Поделиться

Балка представляет собой конструктивный элемент сплошного сечения, предназначенный для работы на поперечный изгиб.
Балки являются наиболее распространенными элементами строительных конструкций благодаря простоте и низкой стоимости изготовления. Они входят в состав конструкции мостов, вагонов, эстакад, каркасов зданий, плотин и других сооружений. Чаще всего их применяют для перекрытия небольших пролетов в условиях действия значительных нагрузок. Во всех случаях назначение балок состоит в том, чтобы приняв нагрузку от других элементов конструкции, передать ее на опоры, т.е. на те части конструкции, которые поддерживают балки.


Металлоконструкции из двутавровых балок
Материалы: балки изготавливают из хорошо свариваемых конструкционных сталей общего назначения, из низко- и высоколегированных сталей, из алюминиевых и титановых сплавов.
Балочные конструкции изготавливаются из профильного металла: швеллер, тавр, двутавр и из листового металла.
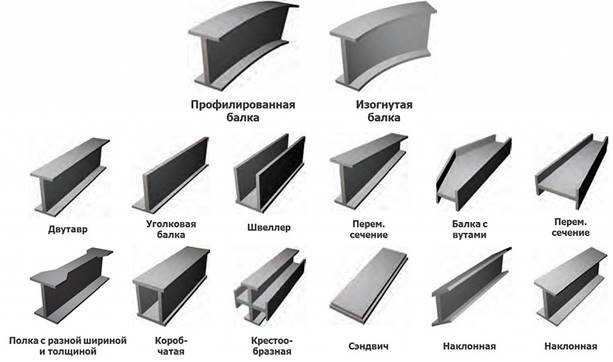
Балки могут иметь поперечное сечение разной формы (рис. 2.1): круглой, прямоугольной, трубчатой, двутавровой и коробчатой.
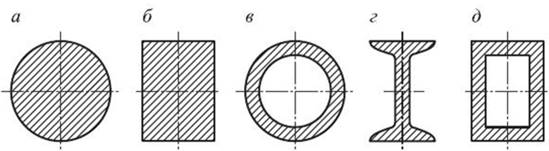
Рис. 2.1. Формы поперечных сечений балок: а - круглая; б - прямоугольная; в - трубчатая; г - двутавровая; д - коробчатая
Широко распространены балки двутаврового и коробчатого сечения. В случае нецентрального приложения нагрузки к оси применяют коробчатые балки, которые хорошо работают на возникающее кручение. Для балок, работающих на поперечный изгиб, наиболее рациональная форма поперечного сечения - двутавровая. Такие балки наиболее экономичны по расходу металла и наименее трудоемки при изготовлении, поэтому они относятся к наиболее применяемым элементам металлических конструкций.
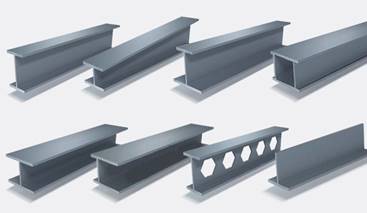
Типы балок:
· прокатная;
· прессованная, используют алюминиевых конструкциях;
· составная: сварная и клепанная
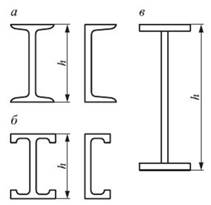

Рис. 2.2. Типы балок: а - прокатная; Прокатные двутавровые балки
6 - прессованная; в - составная;
Балки высотой до 1 метра поставляются прокатными; более 1 метра – сварные. Прокатные двутавровые балки обычно применяют для перекрытия сравнительно небольших пролетов, не превышающих 8 м. Поэтому для перекрытия больших пролетов служат составные балки (рис. 2.2, в), которые могут быть сварными или клепаными. Наиболее широко распространены сварные балки. Их применяют для перекрытия больших пролетов.
