Поделиться

ТЕМА - СРЕДСТВА ИЗМЕРЕНИЙ
МЕТОДИЧЕСКИЕ ПОЯСНЕНИЯ
Средство измерения (СИ) - техническое средство, предназначенное для измерений, имеющее нормированные метрологические характеристики, воспроизводящие и (или) хранящие единицу физической величины, размер которой принимается неизменным в течение известного интервала времени.
Средства измерений по конструктивному исполне- нию классифицируют следующим образом:
- на элементарные (меры, средства сравнения, измерительные преобразователи);
- комплексные (измерительные приборы, измерительные установки, измерительные системы).
Мера - устройство, предназначенное для воспроизведения и (или) хранения физической величины одного или нескольких размеров, значения которых выражены в установленных единицах и известны с необходимой точностью. Например, линейка, гиря, концевая мера длины.
Средство сравнения - техническое средство, посредством которого возможно выполнять сравнения друг с другом мер однородных величин или показаний измерительных приборов. Например, рычажные весы, на одну чашку которых устанавливается эталонная гиря, а на другую - проверяемая гиря.
Измерительный преобразователь - техническое средство, предназначенное для преобразования измеряемой величины в другую величину или сигнал информации измерительной, удобный для обработки, хранения, дальнейших преобразований, индикации или передачи.
Измерительный прибор - средство измерения, предназначенное для получения значений измеряемой физической величины в установленном диапазоне. Например, электронные весы, индикатор часового типа, стрелочный вольтметр, омметр, ваттметр, рулетка и др.
Измерительная установка - совокупность функционально объединенных мер, измерительных приборов, измерительных преобразователей и других устройств, предназначенная для измерения одной или нескольких физических величин, например, силоизмерительная машина.
Измерительная система - совокупность функционально объединенных мер, измерительных приборов, измерительных преобразователей, ЭВМ и других технических средств, размещенных в разных точках контролируемого объекта в целях измерения ряда параметров, свойственных этому объекту и выработки измерительных сигналов, позволяющих делать выводы о состоянии объекта, например, стенд для испытания авиационных двигателей.
Измерения подразделяют на абсолютные и относительные. При абсолютных измерениях результат получают напрямую по показаниям измерительного прибора. При относительных измерениях результат достигается путем сравнения измеряемой величины с известным значением меры или эталона. Действительный размер L в этом случае определяют алгебраическим суммированием размера N установочной меры и показаний ∆ измерительного средства:
L = N± ∆
При выборе измерительного средства для выполнения измерений учитывают его основные метрологические показатели:
- цену деления шкалы;
- диапазон измерений;
- предел измерений;
- усилие, воздействующее на поверхность измеряемой детали;
- погрешность измерительного прибора.
Погрешность измерений характеризует степень приближения результата измерения к некоторому истинному значению измеряемой величины в виде отклонения результата измерения от истинного значения измеряемой величины.
По причине возникновения выделяют погрешности:
- метода измерения;
- отсчетного устройства;
- отсчета результата измерения;
- самого измерительного прибора и др.
По виду погрешности измерений подразделяют на систематические, случайные и грубые. Для каждого измерительного средства существует предел допускаемой погрешности, под которым понимают наибольшую абсолютную погрешность средства измерения, при которой это измерительное средство еще может быть признано годным к применению.
Практическая работа № 1
Ознакомление с устройством штангенинструментов и их технологическими возможностями
Цель работы:
- изучить устройство штангенциркуля, штангенрейсмаса и штангенглубиномера;
- ознакомиться с нониусным отсчетом результата измерения;
- ознакомиться с технологическими возможностями штангенинструментов;
- приобрести навыки по измерению геометрических параметров с использованием различных штангенинструментов;
- получить навыки в работе с концевыми мерами длины;
- ознакомиться с методикой проверки точности штангенинструментов.
Материальное обеспечение работы:
1) методическое пособие к выполнению работы;
2) учебные плакаты по устройству штангенинструментов;
3) комплект штангенинструментов (штангенциркуль, штангенрейсмас, штангенглубиномер и др.);
4) технические детали в ассортименте;
5) набор концевых мер длины;
6) инструментальная плита.
Содержание отчета по работе:
- схема расположения шкал при нониусном отсчете показаний;
- схема разметки заготовки штангенрейсмасом;
- схемы измерения наружного и внутреннего размеров деталей;
- схема измерения глубины отверстия;
- таблица результатов проверки точности штангенциркуля;
- выводы по работе.
Этапы выполнения работы:
1. Ознакомиться с заданием на практическую работу.
2. Изучить устройство штангенинструментов.
3. Освоить нониусный отсчет результата измерений.
4. Измерить параметры технических деталей по заданию преподавателя.
5. Провести эксперимент по проверке точности работы штангенциркуля или штангенрейсмаса.
6. Оформить отчет и составить выводы по работе.
7. Подготовиться к защите и защитить практическую работу.
Методические указания к выполнению практической работы:
При обработке деталей машиностроения выдерживают размеры, форму, шероховатость и другие геометрические параметры поверхностей. При контроле готовых деталей производят большое число измерений с использованием механических средств измерений длины, к которым относятся концевые меры длины и штангенинструменты.
Концевые меры длины имеют вид прямоугольного параллелепипеда с двумя взаимно-параллельными измерительными плоскостями. Каждая из этих мер воспроизводит один фиксированный размер с высокой точностью. Так как измерительные плоскости имеют очень малую шероховатость, то две меры легко притираются одна к другой и сцепляются, образуя уже другой фиксированный линейный размер, т.е. другую меру. Таким образом, соблюдая правила обращения с концевыми мерами длины, можно составить из них практически любой фиксированный размер. Используют концевые меры длины для проверки измерительных приборов и их установки в нулевое положение в процессе измерений.

Штангенинструменты являются средствами для линейных измерений, у которых отчетные устройства основаны на применении линейного нониуса. Принцип построения нониуса заключается в совмещении двух шкал с неодинаковой ценой деления, основной и вспомогательной (нониуса). На производстве используют штангенциркули, штангенглубиномеры, штангенрейсмасы и др.
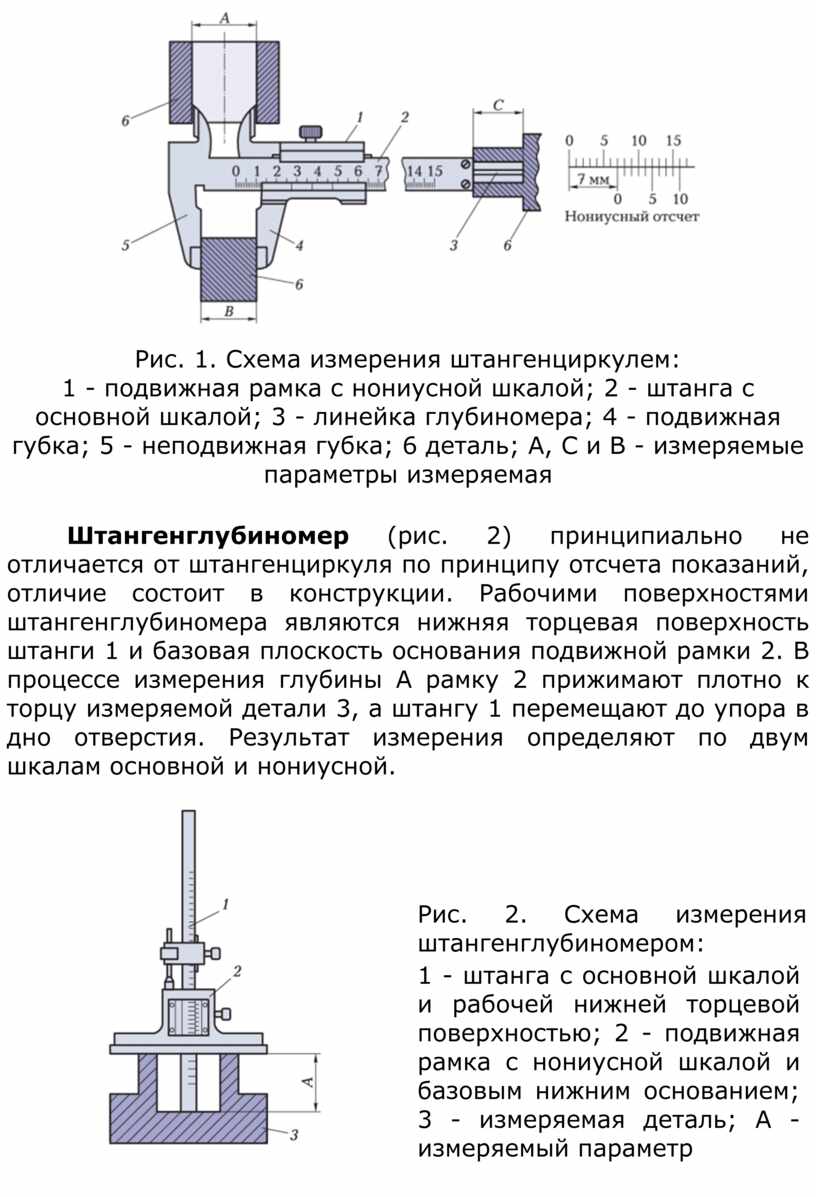
Штангенциркуль (рис. 1) состоит из штанги 2 и подвижной рамки 1. На штанге нанесена шкала с ценой деления 1 мм, а на скосе рамки вспомогательная шкала, называемая нониусом, с ценой деления 0,9 мм. Имеются две измерительные губки 4 и 5. Неподвижная губка 5 является неотъемлемой частью штанги 2, а подвижная губка 4 - неотъемлемой частью рамки 1. Рамка 1 жестко связана с линейкой 3 глубиномера для измерения глубины С. Измерительные губки - двусторонние. Одна сторона губок используется для измерения внутренних размеров типа А, а другая - для измерения наружных размеров типа В.
