Поделиться

ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
"ПРОФЕССИОНАЛЬНОЕ УЧИЛИЩЕ № 44"
35.01.15 Электромонтер по ремонту и обслуживанию электрооборудования в сельскохозяйственном производстве
___________________
(шифр, наименование профессии)
ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
Тема: Технология монтажа, обслуживания и ремонта пусковых кнопок
и реверсивных пускателей.
Студент Глаголева Лилия Дмитриевна Группа №__4__
(Ф.И.О.)
Работа выполнена ___________________
(подпись студента)
Руководитель работы ___________ Кременской С.А. «___»______2021г.
(подпись) (Ф.И.О.)
К защите допущена
Зам.директора по УПР _________________ Бондарь Т.М.
(подпись) (Ф.И.О.)
Николаевск
 2022
2022
Государственное бюджетное профессиональное
образовательное учреждение
"Профессиональное училище № 44"
|
Рассмотрено на заседании предметно-цикловой комиссии Протокол № __ от «___» _______ 2022 г. |
|
УТВЕРЖДАЮ Зам.директора ГБПОУ «Профессиональное училище № 44» ____________ Т.М.Бондарь «___» __________ 2022 г. |
Задание для выполнения письменной экзаменационной работы по профессии среднего профессионального образования
35.01.15 Электромонтер по ремонту и обслуживанию электрооборудования в сельскохозяйственном производстве
|
Группа |
4 |
|
ФИО студента |
Глаголева Лилия Дмитриевна |
|
Тема письменной экзаменационной работы |
Технология монтажа, обслуживания и ремонта пусковых кнопок и реверсивных пускателей.
|
РЕЦЕНЗИЯ НА ПИСЬМЕННУЮ ЭКЗАМЕНАЦИОННУЮ РАБОТУ
Руководитель работы _____________ Кременской С.А. «___»______202_г.
(подпись, Ф.И.О.)
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
ГЛАВА1. ТЕХНОЛОГИЯ МОНТАЖА, ОБСЛУЖИВАНИЯ И РЕМОНТА ПУСКОВЫХ КНОПОК И РЕВЕРСИВНЫХ ПУСКАТЕЛЕЙ
1.1 Назначение и конструкция
1.2 Технические характеристики
1.3 Монтаж
1.4 Техническое обслуживание
1.5 Ремонтные работы
ГЛАВА 2. ПРАКТИЧЕСКАЯ ЧАСТЬ.
2.1. Сборка электрической схемы квартирного щитка.
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Научно-технический прогресс происходит при все более широком применении электрической энергии. В наше время нет ни одной отрасли народного хозяйства, ни одной научно-исследовательской работы, где бы она так или иначе не использовалась. Применение электроэнергии стало возможным с появлением электротехники - науки о практическом применении электрических и магнитных явлений природы и законов, их описывающих.
Электротехника и электроника заняли важнейшее место в жизни современного общества, так как в промышленности, транспорте, сельском хозяйстве, быту, медицине, культуре они способствуют кардинальному изменению экономических и социальных условий жизни человека.
Дальнейшая механизация и автоматизация процессов на предприятиях, поставки новых более сложных высокопроизводительных машин и агрегатов, требует от электромонтажников не только сокращение сроков ввода в эксплуатацию, но и качество выполнения работ, обеспечивающее высокую надежность, долговечность и безопасность в обслуживании электроустановок.
В условиях напряженной работы предприятий ремонт электрооборудования должен выполняться в предельно сжатые сроки, что возможно при высоком уровне организации ремонтных работ. Поскольку пока не полностью удовлетворяются потребности предприятий в трансформаторах, электрических машинах и аппаратах, своевременный и качественный ремонт этого электрооборудования стал одним из основных факторов, обеспечивающих нормальную работу предприятий.
В процессе ремонта возможны модернизация электрооборудования, изменение в нужном направлении его технических характеристик, повышение экономичности работы.
Многолетняя практика работы электроремонтных цехов предприятий и электроремонтных заводов показала, что свыше 70% поступающего в ремонт поврежденного электрооборудования составляют трансформаторы, электрические машины и коммутационные аппараты, в ремонте которых значительное место занимают электрослесарные работы.
В своей работе я рассмотрел вопросы технического обслуживания и ремонта магнитных пускателей.
1. ТЕХНОЛОГИЯ МОНТАЖА, ОБСЛУЖИВАНИЯ И РЕМОНТА ПУСКОВЫХ КНОПОК И РЕВЕРСИВНЫХ ПУСКАТЕЛЕЙ
1.1. Назначение и конструкция
Пускатели электромагнитные предназначены для применения в стационарных установках для дистанционного пуска непосредственным подключением к сети, остановки и реверсирования трехфазных асинхронных электродвигателей с короткозамкнутым ротором переменного напряжения 660 В частоты 50 и 60 Гц. При наличии трехполюсных тепловых реле серий РТТ и РТЛ пускатели осуществляют защиту управляемых электродвигателей от перегрузок недопустимой продолжительности и от токов, возникающих при обрыве одной из фаз. Пускатели пригодны для работы в системах управления с применением микропроцессорной техники при шунтировании включающей катушки помехоподавляющим устройством или при тиристорном управлении.
