Поделиться

СОДЕРЖАТЕЛЬНОЕ ОПИСАНИЕ ЦОК
«Выполнение пригоночных слесарных работ»
1. Информация о разработчике содержательного описания ЦОК
|
ФИО разработчика (введите свои ФИО): |
Батура Евгения Юрьевна |
|
Место работы / регалии разработчика (введите свои место работы и/или регалии): |
1. Государственное бюджетное профессиональное образовательное учреждение Иркутской области «Тайшетский промышленно-технологический техникум». 2. Государственное бюджетное профессиональное образовательное учреждение Иркутской области «Тайшетский промышленно-технологический техникум». |
|
Дата (введите дату заполнения разработчиком данного описания): |
07 апреля 2024 |
2. Общая информация по занятиям на основе ЦОК
|
ФГОС СПО |
Федеральный государственный образовательный стандарт среднего профессионального образования по профессии 15.01.35 Мастер слесарных работ, утвержден Приказом Минпросвещения России от 13 июля 2023 г. № 530 15.01.35 Мастер слесарных работ |
||||||
|
ПООП Профессионалитета |
|
||||||
|
Профессиональный модуль |
ПМ 01 Слесарная обработка деталей, изготовление, сборка и ремонт приспособлений, режущего и измерительного инструмента |
||||||
|
МДК |
МДК.01.01. Технология слесарной обработки деталей, изготовления, сборки и ремонта приспособлений, режущего и измерительного инструмента |
||||||
|
Наименование раздела (укажите наименование раздела согласно УТК) |
Выполнение пригоночных слесарных операций при изготовлении деталей приспособлений, режущего и измерительного инструмента |
||||||
|
Наименование темы (укажите тему согласно УТК) |
Выполнение пригоночных слесарных работ |
||||||
|
Тип занятий и форма проведения (укажите тип и форму проведения занятий на основе ЦОК): |
|
||||||
|
Уровень изучения (укажите один или несколько уровней освоения материала, на которые рассчитан ЦОК): |
Репродуктивный (выполнение деятельности по образцу, инструкции или под руководством). |
||||||
|
Адаптация для студентов с ОВЗ (выберите «да» или «нет» из списка. Для варианта «да» укажите дополнительно категорию ОВЗ) |
Нет |
||||||
|
Учебник (укажите основные печатные и электронные издания, которым соответствует ЦОК) |
Основные печатные издания 1. Мирошин Д. Г. Слесарное дело: Практикум для СПО/Д.Г. Мирошин – М.: Юрайт, 2021 – 247 с. 2. Прошкин С.С. Механика. Сборник задач: Учебное пособие для СПО /С.С. Прошкин, В.А. Самолётов, Н.В. Неменский - М.: Юрайт, 2022 – 293 с. 3. Покровский, Б.С. Основы слесарного дела. Учебник для начального профессионального образования / Б.С. Покровский. - М.: Академия (Academia), 2021. - 602 c. 4. Ткачева Г.В. Слесарные работы. Основы профессиональной деятельности: Учебно-практическое пособие / Ткачева Г.В., Алексеев А.В., Васильева О.В. — М.: КноРус, 2023. — 131 с. 5. Чумаченко Ю.Т. Материаловедение и слесарное дело: Учебник /Ю.Т. Чумаченко, Г.В. Чумаченко. – 2-е изд., стереотип. – М.: КНОРУС, 2022. – 294 с. – (Начальное и среднее профессиональное образование).
Основные электронные издания 1. http://metalhandling.ru – Слесарные работы 2. http://www.domoslesar.ru/– Слесарное дело в вопросах и ответах
|
||||||
|
Ключевые слова (введите через запятую список ключевых слов, характеризующих ЦОК): |
Пригонка, припасовка, притирка, доводка, распиливание, шабрение |
||||||
|
Базовые понятия, единые для среднего профессионального образования (укажите одно или несколько соответствующих понятий из Вашей предметной области - при их наличии) |
Операция Обработка Поверхность Заготовка Инструмент Металл Деталь |
|
|
|
|
||
|
Краткое описание (введите аннотацию занятиям на основе ЦОК): |
ЦОК предназначен для обучающихся по профессии 15.01.35 Мастер слесарных работ. ЦОК может применяться на лекционных и практических занятиях в рамках изучения раздела «Выполнение пригоночных слесарных операций при изготовлении деталей приспособлений, режущего и измерительного инструмента». На занятиях предусмотрено использование следующих типов электронных образовательных материалов: «Галерея изображений (группа изображений по одной тематике)», «Изображение или фото», «Кейсы по работе с информацией», «Самостоятельная работа», «Интерактивный тест». |
||||||
3. Тематическое содержание и планируемые результаты (согласно ФГОС и ПООП-П):
В результате проведения занятий на основе ЦОК по профессиональному модулю Слесарная обработка деталей, изготовление, сборка и ремонт приспособлений, режущего и измерительного инструмента (МДК Технология слесарной обработки деталей, изготовления, сборки и ремонта приспособлений, режущего и измерительного инструмента) обучающийся должен освоить основной вид деятельности ВД1 Слесарная обработка деталей, изготовление, сборка и ремонт приспособлений, режущего и измерительного инструмента и соответствующие ему общие и профессиональные компетенции:
Перечень общих компетенций:
ОК 01. Выбирать способы решения задач профессиональной деятельности применительно к различным контекстам
ОК 04. Эффективно взаимодействовать и работать в коллективе и команде
Перечень профессиональных компетенций:
ПК 1.1. Выполнять подготовку рабочего места, заготовок, инструментов, приспособлений для изготовления режущего и измерительного инструмента в соответствии с производственным заданием с соблюдением требований охраны труда, пожарной, промышленной и экологической безопасности, правилами организации рабочего места.
ПК 1.2. Выполнять слесарную и механическую обработку деталей приспособлений, режущего и измерительного инструмента в соответствии с производственным заданием с соблюдением требований охраны труда.
ПК 1.3. Выполнять пригоночные слесарные операции при изготовлении деталей приспособлений, режущего и измерительного инструмента в соответствии с производственным заданием с соблюдением требований охраны труда.
