Поделиться

Тема занятия:
Сварка стыковых соединений в нижнем положении сварного шва
Задачи:
научиться самостоятельно производить сборку и сварку стыковых соединений в нижнем положении сварного шва
обеспечивать провар основного металла
соблюдать охрану труда во время выполнения работы.
«Сварочный марафон»

Вопросы к группе№ 11
Вопрос № 1
Перечислите опасные и вредные производственные факторы при выполнении ручной дуговой сварке
ОТВЕТ НА ВОПРОС №1
К опасным и вредным производственным факторам относятся: твердые и газообразные токсические вещества в составе сварочного аэрозоля, интенсивное излучение сварочной дуги в оптическом диапазоне (ультрафиолетовое, видимое, инфракрасное), интенсивное тепловое (инфракрасное) излучение свариваемых изделий и сварочной ванны, искры, брызги и выбросы расплавленного металла и шлака, электромагнитные поля, ультразвук, шум, статическая нагрузка и т.д.
Вопрос № 2
Какая длина сварочной дуги при ручной дуговой сварке считается нормальной
ОТВЕТ НА ВОПРОС №2
Нормальной считают длину дуги, равную 0,5 — 1,1 диаметра стержня электрода в зависимости от типа и марки электрода и положения сварки в пространстве. Увеличение длины дуги снижает ее устойчивое горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Вопрос № 3
Какие колебательные движения электродом применяются при ручной дуговой сварке

ОТВЕТ НА ВОПРОС №3
Вопрос № 4
Какие вы знаете способы зажигания сварочной дуги
ОТВЕТ НА ВОПРОС №4
СУЩЕСТВУЮТ 2 СПОСОБА ЗАЖИГАНИЯ ДУГИ:
БЕСКОНТАКТНЫЙ (ДУГА ЗАЖИГАЕТСЯ ПРИ ПОМОЩИ ВЫСОКОЧАСТОТНОГО И ВЫСОКОВОЛЬТНОГО РАЗРЯДА, СОЗДАВАЕМОГО ОСЦИЛЛЯТОРОМ)
КОНТАКТНЫЙ (ДУГА МЕЖДУ ЭЛЕКТРОДОМ И ИЗДЕЛИЕМ ВОЗНИКАЕТ В РЕЗУЛЬТАТЕ КОРОТКОГО ЗАМЫКАНИЯ ЭЛЕКТРОДА НА ИЗДЕЛИЕ)
Вопрос № 5
Классификация швов в зависимости от положения в пространстве

