Областное Управление образования Акмолинской области
Государственное Учреждение ПЛ – 13. города Степногорск.
СОВЕРШЕНСТВОВАНИЕ ТЕХНИКИ ВЫПОЛНЕНИЯ СВАРНОГО ШВА
С ИСПОЛЬЗОВАНИЕМ КОМПЬЮТЕРНОГО ТРЕНАЖЕРА.
Автор Кудайбергенов Султан, Дэрэго Алексей
Направление Спецтехнология сварочного производства
Секция «Первые шаги в профессии»
Руководитель Завгородний АлександрВикторович
Мастер производственного обучения
г. Степногорск2018 г.
ОГЛАВЛЕНИЕ
1. Абстракт
2. Рецензия
3. Введение
4. Исследовательская часть
Результаты работы их анализ
а)Результаты исследования
б)Экономическое обоснование
6
Заключение
7 Литература
8 Приложение
3
4
5 – 6
7 – 8
9 – 24
9 – 27
28 – 30
31
32
33 – 38АБСТРАКТ
Цель научной работы изучить влияние малоамперного дугового тренажера
сварщика «МДТС05М ОБЦ 613 УХЛ» на профессиональную подготовку
специалистов.
Задача научной работы, опытным способом исследовать две группы учащихся
на практике с использованием сварочного тренажёра и без него, описать полученные
результаты и cделать выводы.
Гипотеза эксперимента: отработка движений с использованием компьютера
упрощает подготовку сварщиков и повышает их квалификацию на 70%.
Объект исследования: влияние на качество обучения технологии сварочного
производства.
Предмет исследования:
технология наложения сварочного шва с
использованием тренажёра и без него.
Проводимая работа осуществлялась в несколько этапов: исследование должно
проводиться в течение 4,5 месяцев, по четыре занятия в месяц (всего 15 занятий).
Промежуточные проверки через каждые четыре занятия, всего три проверки, не
считая стартовой в начале исследования, овладение техникой сварочного
производства, анализ результатов исследования, формулировка выводов.
Новизна исследования заключается в том, что оно освещает технологию и
результаты работы по совершенствованию техники выполнения сварного шва с
использованием компьютерного тренажера в условиях мастерской электросварщиков
лицея №13. Соответственно, область использования результатов и методов
исследования – применение в лицейской практике преподавания технологии
электросварочных работ, при переподготовке кадров по «Дорожной карте», при
аттестации квалификации сварщиков предприятий города Степногорска.РЕЦЕНЗИЯ
На научную работу
«Совершенствование техники выполнения сварного шва
с использованием компьютерного тренажера»
Учащихся 2 –го курса ГУ «профессиональный лицей №13»
Города Степногорска Акмолинской области
Кудайбергенова Султана и Дэрэго Алексея
Авторами работы проделано трудоёмкая и необходимая научная работа по
совершенствованию техники выполнения сварного шва с использованием
компьютерного тренажера. Комплексный анализ образцов выполнения техники
сварочного шва стал основой для составления сравнительных диаграмм. Выявлена
необходимость использования сварочного тренажёра для эффективности обучения и
экономии материала, электроэнергии, денежных средств и времени.
Данная работа представляет значительный интерес и имеет практическую
ценность для специалистов в области подготовки, переподготовки и повышения
квалификации сварщиков.
Для проведения подобных научных изысканий нужны большая любовь к делу и
владение разносторонними методами прикладной работы. Обращают на себя внимание
диаграммы, иллюстрирующие текстовые описания, логичность изложения и
обоснованность выводов. Интересен предлагаемый доступный и универсальный метод
работы. О комплексном научном характере работы свидетельствует тщательная
проработка авторами специальной литературы по рассматриваемому вопросу.
Работа выполнена на высоком научном уровне, оформлена в соответствии с
предъявляемыми требованиями, имеет неоспоримую теоретическую и практическую
значимость.Технический директор Шитов Игорь. Борисович.
ВВЕДЕНИЕ
Эра новых информационных и коммуникационных технологий принесла
дополнительные изменения в сфере производства и деловой активности людей.
Сегодня мы говорим о движении страны к информационному обществу. Успех
достигается в основном за счёт личного конкурентного преимущества, которое может
определить, как способность человека наиболее эффективно функционировать в
постоянно меняющемся мире.
Важнейшая составная часть подготовки рабочего высокой квалификации
формирование у него совокупности интеллектуальных, двигательных и сенсорных
знаний, умений, навыков и определенных качеств личности, необходимых для
успешного планирования, осуществления, регулирования трудового процесса и
дальнейшего роста квалификации. Эти качества формируются у учащихся в процессе
всего обучения.
В учебном процессе предусмотрена тренировка и количественная оценка
навыков доставки электрода к месту сварки и защиты лица от излучения, возбуждения
сварочной дуги и отрыва электрода в случае приваривания, равномерного
перемещения электрода вдоль стыка при заданной скорости, угле наклона электрода,
расстоянии до детали, различном напряжении мышц рабочей руки, постоянной и
изменяющейся длине электрода. Тренажером для обучения навыкам доставки
электрода к месту сварки и защиты лица используется прибор для оценкикоординации движений. Адаптация обучаемого к необычным условиям выполнения
согласованных движений в спецодежде, рукавицах с наголовным или ручным щитком
и электродом стандартной длины снижает травматизм органов зрения, наблюдаемый
на начальной стадии обучения. В этом случае, производственное обучение с
использованием тренажера является важнейшим этапом на стадии подготовки
сварщиков.
Так как производственное обучение это часть учебного процесса,
представляющая собой совокупность последовательных действий мастера и
руководимых им учащихся, направленных на сознательное и прочное усвоение
системы профессиональных знаний, формирование профессиональных умений и
навыков, большое значение в ходе производственного обучения электросварщиков
5
приобретает формирование и развитие сенсорных навыков (зрительных, слуховых,
осязательных, мышечных), а также умение наблюдать, сравнивать, делать выводы,
самостоятельно разбираться в производственной обстановке.
При таком подходе подготовки представляется возможным разделить
процесс обучения на отдельные стадии и воспроизвести ситуации близкие к
реальным, отработка которых в реальных условиях сопряжена с определенными
издержками. Использование тренажеров позволяет существенно повысить качество
подготовки электросварщиков, уменьшить стоимость обучения за счет
сокращения времени подготовки и уменьшения материально технических затрат.
Значительным шагом в интенсификации учебного процесса, повышении
качества и сокращении сроков подготовки электросварщиков является широкое
применение аппаратных средств и тренажерных компьютеризованных комплексов
на стадии производственного обучения и контроля подготовки.
Целью научной работы является изучение влияния малоамперного дугового
тренажера сварщика «МДТС05М ОБЦ 613 УХЛ» на профессиональную подготовку
специалистов.
Задача научной работы опытным способом исследовать две группы учащихся на
практике с использованием сварочного тренажёра и без него, описать полученные
результаты и cделать выводы.ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
Технологическая карта процесса исследования.
Исследование рассчитано на 105 учебных часов начального курса обучения по
учебной программе в электросварочной мастерской. Исследование должно проходить
при наличии требуемого оборудования и материала: сварочные посты, оборудованные
источниками питания сварочной дуги, тренажер сварщика малоамперный дуговой
МДТС05М ОБЦ 613 УХЛ. Все работы проводятся согласно учебной программе
обучения по профессии «Специалист коммунального хозяйства инженерных систем».
1. Отбор учащихся в исследуемые группы производится по трем критериям.