Предназначены для дистанционного пуска непосредственным подключением к сети и отключения трехфазных асинхронных электродвигателей с короткозамкнутым ротором. Дополнительные функции: реверсирование, при наличии тепловых реле – защита двигателей от перегрузок недопустимой продолжительности, в т. ч. возникающих при выпадении одной из фаз, изменение схемы включения обмоток Y/A.
1.2. Технические характеристики
Наиболее распространены пускатели серии ПМЕ, ПАЕ. Они служат для управления электродвигателями мощностью до 75 кВт. Обозначения пускателей расшифровываются: ПМЕ – серия, первая цифра после серии – величина (0 – нулевая, 1 – первая, 2 – вторая), вторая цифра – исполнение (1 – открытое, 2 – защищенное, 3 – пылеводонепроницаемое, 43 – с четырьмя замыкающими блок-контактами, 5 – защищенное, 43+2Р – с четырьмя замыкающими и 2 размыкающими блок-контактами, б – пылеводонепроницаемое, 7 – открытое). Третья цифра – возможность реверсирования и наличие тепловой защиты (1 – нереверсивный и без теплового реле, 2 – нереверсивный с тепловым реле, 3 – реверсивный без теплового реле, 4 – реверсивный с тепловым реле).
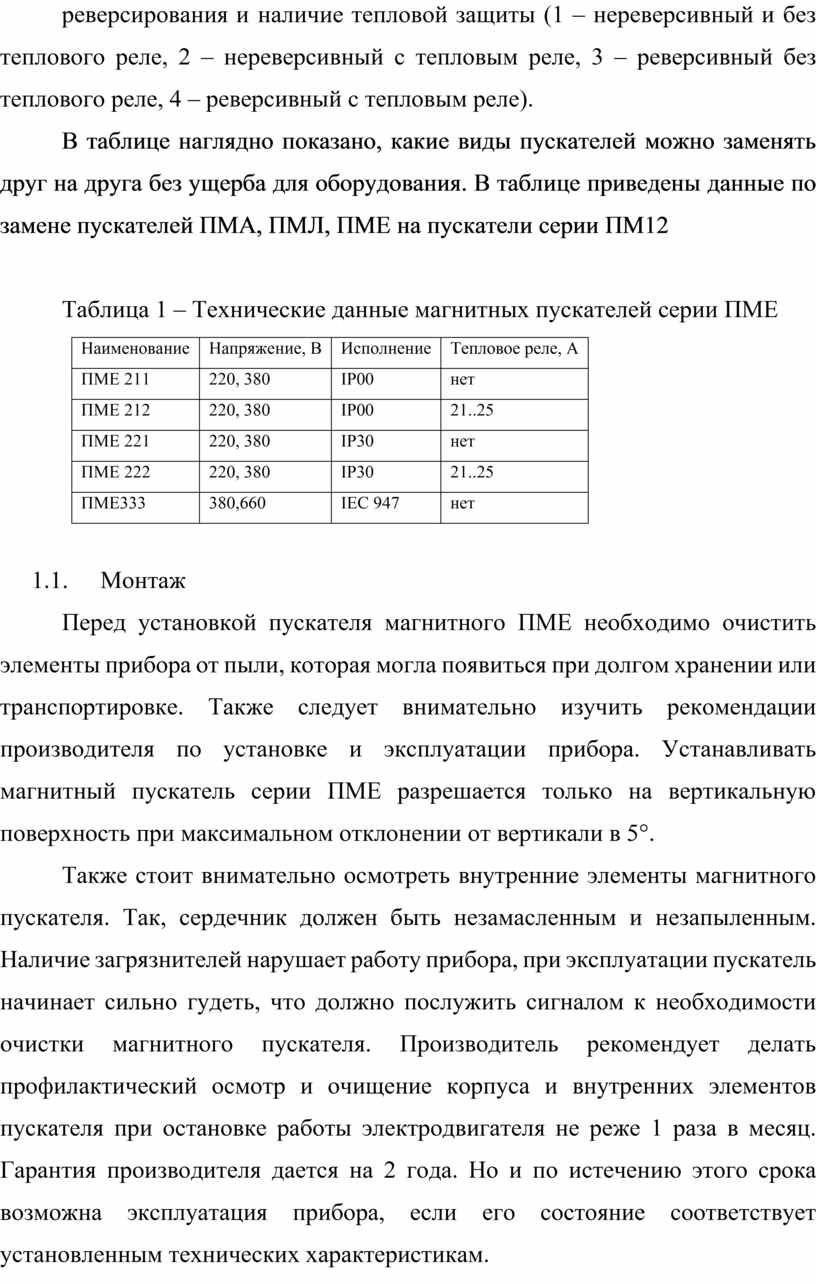
В таблице наглядно показано, какие виды пускателей можно заменять друг на друга без ущерба для оборудования. В таблице приведены данные по замене пускателей ПМА, ПМЛ, ПМЕ на пускатели серии ПМ12
Таблица 1 – Технические данные магнитных пускателей серии ПМЕ
|
Наименование |
Напряжение, В |
Исполнение |
Тепловое реле, А |
|
ПМЕ 211 |
220, 380 |
IP00 |
нет |
|
ПМЕ 212 |
220, 380 |
IP00 |
21..25 |
|
ПМЕ 221 |
220, 380 |
IP30 |
нет |
|
ПМЕ 222 |
220, 380 |
IP30 |
21..25 |
|
ПМЕ333 |
380,660 |
IEC 947 |
нет |
1.3. Монтаж
Перед установкой пускателя магнитного ПМЕ необходимо очистить элементы прибора от пыли, которая могла появиться при долгом хранении или транспортировке. Также следует внимательно изучить рекомендации производителя по установке и эксплуатации прибора. Устанавливать магнитный пускатель серии ПМЕ разрешается только на вертикальную поверхность при максимальном отклонении от вертикали в 5°.