Если соединить подвижную губку с неподвижной (измеряемый размер равен нулю), то совпадут нули на обеих шкалах. Однако первая (после нулевой) отметка нониусной шкалы будет смещена относительно первой (после нулевой) отметки основной шкалы на 0,1 мм. Соответственно вторые отметки шкал будут смещены на 0,2 мм и т.д. Результат измерения размера (см. рис. 1) отсчитывают по двум шкалам. По основной шкале отсчитывают целые значения измеряемого размера (7 мм), а по нониусной шкале - доли миллиметра (0,1 мм). В некоторых штангенинструментах применяют растянутую нониусную шкалу, которая обеспечивает отсчет показаний до 0,05 мм, или встроенный цифровой индикатор с более точным отсчетом показаний.
Рис. 1. Схема измерения штангенциркулем:
1 - подвижная рамка с нониусной шкалой; 2 - штанга с основной шкалой; 3 - линейка глубиномера; 4 - подвижная губка; 5 - неподвижная губка; 6 деталь; А, С и В - измеряемые параметры измеряемая
Штангенглубиномер (рис. 2) принципиально не отличается от штангенциркуля по принципу отсчета показаний, отличие состоит в конструкции. Рабочими поверхностями штангенглубиномера являются нижняя торцевая поверхность штанги 1 и базовая плоскость основания подвижной рамки 2. В процессе измерения глубины А рамку 2 прижимают плотно к торцу измеряемой детали 3, а штангу 1 перемещают до упора в дно отверстия. Результат измерения определяют по двум шкалам основной и нониусной.
|
|
Рис. 2. Схема измерения штангенглубиномером: 1 - штанга с основной шкалой и рабочей нижней торцевой поверхностью; 2 - подвижная рамка с нониусной шкалой и базовым нижним основанием; 3 - измеряемая деталь; А - измеряемый параметр |
Штангенрейсмас (рис. 3) является основным средством для точной разметки заготовок и может использоваться для измерения некоторых параметров деталей и сборочных единиц. Состоит это устройство из штанги 3, жестко связанной с массивным основанием 2, и подвижной рамки 4, к которой крепят или остро заточенный наконечник 5 для разметки заготовок, или измерительную головку. Штангенрейсмас устанавливают на инструментальную плиту 1 нижней базовой плоскостью основания 2. При соприкосновении нижней плоскости наконечника 5 с поверхностью инструментальной плиты 1 на обеих шкалах совпадут нулевые отметки, т.е. прибор покажет нулевое значение измеряемого параметра. Штангенрейсмас можно использовать для измерения размеров типа в или других размеров при наличии дополнительных принадлежностей для крепления и измерительных головок. Результат измерения определяют по двум шкалам - основной и нониусной.
Рис. 3. Схема измерения штангенрейсмасом:
1 - инструментальная плита; 2 - основание; 3 - штанга с основной шкалой; 4 - подвижная рамка с нониусной шкалой; 5 - наконечник или измерительная головка; 6 - измеряемая деталь; В - измеряемый параметр
Для определения инструментальной погрешности штангенинструментов можно использовать набор концевых мер длины. Для этих целей создают блок из нескольких концевых мер длины определенного размера и трижды измеряют штангенциркулем полученный размер. Затем определяют действительный размер блока концевых мер, используя действительный размер каждой отдельной меры по аттестату периодической проверки, и сравнивают его со средним арифметическим значением результата измерения. Если полученная разность размеров превышает половину цены деления шкалы штангенинструмента, то его следует отправить в ремонт.
Пример выполнения практической работы
Задание на практическую работу гласит:
1. Измерьте наружный размер детали.
2. Измерьте внутренний размер детали.
3. Измерьте глубину отверстия в детали.
4. Оцените погрешность штангенциркуля набором из двух концевых мер длины (10 и 5 мм).
5. Измерьте штангенрейсмасом высоту детали.
Наружный и внутренний диаметры детали, выданной преподавателем, измерим штангенциркулем по схеме, показанной на рис. 1.
Глубину отверстия измерим штангенглубиномером по схеме, показанной на рис. 2.
Высоту детали измерим штангенрейсмасом по схеме, показанной на рис. 3.
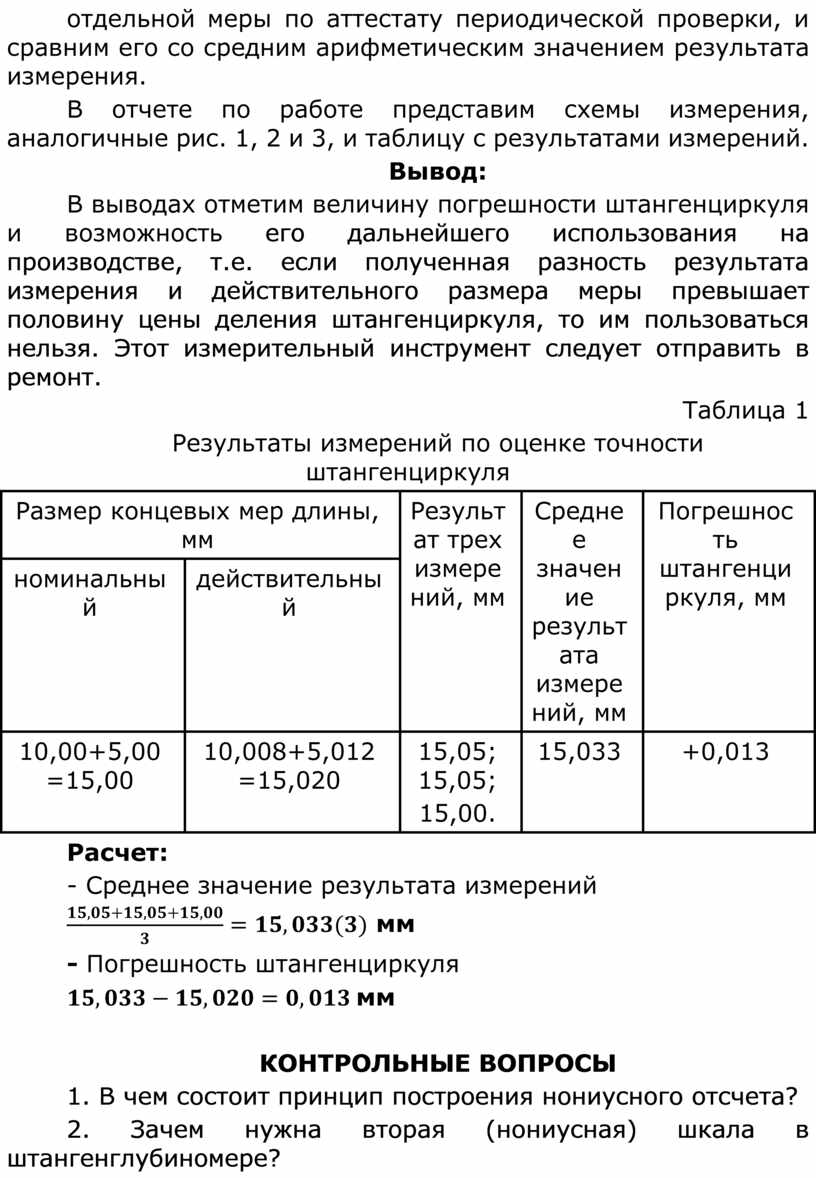
Для оценки погрешности штангенциркуля выберем из набора концевых мер длины две меры согласно заданию с размерами 10 и 5 мм. Тщательно очистим рабочие поверхности этих мер и протрем их салфеткой из стиранного батиста. Затем приложим меры одну к другой рабочими поверхностями и полностью их совместим. Соединенные меры измерим штангенциркулем в трех местах (по краям и по центру меры) и занесем результаты каждого измерения и среднее значение в табл. 1. Затем определим действительный размер блока концевых мер, используя действительный размер каждой отдельной меры по аттестату периодической проверки, и сравним его со средним арифметическим значением результата измерения.