1.1. Физические данные учащихся.
1.2. Успеваемость по предметам.
1.3. Прежде не выполняли сварочные работы.
2. В дальнейшем группы будут называться экспериментальная
группа С,
контрольная группа А. Перед началом исследования, после отбора учащихся в
исследуемые группы, необходимо провести беседу, объяснить тему исследования для
того, чтобы убрать эффект соревнования, так как при соревновании главное – победа,
а в нашем случае нужна истина.3. Исследование должно проходить по учебной программе, поэтому уточняем
график работ электросварочной мастерской.
4. Для этапнотестовых проверок и всего процесса исследования необходим
материал из расчета на одного испытуемого в количестве:
4.1. Металлические пластины для тестовых задний – 4 шт.,
размер 70354 мм., и металлические пластины для обучения – 12 шт., размер
200 – 100 – 4 мм.
4.2. Электроды – 15 кг.
4.3. Тетрадь школьная в клеточку 12 листов, для записи результатов
исследования.
Технологическая карта составлена из расчета на период 4,5 месяца, по четыре
занятия в месяц (всего 15 занятий). Промежуточные проверки через каждые четыре
занятия, всего три проверки, не считая стартовой в начале исследования. Для более
длительного наблюдения необходимо скорректировать количество используемого
материала.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ
Стартовая проверка
По результатам выполненных работ можно с уверенностью сказать, что ни один из
участников не владеет навыками профессии. Это видно по образцам, изготовленными
участниками исследования. Можно уверенно сказать, что ни один из участников не
владеет ни практическими, ни теоретическими навыками сварочного производства.
Ошибки начались с самого простого: неправильно выставленного режима сварки,
далее, не имея специального навыка, не смогли зажечь сварочную дугу и произвести
наплавку электродного металла на образец. Для детальной оценки примем пятьосновных критериев оценивания качества шва при общем количестве очков за работу
50 балов:
Геометрия шва Катет шва Шлаковые
включения
Подрезы Наплывы
Стартовая
проверка
Первая
проверка
Вторая
проверка
Третья
проверка
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
1. При отсутствии геометрии шва (минус 2 балла за каждую несимметричность);
2. Неравномерность по высоте шва более 2 мм (минус 3 балла за каждую
неравномерность);
3. Шлаковые включения или поры одиночные (минус 1 балл, групповые минус 3 балла);
4. Подрезы более 0,5 мм (минус 2 балла на каждый подрез);
5. Наплывы более 0,5 мм (минус 2 балла на каждый наплыв).
Первое занятие:
Зажигание сварочной дуги, сварка в нижнем положении.
Второе занятие:
Сварка в нижнем положении, отработка техники ниточного шва.
Третье занятие:
Сварка в нижнем положении, отработка техники ниточного шва.
Четвертое занятие:
Сварка в нижнем положении, отработка техники ниточного шва.Первая промежуточная проверка:
Проверка производится на специально подготовленном металле размером (7035
4 мм.). Сварка выполняется в нижнем положении, ниточный шов. По выполненным
работам можно с уверенностью сказать что группа С, проходившая дополнительную
подготовку с использованием сварочного тренажёра, показала себя более уверенно.
Это видно по валикам, которые лежат более ровно, чем у группы А. Равномерности
катета нет ни у одной группы по всей протяженности сварочного шва.
Шестое занятие:
Сварка в наклоном положении (∟450).
Седьмое занятие:
Сварка в наклоном положении (∟450).
Восьмое занятие:
Сварка в вертикальном положении (∟900).
Девятое занятие:
Сварка в вертикальном положении (∟900).
Вторая промежуточная проверка:
Проверка производится на специально подготовленном металле размером (7035
4 мм.). Сварка выполняется в вертикальном положении снизу верх, без колебательных
движений. По выполненным работам виден значительный прогресс. В группе С
сварочные швы геометрически более стабильны, равномернее катет шва.
Прослеживается более интенсивная подготовка по сравнению с группой А. В группе А
на образцах геометрия сварочного шва размыта, катет шва неравномерный по всей
длине сварочного валика.
Одиннадцатое занятие:Сварка в вертикальном положении с колебательными движениями (∟900).
Двенадцатое занятие:
Сварка в вертикальном положении с колебательными движениями (∟900).
Тринадцатое занятие:
Сварка в горизонтальном положении на вертикальной поверхности.
Четырнадцатое занятие:
Сварка в горизонтальном положении на вертикальной поверхности.
Третья проверка:
Проверка производится на специально подготовленном металле размером (7035
4 мм.). Сварка в горизонтальном положении на вертикальной поверхности.
Изучая итоговые образцы, можно твердо заявить, что в группе С
профессиональная подготовка выше, чем в группе А. Конкретно рассматривая
образцы, можно отметить, что в группе С катет шва более стабилен, меньше наплывов
и подрезов, просматривается удовлетворительная геометрия шва. В группе А, как
видно из фотоснимков, многочисленные наплывы, геометрия шва нечёткая это
говорит о плохой профессиональной подготовке.
Чтобы лучше прослеживалась динамика, мы сделали для каждого участника
эксперимента диаграмму качества сварного шва и вывели среднеарифметическое
значение по каждой группе и определили процентное соотношение в
профессиональной подготовке.Диаграмма качества.
Группа С
Участник №1 Юндт Алексей Игоревич.геометрия шва
катет шва
Шлак включения
подрезы
наплывы
5
9
8
7
6
4
3
2
1
0
Стартовая проверка
Первая
Вторая
Третья
Таблица дефектов
Геометрия шва Катет шва Шлаковые
включения
Подрезы Наплывы
1
7
4
7
1
9
9
9
9
8
8
8
0
8
8
8
Стартовая
проверка
Первая
проверка
Вторая
проверка
Третья
проверка
0
8
4
8
Диаграмма качества.
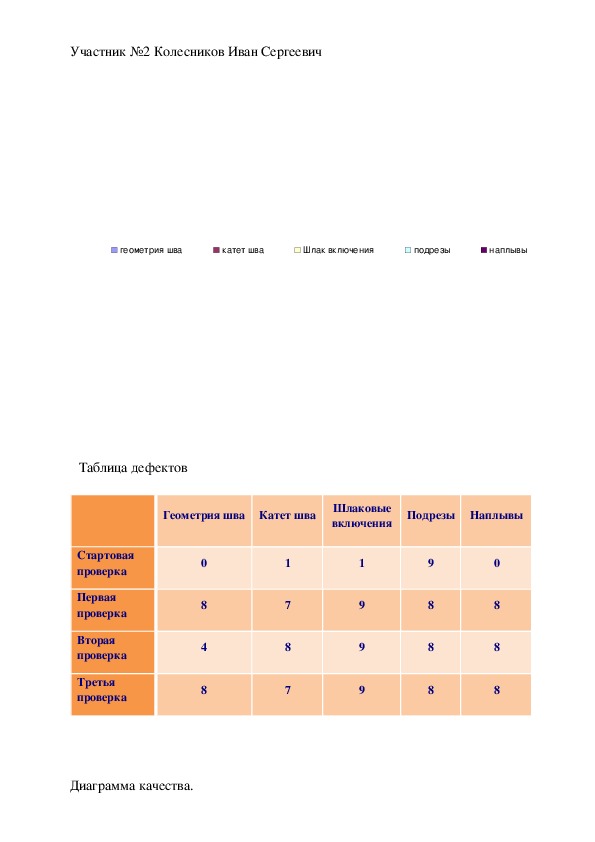
Группа СУчастник №2 Колесников Иван Сергеевич
геометрия шва
катет шва
Шлак включения
подрезы
наплывы
9
8
7
6
5
4
3
2
Стартовая проверка
Первая
Вторая
Третья
1
0
Таблица дефектов
Геометрия шва Катет шва Шлаковые
включения Подрезы Наплывы
1
7
8
7
1
9
9
9
9
8
8
8
0
8
8
8
Стартовая
проверка
Первая
проверка
Вторая
проверка
Третья
проверка
0
8
4
8
Диаграмма качества.Группа С
Участник №3 Лузгин Александр Александрович.