ПК 1.4. Выполнять сборку и регулировку приспособлений, режущего и измерительного инструмента в соответствии с техническим заданием с соблюдением требований охраны труда
В результате освоения профессионального модуля на основе ЦОК обучающийся должен:
|
Владеть навыками |
Проверка наличия комплекта технической документации |
|
Уметь |
Организовывать рабочее место слесаря инструментальщика в соответствии с выполняемым видом работ (слесарная и механическая обработка, пригоночные слесарные операции, сборка и регулировка). Выбирать рабочий инструмент, приспособления, заготовки для изготовления режущего и измерительного инструмента в соответствии с производственным заданием и технической документацией. Производить расчеты и выполнять геометрические построения. Выполнять слесарную обработку деталей: разметку, рубку правку и гибку металлов, резку металлов, опиливание, сверление, зенкование, зенкерование и развертывание отверстий, нарезание резьбы, клепку, пайку с применением универсальной оснастки. Использовать измерительный инструмент для контроля обработанных изделий на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации. Изготовлять термически не обработанные шаблоны, лекала и скобы. Выполнять механическую обработку металлов на металлорежущих станках: точение, фрезерование, сверление, зенкерование, долбление, протягивание, развертывание; Изготавливать инструмент и приспособления различной сложности прямо-линейного и фигурного очертания (резцы фасонные, фрезы наборные, раз-верстки разжимные, штангенциркули, штампы, кондукторы и шаблоны) с применением универсальной оснастки требующих обработки по 8 - 11 квалитетам на специализированных станках. Изготавливать крупные сложные и точные инструменты и приспособления (специальные и длительные головки, пресс-формы, штампы, кондукторы измерительные приспособления, шаблоны) с большим числом связанных между собой размеров, требующих обработки по 7-10 квалитетам на специализированных станках. |
|
Знать |
Особенности организации рабочего места при выполнении слесарных работ: устройство слесарных верстаков, рациональное распределение рабочих и контрольно-измерительных инструментов, деталей на рабочем месте. Техническая документация и инструкции на производство слесарных работ. Назначение, устройство, правила применения рабочих слесарных инструментов. Назначение, устройство, правила применения и хранения измерительных инструментов, обеспечивающие сохранность инструментов и их точность. Назначение, устройство и правила применения слесарных и контрольно-измерительных инструментов и приспособлений. Требования к спецодежде, индивидуальным средствам защиты слесаря. Общие требования безопасности на рабочем месте слесаря. Виды расчётов и геометрических построений, необходимых при изготовлении сложного инструмента, деталей и узлов. Квалитеты и параметры шероховатости, и обозначение их на чертежах: - система допусков и посадок. Свойства инструментальных и конструкционных сталей различных марок. Влияние температуры детали на точность измерения. Способы термической обработки инструментальных и конструкционных сталей. Способы определения качества закалки и правки обрабатываемых деталей. Способы термообработки точного контрольного инструмента и применяемых материалов. Виды деформации, изменения внутренних напряжений и структуры металлов при термообработке, способы их предотвращения и устранения; Конструктивные особенности сложного специального и универсального инструмента и приспособлений. Устройство и применение металлообрабатывающих станков различных типов. Технология выполнения механической обработки металлов на металлорежущих станках. Технология изготовления инструментов и приспособлений различной сложности прямолинейного и фигурного очертания с применением универсальной оснастки требующих обработки по 8 - 11 квалитетам на специализированных станках. Технология изготовления крупных сложных и точных инструментов и приспособлений с большим числом связанных между собой размеров, требующих обработки по 7-10 квалитетам на специализированных станках.
|
|
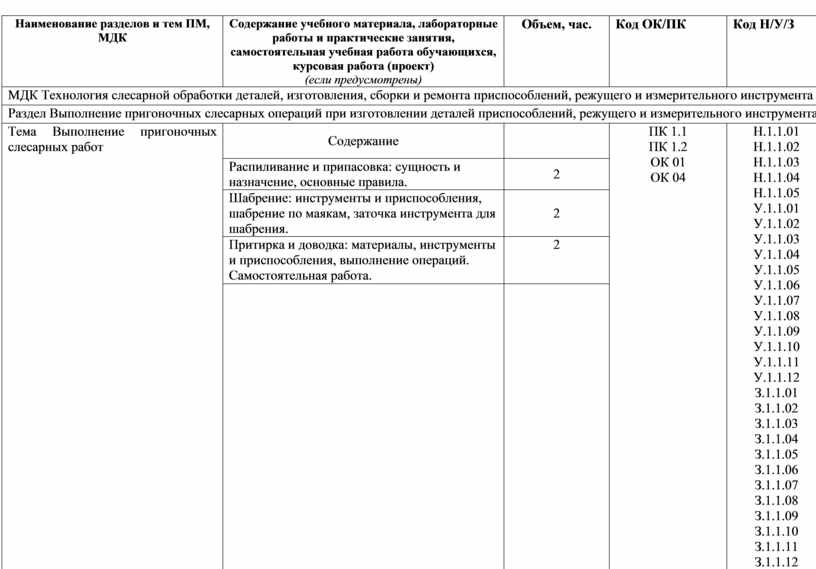
Наименование разделов и тем ПМ, МДК |
Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная учебная работа обучающихся, курсовая работа (проект) (если предусмотрены) |
Объем, час. |
Код ОК/ПК |
Код Н/У/З |
|
МДК Технология слесарной обработки деталей, изготовления, сборки и ремонта приспособлений, режущего и измерительного инструмента |
||||
|
Раздел Выполнение пригоночных слесарных операций при изготовлении деталей приспособлений, режущего и измерительного инструмента |
||||
|
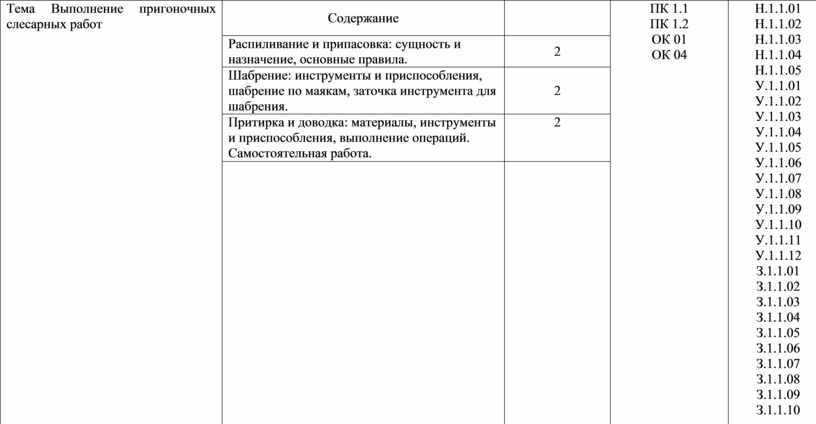
Тема Выполнение пригоночных слесарных работ |
Содержание |
|
ПК 1.1 ПК 1.2 ОК 01 ОК 04 |
Н.1.1.01 Н.1.1.02 Н.1.1.03 Н.1.1.04 Н.1.1.05 У.1.1.01 У.1.1.02 У.1.1.03 У.1.1.04 У.1.1.05 У.1.1.06 У.1.1.07 У.1.1.08 У.1.1.09 У.1.1.10 У.1.1.11 У.1.1.12 З.1.1.01 З.1.1.02 З.1.1.03 З.1.1.04 З.1.1.05 З.1.1.06 З.1.1.07 З.1.1.08 З.1.1.09 З.1.1.10 З.1.1.11 З.1.1.12 З.1.1.13 З.1.1.14 З.1.1.15 З.1.1.16 З.1.1.17 З.1.1.18 З.1.1.19 З.1.1.20 Н.1.2.01 Н.1.2.02 Н.1.2.03 Н.1.2.04 Н.1.2.05 Н.1.2.06 У.1.2.01 У.1.2.02 У.1.2.03 У.1.2.04 У.1.2.05 З.1.2.01 З.1.2.02 З.1.2.03 З.1.2.04 Зо 01.01 Зо 01.02 Зо 01.03 Зо 01.04 Зо 01.05 Зо 01.06 Уо 01.01 Уо 01.02 Уо 01.03 Уо 01.04
Уо 01.05 Уо 01.06 Уо 01.07 Уо 01.08 Уо 01.09 Зо 04.01 Зо 04.02 Уо 04.01 Уо 04.02 |
|
Распиливание и припасовка: сущность и назначение, основные правила. |
2 |
|||
|
Шабрение: инструменты и приспособления, шабрение по маякам, заточка инструмента для шабрения. |
2 |
|||
|
Притирка и доводка: материалы, инструменты и приспособления, выполнение операций. Самостоятельная работа. |
2 |
|||
|
|
|
|||
|
|
|
|||
|
Итого, час |
|
6 |
|
|
4. Образовательный (учебный) материал:
Цель: формирование знаний о технологии выполнения пригоночных слесарных работ.
Задачи:
4.1 Понятийный (терминологический) аппарат.