В отчете по работе представим схемы измерения, аналогичные рис. 1, 2 и 3, и таблицу с результатами измерений.
Вывод:
В выводах отметим величину погрешности штангенциркуля и возможность его дальнейшего использования на производстве, т.е. если полученная разность результата измерения и действительного размера меры превышает половину цены деления штангенциркуля, то им пользоваться нельзя. Этот измерительный инструмент следует отправить в ремонт.
Таблица 1
Результаты измерений по оценке точности штангенциркуля
|
Размер концевых мер длины, мм |
Результат трех измерений, мм |
Среднее значение результата измерений, мм |
Погрешность штангенциркуля, мм |
|
|
номинальный |
действительный |
|||
|
10,00+5,00=15,00 |
10,008+5,012=15,020 |
15,05; 15,05; 15,00. |
15,033 |
+0,013 |
Расчет:
- Среднее значение результата измерений
![]() мм
мм
- Погрешность штангенциркуля
![]() мм
мм
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В чем состоит принцип построения нониусного отсчета?
2. Зачем нужна вторая (нониусная) шкала в штангенглубиномере?
3. Какова точность измерения штангенинструментами?
4. Какие геометрические параметры можно измерить штангенциркулем?
5. Изобразите схему измерения штангенциркулем ширины шпоночного паза.
6. Можно ли определить с помощью штангенциркуля величину радиального зазора в гладком цилиндрическом соединении?
7. Каковы правила обращения с концевыми мерами длины?
Практическая работа № 2
Ознакомление с устройством микрометрических средств измерений и их технологическими возможностями
Цель работы:
- изучить устройство микрометра и микрометрического глубиномера;
- ознакомиться с методикой отсчета результатов измерения микрометром;
- ознакомиться с технологическими возможностями микрометрических измерительных средств;
- приобрести навыки по измерению геометрических параметров с использованием микрометрических измерительных средств;
- получить навыки по оценке точности микрометра;
- ознакомиться с методикой использования концевых мер длины.
Материальное обеспечение работы:
1) методическое пособие к выполнению работы;
2) учебные плакаты по устройству микрометрических измерительных средств;
3) комплект микрометрического инструмента;
4) технические детали в ассортименте;
5) набор концевых мер длины.
Содержание отчета по работе:
- схема расположения шкал и отсчета показаний;
- схема измерения наружного диаметра детали;
- схема измерения глубины отверстия;
- таблица результатов проверки точности микрометра;
- выводы по работе.
Этапы выполнения работы:
1. Ознакомиться с заданием на практическую работу.
2. Изучить устройство микрометра и глубиномера.
3. Освоить метод отсчета результата измерений.
4. Измерить параметры технических деталей по заданию преподавателя.
5. Провести эксперимент по проверке точности микрометра.
6. Оформить отчет и составить выводы по работе.
7. Подготовиться к защите и защитить практическую работу.
Методические указания к выполнению практической работы:
К микрометрическим измерительным средствам относят микрометры, микрометрические глубиномеры, микрометрические нутромеры и рычажные микрометры. Во всех этих инструментах используется микрометрическая пара, состоящая из высокоточного винта и гайки, что позволяет преобразовать вращательное движение винта, установленного в неподвижную гайку, в его поступательное движение вдоль оси.
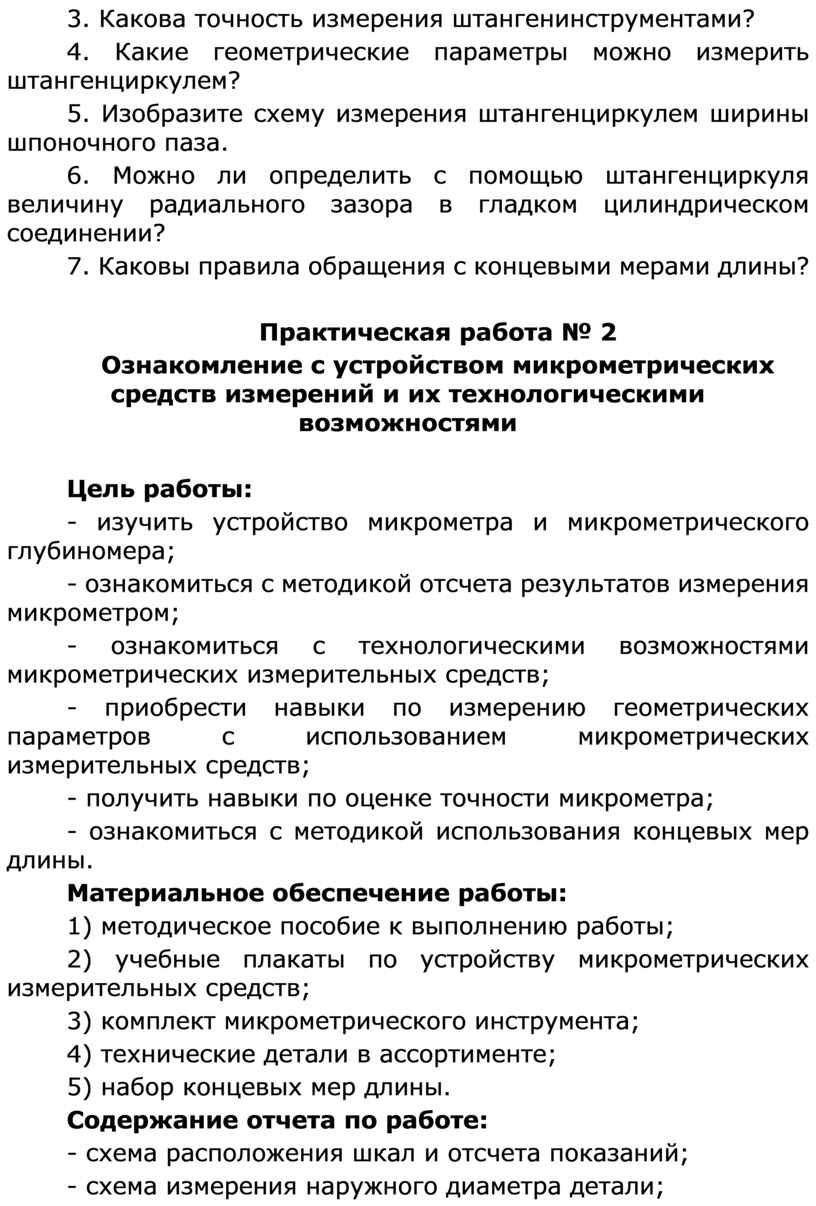
Микрометр состоит из скобы 1 (рис. 4), с одной стороны которой запрессована неподвижная пятка 2, а с другой укреплена микрометрическая головка, состоящая из стебля 6, барабана 7 с микрометрическим винтом 4 и предельным механизмом с трещоткой 8, обеспечивающим постоянное усилие воздействия на измеряемую деталь 3. Результат измерения отсчитывают по двум шкалам: одной, нанесенной на стебле 6, и второй, нанесенной на конусной части барабана 7.
