Поделиться

Вопросы к экзамену по ПМ 04.Выполнение работ по профессии
18560 «Слесарь – сантехник» для группы 2 АТВ 9-19.
Билет №1
1.Виды слесарных работ, применяемых при обслуживании и ремонте санитарно-технических систем;
Слесарь-сантехник 3-го разряда должен уметь:
-разбирать, ремонтировать и собирать детали и узлы
санитарно-
технических систем центрального отопления, водоснабжения,
канализации, и водостоков под руководством слесаря-
сантехника более высокой квалификации;
- сортировать трубы, фитинги, фасонные части, арматуру
и
средства крепления;
- осуществлять подготовку пряди, сурика, растворов и
других
вспомогательных
материалов;
-транспортировать детали трубопроводов, санитарно-технические приборы и другие грузы;
-комплектовать сгоны муфтами и контргайками, болт-гайками.
-разбирать, ремонтировать и собирать простой сложности
детали и узлы санитарно-технических систем центрального отопления,
водоснабжения, канализации и водостоков;
-сверлить или пробивать отверстия в конструкциях;
-нарезать резьбу на трубах вручную, комплектовать
трубы в
фасонные части стояков.
2.Трубопроводы. Назначение трубопроводов.
Трубопровод — это инженерное сооружение разной степени сложности, используемое для транспортировки жидких и газообразных веществ под воздействием давления или естественных ландшафтно-геодезических особенностей. Некоторые виды трубопроводов предназначены для доставки твердых веществ на небольшие расстояния — в рамках одного помещения или здания.
Основная функция большинства трубопроводов — передача вещества или продукта от места добычи до
места переработки и потребления. Но есть системы, предназначенные не для
подачи, а для удаления или отведения. А именно:
- Канализация — отводит промышленные и бытовые отходы через очистку к
утилизации
- Дренаж — служит для удаления воды с поверхности земли и из подземного
пространства
- Водовыпуск — удаляет воду из подземных коллекторов, тоннелей, камер и т.д.
ТРУБОПРОВОДЫ КЛАССИФИЦИРУЮТСЯ:
По способу прокладки:
• Наземные и надземные. Разница в том, что надземные сооружают на высоте не
менее 25 см от грунта на опорах, балках, эстакадах.
• Подземные. Укладывают в траншеи, канавы, тоннели, искусственные насыпи.
• Подводные — речные, болотные, морские. Проходят по дну водоема или в
специально прорытых траншеях.
• Плавающие. Крепятся к поплавкам и укладываются на поверхность воды.
По типу транспортируемого вещества:
• Водопровод — снабжает водой, включая питьевую, населенные пункты,
промышленные объекты, транспорт
• Воздухопровод — доставляет сжатый воздух на профильные предприятия
• Газопровод — транспортирует природный газ к местам потребления и экспорта
• Нефтепровод и нефтепродуктопровод — доставляет сырую необработанную нефть и
нефтепродукты (бензин, мазут, сжиженные газы)
• Паропровод — передает пар под давлением для тепловых и атомных
электростанций, предприятий пищевой промышленности, парового отопления
• Теплопровод — передает теплоноситель в жилые дома и на предприятия
Существуют также узкоспециализированные: аммиачный трубопровод, конденсатный, этиленовый, гидроторфный и другие.
По масштабу:
• Магистральные — крупнейшие инженерные сети для транспортировки веществ на
дальние расстояния
• Технологические — снабжают промышленные предприятия
• Коммунально-сетевые — обеспечивают теплом, водой, газом объекты жилого и
нежилого фонда. Отводят бытовые отходы
• Судовые и машинные — для работы на судовом, грузовом, легковом транспорте
По сложности проектирования и изготовления:
• Простые — укладываются по возможности прямо, без ответвлений и дополнительных
конструкций
• Сложные — это крупные инженерные системы с ответвлениями, переходами,
изгибами
По температуре передаваемого вещества: • Холодные трубопроводы — 0°С и ниже
• Среднетемпературные — от +1°С до +45°С
• Высокотемпературные или горячие — свыше 46°С
По агрессивности среды: нейтральные, мало- и среднеагрессивные, высокоагрессивные
По давлению:
• Трубопроводы низкого давления — не превышает 12 атмосфер
• Среднего давления — от 12 до 25 атмосфер
• Высокого давления —
показатель более 25 атмосфер
Билет№2
1.Основные приемы выполнения работ по разборке, ремонту и сборке простых узлов систем водоснабжения.