Необходимо представить понятийный (терминологический) аппарат, характеризующий основное содержание учебного материала данного ЦОК. Понятийный аппарат должен соответствовать предметной области и включать не только термины и определения из теоретической части, но также ключевые понятия, овладение которыми необходимо для применения изученного материала и диагностики.
Рекомендуемый объем – 6-12 терминов, 0,1-0,2 а.л.
Пригонка - обработка одной детали по другой с тем, чтобы выполнить соединение. Для пригонки необходимо, чтобы одна из деталей была совершенно готовой, по ней ведут пригонку.
Припасовка — слесарная операция, заключающаяся во взаимной пригонке способами опиливания двух сопряженных деталей. Припасовка отличается высокой точностью обработки, что необходимо для беззазорного сопряжения деталей (световая щель более 0,002 мм просматривается).
Притирка — обработка поверхностей изделия притиром — инструментом из мягких материалов со шлифующим порошком. Обеспечивает плотное (герметичное) соединение двух деталей. При помощи притира с обрабатываемого изделия удаляется слой металла до 0,02 мм.
Притир - инструмент, предназначенный для абразивной доводки.
Доводка - завершающий процесс изготовления измерительных и режущих инструментов, деталей измерительных приборов и контрольных приспособлений, прошедших термическую обработку. Обработанные доводкой поверхности более долговечны, что выступает определяющим фактором для измерительных и поверочных инструментов и очень точных деталей.
Распиливание — операция по обработке напильником отверстия или проема для создания заданных размеров и формы после того, как они были предварительно получены сверлением по контуру с последующим прорубанием перемычек между отверстиями, выпиливанием ручной ножовкой, штамповкой или другими способами.
Шабрение — операция, заключающаяся в снятии очень тонких слоев материала с поверхности заготовки.
4.2 Блочно-модульное описание занятий на основе ЦОК
(выберите соответствующий модуль в каждом блоке, вид ЭОМ и приведите их описание по соответствующему шаблону)
|
БЛОК 1. Вхождение в тему и создание условий для осознанного восприятия нового материала |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Наименование модуля |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Виды ЭОМ |
Требования к учебному материалу |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
БЛОК 2. Освоение нового материала
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Модуль 2.1. Формирование новых знаний и способов деятельности (изложение нового материала)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Виды ЭОМ
|
Требования к учебному материалу |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Динамическая инфографика (8–12 блоков информации на одном экране) |
Необходимо представить учебный текст с иллюстрациями, в т.ч. с указанием целей, задач, основных положений и выводов. Объем текста должен составлять 0,2-0,5 а.л., или от 8 тыс. печ. символов до 20 тыс. печ. символов с пробелами, что соответствует от 4 до 12 страниц текста, набранного шрифтом Times New Roman (размер шрифта 14) с 1,5 интервалом.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ЭОМ 1. Выполнение пригоночных слесарных работ Задание. Изучите материал по теме: «Выполнение пригоночных слесарных работ» Слайд 1. Распиливание и припасовка: сущность и назначение, основные правила. В практике слесарной обработки процессы распиливания и припасовки встречаются довольно часто, особенно при выполнении ремонтных и сборочных работ, а также в инструментальных цехах машиностроительных заводов. В слесарной практике часто приходится опиливать отверстия различной формы. Эта операция называется распиливанием.Распиливание — операция по обработке напильником отверстия или проема для создания заданных размеров и формы после того, как они были предварительно получены сверлением по контуру с последующим прорубанием перемычек между отверстиями, выпиливанием ручной ножовкой, штамповкой или другими способами. Сущность процесса распиливания сводится к тому, что путем обработки круглых отверстий напильниками различного профиля получают отверстия квадратные, прямоугольные, овальные и других форм. Распиливание всегда выполняют в два приема: предварительно (не доходя до риски) и окончательно (в размер).
В зависимости от формы контура, подлежащего распиливанию, выбирают форму инструмента (напильника или надфиля), а также соответствующие приспособления и контрольно-измерительные инструменты.
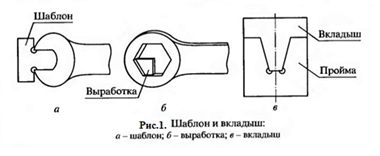
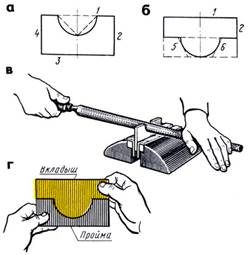
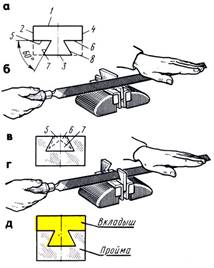
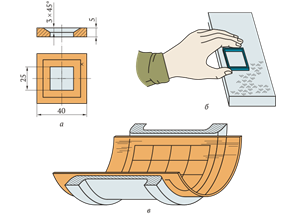
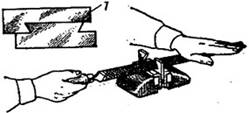
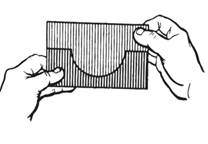
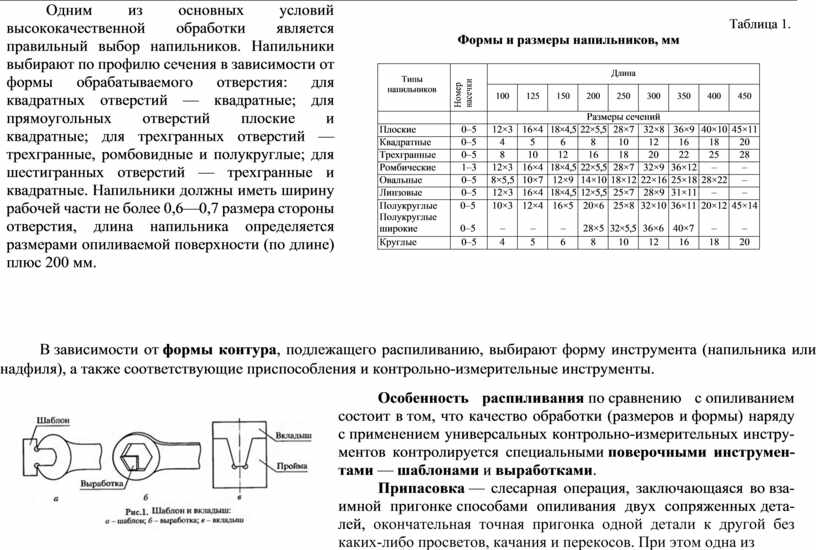
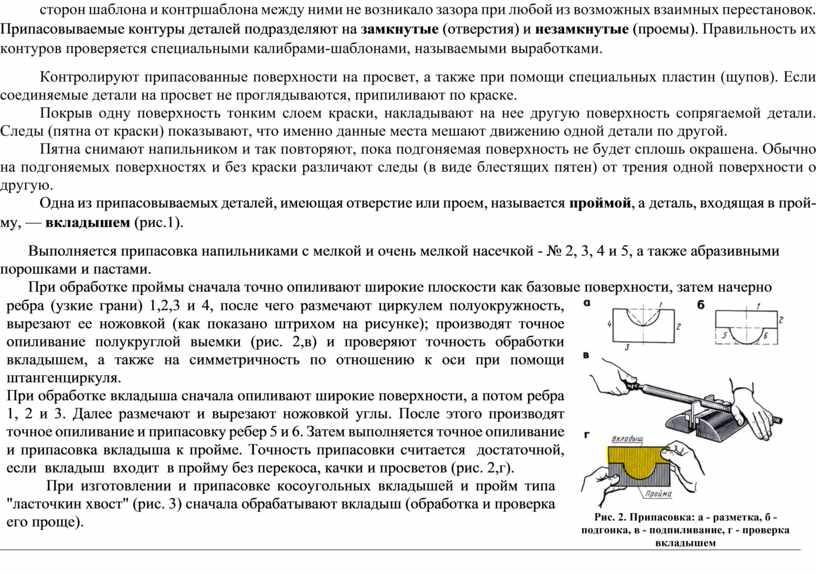
