет сущность и/или значимость социальную значимость будущей профессии. Демонстрирует интерес к будущей профессии. Анализирует задачу профессии и выделять её составные части. |
Наблюдение, составление портфолио |
|
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем |
Представляет содержание актуальной нормативно-правовой документации Определяет возможные траектории профессиональной деятельности Проводит планирование профессиональной деятельности Демонстрирует понимание цели выполнения задач, Выбирает способы выполнения задач, определенных руководителем Организует собственную деятельность, исходя из цели и способов ее достижения. |
Наблюдение и изучение продукта деятельности (вспаханное поле, всходы), сравнение с заданными условиями |
|
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
Распознает рабочую проблемную ситуацию в различных контекстах. Определяет основные источники информации и ресурсы для решения задач и проблем в профессиональном контексте. Устанавливает способы текущего и итогового контроля профессиональной деятельности. Намечает методы оценки и коррекции собственной профессиональной деятельности. Создает структуру плана решения задач по коррекции собственной деятельности. Представляет порядок оценки результатов решения задач собственной профессиональной деятельности Оценивает результат своих действий (самостоятельно или с помощью наставника). Анализирует рабочую ситуацию, осуществляет текущий и итоговый контроль, Демонстрирует способности принимать решения в стандартных и нестандартных ситуациях. Демонстрирует способность нести ответственность за результаты выполнения заданий.
|
Наблюдение за выполнением практического задания, сравнение результата деятельности с заданными условиями |
|
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. |
Анализирует планирование процесса поиска. Формулирует задачи поиска информации. Устанавливает приемы структурирования информации. Определяет номенклатуру информационных источников, применяемых в профессиональной деятельности. Определяет необходимые источники информации. Систематизирует получаемую информацию. Выявляет наиболее значимое в перечне информации. Составляет форму результатов поиска информации. Оценивает практическую значимость результатов поиска. Находит информацию, необходимую для эффективного выполнения профессиональных задач. Использует информацию для эффективного выполнения профессиональных задач. |
Наблюдение за процессом поиска информации, фиксация в оценочных листах |
|
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности. |
Определяет современные средства и устройства информатизации. Устанавливает порядок их применения и программное обеспечение в профессиональной деятельности. Выбирает средства информационных технологий для решения профессиональных задач. Определяет современное программное обеспечение. Применяет средства информатизации и информационных технологий для реализации профессиональной деятельности. Использует информацию для эффективного выполнения профессиональных задач. |
Наблюдение за процессом поиска и обработки информации, фиксация в оценочных листах |
|
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством. |
Описывает психологию коллектива. Определяет индивидуальные свойства личности. Представляет основы проектной деятельности. Устанавливает связь в деловом общении с коллегами, руководством, клиентами. Участвует в работе коллектива и команды для эффективного решения деловых задач. Проводит планирование профессиональной деятельности. Взаимодействует с обучающимися, преподавателями и мастерами в ходе обучения. |
Наблюдение за выполнением практического задания в составе звена, группы |
Формы и методы контроля и оценки результатов обучения должны позволять проверять у обучающихся не только сформированность профессиональных компетенций, но и развитие общих компетенций и обеспечивающих их умений.
Оценка знаний, умений и навыков по результатам текущего и итогового контроля производится в соответствии с универсальной шкалой (таблица).