геометрия шва
катет шва
Шлак включения
подрезы
наплывы
5
9
8
7
6
4
3
2
1
0
Первая
Вторая
Третья
Стартовая проверка
Таблица дефектов
Геометрия шва Катет шва Шлаковые
включения
Подрезы Наплывы
Стартовая
проверка
Первая
проверка
Вторая
проверка
Третья
проверка
0
6
8
8
1
7
8
7
1
9
7
9
9
8
8
8
0
8
8
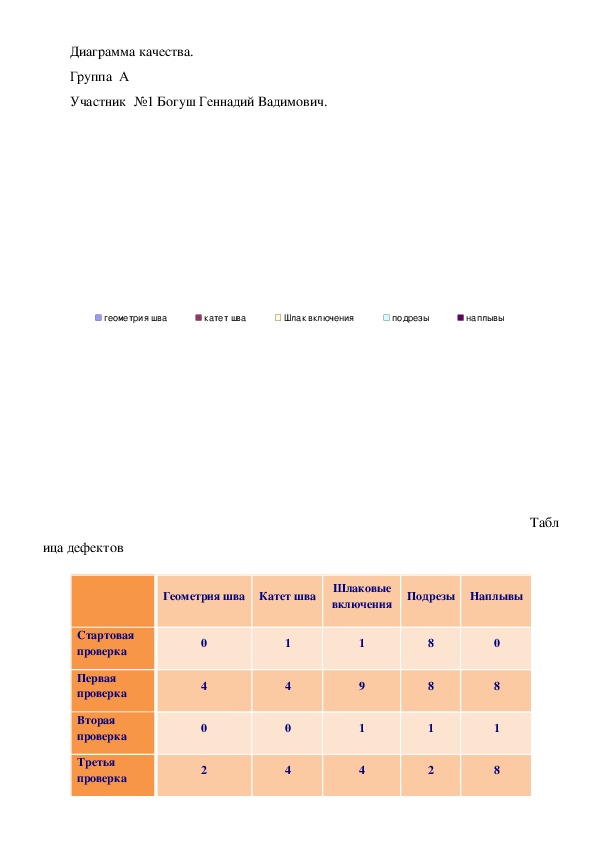
8Диаграмма качества.
Группа А
Участник №1 Богуш Геннадий Вадимович.
геометрия шва
катет шва
Шлак включения
подрезы
наплывы
9
8
7
6
5
4
3
2
1
0
Стартовая проверка
Первая
Вторая
Третья
Табл
ица дефектов
Геометрия шва Катет шва Шлаковые
включения
Подрезы Наплывы
Стартовая
проверка
Первая
проверка
Вторая
проверка
Третья
проверка
0
4
0
2
1
4
0
4
1
9
1
4
8
8
1
2
0
8
1
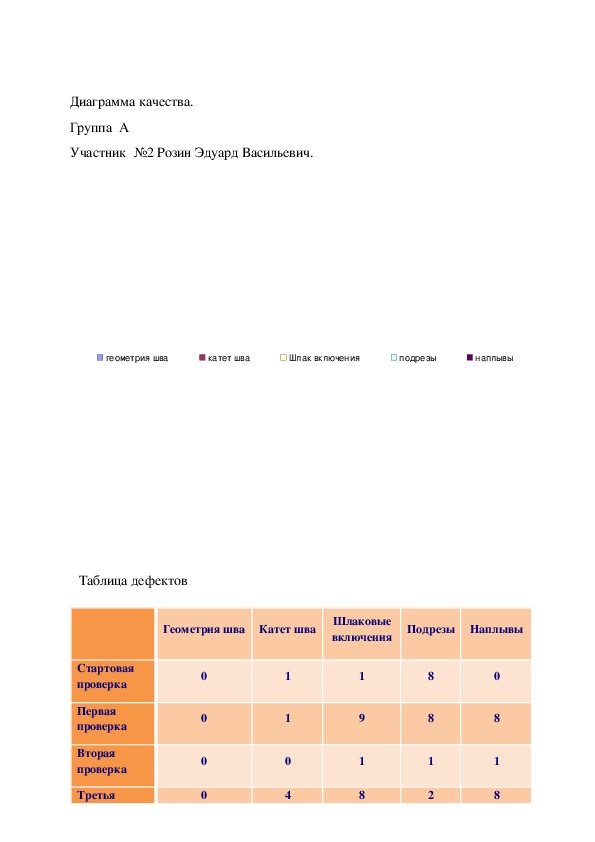
8Диаграмма качества.
Группа А
Участник №2 Розин Эдуард Васильевич.
геометрия шва
катет шва
Шлак включения
подрезы
наплывы
9
8
7
6
5
4
3
2
1
0
Стартовая проверка
Первая
Вторая
Третья
Таблица дефектов
Геометрия шва Катет шва Шлаковые
включения Подрезы Наплывы
Стартовая
проверка
Первая
проверка
Вторая
проверка
Третья
0
0
0
0
1
1
0
4
1
9
1
8
8
8
1
2
0
8
1
8проверка
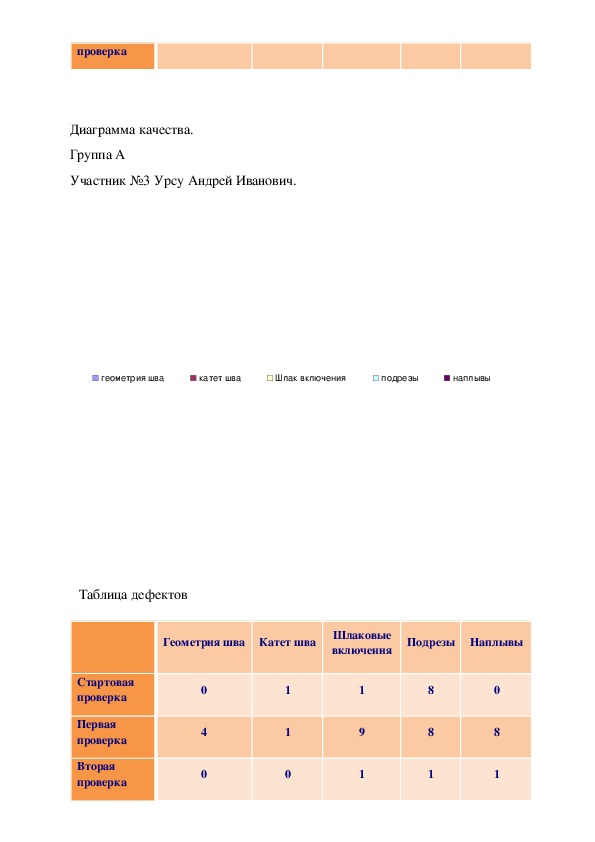
Диаграмма качества.
Группа А
Участник №3 Урсу Андрей Иванович.