деталей до пригонки и припасовки должна быть обработана в пределах заданной точности. Это одна из наиболее трудоемких операций в работе слесаря. Припасовке подвергают шаблоны, контршаблоны, матрицы и пуансоны штампов и др. У шаблона и контршаблона рабочие части должны быть припасованы весьма точно, так, чтобы при соединении припасованных сторон шаблона и контршаблона между ними не возникало зазора при любой из возможных взаимных перестановок. Припасовываемые контуры деталей подразделяют на замкнутые (отверстия) и незамкнутые (проемы). Правильность их контуров проверяется специальными калибрами-шаблонами, называемыми выработками. Контролируют припасованные поверхности на просвет, а также при помощи специальных пластин (щупов). Если соединяемые детали на просвет не проглядываются, припиливают по краске. Покрыв одну поверхность тонким слоем краски, накладывают на нее другую поверхность сопрягаемой детали. Следы (пятна от краски) показывают, что именно данные места мешают движению одной детали по другой. Пятна снимают напильником и так повторяют, пока подгоняемая поверхность не будет сплошь окрашена. Обычно на подгоняемых поверхностях и без краски различают следы (в виде блестящих пятен) от трения одной поверхности о другую. Одна из припасовываемых деталей, имеющая отверстие или проем, называется проймой, а деталь, входящая в пройму, — вкладышем (рис.1). Выполняется припасовка напильниками с мелкой и очень мелкой насечкой - № 2, 3, 4 и 5, а также абразивными порошками и пастами. При обработке проймы сначала точно опиливают широкие плоскости как базовые поверхности, затем начерно
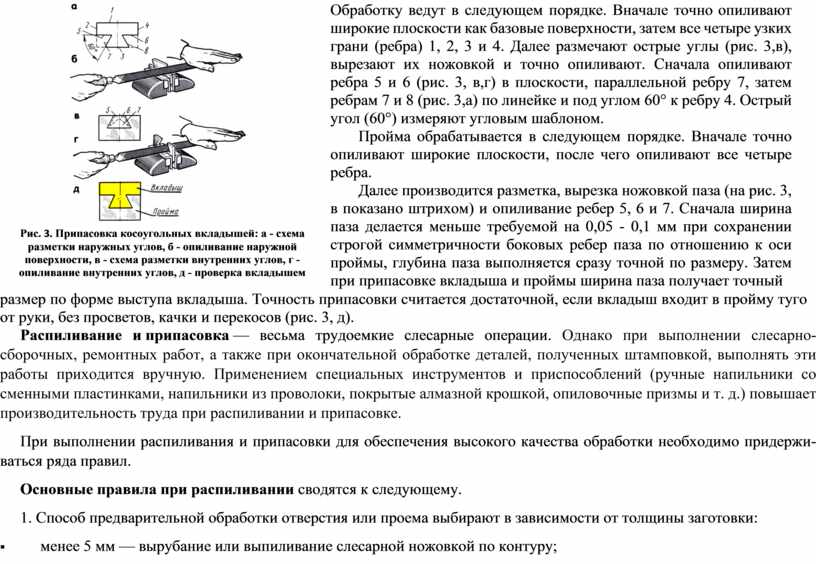
размер по форме выступа вкладыша. Точность припасовки считается достаточной, если вкладыш входит в пройму туго от руки, без просветов, качки и перекосов (рис. 3, д). Распиливание и припасовка — весьма трудоемкие слесарные операции. Однако при выполнении слесарно-сборочных, ремонтных работ, а также при окончательной обработке деталей, полученных штамповкой, выполнять эти работы приходится вручную. Применением специальных инструментов и приспособлений (ручные напильники со сменными пластинками, напильники из проволоки, покрытые алмазной крошкой, опиловочные призмы и т. д.) повышает производительность труда при распиливании и припасовке. При выполнении распиливания и припасовки для обеспечения высокого качества обработки необходимо придерживаться ряда правил. Основные правила при распиливании сводятся к следующему. 1. Способ предварительной обработки отверстия или проема выбирают в зависимости от толщины заготовки: § менее 5 мм — вырубание или выпиливание слесарной ножовкой по контуру; § более 5 мм — сверление по контуру с последующим вырубанием перемычек или рассверливание. 2. При предварительной обработке отверстий и проемов необходимо сохранять разметочные риски и оставлять припуск на последующую обработку. 3. Обработку отверстий и проемов следует начинать с прямолинейных участков поверхностей и только после этого переходить к обработке сопрягаемых с ними криволинейных участков. 4. В процессе обработки необходимо производить периодический контроль с использованием шаблонов, вкладышей и выработок. 5. Углы проемов и отверстий необходимо обрабатывать начисто ребром напильника соответствующего профиля поперечного сечения (применяют напильники с насечками № 3 или 4) или надфилями, проверяя качество обработки выработками. 6. Окончательную обработку следует выполнять продольным штрихом. 7. Работу следует считать завершенной, когда контрольный шаблон или вкладыш полностью входит в отверстие или проем, а просвет (зазор) между шаблоном (вкладышем) и сторонами отверстия или проема равномерный. Основные правила при припасовке, которые требуют обязательного выполнения, следующие: 1. Обработать заготовку с наружными контурами (вкладыш). 2. Разметить и пригнать пройму по вкладышу. 3. Убедиться, что просвет в паре пройма—вкладыш равномерный. 4. Симметричные пройма и вкладыш должны сопрягаться без усилия, с равномерным зазором при кантовании на 180°. При выполнении распиливания и припасовки возможно появление различного рода дефектов: 1) Перекос проема или отверстия по отношению к базовой поверхности; 2) Несоблюдение формы проема или отверстия; 3) Несовпадение симметричных контуров припасовываемой пары при их кантовании на 180°; 4) Одна из деталей пары (пройма) неплотно прилегает к другой (вкладыш) в углах; 5) Зазор между припасованными деталями больше допустимого.
Слайд 2. Шабрение: инструменты и приспособления, шабрение по маякам, заточка инструмента для шабрения. Шабрение — операция, заключающаяся в снятии очень тонких слоев материала с поверхности заготовки. Шабрение применяют в тех случаях, когда обработанная поверхность должна иметь очень малую шероховатость. Как правило, шабрению подвергают сопрягаемые поверхности, перемещающиеся одна относительно другой. Шабрение обеспечивает плотное прилегание этих поверхностей, надежное удерживание смазки между ними, а также точные размеры обработанных деталей. Для шабрения поверхностей применяют специальные инструменты — шаберы, а качество обработки определяют при помощи поверочных инструментов.