ОТВЕТ НА ВОПРОС №5
В зависимости от положения в пространстве выделяют следующие виды сварных швов:
Вопрос № 6
Какие есть положения наклона электрода при ручной дуговой сварке
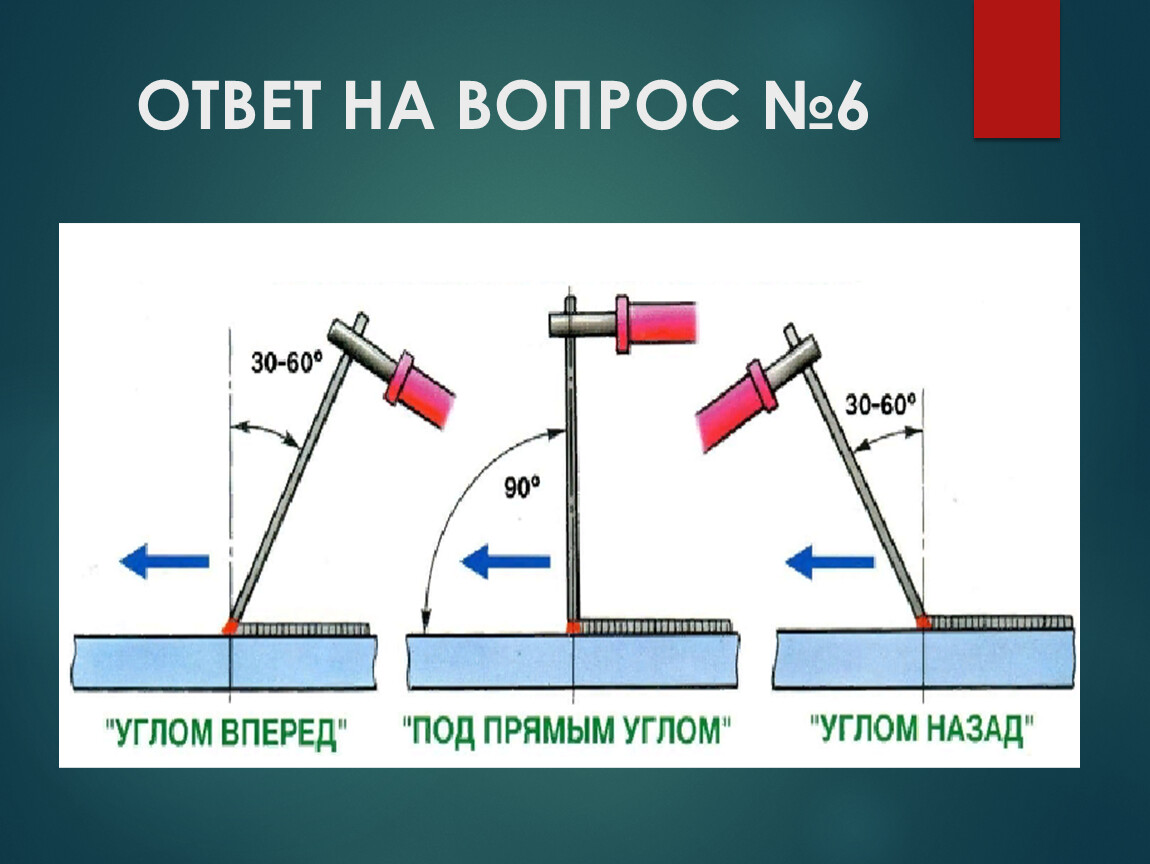
ОТВЕТ НА ВОПРОС №6

Вопросы к группе№ 9
Вопрос № 1
Что называется длиной дуги при ручной дуговой сварке
ОТВЕТ НА ВОПРОС №1
Длиной дуги называется фактическое расстояния от торцовой части электрода до основы кратера сварного шва. Между диаметром прутка и длиной электрической дуги имеется прямая зависимость.
Выразить ее можно через формулу:
L (дуги) = 1/2*d — 1.2*d, где.
L – длина дуги;
d – значение диаметра электродного прутка.
Вопрос № 2
Дать определение, что такое режим при ручной дуговой сварке
ОТВЕТ НА ВОПРОС №2
Режим ручной дуговой сварки - это установка параметров, максимально гарантирующих образование сварного шва, имеющего требуемые габариты и конфигурацию, а также необходимые для конкретного соединения характеристики.
Параметры режима ручной дуговой сварки делятся на основополагающие и дополняющие их. Выбор и установка параметров производится самим сварщиком согласно существующим требованиям.
Вопрос № 3
Какие показатели режима сварки относятся к основным, а какие к вспомогательным
ОТВЕТ НА ВОПРОС №3
К основным показателям режима сварки относятся: диаметр электрода или сварочной проволоки, сила сварочного тока, напряжение на дуге и -скорость сварки.
Дополнительные показатели режима сварки: род и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла.
Вопрос № 4
Как правильно выбрать режим при ручной дуговой сварке
ОТВЕТ НА ВОПРОС №4
Режим сварки (тип и марку электрода, диаметр его стержня, род, полярность, напряжение, величину тока) выбирают в зависимости от вида, толщины свариваемого металла и конструкции сварного соединения. Определив условия сварки, обеспечивающие получение высококачественного сварного соединения, выбирают диаметр электрода (проволоки) и величину сварочного тока. Диаметр проволоки электрода выбирается в зависимости от толщины свариваемого металла.
Вопрос № 5
Что подразумевают под геометрическими размерами шва и какие требования предъявляют к ним
ОТВЕТ НА ВОПРОС №5
Геометрия швов зависит от вида соединения. :
Геометрические характеристики
– толщина деталей;
– ширина сварного шва;
– выпуклость;
– вогнутость;
– глубина проплавления;
– толщина сварного шва;
– зазор в соединении;
– катет углового шва;
– высота;
– толщина.
Вопрос № 6
От чего зависит глубина проплавления металла при ручной дуговой сварке
ОТВЕТ НА ВОПРОС №6
Глубина проплавления зависит от нескольких факторов, включая сила сварочного тока, скорость перемещения электрода, тип сварочного материала, его температуру и влажность окружающей среды. Сила сварочного тока определяет количество тепла, генерируемого при сварке, и влияет на глубину проплавления металла.