Так как в микрометрических измерительных средствах чаще всего используют резьбу с шагом 0,5 мм, то за один оборот винта он перемещается вдоль своей оси на 0,5 мм. Для отсчета этого перемещения на стебле 6 имеется двойная шкала с ценой деления 0,5 мм. Для отсчета дробной части оборота винта на конусной части барабана 7 нанесено 50 равномерных делений, что позволяет определять 1/50 часть оборота винта, т. е. 1/50 долю деления основной шкалы.
При шаге резьбы 0,5 мм и повороте барабана, а следовательно и винта, на 1/50 часть оборота (одно деление по шкале на барабане) винт переместится вдоль своей оси на величину 1 = 0,5/50 = 0,01 мм, что и является ценой деления микрометра.
На производстве используют микрометры с разными пределами измерений: 0...25, 25... 50 мм и др. Погрешность микрометра зависит от диапазона измерения, но не должна превышать ±0,005 мм.
Рис. 4. Схема измерения гладким микрометром:
1 - скоба микрометра; 2 - неподвижная пятка; 3 - измеряемая деталь; 4 - микро- метрический винт; 5 - стопорный винт; 6 - стебель; 7 - барабан;
8 - трещотка
Микрометрические глубиномеры по принципу измерения и отсчета показаний аналогичны микрометрам. Отличие состоит лишь в отсутствии скобы и неподвижной пятки, а к стеблю 3 (рис. 5) прикреплена опорная пластина 4. При измерении глубины А опорную пластину 4 прижимают плотно к торцу измеряемой детали 6 и вращают микрометрический винт 5 за рукоятку трещотки 1 предельного механизма до момента упора свободного конца винта в дно отверстия измеряемой детали 6. Результат измерения отсчитывают по двум шкалам - на стебле и барабане. Для определения инструментальной погрешности микрометрических инструментов используют набор концевых мер длины.
窗体顶端
窗体底端
窗体顶端
窗体底端
窗体顶端
窗体底端
窗体顶端
窗体底端
Рис. 5. Схема измерения микрометрическим глубиномером:
1 - рукоятка трещотки предельного механизма; 2 - барабан; 3 - стебель; 4 - опорная пластина; 5 - микрометрический винт; 6 - измеряемая деталь; А - измеряемый параметр
Пример выполнения практической работы
Задание на практическую работу:
1. Измерьте наружный размер детали.
2. Измерьте глубину отверстия в детали.
3. Оцените погрешность микрометра набором из двух концевых мер длиной 20 и 50 мм.
Наружный диаметр детали, выданной преподавателем, измерим по схеме, показанной на рис. 4.
Глубину отверстия в детали, выданной преподавателем, измерим по схеме, показанной на рис. 5.
Для оценки погрешности микрометра выберем из набора концевых мер длины две меры согласно заданию с размерами 20 и 50 мм. Тщательно очистим рабочие поверхности этих мер и протрем их салфеткой из стираного батиста. Приложим меры одну к другой рабочими поверхностями и сожмем их до полного совмещения рабочих поверхностей. Соединенные таким образом меры измерим микрометром в трех местах (по краям и по центру меры) и занесем результаты каждого измерения и их среднее значение в табл. 2. Затем определим действительный размер блока концевых мер, используя действительный размер каждой отдельной меры по аттестату периодической проверки, и сравним его со средним арифметическим значением результата измерения.
Вывод:
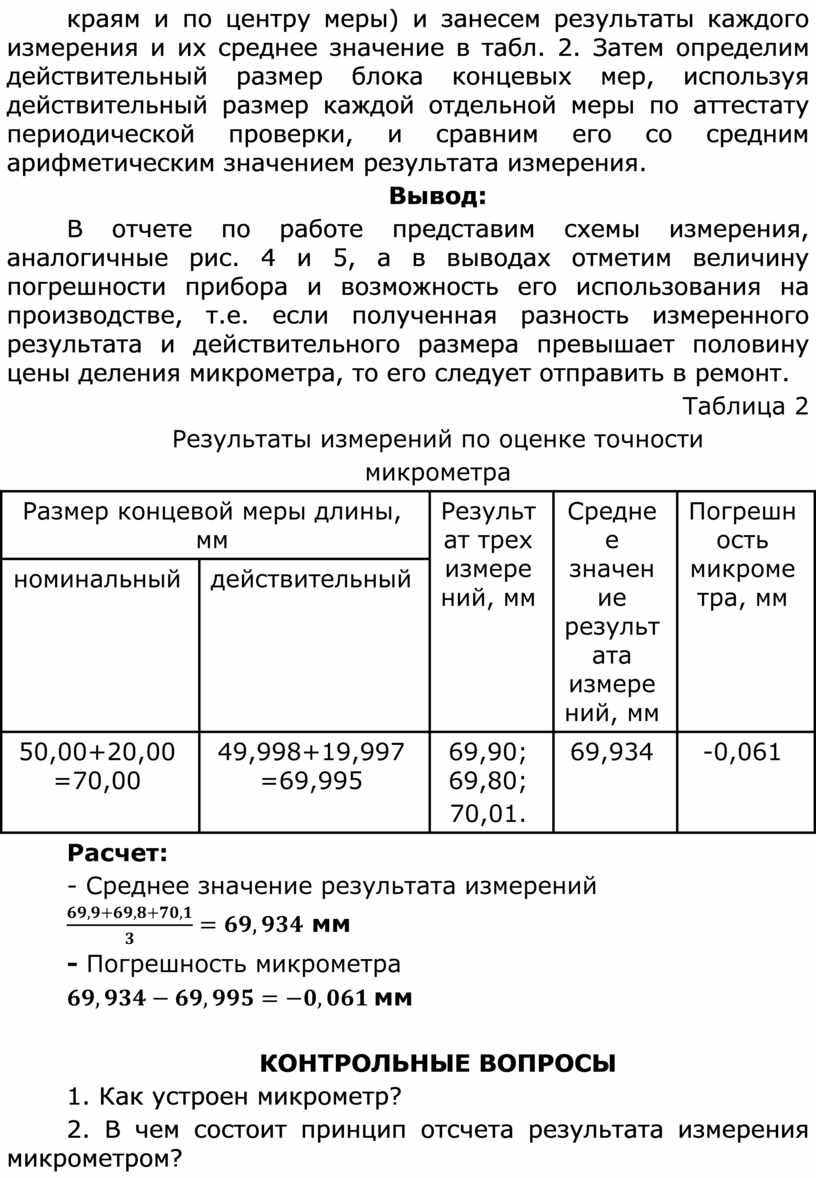
В отчете по работе представим схемы измерения, аналогичные рис. 4 и 5, а в выводах отметим величину погрешности прибора и возможность его использования на производстве, т.е. если полученная разность измеренного результата и действительного размера превышает половину цены деления микрометра, то его следует отправить в ремонт.
Таблица 2
Результаты измерений по оценке точности
микрометра
|
Размер концевой меры длины, мм |
Результат трех измерений, мм |
Среднее значение результата измерений, мм |
Погрешность микрометра, мм |
|
|
номинальный |
действительный |
|||
|
50,00+20,00=70,00 |
49,998+19,997=69,995 |
69,90; 69,80; 70,01. |
69,934 |
-0,061 |
Расчет:
- Среднее значение результата измерений
![]() мм
мм
- Погрешность микрометра
![]() мм
мм
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как устроен микрометр?
2. В чем состоит принцип отсчета результата измерения микрометром?
3. Для чего микрометр снабжен трещоткой?
4. Как устроен микрометрический глубиномер?
5. Какова цена деления микрометра?
6. Как можно оценить точность работы микрометра?
7. Какие геометрические параметры деталей можно измерить микрометром?
8. Какие геометрические параметры деталей можно измерить микрометрическим глубиномером?
9. Для чего необходимы технические эталоны при измерениях микрометрическими измерительными устройствами?