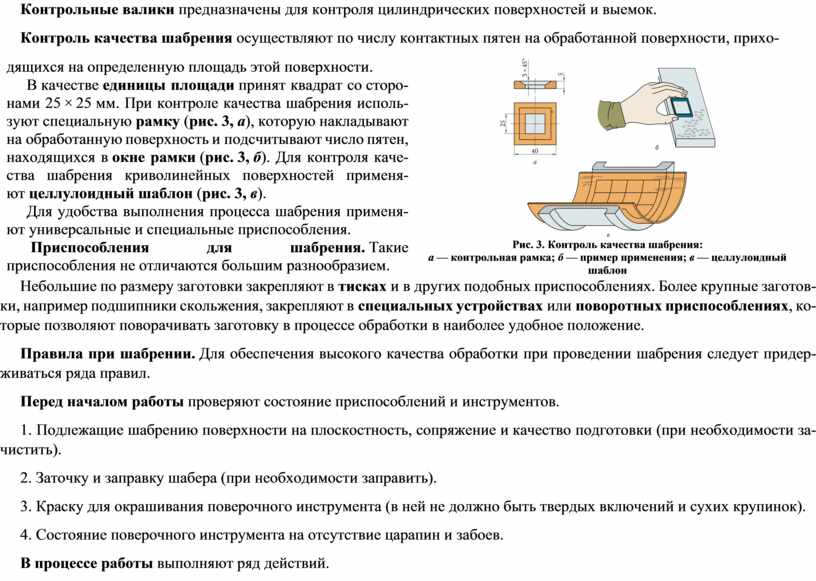
нии процесса шабрения. Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этого используют поверочные инструменты. Поверочные инструменты. Применяемые при шабрении поверочные инструменты позволяют проверить плоскостность обработанных поверхностей и плотность их прилегания друг к другу. К поверочным инструментам относятся поверочные плиты и линейки, трехгранные угловые линейки, поверочные валики. Поверочные плиты используют при контроле широких плоских поверхностей. Угловые плиты обеспечивают контроль шабрения поверхностей, расположенных под прямым углом. Поверочные линейки применяют при контроле длинных и сравнительно узких поверхностей. Трехгранные угловые линейки служат для контроля шабрения поверхностей, расположенных под острым углом. Контрольные валики предназначены для контроля цилиндрических поверхностей и выемок. Контроль качества шабрения осуществляют по числу контактных пятен на обработанной поверхности, прихо-
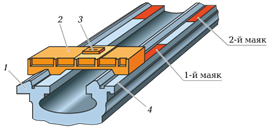
Небольшие по размеру заготовки закрепляют в тисках и в других подобных приспособлениях. Более крупные заготовки, например подшипники скольжения, закрепляют в специальных устройствах или поворотных приспособлениях, которые позволяют поворачивать заготовку в процессе обработки в наиболее удобное положение. Правила при шабрении. Для обеспечения высокого качества обработки при проведении шабрения следует придерживаться ряда правил. Перед началом работы проверяют состояние приспособлений и инструментов. 1. Подлежащие шабрению поверхности на плоскостность, сопряжение и качество подготовки (при необходимости зачистить). 2. Заточку и заправку шабера (при необходимости заправить). 3. Краску для окрашивания поверочного инструмента (в ней не должно быть твердых включений и сухих крупинок). 4. Состояние поверочного инструмента на отсутствие царапин и забоев. В процессе работы выполняют ряд действий. 1. Нанести на поверхность заготовки краску при помощи поверочного инструмента: § очистить поверхность заготовки от стружки и грязи; § промыть поверхность заготовки и протереть ее насухо; § нанести на поверочный инструмент тонкий слой краски; § наложить подготовленную заготовку поверхностью, подлежащую обработке, на поверочный инструмент или поверочный инструмент на поверхность заготовки, подлежащую обработке; § перемещать заготовку по поверочному инструменту или поверочный инструмент по заготовке, обеспечивая окрашивание поверхности, подлежащей обработке. 2. Произвести удаление металла с окрашенных мест поверхности. 3. Вновь нанести краску на поверхность заготовки и удалить окрашенные места. Действия повторять до тех пор, пока число пятен краски не будет соответствовать требованиям технических условий. 4. Выполнять шабрение, периодически контролируя состояние режущей кромки шабера и осуществляя ее доводку в случае необходимости. 5. Каждый проход при шабрении выполнять в разных направлениях. 6. Шабрение сопряженной плоской поверхности выполнять только после окончательной обработки базовой поверхности. 7. Шабрение плоской поверхности, параллельной ранее обработанной, выполнять с периодическим контролем при помощи индикатора часового типа. 8. При шабрении сопряженной пары деталей сначала шабрить поверхность одной из них, а затем другой, используя первую в качестве поверочного инструмента при контроле «на краску». 9. Заготовки с криволинейными поверхностями закреплять в приспособлении осторожно, избегая появления коробления и вмятин. Шабрение по маякам
стояние между соседними маяками не превышало длины поверочной линейки, при помощи которой проверяют взаимное положение маяков.Таким образом, все маяки выводят на одну прямую, расположенную горизон-тально. При дальнейшей обработке маяки выполняют роль базовых поверхностей по отношению к участкам направляющих, расположенных между ними. Заточка инструмента для шабрения Процесс заточки инструмента для шабрения состоит из трех этапов: предварительная заточка, заправка и доводка. Предварительная заточка. Этот этап осуществляется на заточных станках абразивными кругами, имеющими достаточно крупные зерна, которые оставляют следы (риски) на заточенной поверхности. Это недопустимо вследствие очень жестких требований, предъявляемых к шероховатости обработанной поверхности, поэтому после заточки шаберы необходимо подвергнуть дополнительной обработке — заправке. Заправка шаберов. Второй этап осуществляется на абразивных брусках с очень мелкими зернами, которые обеспечивают удаление с рабочей поверхности следов (рисок), оставшихся после заточки. Поверхность абразивного бруска при заправке шаберов смазывают тонким слоем машинного масла. Для выполнения особо точных работ шабер после заправки на абразивном бруске доводят. Доводка шабера. Заключительный этап осуществляется на чугунной плите с использованием мелкозернистых абразивных порошков, смешанных с машинным маслом. При выполнении шабрения возможно появление различного рода дефектов: 1) Полное покрытие пришабренной поверхности краской; 2) Окрашивание середины или края пришабренной поверхности; 3) Наличие блестящих полос на пришабренной поверхности; 4) Неравномерное расположение пятен на пришабренной поверхности; 5) Образование рисок на пришабренной поверхности; 6) Глубокие впадины на пришабренной поверхности; 7) Наличие заусенцев и шероховатостей на поверхности; 8) Неточность во взаимном расположении пришабренных поверхностей.