« Конкурс капитанов »
Вопрос капитану №1
Вопрос капитану № 2
Инструкция по охране труда
Перед началом работы
Во время работы
По окончании работы

Изложение нового материала
Подготовка пластин к ручной дуговой сварке
Правка и очистка
Разметка
Резка
Зачистка
Подготовка кромок
Гибка
Сборка деталей под сварку
Подготовка под сварку
Скос кромок
Скос кромок – это процесс обработки кромок материала с помощью специального инструмента, который придает им наклонное сечение под определенным углом. Этот угол может варьироваться в зависимости от требований и конкретных условий применения. Такая обработка позволяет улучшить внешний вид, защитить кромку от повреждений и облегчить процесс монтажа и использования материала.
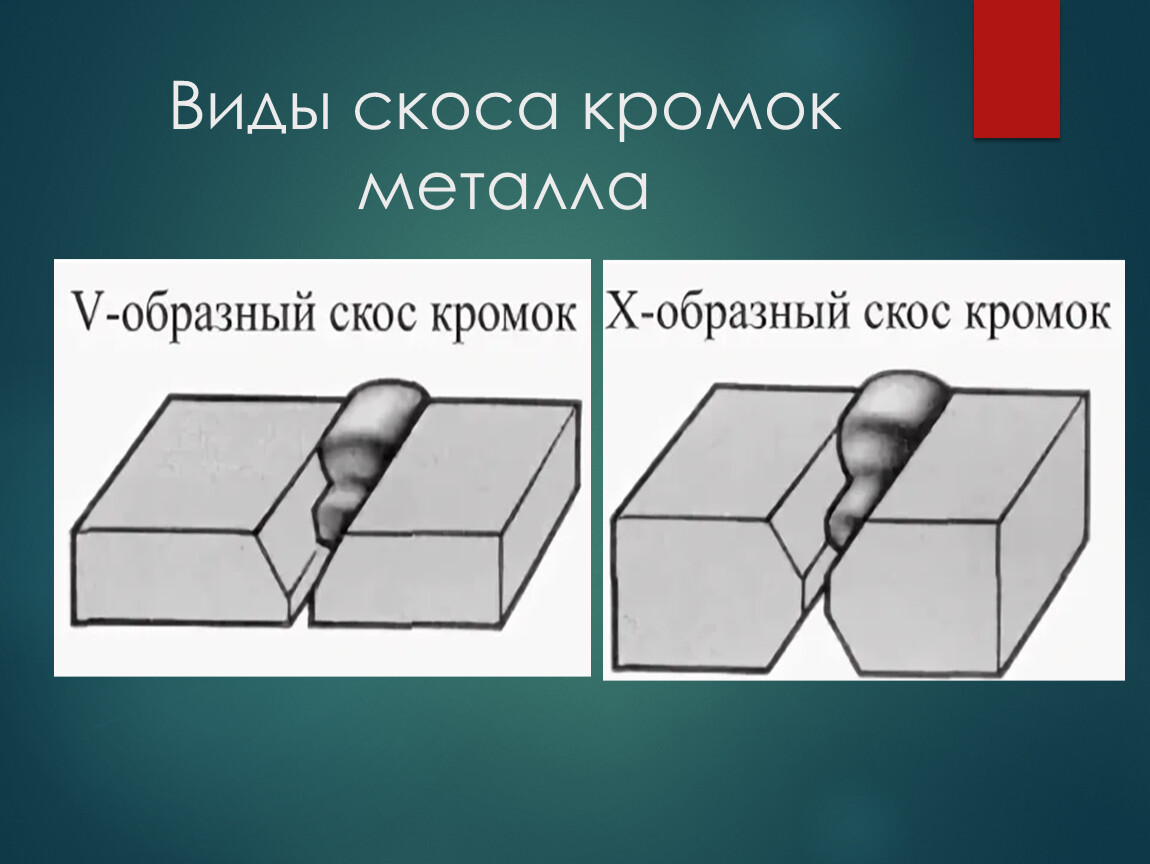
Виды скоса кромок металла