Также стоит внимательно осмотреть внутренние элементы магнитного пускателя. Так, сердечник должен быть незамасленным и незапыленным. Наличие загрязнителей нарушает работу прибора, при эксплуатации пускатель начинает сильно гудеть, что должно послужить сигналом к необходимости очистки магнитного пускателя. Производитель рекомендует делать профилактический осмотр и очищение корпуса и внутренних элементов пускателя при остановке работы электродвигателя не реже 1 раза в месяц. Гарантия производителя дается на 2 года. Но и по истечению этого срока возможна эксплуатация прибора, если его состояние соответствует установленным технических характеристикам.
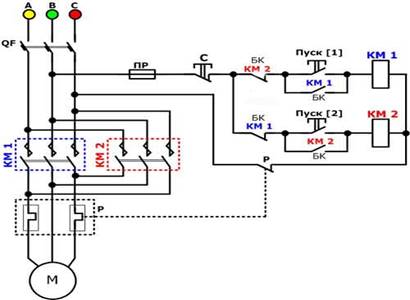
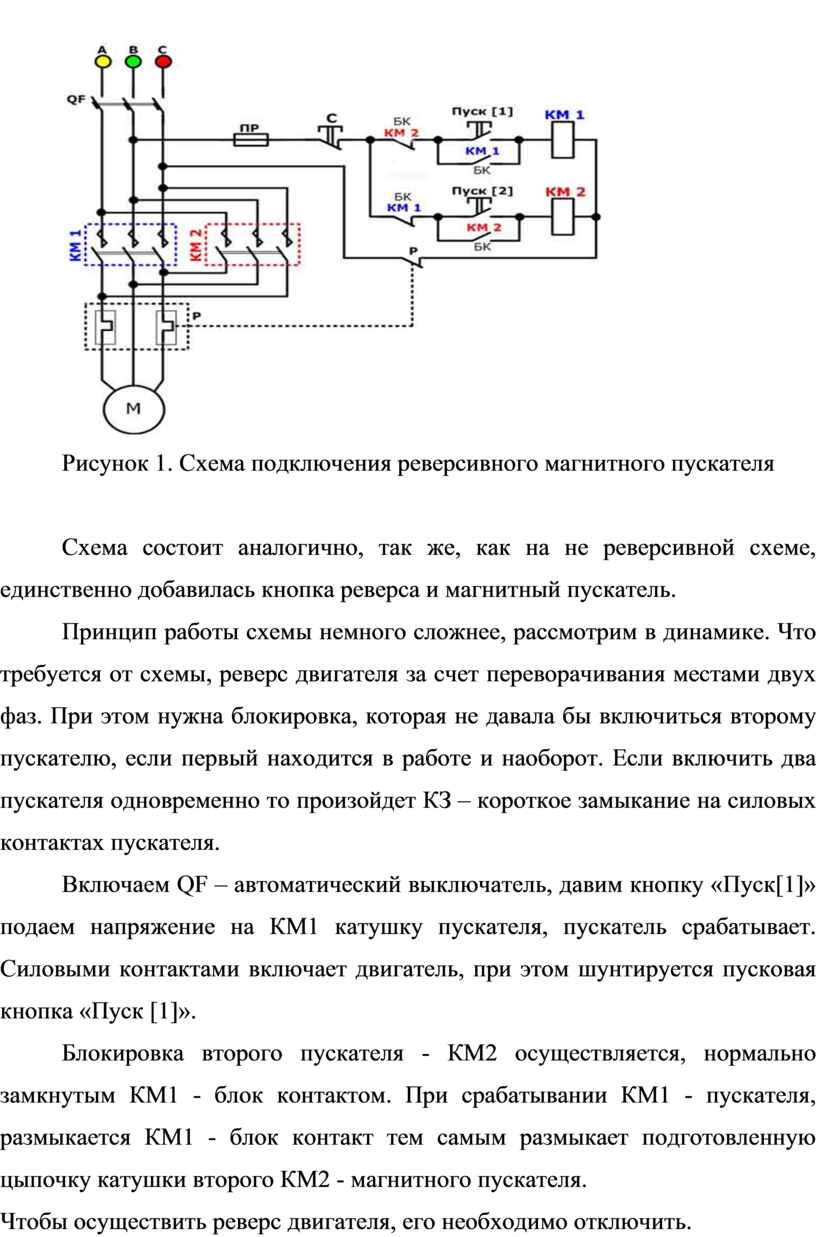
Рисунок 1. Схема подключения реверсивного магнитного пускателя
Схема состоит аналогично, так же, как на не реверсивной схеме, единственно добавилась кнопка реверса и магнитный пускатель.