9
8
7
6
геометрия шва
катет шва
Шлак включения
подрезы
5
наплывы
4
3
2
1
0
Стартовая проверка
Первая
Вторая
Третья
Таблица дефектов
Геометрия шва Катет шва Шлаковые
включения Подрезы Наплывы
Стартовая
проверка
Первая
проверка
Вторая
проверка
0
4
0
1
1
0
1
9
1
8
8
1
0
8
1Третья
проверка
0
1
9
2
8
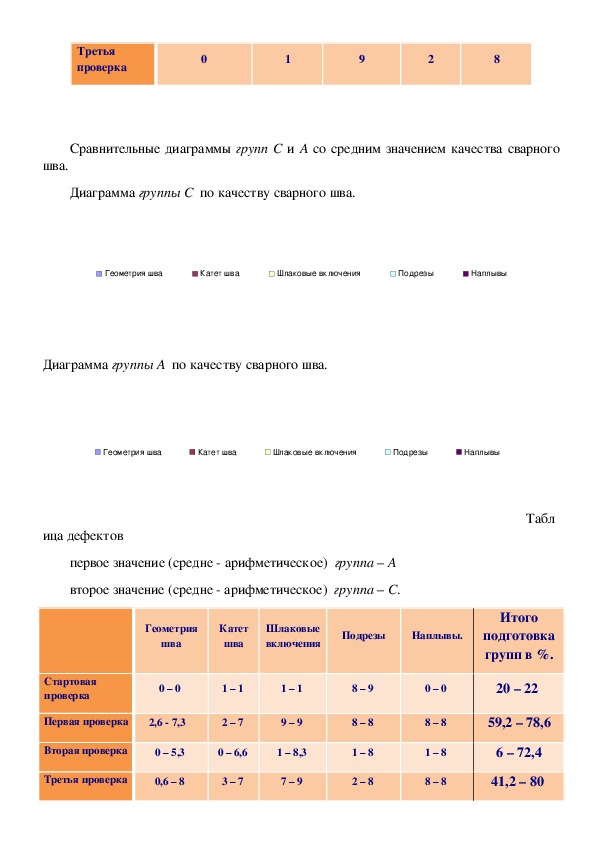
Сравнительные диаграммы групп С и А со средним значением качества сварного
шва.
Диаграмма группы С по качеству сварного шва.
10
9
8
7
6
5
4
3
2
1
0
Геометрия шва
Катет шва
Шлаковые включения
Подрезы
Наплывы
Стартовая
Первая
Вторая
Третья
Диаграмма группы А по качеству сварного шва.
10
9
8
7
6
5
4
3
2
1
0
Геометрия шва
Катет шва
Шлаковые включения
Подрезы
Наплывы
Стартовая
Первая
Вторая
Третья
ица дефектов
первое значение (средне арифметическое) группа – А
второе значение (средне арифметическое) группа – С.
Геометрия
шва
Катет
шва
Шлаковые
включения
Подрезы
Наплывы.
Стартовая
проверка
0 – 0
1 – 1
1 – 1
Первая проверка
2,6 7,3
2 – 7
9 – 9
Вторая проверка
0 – 5,3
0 – 6,6
1 – 8,3
Третья проверка
0,6 – 8
3 – 7
7 – 9
8 – 9
8 – 8
1 – 8
2 – 8
0 – 0
8 – 8
1 – 8
8 – 8
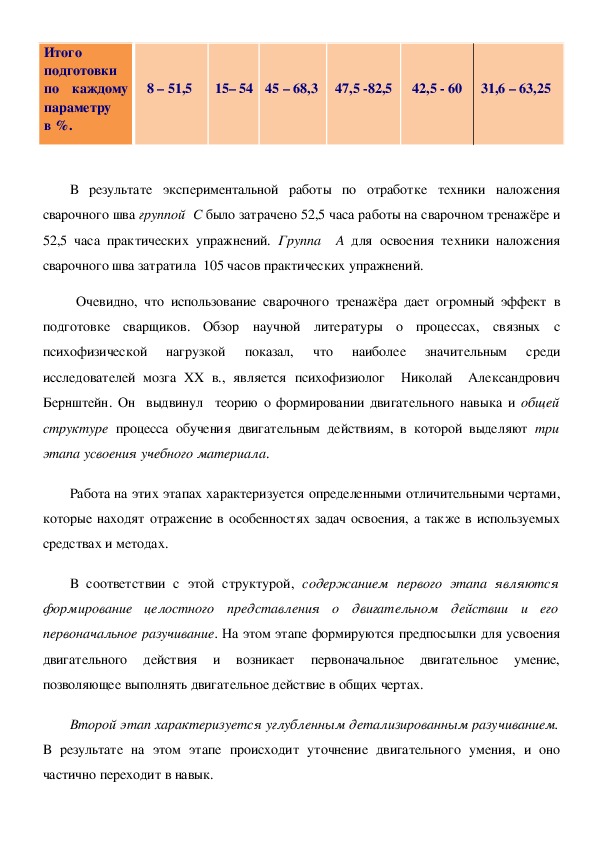
Табл
Итого
подготовка
групп в %.
20 – 22
59,2 – 78,6
6 – 72,4
41,2 – 80Итого
подготовки
по каждому
параметру
в %.
8 – 51,5
15– 54 45 – 68,3
47,5 82,5
42,5 60
31,6 – 63,25
В результате экспериментальной работы по отработке техники наложения
сварочного шва группой С было затрачено 52,5 часа работы на сварочном тренажёре и
52,5 часа практических упражнений. Группа А для освоения техники наложения
сварочного шва затратила 105 часов практических упражнений.
Очевидно, что использование сварочного тренажёра дает огромный эффект в
подготовке сварщиков. Обзор научной литературы о процессах, связных с
психофизической нагрузкой показал,
что наиболее значительным среди
исследователей мозга XX в., является психофизиолог Николай Александрович
Бернштейн. Он выдвинул теорию о формировании двигательного навыка и общей
структуре процесса обучения двигательным действиям, в которой выделяют три
этапа усвоения учебного материала.
Работа на этих этапах характеризуется определенными отличительными чертами,
которые находят отражение в особенностях задач освоения, а также в используемых
средствах и методах.
В соответствии с этой структурой, содержанием первого этапа являются
формирование целостного представления о двигательном действии и его
первоначальное разучивание. На этом этапе формируются предпосылки для усвоения
двигательного действия и возникает первоначальное двигательное умение,
позволяющее выполнять двигательное действие в общих чертах.
Второй этап характеризуется углубленным детализированным разучиванием.
В результате на этом этапе происходит уточнение двигательного умения, и оно
частично переходит в навык.Третий этап – это процесс достижения мастерства в овладении техникой
осваиваемого двигательного действия. Ему соответствуют закрепление и дальнейшее
совершенствование двигательного действия, в результате чего и формируется
прочный навык. Происходит приспособление навыка к различным условиям его
выполнения.
В процессе исследования этих механизмов им были открыты такие
фундаментальные явления в управлении, как сенсорные коррекции и принцип
иерархического, уровневого управления, которые лежат в основе работы этих
механизмов и без понимания которых правильное представление о закономерностях
работы мозга в процессе управления движениями оказывается невозможным.
В соответствии с теорией сенсорных коррекций для выполнения какоголибо
движения мозг не только посылает определенную команду мышцам, но и получает от
периферийных органов чувств сигналы о достигнутых результатах и на их основании
дает новые корректирующие команды.