Практическая работа № 3
Ознакомление с устройством и технологическими возможностями индикаторов часового типа
Цель работы:
- изучить устройство индикатора часового типа;
- ознакомиться с методикой настройки индикатора в нулевое положение;
- ознакомиться с методикой использования индикаторов часового типа;
- ознакомиться с технологическими возможностями индикаторов;
- приобрести навыки по измерению геометрических параметров с использованием индикаторов;
- приобрести навыки по оценке точности индикаторов часового типа;
- ознакомиться с методикой использования технических эталонов.
Материальное обеспечение работы:
1) методическое пособие к выполнению работы;
2) учебный плакат по устройству индикаторов;
3) учебный плакат со схемами измерения с использованием индикаторов часового типа;
4) индикаторы часового типа;
5) технические детали в ассортименте;
6) набор концевых мер длины и эталонный угольник;
7) инструментальная плита;
8) центр для установки деталей типа «вал»;
9) комплект оснастки для крепления индикаторов часового типа.
Содержание отчета по работе:
- схема устройства индикатора часового типа. Индикаторы часового типа чаще всего используют для относительных замеров и контроля отклонений от заданных параметров эталонных деталей и базовых поверхностей;
- схема установки индикатора в нулевое положение;
- схемы измерения с использованием индикаторов:
а) глубины отверстия;
б) диаметра вала и диаметра отверстия;
в) радиального и торцевого биения поверхностей вала относительно оси базовой поверхности;
- таблица результатов измерений по проверке точности индикатора часового типа;
- выводы по работе.
Этапы выполнения работы:
1. Ознакомиться с заданием на практическую работу.
2. Изучить устройство индикатора часового типа.
3. Освоить методику настройки индикатора в нулевое положение.
4. Измерить геометрические параметры деталей по заданию преподавателя.
5. Провести эксперимент по проверке точности индикаторного прибора.
6. Обработать результаты измерений.
7. Оформить отчет и составить выводы по работе.
8. Подготовиться к защите и защитить практическую работу.
Методические указания к выполнению практической работы:
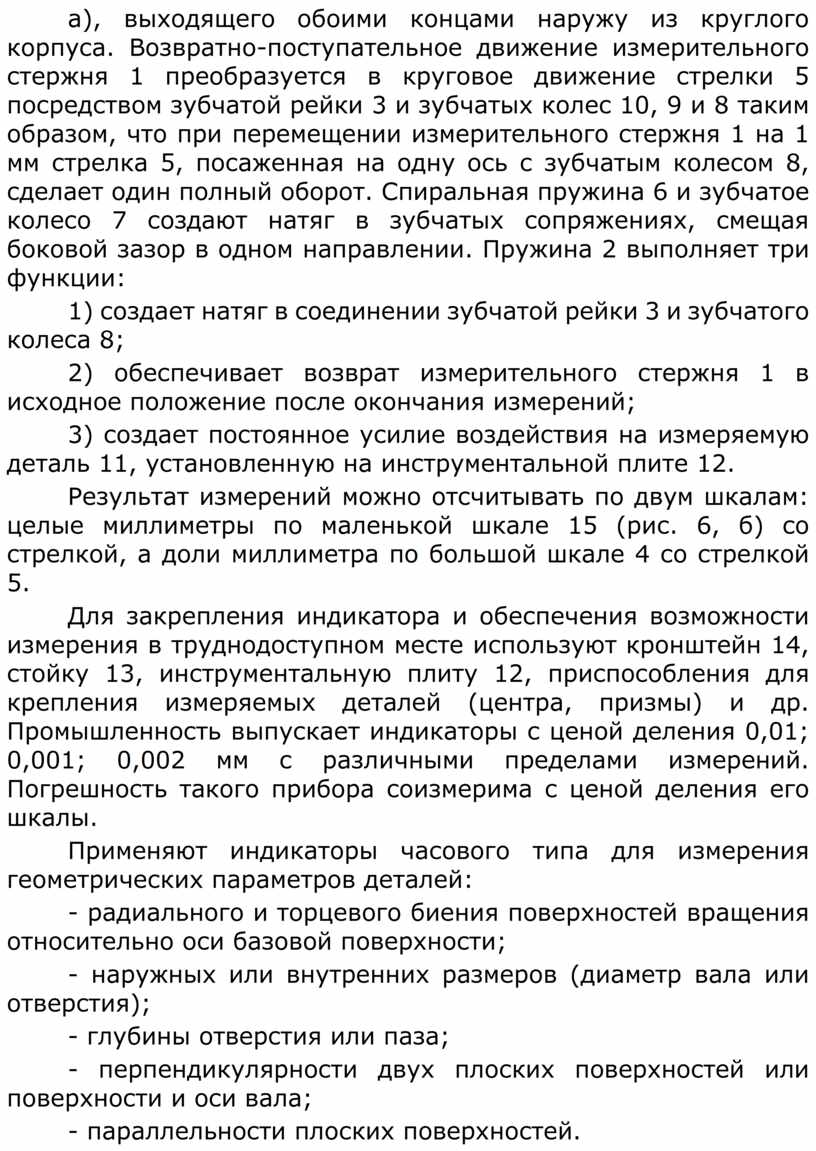
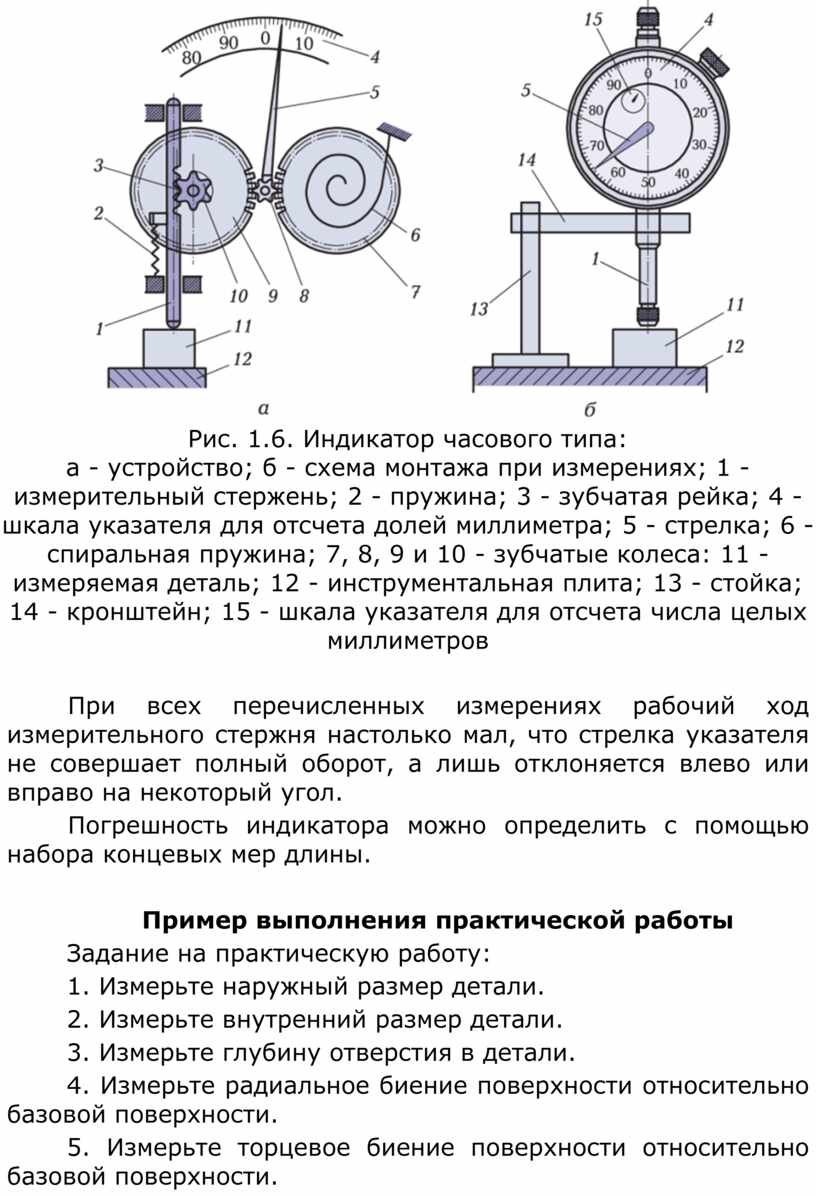
Индикаторы часового типа являются стрелочными указателями с зубчатыми парами для передачи вращения между осями зубчатых колес. Индикатор состоит из корпуса, внутри которого расположены опоры скольжения подпружиненного реечного измерительного стержня 1 (рис. 6, а), выходящего обоими концами наружу из круглого корпуса. Возвратно-поступательное движение измерительного стержня 1 преобразуется в круговое движение стрелки 5 посредством зубчатой рейки 3 и зубчатых колес 10, 9 и 8 таким образом, что при перемещении измерительного стержня 1 на 1 мм стрелка 5, посаженная на одну ось с зубчатым колесом 8, сделает один полный оборот. Спиральная пружина 6 и зубчатое колесо 7 создают натяг в зубчатых сопряжениях, смещая боковой зазор в одном направлении. Пружина 2 выполняет три функции:
1) создает натяг в соединении зубчатой рейки 3 и зубчатого колеса 8;
2) обеспечивает возврат измерительного стержня 1 в исходное положение после окончания измерений;
3) создает постоянное усилие воздействия на измеряемую деталь 11, установленную на инструментальной плите 12.
