Поделиться

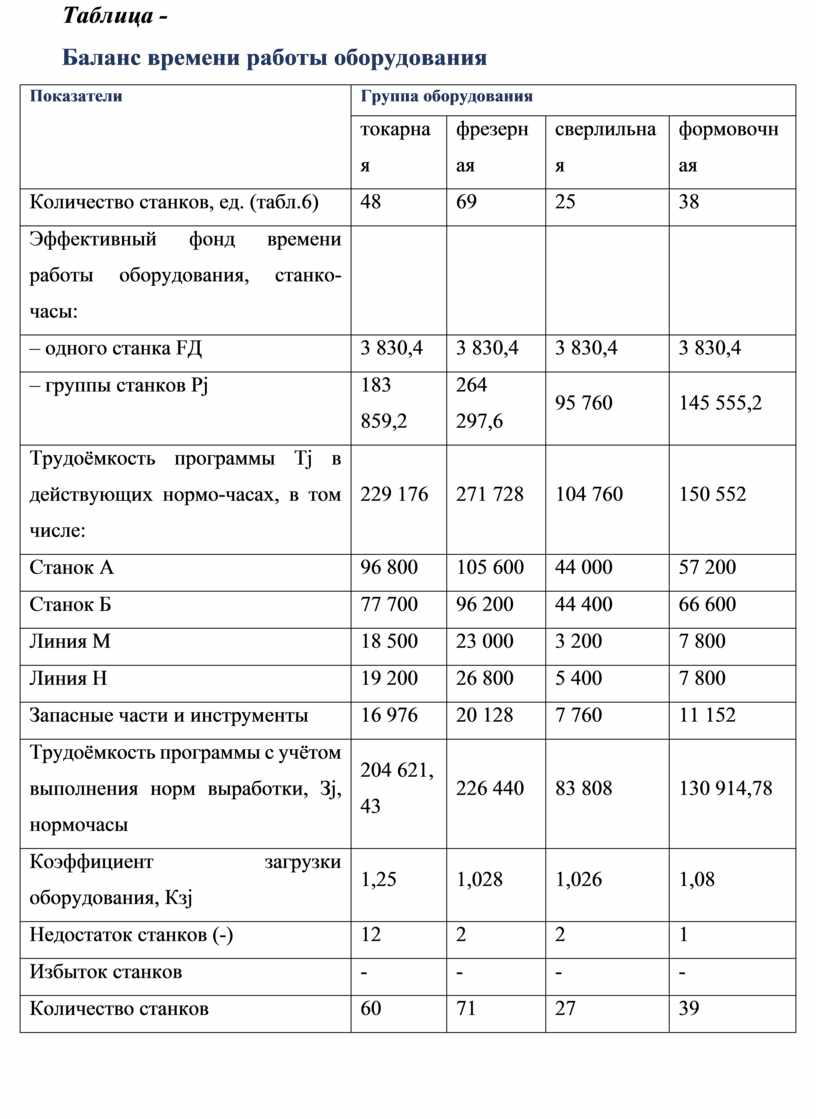
Показатели |
Группа оборудования |
|||
|
токарная |
фрезерная |
сверлильная |
формовочная |
|
|
Количество станков, ед. (табл.6) |
48 |
69 |
25 |
38 |
|
Эффективный фонд времени работы оборудования, станко-часы: |
|
|
|
|
|
– одного станка FД |
3 830,4 |
3 830,4 |
3 830,4 |
3 830,4 |
|
– группы станков Pj |
183 859,2 |
264 297,6 |
95 760 |
145 555,2 |
|
Трудоёмкость программы Тj в действующих нормо-часах, в том числе: |
229 176 |
271 728 |
104 760 |
150 552 |
|
Станок А |
96 800 |
105 600 |
44 000 |
57 200 |
|
Станок Б |
77 700 |
96 200 |
44 400 |
66 600 |
|
Линия М |
18 500 |
23 000 |
3 200 |
7 800 |
|
Линия Н |
19 200 |
26 800 |
5 400 |
7 800 |
|
Запасные части и инструменты |
16 976 |
20 128 |
7 760 |
11 152 |
|
Трудоёмкость программы с учётом выполнения норм выработки, Зj, нормочасы |
204 621,43 |
226 440 |
83 808 |
130 914,78 |
|
Коэффициент загрузки оборудования, Кзj |
1,25 |
1,028 |
1,026 |
1,08 |
|
Недостаток станков (-) |
12 |
2 |
2 |
1 |
|
Избыток станков |
- |
- |
- |
- |
|
Количество станков |
60 |
71 |
27 |
39 |
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