Таким образом, происходит процесс
построения движений, в котором между мозгом и исполнительными органами
существует не только прямая, но и непрерывная обратная связь.
Еще одно из замечательных достижений Н.А. Бернштейна представляет собой
открытое им явление, которое он назвал «повторением без повторения». Суть его
заключается в следующем. При повторении одного и того же движения (например,
шагов в ходьбе или беге), несмотря на один и тот же конечный результат (одинаковая
длина, время выполнения и т.п.), путь работающей конечности и напряжения мышц в
чемто различны. При этом многократные повторения таких движений не делают эти
параметры одинаковыми. Если соответствие и встречается, то не как закономерность,
а как случайность. А это значит, что при каждом новом выполнении нервная система
не повторяет одни и те же команды мышцам и каждое новое повторение совершается в
несколько отличных условиях. Поэтому для достижения одного и того же результата
нужны не одинаковые, а существенно различные команды мышцам.На основании этих исследований был сформулирован важнейший для обучения
движениям вывод: тренировка движения состоит не в стандартизации команд, не
в «научении командам», а в научении каждый раз отыскивать и передавать такую
команду, которая в условиях каждого конкретного повторения движения
приведет к нужному двигательному результату.
Из всего этого следует еще один важный вывод: движение не хранится готовым
в памяти, как это следует из условнорефлекторной теории (и как, к сожалению,
многие думают до сих пор), не извлекается в случае нужды из кладовых памяти, а
каждый раз строится заново в процессе самого действия, чутко реагируя на
изменяющуюся ситуацию. В памяти хранятся не штампы самих движений, а
предписания (логарифмы) для их конструирования, которые строятся на основе
механизма не стереотипного воспроизведения,
а целесообразного
приспособления[1].
В профессии сварщика основную нагрузку несут зрительная, двигательная
(мышечносуставная) и слуховая анализаторные системы. Размеры контролируемых
объектов очень малы и плохо различимы, поэтому профессиональнозначимой
функцией для сварщика являются острота зрения и контрастноцветовая
чувствительность.
Движения сварщик выполняет с высокой точностью,
равномерностью, ритмичностью при незначительных динамических, но длительных
статических нагрузках на мышцы рабочей руки и мышцы, участвующие в поддержании
рабочей позы. Движения рабочей руки выполняются одновременно в трех
направлениях, поэтому должны быть в высокой степени скоординированными. Для
этого сварщику необходимо обладать таким развитым психофизиологическим
качеством как зрительнодвигательная координация.Среди других характеристик
двигательного аппарата важным для сварщика является статическая выносливость
мышц, поддерживающих позу. Большую роль играет двигательная сфера, поэтому
важным каналом поступления информации является тактильная и мышечносуставная
чувствительность[1].
Слуховой анализатор является для сварщика вспомогательным, но важным
каналом поступления информации о стабильности горения и длине дуги, плавлении
электродного покрытия и характеристике переноса металла в сварочную ванну.Поэтому сварщик должен обладать достаточной остротой слуха, звуковысотной
чувствительностью. Работа сварщика требует постоянного устойчивого внимания,
которое связано с необходимостью длительное время удерживать зону сварки в поле
зрения. Для одновременного контроля множества параметров зоны сварки нужно
обладать высокой концентрированностью внимания, хорошим распределением и
переключением его. Таким образом, профессионально значимыми функциями для
сварщиков являются:
1. Н. А. Бернштейн «Психофизиология трудовых, спортивных движений и действий в норме и патологии» М Основы
психомоторики 1946 г. с 20 – 27.
острота и контрастная цветовая чувствительность зрения;
тактильная и мышечносуставная чувствительность;
координация движений;
зрительнодвигательная координация;
статическая выносливость мышц рабочей руки и мышц поддерживающих
рабочую позу (спины, ног, шеи и др.) [2].
Формирование сварного шва является непрерывным, быстротечным, необратимым
процессом, протекающим в малых объемах металла при недостаточно четкой
видимости элементов зоны сварки и стыка, слабой их контрастности изза
интенсивного излучения сварочной дуги, при невозможности оперативной,
непосредственной оценки качества шва и правильности действий сварщика во время
сварки. [1] Процесс сварки представляет собой совокупность отдельных
взаимосвязанных процессов (горение сварочной дуги, плавление электродного металла
и покрытия, кристаллизация сварочной ванны, затвердевание шлака и др.),
протекающих одновременно. Выделить какойлибо из этих процессов или
распределить их в строгой временной очередности один за другим практически
невозможно. Поэтому обучающийся должен одновременно контролировать,
корректировать и поддерживать на определенном уровне множество различных
параметров (угол наклона, направление, скорость перемещения и подачи электрода в
зону сварки, размеры сварочной ванны и т.п.). Все это, в сочетании с трудностьюоперативной оценки качества сварного шва во время его образования, затрудняет
учащемуся установить связь между его действиями и качеством сварного соединения
[2]. Изучив все эти научные утверждения, мы пришли к выводу о том, что:
1. Особенности процесса сварки не позволяют инструктору одновременно показать
движения электрода, объяснить их технологическую значимость и раскрыть сущность
трудовых приемов. Это затрудняет формирование у обучающегося зрительного образа
действий, который является одним из основных компонентов ориентировочной основы
действий.
1.Смаллбоне К. «Улучшение качества жизни посредством оптимального использования сварочных технологий //
Стоматическая сварка 2008. №11. С.30 – 39.
2. Шалимов М.Н. «Предаттестационная подготовка специалистов сварочного производства» // Сварка и Диагностика.
2007. №3 С 10 – 12.
Двигательные ошибки: их предупреждение и исправление
2.Также выполнить движение сразу правильно, без ошибок в обычных условиях,
как правило, оказывается невозможно. Данное обстоятельство очень осложняет
процесс освоения движений. Некоторые ошибки обусловлены
закономерностями формирования двигательного навыка, другие связаны с
отсутствием необходимых представлений, третьи – с несоблюдением определенных
условий и т.п.
Успех в освоении движений во многом зависит от того, насколько правильно
определены причины происхождения двигательных ошибок и насколько методы их
исправления соответствуют истинным причинам их возникновения. Наиболее
типичными являются следующие группы ошибок:
внесение в двигательный акт дополнительных ненужных движений; закрепощенность движений, несоразмерность мышечных усилий, ненужное
привлечение дополнительных групп мышц;
отклонения в направлении и амплитуде движений;
искаженность общего ритма двигательного действия;
выполнение движения на недостаточно высокой скорости.
Основными причинами этих ошибок являются:
неправильное или недостаточно полное представление о структуре и
двигательном составе осваиваемого двигательного действия;
неправильное или недостаточно полное понимание двигательной задачи;
недостаточность двигательного опыта занимающегося;
недостаточная физическая подготовленность занимающегося;
неуверенность, боязнь, чувство утомления и т.п.;
1.Чебышева В.В. «Психология трудового обучения» трудовые умения, навыки и условия трудового обучения.
М.: Просвещение, 1960. 303 с.
2.Сидоров В.Н., Столбов В.И. Организационно – техническое обеспечение непрерывной практической
подготовки сварщиков и специалистов сварочного производства // Сварка и Диагностика. 2007. №4. С 5 – 7.
неправильная организация процесса освоения двигательного действия.
Тренировка и тренажеры
3.Поэтому одним из важных этапов профессионального обучения является
тренировка, в процессе которой закрепляются правильность, точность и быстрота
действий. В этой связи мы можем утверждать, что целесообразно начинать обучение
на сварочном тренажёре.