Результат измерений можно отсчитывать по двум шкалам: целые миллиметры по маленькой шкале 15 (рис. 6, б) со стрелкой, а доли миллиметра по большой шкале 4 со стрелкой 5.
Для закрепления индикатора и обеспечения возможности измерения в труднодоступном месте используют кронштейн 14, стойку 13, инструментальную плиту 12, приспособления для крепления измеряемых деталей (центра, призмы) и др. Промышленность выпускает индикаторы с ценой деления 0,01; 0,001; 0,002 мм с различными пределами измерений. Погрешность такого прибора соизмерима с ценой деления его шкалы.
Применяют индикаторы часового типа для измерения геометрических параметров деталей:
- радиального и торцевого биения поверхностей вращения относительно оси базовой поверхности;
- наружных или внутренних размеров (диаметр вала или отверстия);
- глубины отверстия или паза;
- перпендикулярности двух плоских поверхностей или поверхности и оси вала;
- параллельности плоских поверхностей.
Рис. 1.6. Индикатор часового типа:
а - устройство; б - схема монтажа при измерениях; 1 - измерительный стержень; 2 - пружина; 3 - зубчатая рейка; 4 - шкала указателя для отсчета долей миллиметра; 5 - стрелка; 6 - спиральная пружина; 7, 8, 9 и 10 - зубчатые колеса: 11 - измеряемая деталь; 12 - инструментальная плита; 13 - стойка; 14 - кронштейн; 15 - шкала указателя для отсчета числа целых миллиметров
При всех перечисленных измерениях рабочий ход измерительного стержня настолько мал, что стрелка указателя не совершает полный оборот, а лишь отклоняется влево или вправо на некоторый угол.
Погрешность индикатора можно определить с помощью набора концевых мер длины.
Пример выполнения практической работы
Задание на практическую работу:
1. Измерьте наружный размер детали.
2. Измерьте внутренний размер детали.
3. Измерьте глубину отверстия в детали.
4. Измерьте радиальное биение поверхности относительно базовой поверхности.
5. Измерьте торцевое биение поверхности относительно базовой поверхности.
6. Определите величину неперпендикулярности плоскостей по показаниям а1 и а2 индикаторов при заданном расстоянии С между ними (а1 = 0,02; а2 = 0,10; С = 200).
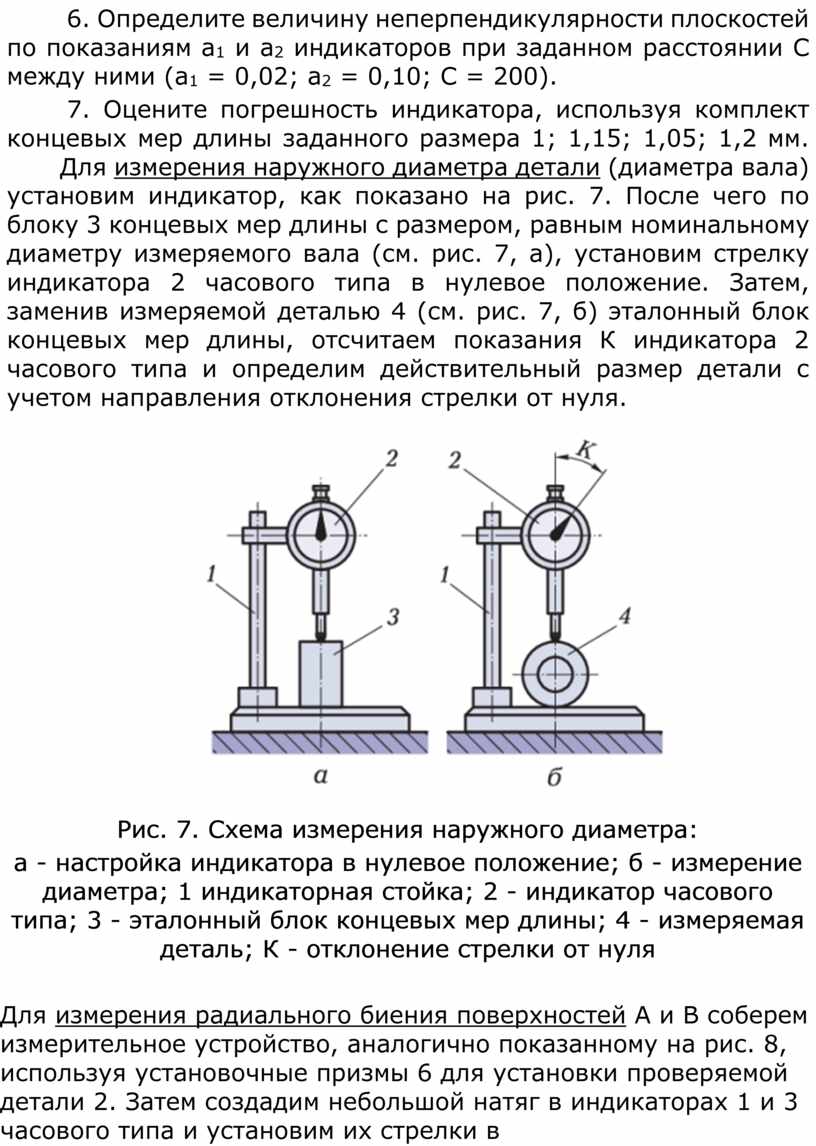
7. Оцените погрешность индикатора, используя комплект концевых мер длины заданного размера 1; 1,15; 1,05; 1,2 мм. Для измерения наружного диаметра детали (диаметра вала) установим индикатор, как показано на рис. 7. После чего по блоку 3 концевых мер длины с размером, равным номинальному диаметру измеряемого вала (см. рис. 7, а), установим стрелку индикатора 2 часового типа в нулевое положение. Затем, заменив измеряемой деталью 4 (см. рис. 7, б) эталонный блок концевых мер длины, отсчитаем показания К индикатора 2 часового типа и определим действительный размер детали с учетом направления отклонения стрелки от нуля.