Для выполнения ремонта сантехнических устройств необходимо знать их конструкцию и уметь отличать детали. Чаще всего неисправности возникают в водопроводных кранах и смесителях.
На рисунке 86 показано устройство простейшего водопроводного крапа. При повороте маховичка 1 по часовой стрелке шпиндель 2 вворачивается внутрь корпуса 4, прокладкой 5 перекрывает отверстие (гнездо) 7, и вода не поступает.
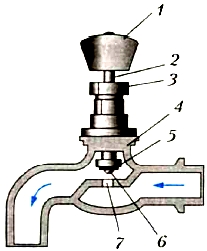
Рис. 86. Водопроводный кран: 1 — маховичок; 2 — шпиндель; 3 — уплотнительная гайка; 4 — корпус; 5 — прокладка; 6 — винт с шайбой; 7 — гнездо
В настоящее время широко применяют смесители — устройства для подачи холодной, горячей или тёплой воды. Производятся смесители различного назначения: для умывальников (центральные), для ванны и умывальника (общие), для ванны с душевой сеткой и т. д. Смесители работают в постоянном контакте с водой, поэтому их металлические детали изготовляют из латуни, бронзы, маховички — из пластмассы, уплотнительные прокладки — из резины, кожи, пластмассы и др.
На рисунке 87 показан смеситель для умывальника (центральный). Он состоит из корпуса 1 с двумя вентильными головками 2, водоизливной трубки 3 с аэратором 4.
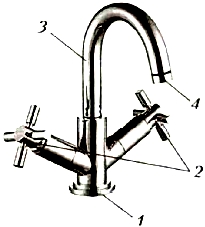
Рис. 87. Смеситель: 1 — корпус; 2 — вентильная головка; 3 — водоналивная трубка; 4 — аэратор
Вентильная головка, входящая в конструкцию смесителя, — это устройство для управления движением воды (рис. 88). Так же, как и в водопроводном кране, при вращении маховичка по часовой стрелке прокладка прижимается к отверстию в корпусе смесителя, по которому поступает вода и перекрывает его.
При работе смесителя могут возникнуть следующие неисправности.
1. При открытой вентильной головке вода подтекает по шпинделю в сторону маховичка.
Для устранения подтекания воды следует подтянуть (закрутить сильнее по часовой стрелке) гайку 3 (см. рис. 88). Если это не поможет, то нужно полностью отвернуть гайку и вытащить тонкой отвёрткой старый сальник (набивку) 4 из зазора между шпинделем 2 и корпусом 6. После этого намотать на шпиндель несколько витков пропитанной маслом льняной или конопляной нити (пакли). Гайку 3 завинчивают в корпус 6, уплотняя сальник, и проверяют лёгкость вращения шпинделя маховичком. Можно также, вытащив старый сальник, заменить его новым — резиновым.
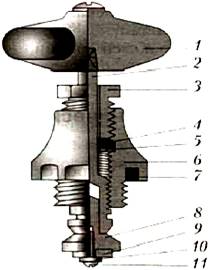
Рис. 88. Устройство вентильной головки: 1 — маховичок; 2 — шпиндель; 3 — гайка: 4 — сальник: 5 — шайба; 6 — корпус; 7 — прокладка; 8 — клапан; 9 — прокладка; 10 — шайба; 11 — винт
2. При закрытой вентильной головке вода капает из крана, или при её открывании смеситель начинает гудеть и вибрировать.