Процесс овладения профессиональными задачами начинается с приобретения
знаний. Затем должны следовать упражнения, так как одно только знание правильных
способов выполнения действий не может обеспечить их успешного осуществления. В
психологии и педагогике упражнением называется многократно повторяемое
выполнение действий, организованное определенным образом с целью развитияумений и навыков. Различаются два типа упражнений: учебные и тренировочные.
Учебные расширяют связи, помогают уяснить принципы решения. [1]
Тренировочные упражнения направлены на отработку и доведение до
автоматизма умственных действий, закрепление их правильного выполнения,
точности, быстроты. Тренировочные упражнения отличаются от учебных тем, что в
них постоянно повторяются действия, уже освоенные в учебных упражнениях, но в
постепенно усложняющихся условиях; повышаются требования к правильности,
точности, скорости; возрастает умственная и физическая нагрузка, создаются более
сложные ситуации.
Разработанный комплект аппаратуры, тренажера сварщика малоамперный
дуговой МДТС05М ОБЦ 613 УХЛ, позволяет в производственных условиях
определить исходные уровни профессиональнозначимых функций и тренировать
выполнение простейших приемов сварки. В комплект аппаратуры входит прибор для
оценки координации движений по точности попадания концом имитатора электрода
при зрительном контроле движений и без него в одну из заданных точек,
расположенных в пределах моторного поля, при различном времени, отводимом на
выполнение каждого движения.
1.Полсков С.И. Дидактика подготовки специалистов сварочного производства с применением информационных
технологий // Дидактика современного учебного предмета. М.: Институт теории и истории педагогика Российской
академии образования. 2006. С 262 – 265.
Тактильную и мышечносуставную чувствительность оценивают по способности
ученика определять продолжительность касания имитатором электрода поверхности и
разности ощущений изменения притяжения имитатора электрода. Зрительно
двигательную координацию оценивают по способности ученика непрерывно в течение
1,52 минут следить концом имитатора электрода за равномерно перемещающейся с
заданной регулируемой скоростью мишенью. Статическую выносливость мышц
рабочей руки определяют прибором, предназначенным для зрительнодвигательной
координации при сжатии рукой усилием 50150 Н пружины, вмонтированной в
рукоятку имитатора электрододержателя.
Оценка контрастной цветовой чувствительности зрения производится по
критической частоте слияния миганий источника света различного цвета.Объективная количественная оценка уровня развития профессиональнозначимых
функций позволяет на стадии профессиональной ориентации и отбора рекомендовать
обучаемому сменить профессию, если острота зрения или контрастная цветовая
чувствительность неудовлетворительны, или указать, какие функции и до какого
уровня необходимо развивать для успешного освоения профессии. После достижения
требуемого уровня развития профессиональнозначимых функции обучаемый
приступает к освоению основных несложных приемов сварки [1].
1.Кривин В.В. Ишигов И.О. Моделировании виртуального пространства оператора сварщика ручной дуговой сварки //
Информационно – вычислительные технологии и их приложение Пенза? ПГСХА., 2006 .С 133 – 136.
ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
Чтобы наше исследование рассматривалось не только с одной стороны, мы
просчитали затратную часть эксперимента. Просчитаем затраты на одного участника,
затем сравним с результатами исследования.
Берётся расчетное время цикла сварки tц [1] на один электрод
tц= tсв+ tп tц= 6+4 =10 мин.где: tц – ученическая норма времени (цикла) сварки из расчета на один электрод;
tсв – время сварки = 6 мин. ученическая норма времени на сварку одним
электродом;
tп – время паузы = 4 мин. время на смену электрода + отчистка сварного шва
от шлака + анализ выполненной работы.
Зная количество отработанного времени 105 часов (см. приложение №) и время,
затрачиваемое на один электрод 10 мин., можно рассчитать количество циклов и
затраченных электродов за весь период обучения.
Отсюда:
Кц = tот/tц
Переведем часы в минуты
105 * 60 = 6300
Кц = 6300/10 = 630
Где:
Кц – количество циклов;
tот – отработанное время, (10мин ).
Количество циклов равняется количеству затраченных электродов 630 штук.
Кц= Кэ
Отнимаем 30% на подготовительные работы (вводный инструктаж +
переодевание в рабочую спецодежду + подготовка рабочего места + уборка рабочего
места + заключительный инструктаж)
900 – 30% = 441 шт.
Для более ясной картины переводим количество электродов в килограммы
электродов на одного ученика.Для начала узнаем вес одного электрода по формуле [2].
m=dv
где:
m – масса изделия, г;
d – плотность [], г/см3;
v – объем изделия, см3.
узнаем площадь круга S:
S = πr2 = 3,14 * 2,25 = 7,065 мм3
где:
r – радиус электрода в мм.
находим объем электрода по формуле []:
V = SL
7,065 * 350 = 2472,75 мм3
Рассчитываем
массу одного электрода. Плотность берем из справочной
литературы, [] где плотность железа = 7,8 гм/мм2.
Находим массу одного электрода:
m=dv 7,8 * 2,5 = 19,5 гр.
к 19,5 гр весу металлического стержня электрода, прибавляем вес обмазки, в
данном случае он составляет 0,5 гр ,в итоге получаем
19,5+0,5=20 гр
вес электрода диаметром 3 мм.Зная количество электродов, просчитаем вес , затраченный группой А и группой
С за весь период обучения.
Группой А было израсходовано:
mоб = Кэ * mэ = 441 * 20 = 8820 гр = 8,820 кг.
Группа С затратила:
так как группой С было затрачено времени на практические задания в двое
меньше, делим найденное количество на два
8,820 /2 = 4,41 кг.
В итоге мы имеем по группе С при затратах в два раза меньше, качество
подготовки выше.
Данное исследование показало, что использование компьютерного тренажёра в
процессе подготовки профессиональных сварщиков помогает подготовить более
квалифицированных специалистов, снижая при этом затраты на материалы и
оборудование, экономя время и деньги государства.
ЗАКЛЮЧЕНИЕ
В результате данного исследования, была составлена технологическая карта,
проведен обзор научной литературы, взяты за основу ключевые положения научных
трудов и экспериментально проверена верность их утверждения на практике. Наисследование было затрачено 105 часов и даны были рекомендации по практическому
применению выводов по научной работе.
Особенности процесса сварки не позволяют инструктору одновременно показать
движения электрода, объяснить их технологическую значимость и раскрыть сущность
трудовых приемов. Это затрудняет формирование у обучающегося зрительного образа
действий, который является одним из основных компонентов ориентировочной основы
действий.
Также выполнить движение сразу правильно, без ошибок в обычных условиях, как
правило, оказывается невозможным. Данное обстоятельство очень осложняет процесс
освоения движений.
Некоторые ошибки обусловлены закономерностями
формирования двигательного навыка, другие связаны с отсутствием необходимых
представлений, третьи – с несоблюдением определенных условий и т.п.
Успех в освоении движений во многом зависит от того, насколько правильно
определены причины происхождения двигательных ошибок и насколько методы их
исправления соответствуют истинным причинам их возникновения.
Поэтому одним из важных этапов профессионального обучения является
тренировка, в процессе которой закрепляются правильность, точность и быстрота
действий. В этой связи мы можем утверждать, что целесообразно начинать обучение и
отрабатывать приёмы техники сварки на сварочном тренажёре.