Рис. 7. Схема измерения наружного диаметра:
а - настройка индикатора в нулевое положение; б - измерение диаметра; 1 индикаторная стойка; 2 - индикатор часового типа; 3 - эталонный блок концевых мер длины; 4 - измеряемая деталь; К - отклонение стрелки от нуля
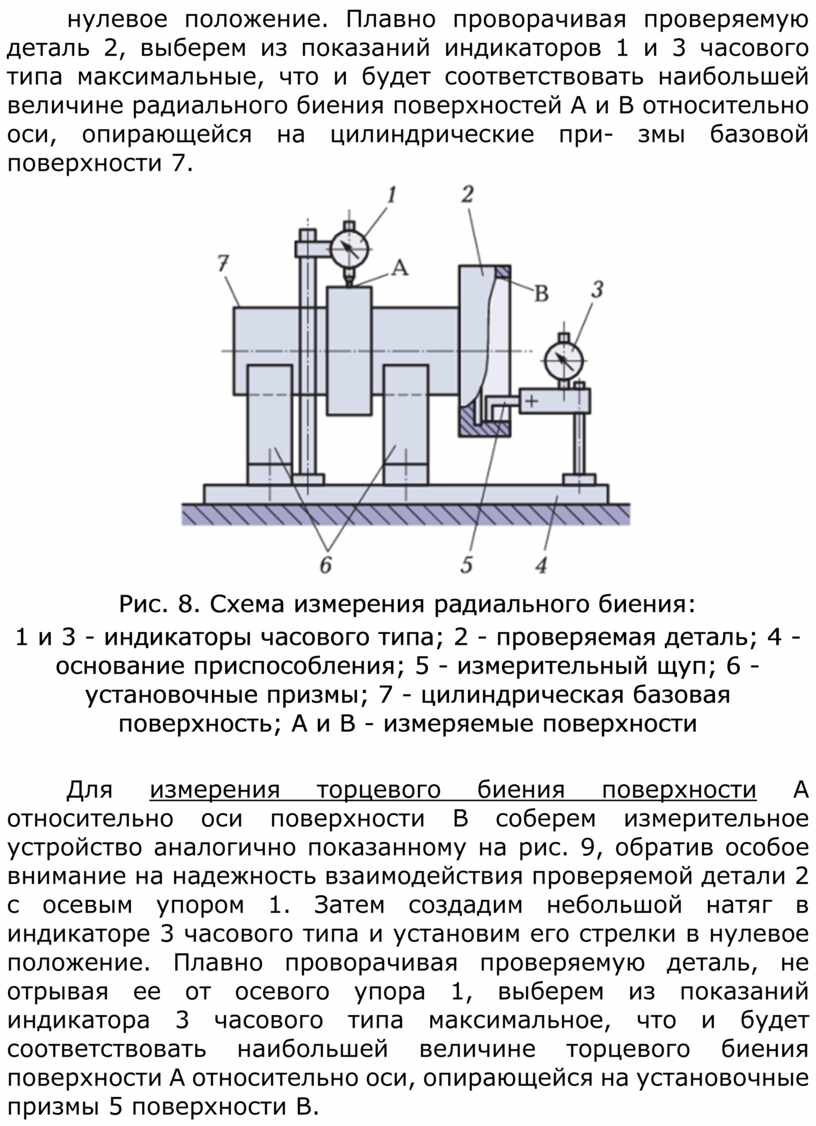
Для измерения радиального биения поверхностей А и В соберем измерительное устройство, аналогично показанному на рис. 8, используя установочные призмы 6 для установки проверяемой детали 2. Затем создадим небольшой натяг в индикаторах 1 и 3 часового типа и установим их стрелки в нулевое положение. Плавно проворачивая проверяемую деталь 2, выберем из показаний индикаторов 1 и 3 часового типа максимальные, что и будет соответствовать наибольшей величине радиального биения поверхностей А и В относительно оси, опирающейся на цилиндрические при- змы базовой поверхности 7.
Рис. 8. Схема измерения радиального биения:
1 и 3 - индикаторы часового типа; 2 - проверяемая деталь; 4 - основание приспособления; 5 - измерительный щуп; 6 - установочные призмы; 7 - цилиндрическая базовая поверхность; А и В - измеряемые поверхности
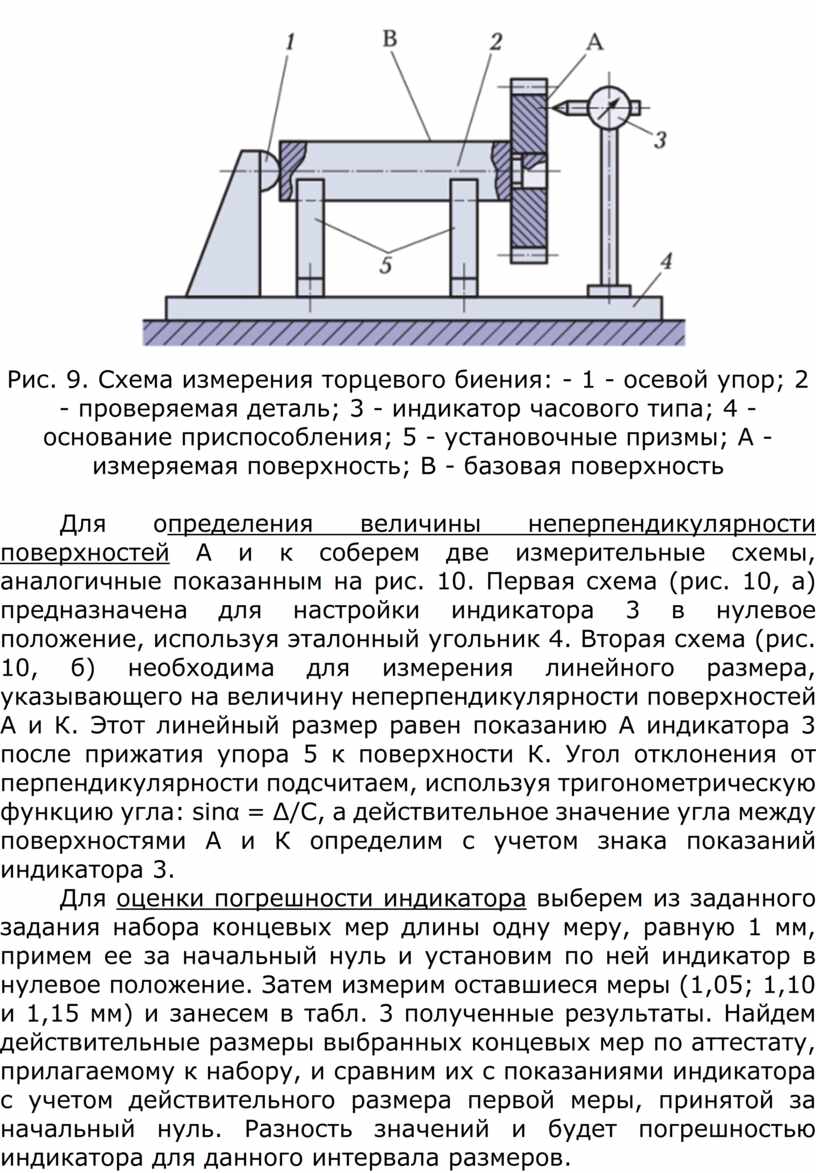
Для измерения торцевого биения поверхности А относительно оси поверхности В соберем измерительное устройство аналогично показанному на рис. 9, обратив особое внимание на надежность взаимодействия проверяемой детали 2 с осевым упором 1. Затем создадим небольшой натяг в индикаторе 3 часового типа и установим его стрелки в нулевое положение. Плавно проворачивая проверяемую деталь, не отрывая ее от осевого упора 1, выберем из показаний индикатора 3 часового типа максимальное, что и будет соответствовать наибольшей величине торцевого биения поверхности А относительно оси, опирающейся на установочные призмы 5 поверхности В.