Для устранения этих неисправностей, прежде всего, перекрывают запорными вентилями подачу холодной и горячей воды в водопроводную систему жилища. Затем, вращая маховичок против часовой стрелки, открывают вентильную головку, чтобы проверить, что вода перекрыта. Откручивают винт крепления маховичка и снимают маховичок. После этого ключом вывинчивают корпус вентильной головки 6 из смесителя и заменяют прокладку 9 на новую.
Если клапан 8 с прокладкой 9 выпадает из шпинделя, нужно вывинтить шпиндель из корпуса, вынуть клапан и слабыми ударами молотка по концу шпинделя в районе отверстия для клапана слегка уменьшить диаметр этого отверстия. Постукиванием вставить клапан в отверстие шпинделя, после чего с помощью кернера завальцевать отверстие.
3. Маховичок невозможно завернуть до конца, вода постоянно вытекает струйкой.
Причиной этого является износ резьбы на шпинделе 2 или в корпусе 6 (см. рис. 88). Для устранения этой неисправности необходимо заменить вентильную головку.
Кроме описанной выше вентильной головки, применяют конструкции со сменным картриджем, в котором находятся две прочные керамические пластины с отверстиями, прижатые друг к другу. При повороте пластин относительно друг друга отверстия совпадают, горячая и холодная вода поступает в смеситель, смешивается и попадает в водоизливную трубку.
Аэратор (рис. 89) предназначен для насыщения воды воздухом, устранения из неё посторонних запахов, рассечения потока воды на отдельные струи. С течением времени напор воды из водоналивной трубки уменьшается. Это происходит из-за того, что аэратор засоряется частичками из проржавевших труб системы водоснабжения. При засорении аэратора его отвинчивают от водоизливной трубки, разбирают и прочищают щёткой, собирают и устанавливают на место. Конструкция аэратора показана на рисунке 89, б.

Рис. 89. Аэратор: а — общим вид; б — составные части: 1 — корпус; 2 — стакан; 3 — рассекатель: 4 — металлические сетки; 5 — резиновая прокладка
Правила безопасной работы
1. Перед тем как ремонтировать сантехническое оборудование, следует обязательно отключить подачу воды.
2. Нельзя выкручивать вентильную головку плоскогубцами, так как они повреждают её поверхность.
3. Закручивать детали крана и вентильной головки осторожно, без перекосов, чтобы не сорвать резьбу.
4. После ремонта сантехнического оборудования вентиль подачи воды в водопроводную систему открывать плавно, не спеша. Только убедившись, что в отремонтированном оборудовании вода не подтекает, открывать его полностью.
2. Виды трубопроводов. Напорные и безнапорные трубопроводы.
По типу движения вещества трубопроводы бывают следующих видов:
1.Напорные.
2.Безнапорные или самотечные.
Напорные трубопроводы имеют внутреннее абсолютное давление для транспортируемого вещества свыше 0,1 МПа.
Для напорных водоводов и сетей рекомендуется применять неметаллические, а также чугунные напорные водопроводные трубы. Стальные трубы применяют в исключительных случаях при соответствующем обосновании и для перехода под железными и шоссейными дорогами, через водные преграды и овраги. Выбор материала труб производят на основании свойств труб, а также местных условий работы трубопровода.
У безнапорных трубопроводов жидкости перемещаются без избыточного давления. Движение среды в такой конструкции происходит благодаря естественному геодезическому уклону.
Трубы безнапорные предназначены для безнапорных трубопроводов для транспортирования самотеком бытовых и атмосферных сточных вод, а также грунтовых и производственных жидкостей, не агрессивных по отношению к материалу труб и уплотняющим материалам стыковых соединений. Трубы в зависимости от вида их соединения подразделяют на раструбные и фальцевые, в зависимости от формы поперечного сечения - на круглые и круглые с плоской подошвой. Их изготовляют диаметром от 100 до 1000 мм, длиной от 1000 до 2000 мм. Толщина стенок труб ГОСТом не регламентируется. Трубы выпускают толщиной стенок 20, 25, 30 мм и далее до 110 мм с интервалом 10 мм в зависимости от назначения труб и требований к их прочности.