Принцип работы схемы немного сложнее, рассмотрим в динамике. Что требуется от схемы, реверс двигателя за счет переворачивания местами двух фаз. При этом нужна блокировка, которая не давала бы включиться второму пускателю, если первый находится в работе и наоборот. Если включить два пускателя одновременно то произойдет КЗ – короткое замыкание на силовых контактах пускателя.
Включаем QF – автоматический выключатель, давим кнопку «Пуск[1]» подаем напряжение на КМ1 катушку пускателя, пускатель срабатывает. Силовыми контактами включает двигатель, при этом шунтируется пусковая кнопка «Пуск [1]».
Блокировка второго пускателя - КМ2 осуществляется, нормально замкнутым КМ1 - блок контактом. При срабатывании КМ1 - пускателя, размыкается КМ1 - блок контакт тем самым размыкает подготовленную цыпочку катушки второго КМ2 - магнитного пускателя.
Чтобы осуществить реверс двигателя, его необходимо отключить. Отключаем двигатель, нажатием кнопку «С - стоп», снимается напряжение с катушки, которая находилась в работе. Пускатель и блок контакты под действием пружин возвращаются в исходное положение.
Схема готова к реверсу, нажимаем кнопку «Пуск[2]», подаем напряжение на катушку - КМ2, пускатель - КМ2 срабатывает и включает двигатель в противоположном вращение. Кнопка «Пуск[2]» шунтируется блок контактом - КМ2, а нормально замкнутый блок контакт КМ2 размыкается и блокирует готовность катушки магнитного пускателя - КМ1.
Для надежной работы схемы необходимо, чтобы главные контакты контактора КМ1 разомкнулись раньше, чем произойдет замыкание размыкающих вспомогательных контактов в цепи контактора КМ2. Это достигается соответствующей регулировкой положения вспомогательных контактов по ходу якоря.
При срабатывании теплового реле - «Р», размыкается нормально замкнутый контакт «Р», отключение происходит аналогично.
В серийных магнитных пускателях часто применяют двойную блокировку по приведенным выше принципам. Кроме того, реверсивные магнитные пускатели могут иметь механическую блокировку с перекидным рычагом, препятствующим одновременному срабатыванию электромагнитов контакторов. В этом случае оба контактора должны быть установлены на общем основании.
1.4. Техническое обслуживание
В период между ремонтами проводится техническое обслуживание электроустройств, которое представляет собой комплекс операций или операцию по поддержанию работоспособности или исправности устройства при пользовании по назначению, ожидании, хранении и транспортировании. Устройство при этом не разбирается.
В типовой объем работ по техническому обслуживанию магнитных пускателей входят: очистка от ныли и грязи, смазка трущихся частей, ликвидация видимых повреждений, затяжка крепежных деталей, очистка контактов от грязи и наплывов, проверка исправности кожухов, оболочек, корпусов, проверка работы сигнальных и заземляющих устройств.
Проверять и налаживать тепловые реле рекомендуется в лаборатории, используя специальные электрические устройства. Проверку реле начинают с внешнего осмотра: проверяют наличие пломб, целостность кожуха и плотность прилегания его к цоколю, состояние уплотнений, очистка реле.
После снятия кожуха приступают к внутреннему осмотру: очищают детали, проверяют затяжку винтов, гаек, крепящих пружин, контакты, подпятники, магнитопроводы; проверяют надежность внутренних соединений; регулируют механическую часть реле; контакты тщательно очищают и полируют воронилом (пользоваться надфилем или абразивными материалами нельзя).
Далее измеряют сопротивление изоляции мегаомметром 1000 В между электрическими частями реле и корпусом, которое должно быть не менее 10 МОм, проверяют уставки. Если обнаружены дефекты, выходящие за возможность устранения их в лаборатории, реле заменяют новым.
1.5. Ремонтные работы
В результате эксплуатации, аварий, перегрузок и естественного износа часть электрооборудования и сетей выходит из строя и подлежит ремонту.
Ремонт – это комплекс операций по восстановлению исправности или работоспособности электротехнических устройств, восстановлению их ресурсов или их составных частей. Под операцией ремонта понимают законченную часть ремонта, выполняемую на одном рабочем месте исполнителями определенной специальности, например: очистка, разборка, сварка, изготовление обмоток и т.д.
Существует несколько методов ремонта: ремонт эксплуатирующей организацией, специализированный, ремонт предприятием – изготовителем изделия.
Последние два метода имеют существенные преимущества, которые позволяют достигнуть высоких технико-экономических показателей путем применения не стандартизированного высоко производительного эффективного оборудования, производства запчастей, внедрения современной технологии, близкой к технологии электромашиностроительных заводов, с применением новых материалов.