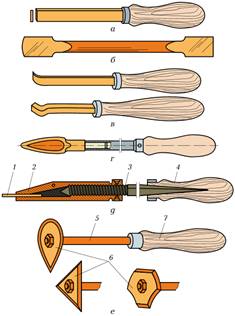
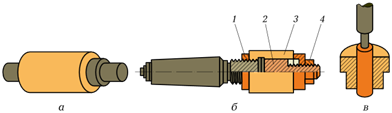
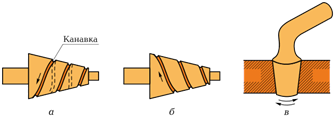
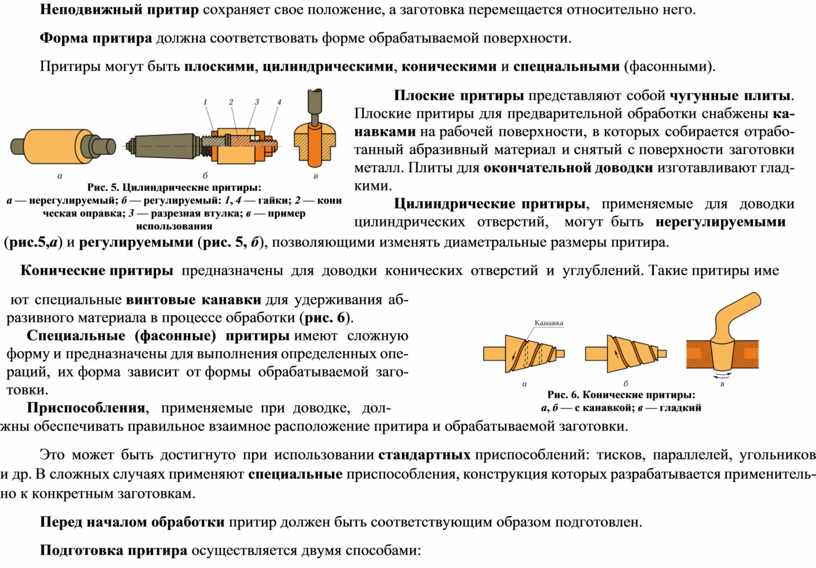
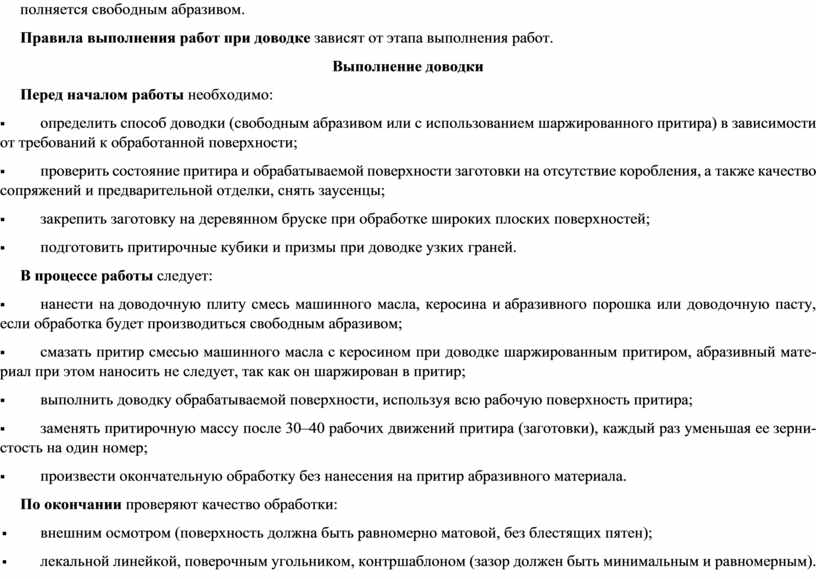
Слайд 3. Притирка и доводка: материалы, инструменты и приспособления, выполнение операций Притирка и доводка — операции, связанные с обработкой заготовок мелкозернистыми абразивными материалами для получения высокой плотности прилегания сопрягаемых деталей и небольшой шероховатости их поверхности при высокой точности геометрических размеров и формы. Притирка обеспечивает плотное (герметичное) соединение двух деталей. Выполняют притирку одновременной обработкой сопрягаемых деталей мелкозернистыми абразивными материалами, которые наносят непосредственно между ними. Применяется операция в условиях единичного производства при обработке, например, пробковых кранов и клапанов газораспределительного механизма двигателей внутреннего сгорания и поршневых компрессоров. Доводка в отличие от притирки позволяет не только получать высокую точность формы и малую шероховатость поверхности, но и обеспечивать высокую точность линейных и угловых размеров. Материалы для притирки и доводки Материалы для притирки и доводки подразделяют на твердые (выше твердости закаленной стали) и мягкие (ниже твердости закаленной стали). Их изготавливают в виде шлифпорошков с величиной зерен 40 … 120 мкм, микропорошков с величиной зерен 5 … 63 мкм и абразивных паст, например паста ГОИ (Государственный оптический институт). Твердые абразивные материалы в виде шлифпорошков и микропорошков изготавливают из корунда, нормального электрокорунда, легированного электрокорунда, зеленого карбида кремния, карбида бора и синтетических алмазов. Мягкие абразивные материалы в виде шлифпорошков, микропорошков и абразивных паст изготавливают из оксида хрома, оксида железа, венской извести. Для удерживания абразивного материала, уменьшения трения и снижения нагрева заготовки в процессе обработки применяют смазывающие вещества, в качестве которых могут быть использованы керосин, машинное масло, скипидар, животные жиры, бензин. Притирочные материалы и смазочно-охлаждающие технологические среды выбирают в зависимости от материала обрабатываемых заготовок. Инструменты и приспособления для доводки и притирки Притирка заготовок в паре не требует применения специальных инструментов, в то время как доводка, позволяющая получить весьма малую шероховатость, точные геометрические размеры и форму, выполняется с использованием специальных инструментов, которые получили название притиров, так как в процессе обработки (доводки) выполняют роль сопрягаемой заготовки. Притиры могут быть двух видов: подвижный и неподвижный. Подвижный притир в процессе обработки перемещается, в то время как обрабатываемая заготовка остается неподвижной. Неподвижный притир сохраняет свое положение, а заготовка перемещается относительно него. Форма притира должна соответствовать форме обрабатываемой поверхности. Притиры могут быть плоскими, цилиндрическими, коническими и специальными (фасонными).
(рис.5,а) и регулируемыми (рис. 5, б), позволяющими изменять диаметральные размеры притира. Конические притиры предназначены для доводки конических отверстий и углублений. Такие притиры име
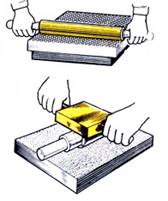
жны обеспечивать правильное взаимное расположение притира и обрабатываемой заготовки. Это может быть достигнуто при использовании стандартных приспособлений: тисков, параллелей, угольников и др. В сложных случаях применяют специальные приспособления, конструкция которых разрабатывается применительно к конкретным заготовкам. Перед началом обработки притир должен быть соответствующим образом подготовлен. Подготовка притира осуществляется двумя способами: 1. Поверхность притира натирают керосином, наносят на нее абразивный порошок и шаржируют, т. е. вдавливают зерна материала в поверхность притира, используя для этого стальной валик, если притир плоский, или стальную плиту с нанесенным на нее слоем абразивного материала, если притир конический или цилиндрический. 2. Поверхность притира покрывают слоем абразива, не подвергая ее шаржированию. В этом случае обработка выполняется свободным абразивом. Правила выполнения работ при доводке зависят от этапа выполнения работ. Выполнение доводки Перед началом работы необходимо: § определить способ доводки (свободным абразивом или с использованием шаржированного притира) в зависимости от требований к обработанной поверхности; § проверить состояние притира и обрабатываемой поверхности заготовки на отсутствие коробления, а также качество сопряжений и предварительной отделки, снять заусенцы; § закрепить заготовку на деревянном бруске при обработке широких плоских поверхностей; § подготовить притирочные кубики и призмы при доводке узких граней. В процессе работы следует: § нанести на доводочную плиту смесь машинного масла, керосина и абразивного порошка или доводочную пасту, если обработка будет производиться свободным абразивом; § смазать притир смесью машинного масла с керосином при доводке шаржированным притиром, абразивный материал при этом наносить не следует, так как он шаржирован в притир; § выполнить доводку обрабатываемой поверхности, используя всю рабочую поверхность притира; § заменять притирочную массу после 30–40 рабочих движений притира (заготовки), каждый раз уменьшая ее зернистость на один номер; § произвести окончательную обработку без нанесения на притир абразивного материала. По окончании проверяют качество обработки: § внешним осмотром (поверхность должна быть равномерно матовой, без блестящих пятен); § лекальной линейкой, поверочным угольником, контршаблоном (зазор должен быть минимальным и равномерным). Выполнение притирки Правила выполнения работ при притирке, так же, как и при доводке, соотносятся с этапами процесса обработки. Перед началом работы следует: § проверить подлежащие притирке заготовки на прямолинейность; § убедиться в качественном сопряжении притираемых заготовок; § оценить качество подготовки заготовок под притирку; § снять заусенцы и удалить царапины. В процессе притирки необходимо: § использовать метод обработки свободным абразивом, нанося на одну из притираемых поверхностей смесь из машинного масла, керосина и абразивного порошка или пасту; § совершать рабочее движение по часовой стрелке при притирке цилиндрических и конических пар; § осуществлять обработку поворотом одной сопрягаемой детали относительно другой в разные стороны на 30 … 40 и 180° при притирке пробковых кранов; § заменять периодически притирочную массу, контролируя визуально качество притирки. По окончании следует проверить качество притирки: § внешним осмотром — не допускаются царапины и блестящие пятна, притертые поверхности должны быть равномерно матовыми; § «на карандаш» — карандашные риски, нанесенные на одну из сопрягаемых деталей, при повороте детали в гнезде должны истираться равномерно; § «на керосин» — залитый в отверстие крана керосин при хорошем качестве притирки не должен проходить между притертыми поверхностями в течение 2 мин. При выполнении притирки и доводки возможно появление различного рода дефектов: 1) «Завалы» на доведенной узкой поверхности заготовки — непрямолинейность; 2) На притертой широкой поверхности наблюдаются светлые пятна; 3) На притертых поверхностях пробки и гнезда крана остались следы предварительной обработки; 4) Притертый кран начинает пропускать керосин менее чем через 2 мин. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Рекомендации для преподавателя |