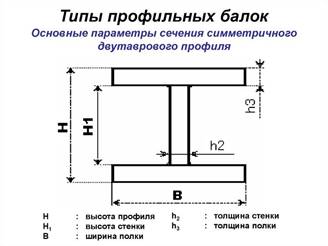
Основные параметры двутавровой балки
|
|
Двутавровая балка состоит из:
– верхняя полка
– стенка
– нижняя полка
|
|
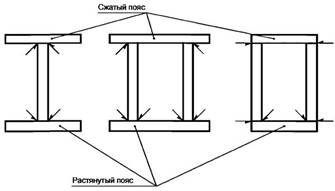
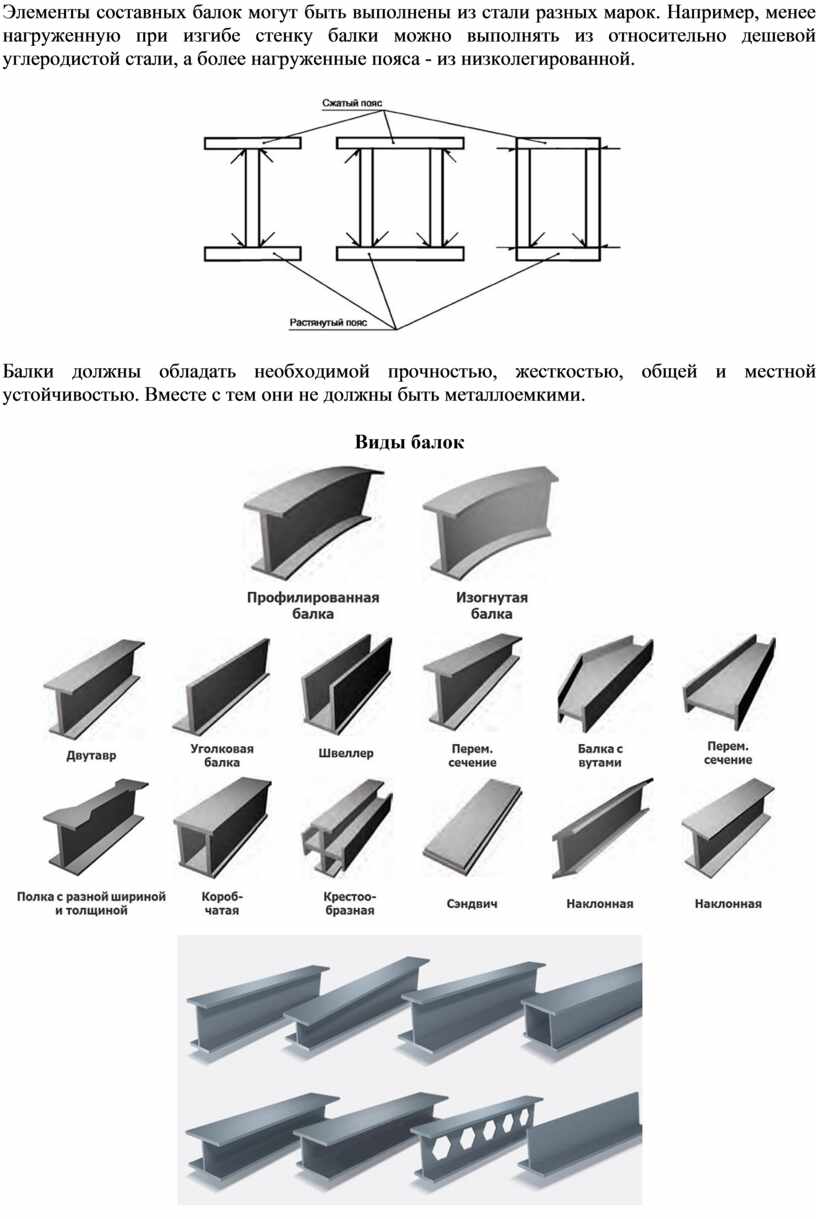
Элементы составных балок могут быть выполнены из стали разных марок. Например, менее нагруженную при изгибе стенку балки можно выполнять из относительно дешевой углеродистой стали, а более нагруженные пояса - из низколегированной.
Балки должны обладать необходимой прочностью, жесткостью, общей и местной устойчивостью. Вместе с тем они не должны быть металлоемкими.