Эти методы позволяют создать обменный фонд из новых или отремонтированных электрических машин и другого оборудования распространенных серий и типов. Но эти методы исключают возможность оперативного ремонта ответственного и нетипового оборудования, оборудования, изготовленного зарубежными фирмами, и оборудования старых марок. Кроме того, не решается проблема технического обслуживания, составляющего более 80% трудоемкости ремонта электрических сетей и крупногабаритного оборудования (трансформаторные подстанции, распределительные устройства, щиты управления и др.). Надежность, бесперебойность и безопасность работ электрооборудования и сетей может быть обеспечена правильной системой ремонта электрооборудования эксплуатирующей организацией. Такой системой является планово-предупредительный ремонт (ППРЭО), представляющий собой форму организации ремонта, состоящей из комплекса организационно-технических мероприятий, обеспечивающих выполнение технического обслуживания и профилактического ремонта.
В электрических аппаратах чаще всего повреждаются подвижные, неподвижные и дугогасительные контакты. Ремонт в основном заключается в определении неисправности, устранении ее, замене поврежденных и изношенных деталей с последующей регулировкой и испытанием. При эксплуатации контакты очищают от нагара металла, копоти, окислов. Очищают напильником с тонкой (мелкой) насечкой. Устраняют сильный и слабый нажим контактов. Для этого между контактами помещают бумагу (фольгу), оттягивая подвижные контакты через динамометр, вытягивают фольгу. Нормальное усилие 0,5–0,7 кГ. Магнитная система контактов может создавать шум, гудение, причины этого: неплотно прилегает якорь к сердечнику, повреждение короткозамкнутого витка, очень большое натяжение контактов, якорь перекошен по отношению к сердечнику, в местах прикосновения якоря и сердечника имеется ржавчина, у магнитных пускателей и контакторов нельзя допускать разновременности замыкания силовых контактов. Короткозамкнугые витки у контакторов и магнитных пускателей выполняются из меди, латуни и алюминия. Они укладываются в выштампованные пазы на концах сердечника. Обращается внимание на дугогасительные камеры. Отсутствие их может вызвать перекрытие дугой отдельных фаз. Катушки ремонтируют при повреждении каркаса, обрывах, витковых замыканиях и полном сгорании. Обрыв в катушке определяется, если не развивается тяговое усилие и не потребляется ток. Витковое замыкание обнаруживается по ненормальному нагреву и уменьшению тяги.
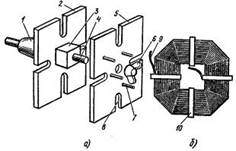
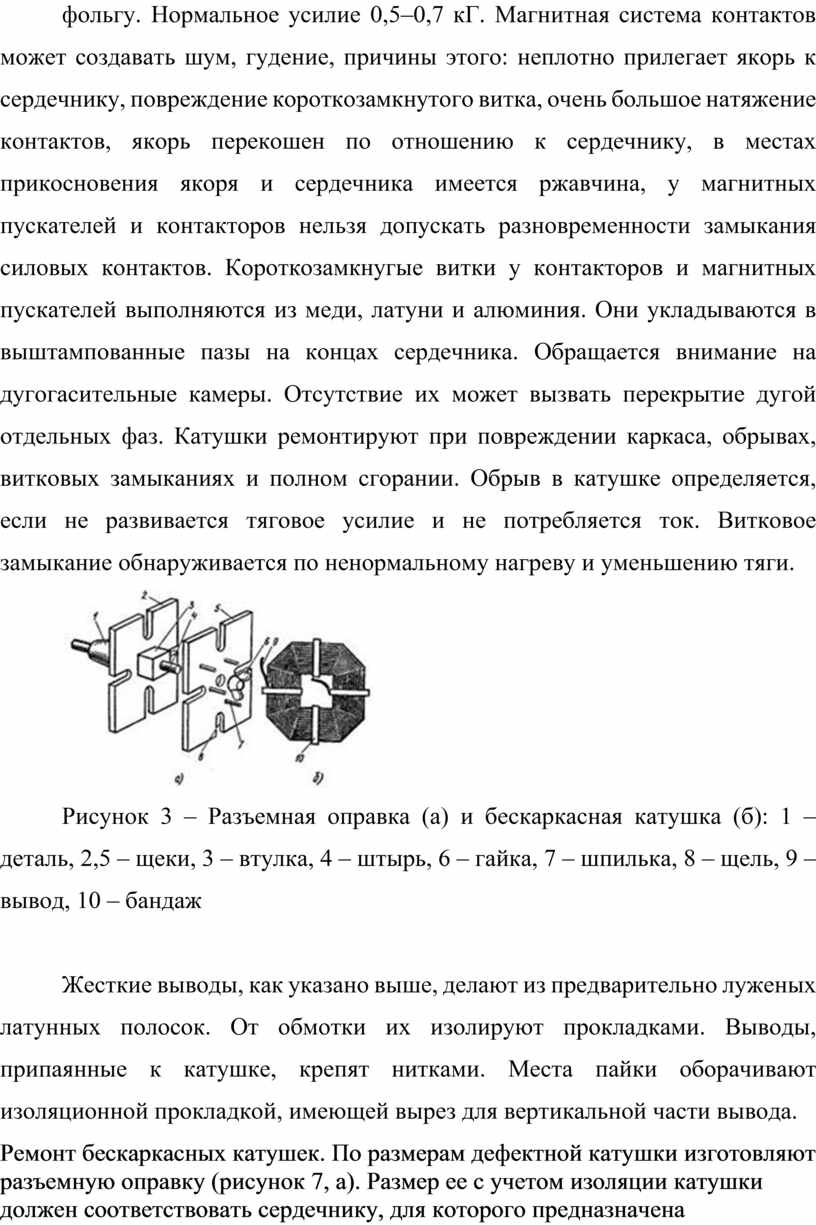
Рисунок 3 – Разъемная оправка (а) и бескаркасная катушка (б): 1 – деталь, 2,5 – щеки, 3 – втулка, 4 – штырь, 6 – гайка, 7 – шпилька, 8 – щель, 9 – вывод, 10 – бандаж
Жесткие выводы, как указано выше, делают из предварительно луженых латунных полосок. От обмотки их изолируют прокладками. Выводы, припаянные к катушке, крепят нитками. Места пайки оборачивают изоляционной прокладкой, имеющей вырез для вертикальной части вывода.