Рис. 9. Схема измерения торцевого биения: - 1 - осевой упор; 2 - проверяемая деталь; 3 - индикатор часового типа; 4 - основание приспособления; 5 - установочные призмы; А - измеряемая поверхность; В - базовая поверхность
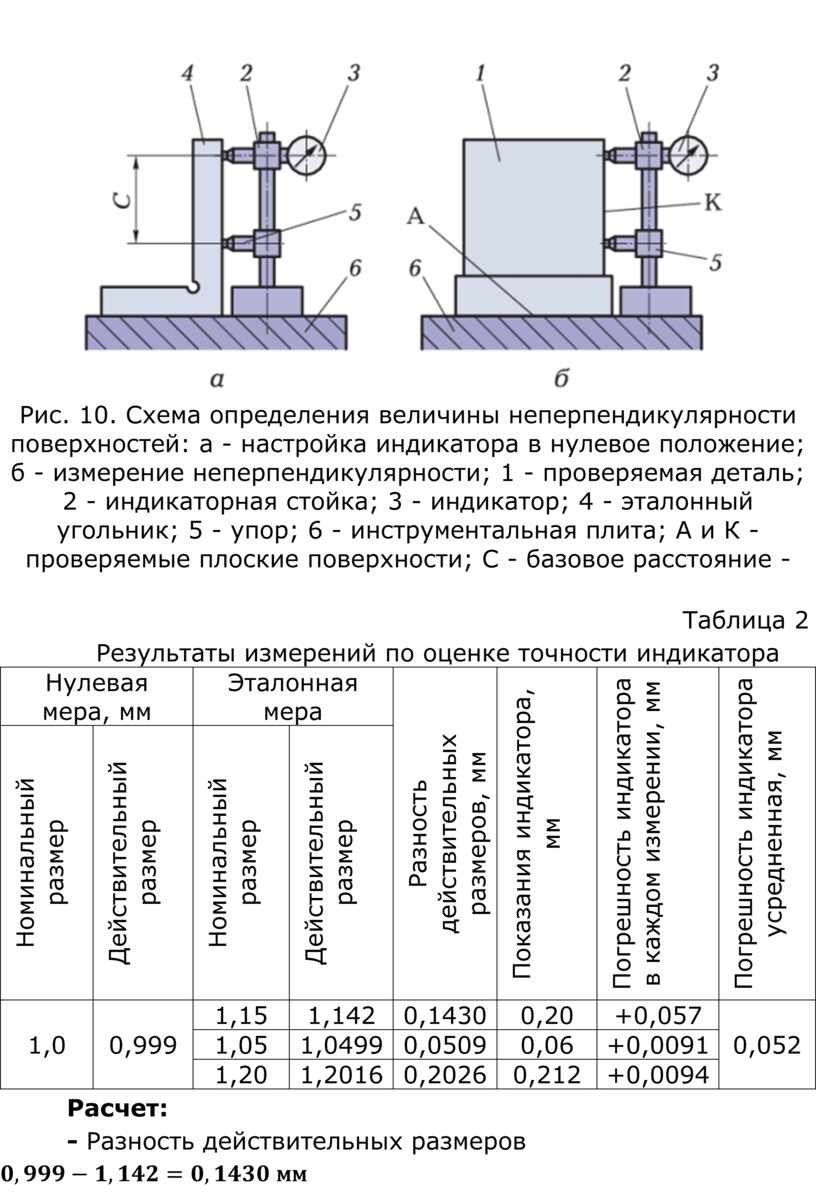
Для определения величины неперпендикулярности поверхностей А и к соберем две измерительные схемы, аналогичные показанным на рис. 10. Первая схема (рис. 10, а) предназначена для настройки индикатора 3 в нулевое положение, используя эталонный угольник 4. Вторая схема (рис. 10, б) необходима для измерения линейного размера, указывающего на величину неперпендикулярности поверхностей А и К. Этот линейный размер равен показанию А индикатора 3 после прижатия упора 5 к поверхности К. Угол отклонения от перпендикулярности подсчитаем, используя тригонометрическую функцию угла: sinα = ∆/С, а действительное значение угла между поверхностями А и К определим с учетом знака показаний индикатора 3.
Для оценки погрешности индикатора выберем из заданного задания набора концевых мер длины одну меру, равную 1 мм, примем ее за начальный нуль и установим по ней индикатор в нулевое положение. Затем измерим оставшиеся меры (1,05; 1,10 и 1,15 мм) и занесем в табл. 3 полученные результаты. Найдем действительные размеры выбранных концевых мер по аттестату, прилагаемому к набору, и сравним их с показаниями индикатора с учетом действительного размера первой меры, принятой за начальный нуль. Разность значений и будет погрешностью индикатора для данного интервала размеров.
窗体顶端
窗体底端
窗体顶端
窗体底端
窗体顶端
窗体底端
窗体顶端
窗体底端
Рис. 10. Схема определения величины неперпендикулярности поверхностей: а - настройка индикатора в нулевое положение; б - измерение неперпендикулярности; 1 - проверяемая деталь; 2 - индикаторная стойка; 3 - индикатор; 4 - эталонный угольник; 5 - упор; 6 - инструментальная плита; А и К - проверяемые плоские поверхности; С - базовое расстояние -
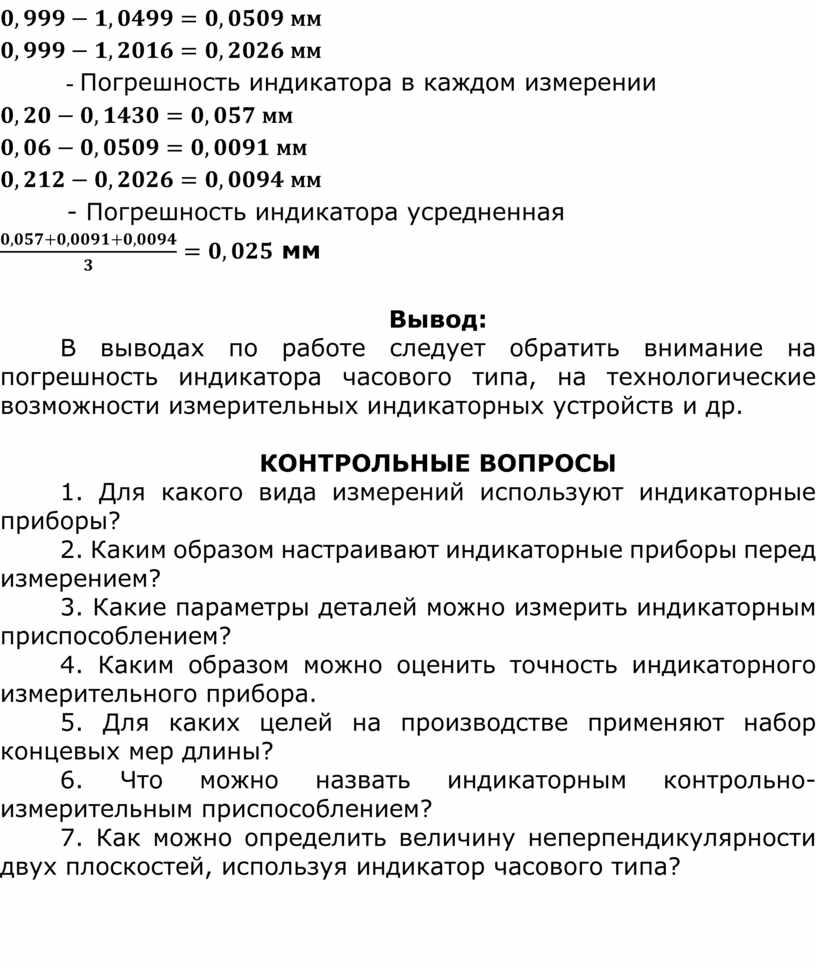
Таблица 2
Результаты измерений по оценке точности индикатора
|
Нулевая мера, мм |
Эталонная мера |
Разность действительных размеров, мм |
Показания индикатора, мм |
Погрешность индикатора в каждом измерении, мм |
Погрешность индикатора усредненная, мм |
||
|
Номинальный размер |
Действительный размер |
Номинальный размер |
Действительный размер |
||||
|
1,0 |
0,999 |
1,15 |
1,142 |
0,1430 |
0,20 |
+0,057 |
0,052 |
|
1,05 |
1,0499 |
0,0509 |
0,06 |
+0,0091 |
|||
|
1,20 |
1,2016 |
0,2026 |
0,212 |
+0,0094 |
|||
Расчет:
- Разность действительных размеров
![]() мм
мм
![]() мм
мм
![]() мм
мм
- Погрешность индикатора в каждом измерении
![]() мм
мм
![]() мм
мм
![]() мм
мм
- Погрешность индикатора усредненная
![]() мм
мм
Вывод:
В выводах по работе следует обратить внимание на погрешность индикатора часового типа, на технологические возможности измерительных индикаторных устройств и др.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Для какого вида измерений используют индикаторные приборы?
2. Каким образом настраивают индикаторные приборы перед измерением?
3. Какие параметры деталей можно измерить индикаторным приспособлением?
4. Каким образом можно оценить точность индикаторного измерительного прибора.
5. Для каких целей на производстве применяют набор концевых мер длины?
6. Что можно назвать индикаторным контрольно-измерительным приспособлением?
7. Как можно определить величину неперпендикулярности двух плоскостей, используя индикатор часового типа?


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.