Виды балок
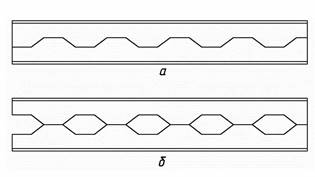
Для увеличения жесткости прокатной двутавровой балки ее разрезают по ломанной линии на части (рис.а) и сваривают по выступам (рис.б)
Перфорированная балка
Двутавровые сварные балки изготавливают высотой до 2000 мм, при толщине стенки 10 – 16 мм и толщине полок 16 – 50 мм. Балки высотой более 800 мм имеют на стенке поперечные ребра жесткости, обеспечивающие устойчивость при нагрузках. С целью уменьшения деформации и внутренних напряжений ребра жесткости привариваются симметрично с двух сторон балки.


Вваренные ребра жесткости
При сборке двутавровой балки необходимо обеспечить симметрию и взаимную перпендикулярность полок и стенки, прижатие их друг к другу с допускаемыми зазорами и соединение прихватками.
Балки собирают по разметке (единичное производство) или в кондукторах (массовое). Сборка производится на прихватках, которые размещаются в местах расположения сварных швов. Высота прихваток должна быть не более 2/3 высоты шва, чтобы при последующей сварке они были перекрыты швом, и катетом не менее 4 - 6 мм для прихватываемых ребер жесткости толщиной 6 мм и более. Длина каждой прихватки должна быть равна 4 - 5 толщинам прихватываемых элементов, но не менее 30 мм и не более 100 мм, а расстояние между прихватками - в 30 - 40 раз больше толщины свариваемого металла.
При изготовлении сварных балок чаще используется полуавтоматическая сварка в среде защитных газов. Удлинение балок соединением встык коротких секций производится ручной дуговой сваркой покрытыми электродами. В массовом производстве на этой операции применяют автоматическую дуговую сварку под флюсом.