Ремонт бескаркасных катушек. По размерам дефектной катушки изготовляют разъемную оправку (рисунок 7, а). Размер ее с учетом изоляции катушки должен соответствовать сердечнику, для которого предназначена катушка. Оправку устанавливают на токарном станке и закрепляют за деталь 1 или на специальном намоточном приспособлении. На оправку укладывают в четырех местах по периметру тафтяную ленту с таким расчетом, чтобы после намотки катушки ее хватило для устройства бандажа 10 (рисунок 7, б). По тафтяной ленте втулку оправки оборачивают двумя слоями электрокартона толщиной 0,2–0,3 мм и шириной, равной высоте катушки. К началу обмотки припаивают припоем ПОС-30 кусок гибкого медного провода (вывод 9). Место пайки изолируют полоской миканита.
При намотке катушки каждый слой покрывают пропиточным лаком и тонкой электротехнической бумагой шириной на 5–7 мм больше высоты катушки. Эти края бумаги завертывают под крайние витки следующего слоя катушки.
К концу обмотки также припаивают кусок гибкого провода для вывода. Катушку бандажируют ранее уложенной тафтяной лентой. Изготовленные катушки сушат в течение 2 ч в сушильном шкафу при температуре 80–90 °С, проверяют сопротивление изоляции и целостность обмотки. Сразу же после сушки, еще в теплом состоянии, катушку опускают в пропиточную ванну с лаком МЛ-92 и держат до прекращения выделения пузырьков, после чего еще раз сушат в течение 4–5 ч при температуре 100–110 °С. Высушенную обмотку катушки обматывают двумя-тремя слоями изоляционной бумаги, двумя слоями лакоткани или тафтяной лентой, очищают выводы и каркас от слоя лака, наклеивают бирку.
Изоляцию готовой к эксплуатации катушки испытывают переменным током напряжением 2000 В с частотой 50 Гц в течение 1 мин, плавноповышая напряжение. Сопротивление изоляции катушки после испытания не должно быть меньше 0,5 МОм.
Ремонт магнитопровода. Загрязнения удаляют хлопчатобумажной салфеткой, смоченной в бензине; следы коррозии тщательно зачищают стальной щеткой и шлифовальной шкуркой; наклеп на поверхностях соприкосновения сердечника и ярма удаляют шлифовкой поверхности напильником на шлифовальном станке.
Площадь соприкосновения сердечника и ярма проверяют так: берут сложенные вместе листы белой и копировальной бумаги, сжимают с определенным усилием ярмо и сердечник и на бумаге получают отпечаток площади соприкосновения, которая должна быть не менее 70% площади сердечника. Плотность прилегания проверяют щупом 0,05 мм. Щуп не должен входить в пространство между ярмом и сердечником более чем на 5 мм. Места неровностей шабрят вдоль листов стали.
Поврежденный короткозамкнутый виток заменяют новым, изготовленным по размерам дефектного из того же материала. Поврежденный виток распиливают и удаляют. Пазы витка зачищают надфилем и виток закрепляют в пазах.
Уменьшенная величина (менее 0,2 мм) немагнитного (воздушного) зазора между средними кернами сердечника и ярма магнитопровода доводится до нормы 0,2–0,25 мм подпиливанием среднего керна ярма (или сердечника), что проверяется щупом. Допускается непараллельность плоскостей в пределах 0,01 мм.
Очищенные сердечник и ярмо погружают в ванночку с эмалью ГФ-92-ХС так, чтобы поверхности их соприкосновения не были покрыты лаком. Окрашенные детали сушат на воздухе.