Билет№3
1.Рабочее место слесаря.
Рабочим местом называется часть производственной площади цеха или мастерской, закрепленная за данным рабочим или бригадой рабочих и оснащенная оборудованием, приспособлениями, инструментом и материалами, необходимыми для выполнения определенного производственного задания.
Площадь рабочего места должна определяться, исходя из необходимости размещения всех составляющих рабочее место слесаря элементов (верстак, стеллажи для хранения заготовок, деталей и т. д.) и выделения места (площади) для постоянной позиции рабочего и его передвижения в процессе работы. При организации рабочего места необходимо создать такую обстановку на самом рабочем месте, чтобы рабочий имел возможность, не сходя со своего постоянного места у верстака и не меняя при этом положения (позы) корпуса, взять или положить на место нужный ему инструмент, заготовку, деталь и т. д. одним движением рук. Инструмент и заготовки должны располагаться на рабочем месте на строго закрепленных за ними местах. При этом те предметы, которыми рабочий пользуется чаше, следует класть ближе, на площади, ограниченной дугами радиусом 350 мм, т. е. в пределах досягаемости при движении свободно вытянутых рук (рис. 32).
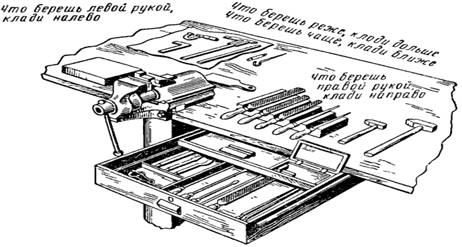
Рис. 32. Расположение инструмента на слесарном верстаке
Режущий или ударный инструмент, который берут правой рукой, кладут с правой стороны; тот, который берут левой рукой — с левой стороны.
Приспособления, материалы и готовые детали нужно располагать в специальных ящиках (таре), находящихся на отведенных для них местах.
Измерительные инструменты должны храниться в специальных футлярах или же деревянных коробках.
Режущие инструменты (напильники, метчики, сверла, развертки и др.) следует предохранять от ударов и загрязнения и хранить на деревянных подставках (планшетах).
После окончания работы весь инструмент и приспособления, применяемые при работе, необходимо очистить от грязи и масла и протереть. Поверхность верстака очистить щеткой от стружки и мусора.
Рабочее место слесаря может быть организовано по-разному, в зависимости от характера производственного задания. Однако большинство рабочих мест оборудуется слесарным верстаком, на котором устанавливают тиски и раскладывают необходимые в процессе работы инструменты, приспособления, материалы; на специальных планшетах размещают документацию — технологические карты, чертежи и т. д.
Расстояние между отдельными рабочими местами, а также проходы между слесарными верстаками устанавливаются (1,5—1,6 м) в зависимости от технических и технологических требований и условий техники безопасности.
Рабочие места должны иметь хорошее индивидуальное освещение. Свет должен падать на обрабатываемый предмет, а не лицо рабочего. Желательно, чтобы свет был рассеянным и не создавал бликов, мешающих работать.
Слесарный верстак представляет собой специальный стол, на котором выполняются слесарные работы. Он должен быть прочным, устойчивым. Каркас верстака сварной конструкции из чугунных или стальных труб, стального профиля (уголка). Крышку (столешницу) верстаков изготовляют из досок толщиной 50—60 мм (из твердых пород дерева).
Столешницу, в зависимости от характера выполняемых на ней работ, покрывают листовым железом толщиной 1—2 мм. В качестве покрытия используют также линолеум, листы из алюминиевых сплавов или фанеру. Спереди и с боков столешницы устанавливают бортики, чтобы с нее не скатывались детали.
Под столешницей верстака находятся выдвижные ящики (не менее двух), разделенные на ряд ячеек для хранения инструментов, мелких деталей и документации.
Слесарные верстаки бывают одноместные и многоместные.