Рекомендации для обучающегося (самостоятельная работа): |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Преподаватель должен - организовать работу по изучению обучающимися нового материала и последующую беседу по уточнению и конкретизации первичных знаний; - создать условия для освоения обучающимися знаний в форме интерактивной деятельности; - формировать у обучающихся мотивацию к усвоению нового материала, образованию как основному инструменту достижения личного и профессионального успеха; - познакомить обучающихся с видами пригоночных слесарных работ; - ознакомить с технологией распиливания, его назначением и основными правилами при выполнении операции; - ознакомить с операцией «Шабрение», видами деятельности при данной операции ; - охарактеризовать инструменты и приспособления, используемые при шабрении; - ознакомить с материалами, инструментами и приспособлениями, используемимы при притирке и доводке. - содействовать установлению в сознании обучающихся устойчивых связей между накопленным и новым опытом познавательной деятельности; - фиксировать предложенные обучающимися гипотезы, курировать их обсуждение. |
Ознакомьтесь с теоретическим материалом по новой теме. Просмотрите информацию по теме «Выполнение пригоночных слесарных работ». Если в процессе изучения материала возникнут вопросы, запишите их для дальнейшего обсуждения с преподавателем и/или с группой обучающихся. Обратите внимание на основные вопросы, подтверждающие взаимосвязь знаний и умений при изучении модуля: - виды пригоночных слесарных работ; - назначение распиливания, шабрения, притирки и доводки; - инструменты и приспособления, применяемые при выполнении пригоночных слесарных работ. При необходимости прослушайте/просмотрите материал еще раз. Возвращайтесь к наиболее сложным аспектам темы. Соблюдайте здоровьесберегающий режим: чередуйте работу с электронными носителями с отдыхом и гимнастикой для глаз. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
БЛОК 3. Применение изученного материала
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Модуль 3.1. Воспроизведение формируемых знаний и их применение в стандартных условиях (по аналогии, действия в стандартных ситуациях, тренировочные упражнения) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Виды ЭОМ
|
Требования к учебному материалу |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Виртуальный тренажер (7-10 шагов)
|
Необходимо представить учебный текст с иллюстрациями и подробным описанием заданий и шагов. Объем текста должен составлять 0,1-0,5 а.л., или от 4 тыс. печ. символов до 20 тыс. печ. символов с пробелами, что соответствует от 2 до 12 страниц текста, набранного шрифтом Times New Roman (размер шрифта 14) с 1,5 интервалом. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ЭОМ 2. Самостоятельная работа по теме «Выполнение пригоночных слесарных работ» Выберите правильные ответы на вопросы: 1. Почему при выполнении притирки и доводки необходимо применять смазочные материалы? а)тобы с частичек притира смывался материал притираемых деталей. б)тобы удерживать притирочный порошок. в)мазывающие материалы для притирки и доводки способствуют ускорению этих процессов, уменьшают шероховатость, а также охлаждают поверхность детали.
2. Какие инструменты используют при пригонке деталей? а) Слесарный молоток – для работ, где предусматривается ударная нагрузка: например, ручное сгибание металлических листов и т.д. Притирка — обработка поверхностей изделия притиром — инструментом из мягких материалов со шлифующим порошком. Наждачная бумага – служит для получения требуемых форм и шероховатости поверхности, а также заданных размеров деталей с высокой точностью. б) Напильник — для сглаживания острых рёбер и заусенцев на деталях. Притир — инструмент из мягких материалов со шлифующим порошком. Абразивный инструмент – служит для получения требуемых форм и шероховатости поверхности, а также заданных размеров деталей с высокой точностью. в) Слесарный молоток – для работ, где предусматривается ударная нагрузка: например, ручное сгибание металлических листов и т.д. Притир — инструмент из мягких материалов со шлифующим порошком. Напильник — для сглаживания острых рёбер и заусенцев на деталях.
3. Что называется притиркой? а) Обработка деталей, работающих в паре, для обеспечения наилучшего контакта их рабочих поверхностей. б) Чистовая обработка деталей с целью получения точных размеров и малой шероховатости поверхностей. в) Выравнивание, счищение верхнего слоя любого материала, удаление заноз, зазубрин, иных неровностей.
4. Что называется доводкой? а) Обработка деталей, работающих в паре, для обеспечения наилучшего контакта их рабочих поверхностей. б) Выравнивание, счищение верхнего слоя любого материала, удаление заноз, зазубрин, иных неровностей. в) Чистовая отделочная операция по обработке деталей абразивными материалами с целью получения точных размеров, правильной геометрической формы и высокой чистоты поверхности. 5. Какой оставляют припуск на притирку? а) Припуск, оставляемый на притирку, составляет 0,02...0,05 мм. б) Припуск, оставляемый на притирку, составляет 0,01...0,02 мм. в) Припуск, оставляемый на притирку, составляет 0,03...0,02 мм.
6. Какой краситель используют для окрашивания поверхности перед шабрением? а) Смесь машинного масла с парижской лазурью или ультрамарином, имеющую консистенцию легкой пасты. б) Водосперсионная краска. в) Анилиновый краситель.
7. В чем суть распиливания?
8. В чем состоит основное отличие распиливания от припасовки?
9. Почему при припасовке сначала обрабатывают вкладыш, а потом пройму?
10. От чего зависит выбор абразивного материала при притирке и доводке?
11. Как выбирают притиры?
12. Какова суть шаржирования притира?
13. Какова суть шабрения?
14. Какой инструмент применяют для шабрения?