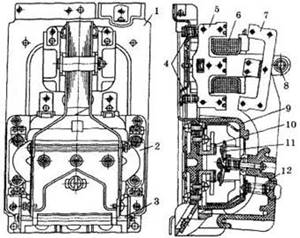
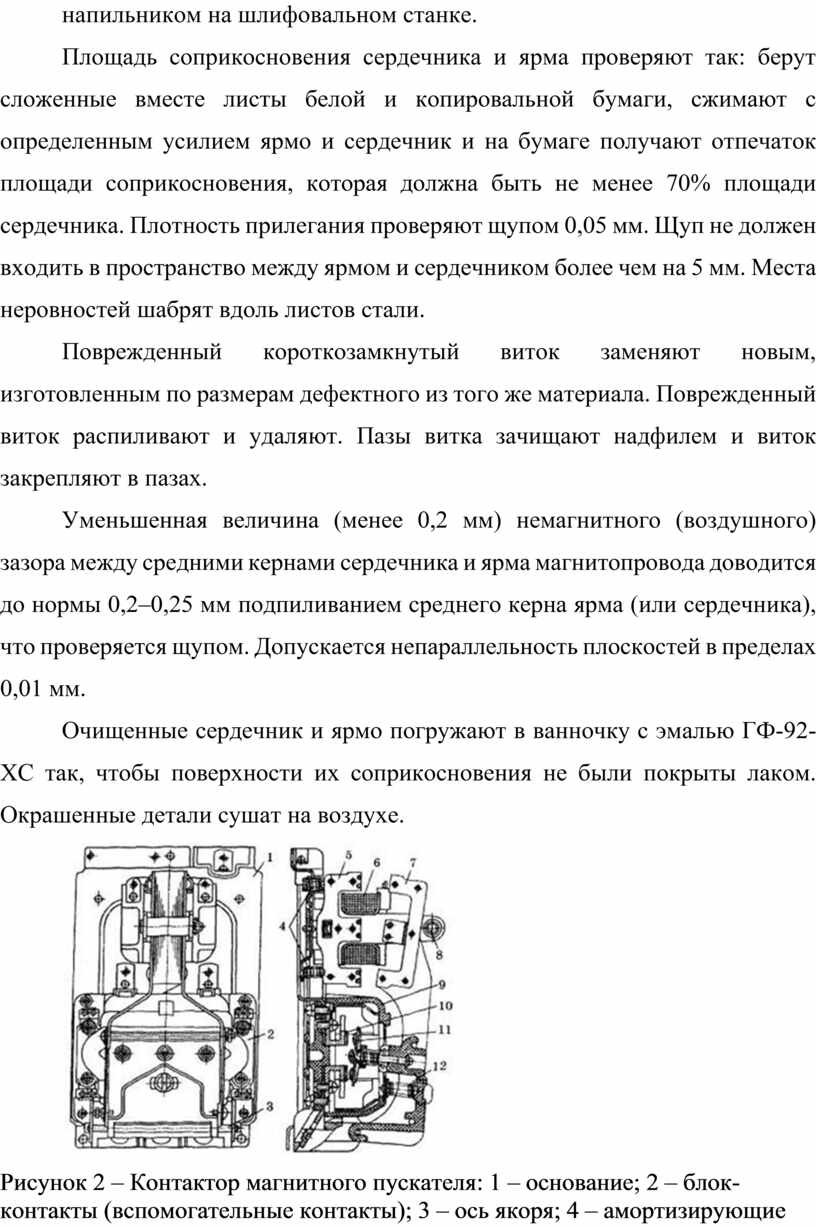
Рисунок 2 – Контактор магнитного пускателя: 1 – основание; 2 – блок-контакты (вспомогательные контакты); 3 – ось якоря; 4 – амортизирующие пружины; 5 – сердечник; 6 – катушка; 7 – якорь; 8 – упор; 9 – изоляционная камера; 10 – неподвижный контакт; 11 – подвижный контакт; 12 – пружина возврата якоря
У контакторов чаще меняют главные контакты, гибкие соединения, дугогасительные камеры, катушки, пружины, короткозамкнутые витки. Сопротивление изоляции обмоток не должно превышать 0,5 МОм. У реле чаще перегорают нагревательные элементы. Для нагревательных элементов применяют нихром, фехраль. Отдельные нагревательные элементы изготавливают методом штамповки. Спиральные нагревательные элементы кадмируют для предохранения от окисления. На рисунке 6 показан контактор магнитного пускателя.
Ремонт контактов. Загрязнения, износ, обгорание, копоть или окисления, наплывы и брызги металла на поверхности подвижных (включая и ножи рубильников) или неподвижных (губки ножей) контактов, а также на пластинах и контактных мостиках устраняются хлопчатобумажной салфеткой, смоченной в бензине, или надфилем. При толщине контактов менее 50% первоначальной величины обгоревшие контакты заменяют новыми. Контакты, имеющие металлокерамическое (серебро-никель) или другое покрытие, обеспечивающее повышенную проводимость или коррозийную стойкость, зачищать напильником или надфилем не разрешается! Контакты очищают хлопчатобумажной салфеткой, смоченной в бензине, а особо ответственные контакты (выключатели 6–10 кВ, реле) спиртом. Напильником с мелкой насечкой, надфилем или стеклянной шкуркой очищают или удаляют нагары и наплывы металла на контактах, не имеющих покрытия. Контактная поверхность должна быть чистой, допускаются раковины площадью не более 1 мм2 и глубиной до 0,2 мм. Толщина губок и ножей рубильников не должна быть меньше 80% первоначальной.
При изломе или ослаблении контактных пружин, повреждениях антикоррозийного покрытия, пружины заменяют.