Порядок сварки монтажных стыков балок
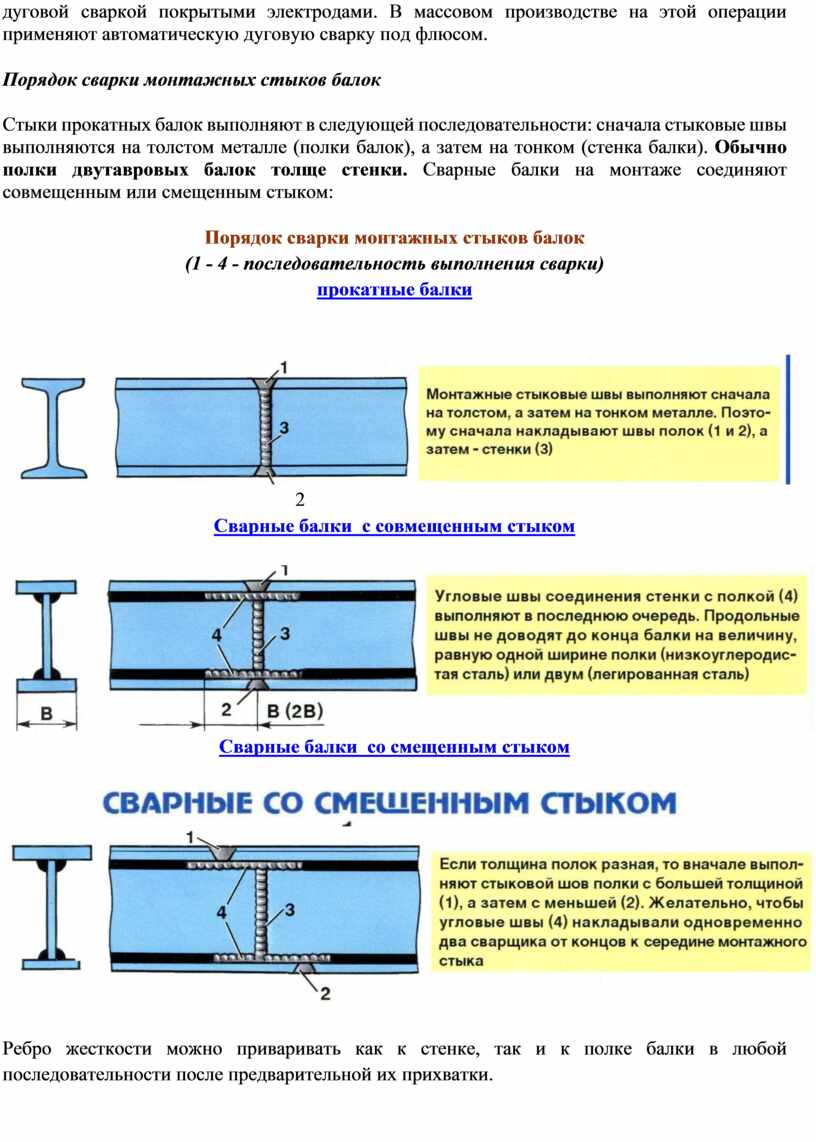
Стыки прокатных балок выполняют в следующей последовательности: сначала стыковые швы выполняются на толстом металле (полки балок), а затем на тонком (стенка балки). Обычно полки двутавровых балок толще стенки. Сварные балки на монтаже соединяют совмещенным или смещенным стыком:
Порядок сварки монтажных стыков балок
(1 - 4 - последовательность выполнения сварки)
прокатные балки

2
Сварные балки с совмещенным стыком
Сварные балки со смещенным стыком
![]()
Ребро жесткости можно приваривать как к стенке, так и к полке балки в любой последовательности после предварительной их прихватки.
Последовательность операций при сварке двутавровой балки
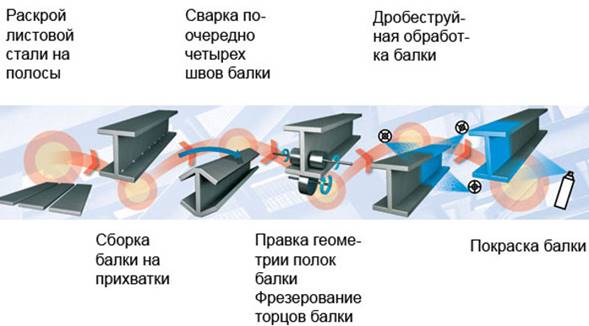



Для поворота используют позиционеры-кантователи.
Деформации при сварке двутавровых сварных балок
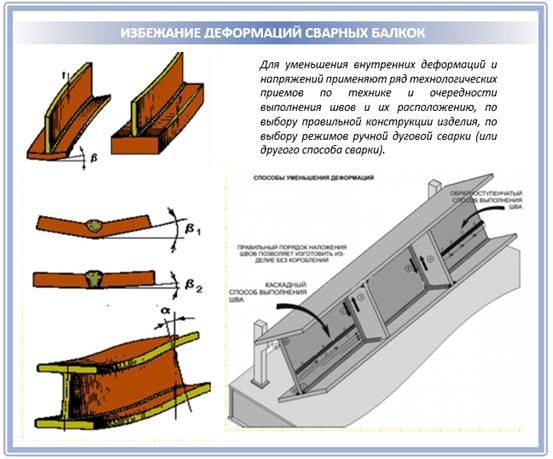
Для уменьшения деформаций принимаются следующие меры:
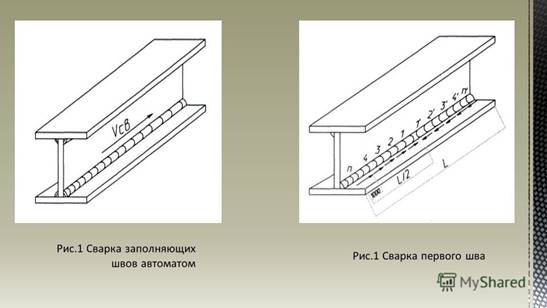
1. Рациональная последовательность наложения сварных швов. Сварные конструкции следует изготовлять так, чтобы замыкающие швы, создающие жесткий контур, заваривались в последнюю очередь. Сварку нужно вести от середины конструкции к ее краям, как бы сгоняя при этом внутренние напряжения наружу. Каждый последующий шов при многослойной сварке рекомендуется накладывать в направлении, обратном направлению предыдущего шва. Применяют каскадный и обратноступенчатый способы выполнения шва.