31
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ1. Смаллбоне К.Улучшение качества жизни посредством оптимального использования сварочных
технологий//Стоматическая сварка. 2008.№11.С.ЗОД39.
2. Миддельдорф К., Хофе фон Д. Тенденции развития технологии соединения материалов // Автоматическая
сварка. 2008.№ 11. С. 39 Ш47.
3. 3malibonc C.The in odukation and training forthird world countries Part. 1 //FWP: Materials engineering.Jomral
1992. Vol. 32. № 4. P. 25,127.
4. Gmllbono C. The challongos in oducation and training forthird world countries Part.2//FWP: Materials
engineering journal. 1992. Vol. 32. №51 P. 11&16.
5.Когурех., Фудзита Ю. Системы аттестации и сертификации сварочного персонала в Японии //
Автоматическая сварка. 2003. № 10 – 11 . С. 1/8 – 182
6.Организация работ по аттестации сварочного производства на строительных объектах
А.С. Орлов, В.Ф. Лукьянов А.И. Прилуцкий. 1.Жабин // Сварка и диагностика. 2008 №6. С. 5 – 8.
7.Ю.Фролов , В.А. Федоров, С.А. Организация системы непрерывного многоуровневого профессионального
образования на основе государственного кадрового заказа // Сварочное производство. 2006. №12. С. 40 50.
8.Лернер И.Я. Дидактические основы методов обучения. М.: Педагогика, 1981. 254 с.
9. Н. А. Бернштейн Психофизиология трудовых, спортивных движений и действий в норме и патологии. М.:
Основы психомоторики 1946 г. с 20 – 27.
10. Кривин Н.Н., Ишигов И.О. Моделирование виртуального пространства оператора – сварщика ручной
дуговой сварки. // Информационно – вычислительные технологии и их приложения Пенза:. ПГСХА, 2006.
С.133 136.
Приложение.
32БЕКІТЕМІН:
Директордың ОӨЖ
жөніндегі орынбасары
____ Г.Г. Лысянский
«__»_______20___ ж.
УТВЕРЖДАЮ:
Зам. Директора по УПР
__________Г.Г. Лысянский
«___»____________20___г.
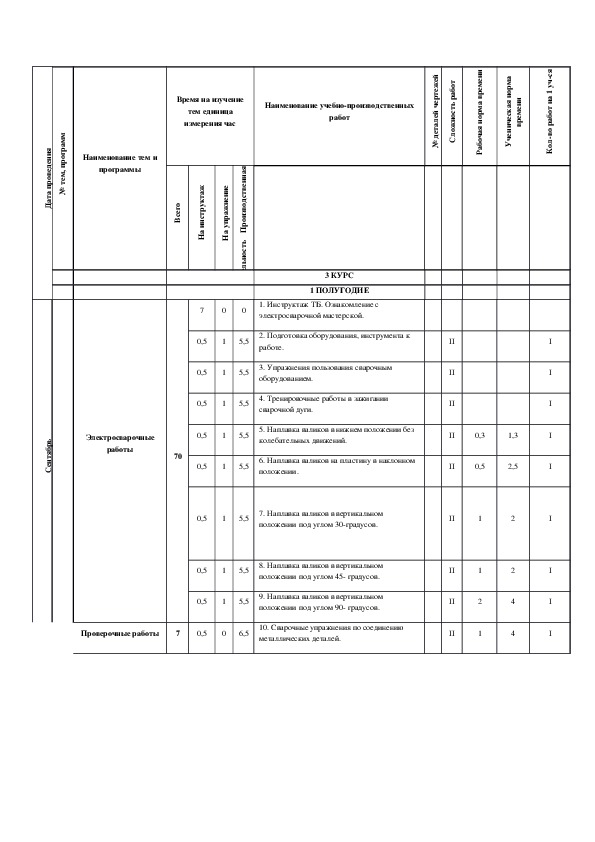
ПЛАН
Производственного обучения учащихся
в электросварочной мастерской
на 2010 2011 учебный год
Профессия: «Специалист коммунального хозяйства и инженерных систем»,
«Строитель широкого профиля»
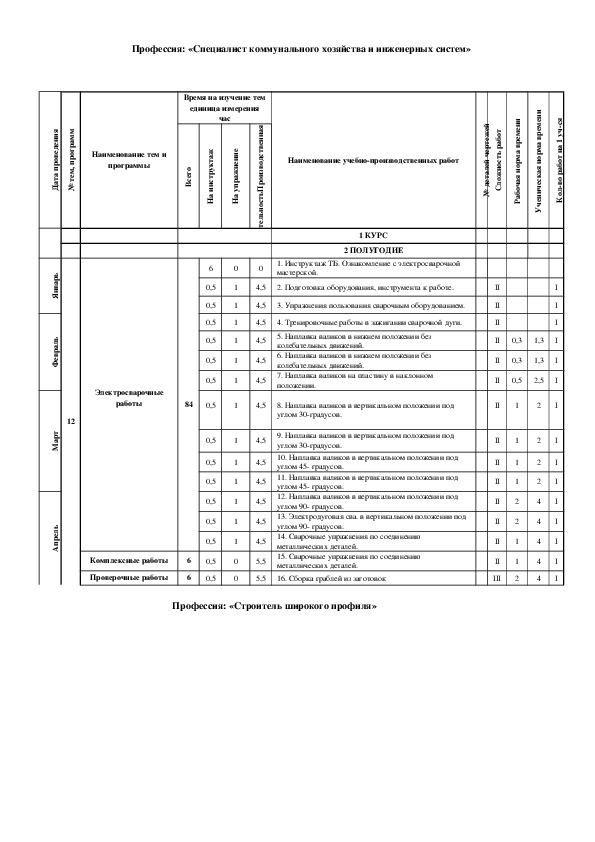
Мастер п/о Завгородний А.В.Профессия: «Специалист коммунального хозяйства и инженерных систем»
Время на изучение тем
единица измерения
час
я
и
н
е
д
е
в
о
р
п
а
т
а
Д
м
м
а
р
г
о
р
п
,
м
е
т
№
Наименование тем и
программы
о
г
е
с
В
ь
р
а
в
н
Я
ь
л
а
р
в
е
Ф
т
р
а
М
ь
л
е
р
п
А
Электросварочные
работы
84
0,5
12
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
Комплексные работы
Проверочные работы
6
6
ж
а
т
к
у
р
т
с
н
и
а
Н
6
0,5
0,5
0,5
0,5
0,5
0,5
я
а
н
н
е
в
т
с
д
о
в
з
и
о
р
П
ь
т
с
о
н
ь
л
е
т
я
е
д
0
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
5,5
5,5
е
и
н
е
н
ж
а
р
п
у
а
Н
0
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
Наименование учебнопроизводственных работ
й
е
ж
е
т
р
е
ч
й
е
л
а
т
е
д
№
т
о
б
а
р
ь
т
с
о
н
ж
о
л
С
и
н
е
м
е
р
в
а
м
р
о
н
я
а
ч
о
б
а
Р
и
н
е
м
е
р
в
а
м
р
о
н
я
а
к
с
е
ч
и
н
е
ч
У
я
с
ч
у
1
а
н
т
о
б
а
р
о
в
л
о
К
1 КУРС
2 ПОЛУГОДИЕ
1. Инструктаж ТБ. Ознакомление с электросварочной
мастерской.
2. Подготовка оборудования, инструмента к работе.
3. Упражнения пользования сварочным оборудованием.
4. Тренировочные работы в зажигании сварочной дуги.
