Зависимость силы така и напряжения называют ВАХ. Работу сварочной цепи и дуги нужно рассматривать при наложении статической вольтамперной характеристики (ВАХ) сварочной дуги на статическую вольтамперную характеристику источника питания (называемую также внешней характеристикой источника питания) — рис. 2. При этом напряжение и ток источника питания и дуги совпадают в двух точках 1 и 2.
Вольтамперные характеристики источников сварочного тока
Зависимость между напряжением и током сварочной дуги показывает статическая
вольтамперная характеристика сварочной дуги
Источники питания сварочной дуги имеют также свои вольтамперные характеристики,
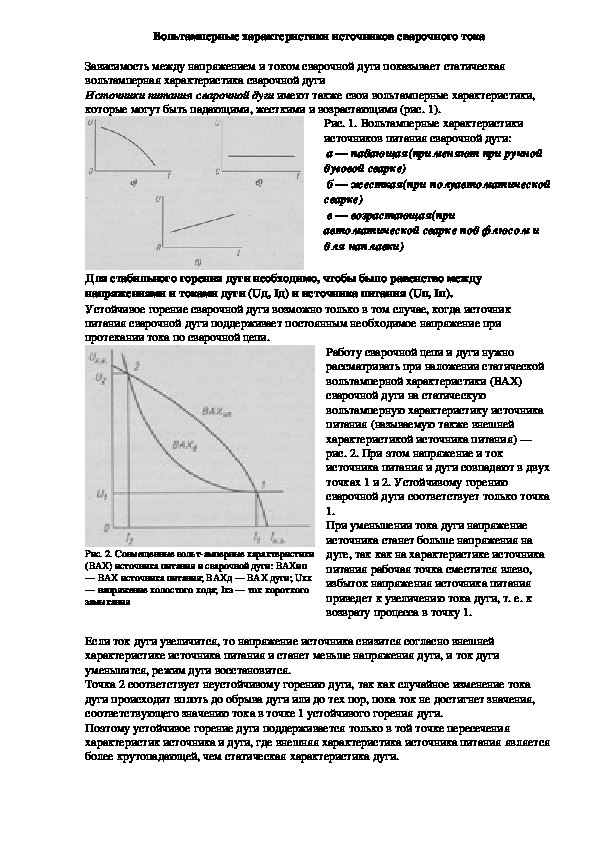
которые могут быть падающими, жесткими и возрастающими (рис. 1).
Рис. 1. Вольтамперные характеристики
источников питания сварочной дуги:
а — падающая(применяют при ручной
дуговой сварке)
б — жесткая(при полуавтоматической
сварке)
в — возрастающая(при
автоматической сварке под флюсом и
для наплавки)
Для стабильного горения дуги необходимо, чтобы было равенство между
напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, Iп).
Устойчивое горение сварочной дуги возможно только в том случае, когда источник
питания сварочной дуги поддерживает постоянным необходимое напряжение при
протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно
рассматривать при наложении статической
вольтамперной характеристики (ВАХ)
сварочной дуги на статическую
вольтамперную характеристику источника
питания (называемую также внешней
характеристикой источника питания) —
рис. 2. При этом напряжение и ток
источника питания и дуги совпадают в двух
точках 1 и 2. Устойчивому горению
сварочной дуги соответствует только точка
1.
При уменьшении тока дуги напряжение
источника станет больше напряжения на
дуге, так как на характеристике источника
питания рабочая точка сместится влево,
избыток напряжения источника питания
приведет к увеличению тока дуги, т. е. к
возврату процесса в точку 1.
Рис. 2. Совмещенные вольтамперные характеристики
(ВАХ) источника питания и сварочной дуги: ВАХип
— ВАХ источника питания; ВАХд — ВАХ дуги; Uxx
— напряжение холостого хода; Iкз — ток короткого
замыкания
Если ток дуги увеличится, то напряжение источника снизится согласно внешней
характеристике источника питания и станет меньше напряжения дуги, и ток дуги
уменьшится, режим дуги восстановится.
Точка 2 соответствует неустойчивому горению дуги, так как случайное изменение тока
дуги происходит вплоть до обрыва дуги или до тех пор, пока ток не достигнет значения,
соответствующего значению тока в точке 1 устойчивого горения дуги.
Поэтому устойчивое горение дуги поддерживается только в той точке пересечения
характеристик источника и дуги, где внешняя характеристика источника питания является
более крутопадающей, чем статическая характеристика дуги.Ручная электросварка обычно сопровождается значительными колебаниями длины дуги.
При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также
часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас
эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой,
и отклонение тока при изменении длины дуги зависит только от типа внешней
характеристики источника питания. При прочих равных условиях эластичность дуги тем
выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики
источника питания. Поэтому для ручной электросварки применяются источники питания с
падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу,
не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока. Также
обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим
сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному
напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке
происходит переход капли расплавленного металла электрода на изделие, и при этом
возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла,
прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного
металла. Обычно значение тока короткого замыкания больше тока дуги в 1,21,5 раз.
Основными данными технических характеристик источников питания сварочной дуги
являются напряжение холостого хода, номинальный сварочный ток, пределы
регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока — напряжение на его зажимах при
отсутствии дуги, номинальный сварочный ток — допустимый по условиям нагрева
источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в
зависимости от способа первоначального возбуждения дуги и при горении дуги —
характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически
изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому
замыканию, затем к горению дуги с образованием капли расплавленного металла, которая
вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого
замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом.
Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник
питания сварочной дуги должен обладать высокими динамическими свойствами, т. е.
быстро реагировать на все изменения в дуге.