2. При сварке двутавровых балок в первую очередь выполняют
стыковые соединения стенок и полок, а затем - угловые поясные швы.
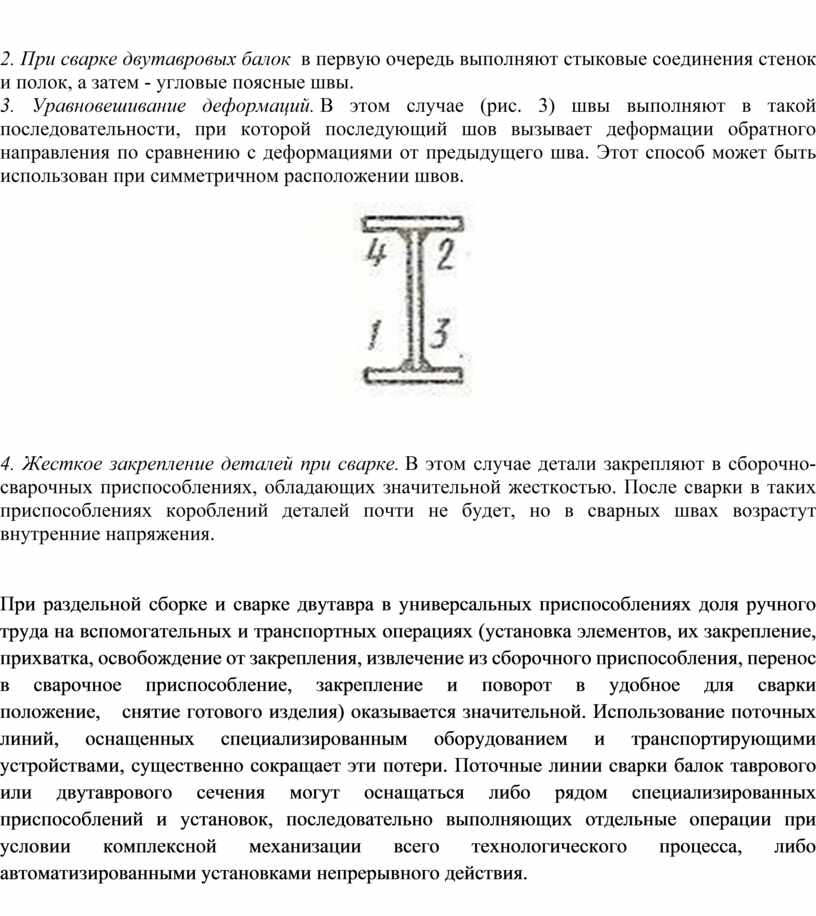
3. Уравновешивание деформаций. В этом случае (рис. 3) швы выполняют в такой последовательности, при которой последующий шов вызывает деформации обратного направления по сравнению с деформациями от предыдущего шва. Этот способ может быть использован при симметричном расположении швов.

4. Жесткое закрепление деталей при сварке. В этом случае детали
закрепляют в сборочно-сварочных приспособлениях, обладающих значительной
жесткостью. После сварки в таких приспособлениях короблений деталей почти не
будет, но в сварных швах возрастут внутренние напряжения.
При раздельной сборке и сварке двутавра в универсальных приспособлениях доля ручного труда на вспомогательных и транспортных операциях (установка элементов, их закрепление, прихватка, освобождение от закрепления, извлечение из сборочного приспособления, перенос в сварочное приспособление, закрепление и поворот в удобное для сварки положение, снятие готового изделия) оказывается значительной. Использование поточных линий, оснащенных специализированным оборудованием и транспортирующими устройствами, существенно сокращает эти потери. Поточные линии сварки балок таврового или двутаврового сечения могут оснащаться либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса, либо автоматизированными установками непрерывного действия.
Скачано с www.znanio.ru






Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.