Организация рабочего места электросварщика

Источники питания сварочной дуги

Выбор режима сварки
Толщина металл | 0,5-1,5 | 1,5-3 | 3-5 | 6-8 | 9-12 | 13-20 |
Диаметр электрода | 1,5-2 | 2-3 | 3-4 | 4-5 | 4-6 | 5-6 |
Iсв=К х dэл
|
|
|
|
|
|
|
|
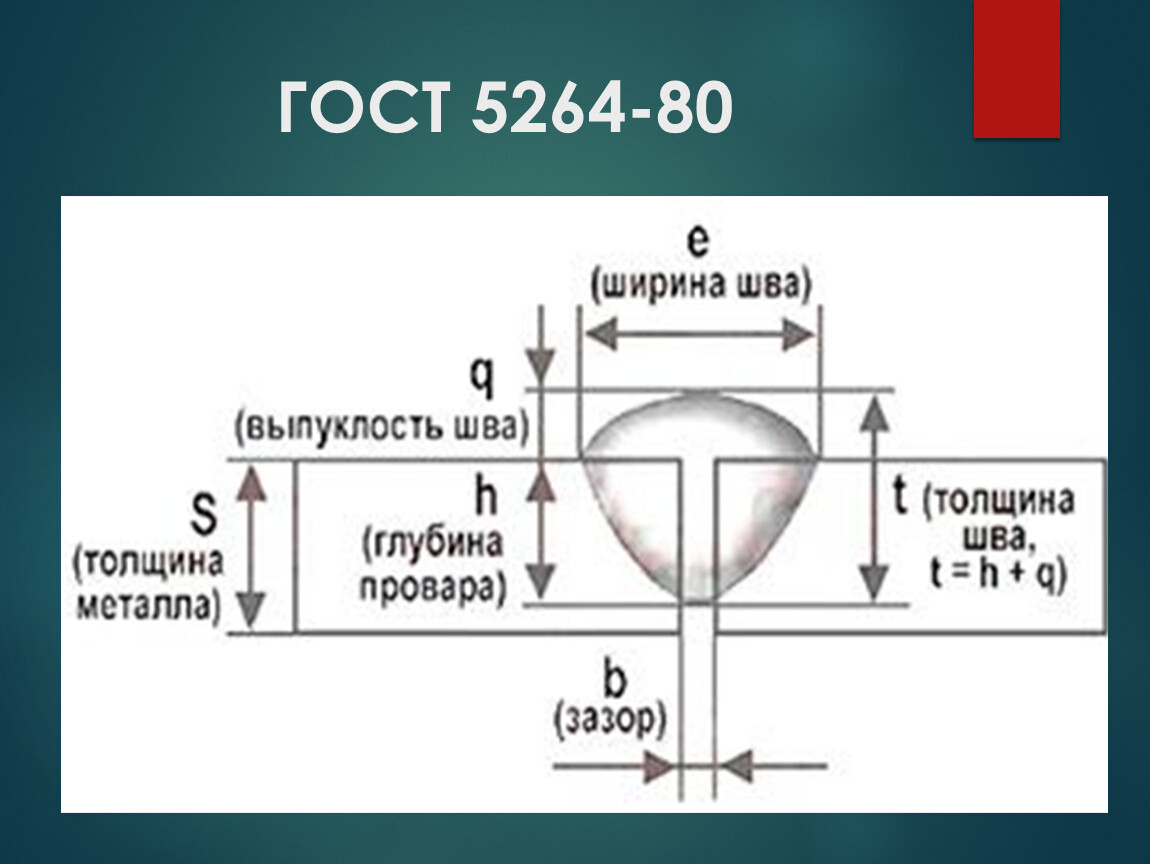
ГОСТ 5264-80
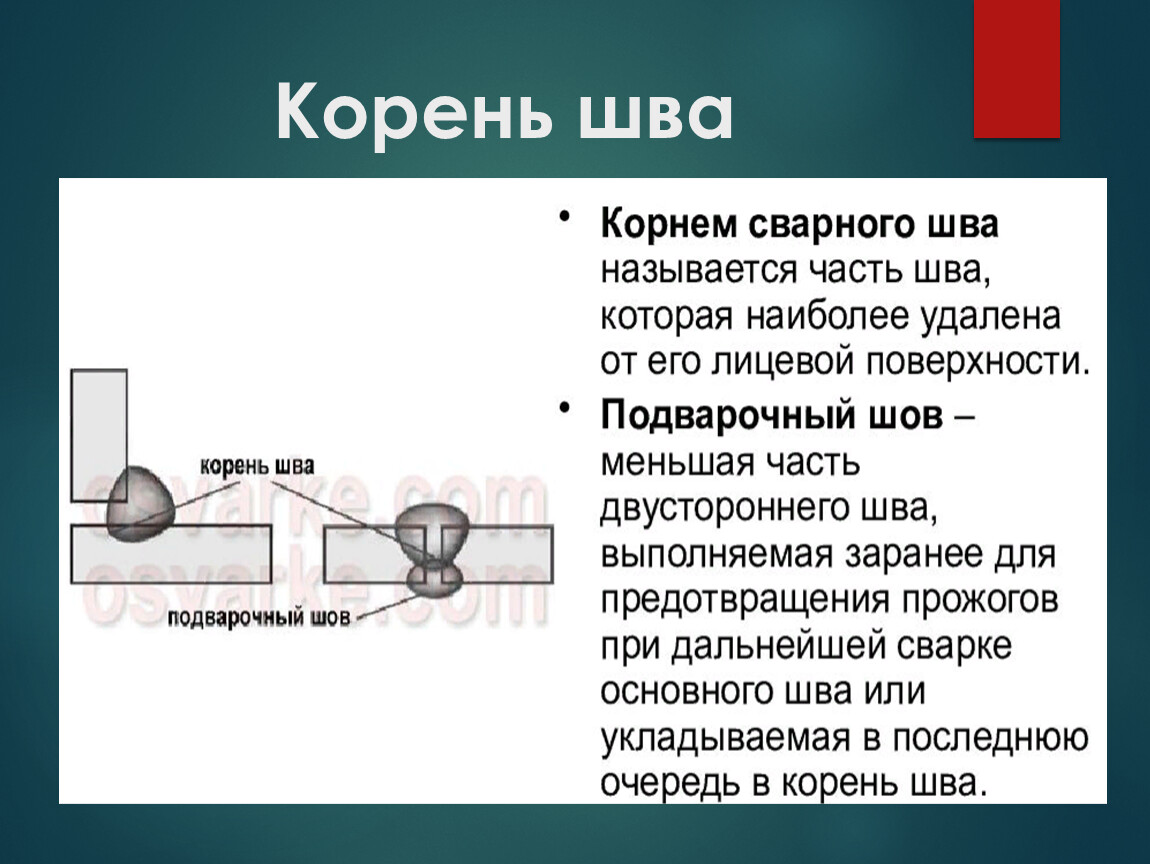
Корень шва
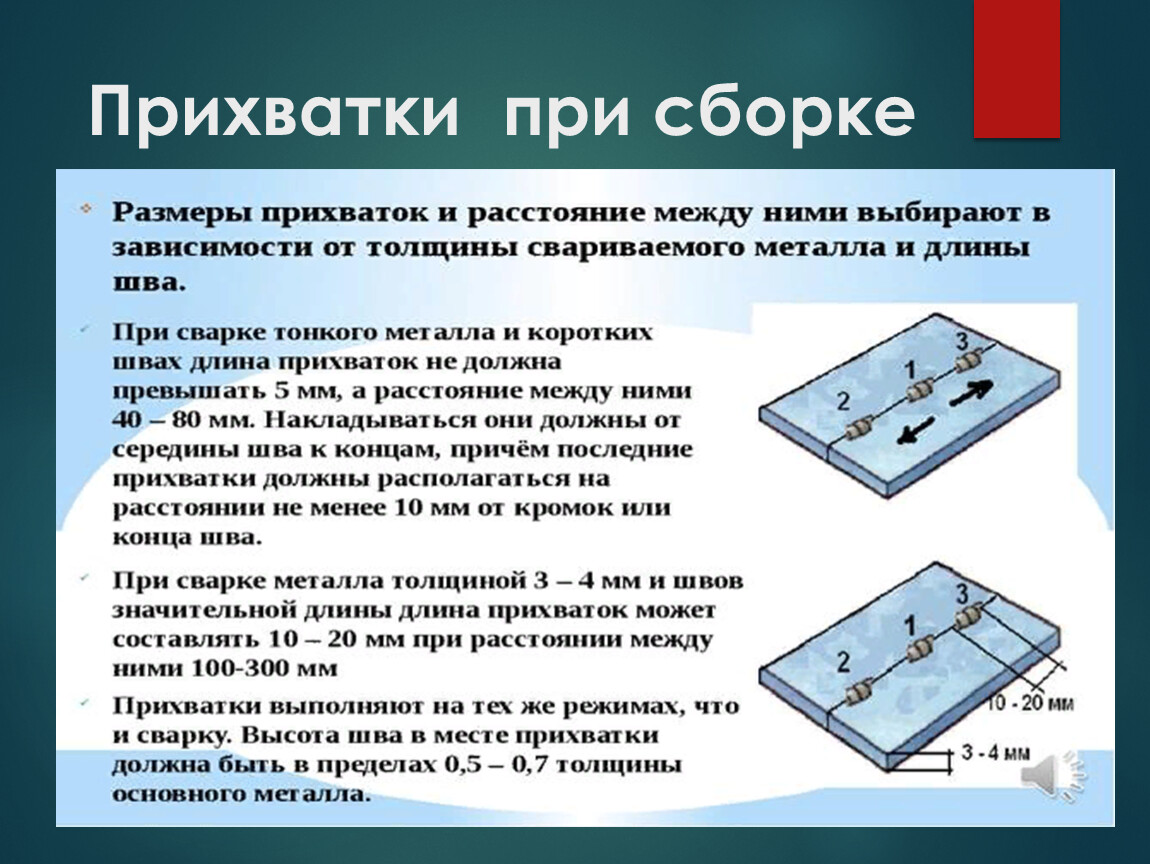
Прихватки при сборке

Направление сварки
Показ приемов сварки стыковых соединений в нижнем положении сварного шва
Самоконтроль качества работы, предупреждение дефектов
Закрепление нового материала
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