|
Процент результативности (правильных ответов) |
Качественная оценка индивидуальных образовательных достижений |
|
|
балл (отметка) |
вербальный аналог |
|
|
90 ÷ 100 |
5 |
отлично |
|
80 ÷ 89 |
4 |
хорошо |
|
70 ÷ 79 |
3 |
удовлетворительно |
|
менее 70 |
2 |
не удовлетворительно |
3.2. Содержание обучения по УП 01 «Выполнение слесарных работ по ремонту и техническому обслуживанию сельскохозяйственных машин и оборудования»
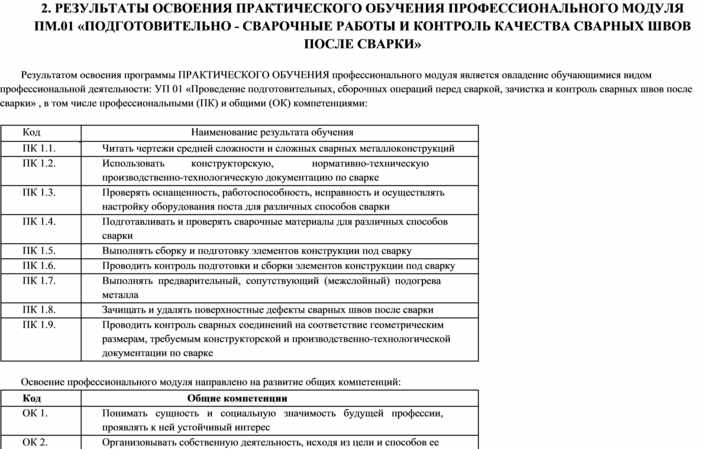
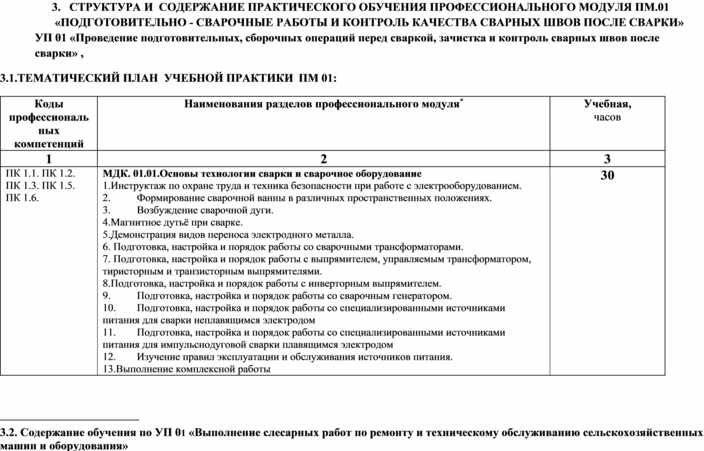
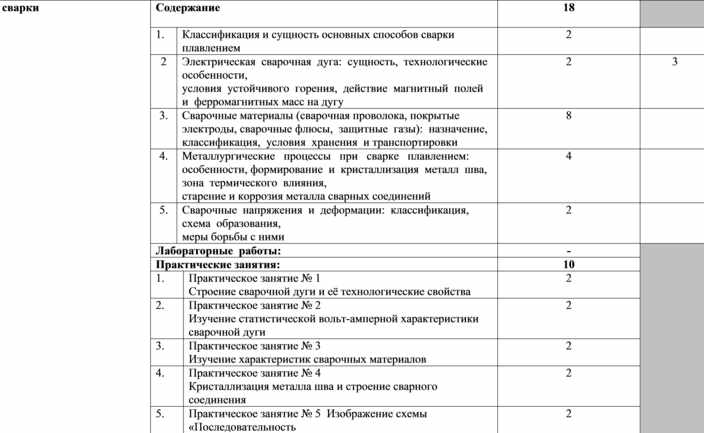
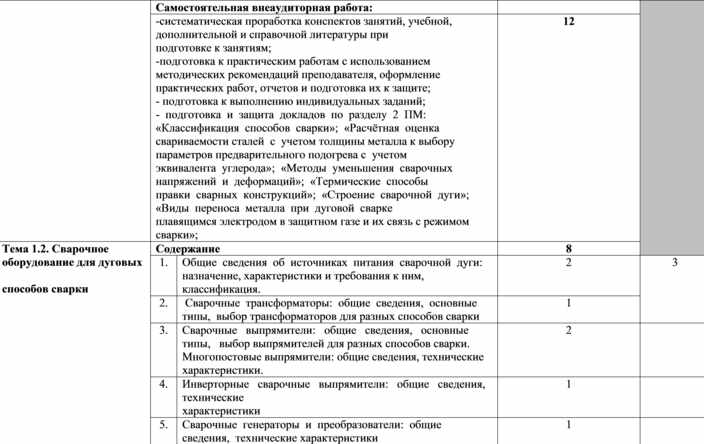
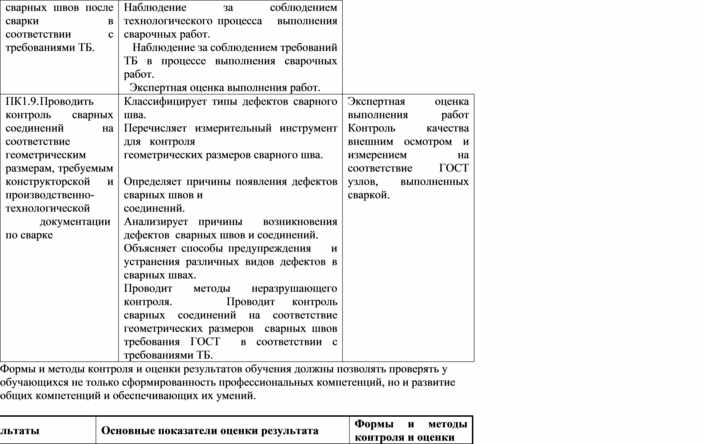
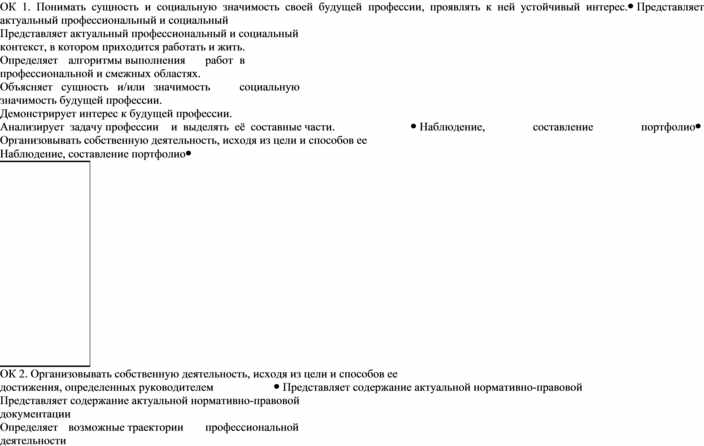

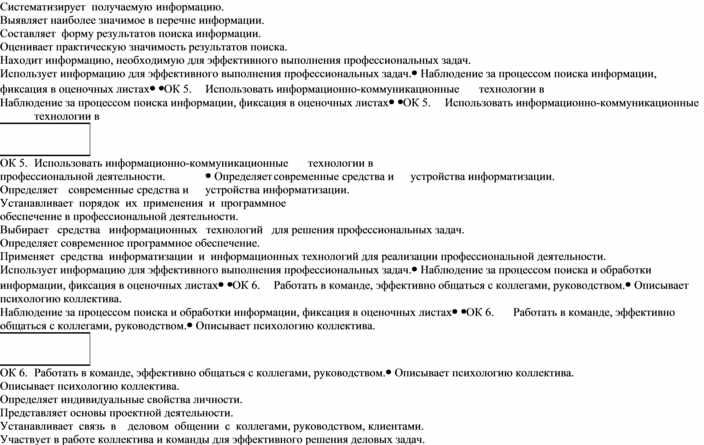
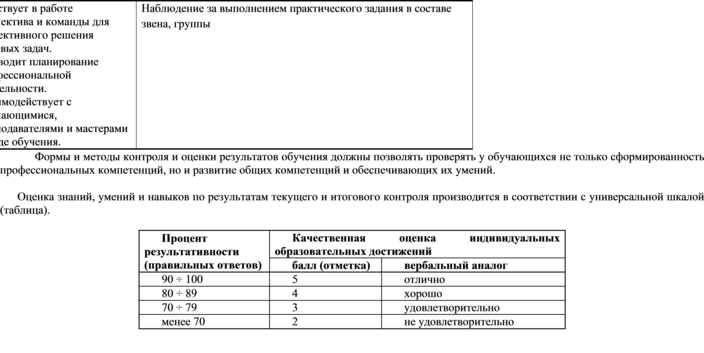
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.