5. Наплавка валиков в нижнем положении без
колебательных движений.
6. Наплавка валиков в нижнем положении без
колебательных движений.
7. Наплавка валиков на пластину в наклонном
положении.
8. Наплавка валиков в вертикальном положении под
углом 30градусов.
9. Наплавка валиков в вертикальном положении под
углом 30градусов.
10. Наплавка валиков в вертикальном положении под
углом 45 градусов.
11. Наплавка валиков в вертикальном положении под
углом 45 градусов.
12. Наплавка валиков в вертикальном положении под
углом 90 градусов.
13. Электродуговая сва. в вертикальном положении под
углом 90 градусов.
14. Сварочные упражнения по соединению
металлических деталей.
15. Сварочные упражнения по соединению
металлических деталей.
16. Сборка граблей из заготовок
II
II
II
II
II
II
II
II
II
II
II
II
II
II
III
0,3
0,3
0,5
1,3
1,3
2,5
1
1
1
1
2
2
1
1
2
2
2
2
2
4
4
4
4
4
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
Профессия: «Строитель широкого профиля»Время на изучение
тем единица
измерения час
Наименование учебнопроизводственных
работ
м
м
а
р
г
о
р
п
,
м
е
т
№
я
и
н
е
д
е
в
о
р
п
а
т
а
Д
Наименование тем и
программы
о
г
е
с
В
Электросварочные
работы
70
ь
р
б
я
т
н
е
С
я
а
н
н
е
в
т
с
д
о
в
з
и
о
р
П
ь
т
с
о
н
ь
л
е
т
я
е
д
0
5,5
5,5
5,5
5,5
5,5
е
и
н
е
н
ж
а
р
п
у
а
Н
0
1
1
1
1
1
ж
а
т
к
у
р
т
с
н
и
а
Н
7
0,5
0,5
0,5
0,5
0,5
3 КУРС
1 ПОЛУГОДИЕ
1. Инструктаж ТБ. Ознакомление с
электросварочной мастерской.
2. Подготовка оборудования, инструмента к
работе.
3. Упражнения пользования сварочным
оборудованием.
4. Тренировочные работы в зажигании
сварочной дуги.
5. Наплавка валиков в нижнем положении без
колебательных движений.
6. Наплавка валиков на пластину в наклонном
положении.
0,5
1
5,5
7. Наплавка валиков в вертикальном
положении под углом 30градусов.
0,5
0,5
Проверочные работы
7
0,5
1
1
0
5,5
5,5
6,5
8. Наплавка валиков в вертикальном
положении под углом 45 градусов.
9. Наплавка валиков в вертикальном
положении под углом 90 градусов.
10. Сварочные упражнения по соединению
металлических деталей.
й
е
ж
е
т
р
е
ч
й
е
л
а
т
е
д
№
т
о
б
а
р
ь
т
с
о
н
ж
о
л
С
и
н
е
м
е
р
в
а
м
р
о
н
я
а
ч
о
б
а
Р
а
м
р
о
н
я
а
к
с
е
ч
и
н
е
ч
У
и
н
е
м
е
р
в
я
с
ч
у
1
а
н
т
о
б
а
р
о
в
л
о
К
II
II
II
II
II
II
II
II
II
0,3
0,5
1,3
2,5
1
1
2
1
2
2
4
4
I
I
I
I
I
I
I
I
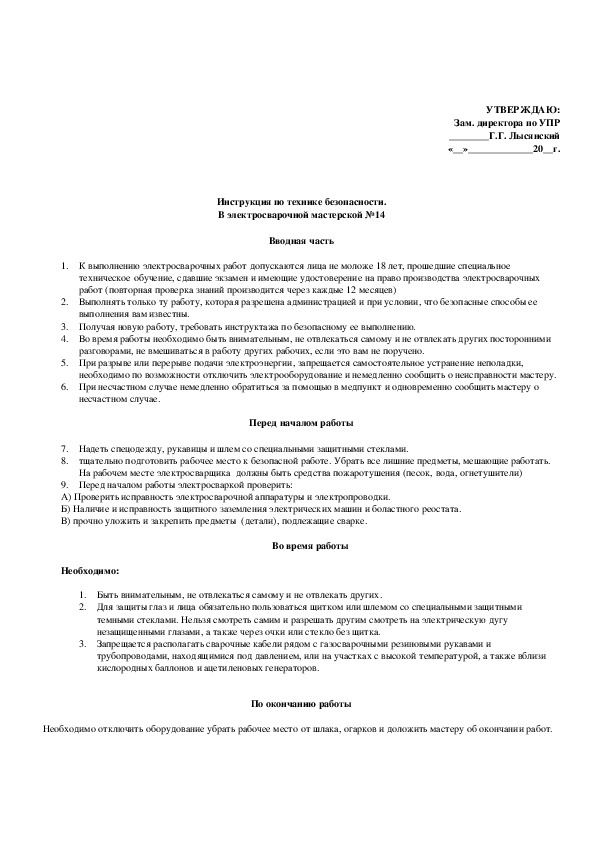
IУТВЕРЖДАЮ:
Зам. директора по УПР
________Г.Г. Лысянский
«__»_____________20__г.
Инструкция по технике безопасности.
В электросварочной мастерской №14
Вводная часть
1. К выполнению электросварочных работ допускаются лица не моложе 18 лет, прошедшие специальное
техническое обучение, сдавшие экзамен и имеющие удостоверение на право производства электросварочных
работ (повторная проверка знаний производится через каждые 12 месяцев)
2. Выполнять только ту работу, которая разрешена администрацией и при условии, что безопасные способы ее
выполнения вам известны.
3. Получая новую работу, требовать инструктажа по безопасному ее выполнению.
4. Во время работы необходимо быть внимательным, не отвлекаться самому и не отвлекать других посторонними
разговорами, не вмешиваться в работу других рабочих, если это вам не поручено.
5. При разрыве или перерыве подачи электроэнергии, запрещается самостоятельное устранение неполадки,
необходимо по возможности отключить электрооборудование и немедленно сообщить о неисправности мастеру.
6. При несчастном случае немедленно обратиться за помощью в медпункт и одновременно сообщить мастеру о
несчастном случае.
Перед началом работы
7. Надеть спецодежду, рукавицы и шлем со специальными защитными стеклами.
8.
тщательно подготовить рабочее место к безопасной работе. Убрать все лишние предметы, мешающие работать.
На рабочем месте электросварщика должны быть средства пожаротушения (песок, вода, огнетушители)
9. Перед началом работы электросваркой проверить:
А) Проверить исправность электросварочной аппаратуры и электропроводки.
Б) Наличие и исправность защитного заземления электрических машин и боластного реостата.
В) прочно уложить и закрепить предметы (детали), подлежащие сварке.
Необходимо:
Во время работы
1. Быть внимательным, не отвлекаться самому и не отвлекать других.
2. Для защиты глаз и лица обязательно пользоваться щитком или шлемом со специальными защитными
3.
темными стеклами. Нельзя смотреть самим и разрешать другим смотреть на электрическую дугу
незащищенными глазами, а также через очки или стекло без щитка.
Запрещается располагать сварочные кабели рядом с газосварочными резиновыми рукавами и
трубопроводами, находящимися под давлением, или на участках с высокой температурой, а также вблизи
кислородных баллонов и ацетиленовых генераторов.
Необходимо отключить оборудование убрать рабочее место от шлака, огарков и доложить мастеру об окончании работ.
По окончанию работы