15. Назовите приемы шабрения криволинейных поверхностей. а) Методы обкатки, накатывания, правки абразивом. б) Методы пришабривания к контрольной плите, совмещения граней, трёх плит. в) Методы пришабривания к контрольной плите, накатывания, правки абразивом.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Рекомендации для преподавателя |
Рекомендации для обучающегося (самостоятельная работа): |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Преподаватель должен - организовать практическую, в т.ч. самостоятельную, деятельность обучающихся для отработки навыков решения определенных учебных заданий; - обеспечить усвоение обучающимися знаний и способов действий на уровне применения их в разнообразных ситуациях; - объяснить обучающимся порядок выполнения заданий; - консультировать обучающихся по мере необходимости; - обеспечить в ходе выполнения тренировочных заданий повышение уровня осмысления изученного материала, глубины его понимания; - обеспечить усвоение обучающимися темы «Выполнение пригоночных слесарных работ»; - выявить недостатки в знаниях и способах действий обучающихся, установить причины выявленных недостатков; - способствовать развитию умения правильно составлять план и пользоваться им, сопоставлять факты и события, сравнивать, анализировать, систематизировать материал и формулировать выводы, находить нужную информацию и использовать ее на практике.
|
Запустите виртуальный тренажер по теме «Выполнение пригоночных слесарных работ». В ходе практической работы выполните тренировочные задания, которые помогут освоить новый материал. В процессе интерактивного взаимодействия с тренажером познакомьтесь с назначением основных видов пригоночных слесарных работ, а также с правилами безопасной их выполнения. Уделите особое внимание правильной организации рабочего места. Проведите практическую работу с виртуальным оборудованием и фиксацией ее результатов в ЭОМ. Выполните тренировочные задания на проверку первичного освоения материала. При выполнении заданий обратите внимание на рекомендации преподавателя. При возникновении ошибок возвращайтесь к повторному изучению теоретического материала. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
БЛОК 4. Диагностика приобретенных знаний, умений и навыков
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Модуль 4.1. Подведение итогов работы; фиксация достижения целей (оценка деятельности обучающихся); определение перспективы дальнейшей работы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Виды ЭОМ
|
Требования к учебному материалу |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Интерактивная мини-игра
|
Необходимо представить учебный текст сформулированных заданий (15 заданий, 5 уровней сложности) игры, в т.ч. с иллюстрациями и правильными ответами. Объем текста должен составлять 0,1-0,5 а.л., или от 4 тыс. печ. символов до 20 тыс. печ. символов с пробелами, что соответствует от 2 до 12 страниц текста, набранного шрифтом Times New Roman (размер шрифта 14) с 1,5 интервалом. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
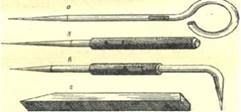
ЭОМ 3. Выполнение пригоночных слесарных работ. Интерактивный тест Задание: ответьте на тестовые задания. 1. Какой слесарный инструмент вы видите на рисунке
1.Напильники; 2.Чертилки; 3.Шаберы.
2. Слесарная отделочная операция, используемая для выравнивания и пригонки плоских и криволинейных (чаще цилиндрических) поверхностей для получения плотного прилегания называется 1.Шабрение; 2.Резка металла; 3.Разметка.
4. Назовите виды конструкции шаберов:
6. Припасовка - это слесарная операция по взаимной пригонке…. а) способам
рубки двух сопряжённых деталей;
7. Распиливание это операция….
8. Для опиливания мягких материалов (латуни, цинка,свинца, меди) применяются напильники с............. а) одинарной насечкой; б) двойной насечкой; в) рашпильной насечкой.
а) припасовка; б) распиливание; в) сверление.
10. Каким специальным режущим инструментом проводится операция по снятию (соскабливанию) с поверхностей деталей очень тонких частиц металла для обеспечения плотного прилегания сопрягаемых поверхностей и герметичности (непроницаемости) соединения? а) напильником; б) шабером; в) надфилем; г) рашпилем.
11. Что такое припасовка: а) это слесарная операция по взаимной пригонке способам рубки двух сопряжённых деталей; б) это слесарная операция по взаимной пригонке способами шабрения двух сопряжённых деталей; в) это слесарная операция по взаимной пригонке способами притирки двух сопряжённых деталей; г) это слесарная операция по взаимной пригонке способами опиливания двух сопряжённых деталей.
12. К какому классу относятся напильники «бархатные»? а) 0-1; б) 2-3; в) 4-5.
13. Этот инструмент используют для того, чтобы разметочные риски были четко видны на размеченной поверхности, нанося им точечные углубления: а) шабер; б) керн; в) чертилка; г) дюбель.
14. При опиливании металла не используют… а)шлифовальные круги; б) надфили; в) ножовочные полотна; г)напильники.
15. Процесс обработки предварительно просверленных, штампованных, литых отверстий в целях придания им более правильной геометрической формы называется
б) лужение; в) зенкерованием.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Рекомендации для преподавателя |
Рекомендации для обучающегося (самостоятельная работа): |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Преподаватель должен: - обеспечить формирование у обучающихся умений самостоятельно применять знания в разнообразных ситуациях, в т.ч. при выполнении заданий разного уровня сложности; - контролировать выполнение заданий; - проверить степень усвоения знаний, умений при выполнении заданий разного уровня сложности; - мотивировать обучающихся для получения максимального количества баллов и подтверждения профессиональной компетентности; - отмечать степень вовлеченности обучающихся в работу; - акцентировать внимание на итоговых результатах прохождения теста; - подготовить обучающихся к самооценке и рефлексии.
|
Запустите интерактивный тест по теме «Выполнение пригоночных слесарных работ». Последовательно ознакомьтесь с условиями учебной задачи. Выполните тест. Обратите внимание на отсутствие подсказок и ограниченное число попыток. При выполнении заданий обратите внимание на рекомендации преподавателя. Выполните тренировочные задания на проверку приобретенных знаний, умений и навыков: - интерактивное задание с выбором одного правильного ответа; - интерактивное задание с записью ответа в тетради. Осуществите самопроверку и предварительную оценку. Используйте технологию пошагового контроля по результату за каждое задание. Сформулируйте конечный результат своей работы. При возникновении ошибок возвращайтесь к повторному изучению теоретического материала. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
БЛОК 5. Подведение итогов, домашнее задание
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Наименование модуля 5.1. Подведение итогов. Домашнее задание |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Виды ЭОМ
|
Требования к учебному материалу |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Повторить лекцию по теме:«Выполнение пригоночных слесарных работ».
|
Необходимо представить учебный текст сформулированных заданий (5 заданий). Объем текста должен составлять 0,1-0,5 а.л., или от, 0,2 тыс. печ. символов до 2 тыс. печ. символов с пробелами, что соответствует от 1 до 2 страниц текста, набранного шрифтом Times New Roman (размер шрифта 14) с 1,5 интервалом. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Подведение итогов
Слесарно-пригоночные работы устраняют погрешности механической обработки; ими заменяют станочные операции в тех случаях, когда их выполнение по тем или иным причинам затруднительно. Однако слесарно-пригоночные работы, применяемые на сборке, значительно снижают производительность сборочного процесса, затрудняют правильную организацию сборки, удлиняют ее цикл, плохо механизируются и удорожают стоимость сборочных работ.
Оцените свою работу на уроке в Сферум, поставьте соответствующий своему настроению смайлик.
Домашнее задание:
1. Повторить лекцию по теме:«Выполнение пригоночных слесарных работ».
5. Дополнительные источники информации:
1. Багдасарова Т.А. Основы резания металлов – М.: Издательский центр «Академия», 2012. Долгих А.И., Фокин С.В., Шпорьтько О.Н. Слесарные работы: Учебное пособие – М.: Альфа-М, НИЦ ИНФРА-М, 2018.
2. Лихачев, В.И. Основы слесарного дела / В.И. Лихачев. - М.: Солон-Пресс, 2021.
3. Покровский, Б. С. Основы слесарного дела. Рабочая тетрадь / Б.С. Покровский. - М.: Academia, 2022.
4. Покровский Б.С. Контрольные материалы о профессии «Слесарь» - М.: Издательский центр «Академия», 2017.
5. Северьянов, А. В. Первые уроки слесарного дела / А.В. Северьянов. - М.: Лениздат, 2021.
Скачано с www.znanio.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.