Ремонт катушек электромагнитов. Катушки бывают каркасными и бескаркасными. Наиболее часто встречающееся повреждение – трещины длиной до 15 мм в каркасе. Их устраняют следующим образом. Поверхность каркаса вокруг трещины очищают от пыли и масла хлопчатобумажной салфеткой, смоченной в бензине. На поверхность трещины наносят слой клея БФ и в течение 10–15 мин подсушивают на воздухе, далее наносят второй слой и выдерживают еще 5–10 мин. После этого склеиваемые части каркаса стягивают тафтяной или хлопчатобумажной изоляционной лентой и высушивают в сушильном шкафу в течение 1,5–2 ч при температуре 100–110 °С, после чего охлаждают и снимают бандаж.
При пониженном сопротивлении изоляции (менее 0,5 МОм) катушку помещают в сушильный шкаф с температурой 60–70 °С на несколько часов. После этого проверяют сопротивление изоляции и, если достигнута норма (не менее 1 МОм), сразу же производят ее пропитку одним из лаков БТ-988 или БТ-987-М и вторично сушат в течение 8 ч при температуре 105 °С.
При повреждении наружного слоя изоляции катушки или обрыве обмоточного провода в верхних слоях обмотки снимают наружную изоляцию обмотки и поврежденные витки до места повреждения или обрыва, припаивают, изолируют место пайки нового обмоточного провода и доматывают требуемое количество витков, повторив операции, которые выполняются при намотке новых катушек.
При значительных повреждениях каркаса, междувитковых замыканиях, обгорании изоляции обмотки на большую глубину катушка должна быть заменена новой.
Ремонт каркасных катушек. Подбирают необходимый для катушки каркас и провод, параметры которого должны соответствовать паспортным данным. Концы провода катушки зачищают шлифовальной шкуркой, облуживают и припоем ПОС-30 припаивают к проводнику вывода. Вывод состоит из листовой или латунной детали с припаянным к ней проводником большего сечения, чем провод обмотки, для обеспечения механической прочности вывода. Место пайки изолируют.
Перед установкой на намоточный станок каркас следует обернуть двойным слоем электроизоляционной бумаги толщиной 0,02–0,03 мм и конец ее приклеить к каркасу. При намотке необходимо следить за тем, чтобы натяжение провода не было чрезмерным, это может вызвать обрыв провода. Провод при намотке должен ложиться ровным плотным слоем. Между 1-м и 2-м слоями обмотки укладывают межслоевую изоляцию из изоляционной бумаги. Если катушка нагревостойкая, то для межслоевой изоляции используют тонкую стеклоткань.
Выводы обмотки могут быть мягкими или жесткими. Мягкие выполняют из гибких монтажных проводов. Место пайки мягкого вывода с обмоткой изолируют поливинилхлоридной трубкой, на которую наклады полоску лакоткани.
ЗАКЛЮЧЕНИЕ
Магнитные пускатели были созданы для запуска электродвигателей. Именно поэтому число силовых полюсов равно числу фаз сети, т.е. трём. Зачастую с ними в комплекте идут тепловые реле перегрузки и корпус с кнопками "стоп" и «пуск».
Но пускатели стали очень удобными и
функциональными предметами. Их стали использовать в быту для подсоединения к
сети разного вида электроприёмников из-за широкого спектра токов, малых
габаритов и возможности автономной установки без распределяющего устройства или
щита.
Магнитный пускатель как и любое
электротехническое устройство нуждается в ремонте.
Уход в процессе эксплуатации может оказать существенное влияние на работу пускателя. Хотя вообще пускатель — аппарат неприхотливый и не требует большого ухода, все же надо иметь в виду, что во время эксплуатации с магнитным пускателем, как и с любым электрическим аппаратом, могут произойти те или иные неприятности (износ и выход из строя отдельных деталей и узлов и др.), для недопущения и устранения которых необходим соответствующий уход.
Уход за пускателем должен начинаться с
правильного его монтажа.
Ремонт магнитного пускателя производят по
результатам тех. обслуживания, и ,обычно, он сводится к замене узлов и деталей,
которые не подлежат восстановлению. К таки запасным частям можно отнести:
катушку, отдельные контакты, контактную группу, детали корпуса, пружину, винты
и зажимную пластину.
СПИСОК ЛИТЕРАТУРЫ
1. Правила устройства электроустановок (ПУЭ). 7-е изд. – М.:Изд-во НЦ ЭНАС, 2003.
2. Правила техники эксплуатации электроустановок потребителей. Энергосервис. - М., 2003.(ПТЭЭ)
3. Акимова Н.А., Котеленец Н.Ф., Сентюрихин Н.И. Монтаж, техническая эксплуатация и ремонт электрического и электромеханического оборудования. - М.: Изд-во «Мастерство», 2002.
4. Атабеков В.Б. Монтаж электрических сетей и силового электрооборудования. – М.: Высшая школа, 2007. Живов М.С. Монтаж осветительных электроустановок. - М.: Высшая школа, 2007.
5. Живов М.С. Электромонтажник по распределительным устройствам промышленных предприятий. – М.: Высшая школа, 2007.
6. Кисаримов Р.А. Ремонт электрооборудования. - М.: Радио Софт, 2005.
7.Сибикин Ю.Д., Сибикин М.Ю. Техническое обслуживание, ремонт электрооборудования и сетей промышленных предприятий. - М.: Академия, 2003.
Размещено на Allbest.ur
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.