Одноместные слесарные верстаки имеют длину 1200—1500 мм, ширину 700—800 мм, высоту 800—900 мм, а многоместные — длину от 2800 до 3500 мм (в зависимости от числа работающих); ширину ту же, что и у одноместных верстаков.
Многоместные слесарные верстаки имеют существенный недостаток: когда один рабочий выполняет точные работы (разметку, опиливание, шабрение), а другой в это время производит рубку или клепку, то в результате вибрации верстака нарушается точность работ, выполняемых первым рабочим.
Тиски на верстаке устанавливают на определенной высоте в соответствии с ростом работающего (рис. 33, а). При выборе высоты, на которую должны быть установлены параллельные тиски, нужно локоть руки поставить на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка (рис. 33, б).
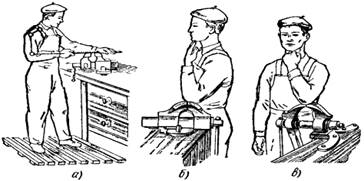
Рис. 33. Установка
тисков по высоте:
а — при опиловке, б — при работе иа параллельных тисках, в — при рубке в
стуловых тисках
Стуловые тиски должны устанавливаться на такую высоту, чтобы поставленная локтем на их губки рука касалась подбородка согнутыми в кулак пальцами (рис. 33, в).
При малом росте рабочего следует использовать специальные подставки (решетки) под ноги.
Слесарный верстак (рис. 34), применяемый на заводах, состоит из металлического каркаса 1 и верстачной доски (столешницы) 2, защитного экрана (металлическая сетка с очень мелкими отверстиями или стекло — плексиглаз) 4.
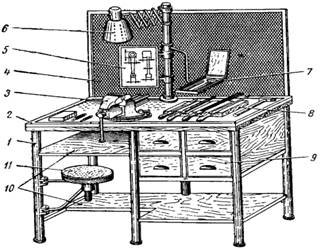
Рис. 34. Одноместный слесарный верстак
На верстаке располагаются слесарные тиски 3, планшет для размещения чертежей 5, индивидуальное освещение 6, кронштейн с полочкой для измерительного инструмента 7, планшет для рабочего инструмента 8.
Под столешницей имеются четыре ящика 9 с отделениями Для хранения инструмента и две полки для хранения деталей и заготовок 10. К ножке верстака крепится откидное сиденье 11.
Для работы механизированным инструментом к верстаку подводится силовая электрическая линия и магистраль сжатого воздуха.
Когда слесарю приходится перемещаться по фронту работы, он пользуется переносными инструментальными ящиками с набором слесарного инструмента или инструментальными сумками.
2.Основные элементы трубопроводов санитарно-технических систем (магистрали, подводки, стояки) и их назначение.
Внутридомовые санитарно-технические системы присоединяют вводами к наружным тупиковым или распределительным сетям. На вводах, проходящих через фундамент здания, в помещение водомерного узла устанавливают отключающие устройства. Сами водомерные узлы представляют собой конструкцию, состоящую из одного или двух водопроводов, на которых располагаются арматура, контрольно-измерительные приборы, предохранительная арматура, регуляторы давления, а также, при необходимости, могут быть размещены и повысительные устройства. Водомерный узел располагают в помещении с температурой не ниже 3-5 градусов Цельсия для предотвращения замерзание и разрыва оборудования и узлов.
И наружные, и внутренние системы для безопасной эксплуатации оборудуют трубопроводной арматурой. Так, наружные сети для обеспечения отключения любых участков или разделения закольцованных схем на отдельные эксплуатационные зоны, оборудуют задвижками или поворотными затворами, которые могут быть расположены как в колодцах, так и вне их, обеспечивая управления снаружи. Над грунтом располагают коверы, которые позволяют с помощью специального ключа открыть или закрыть то или иное запорное устройство, не опускаясь под землю (в колодец). Данные схемы широко применяют в современных условиях. Места расположения трубопроводной арматуры на наружных сетях указывают в координатных табличках, которые наносят на здания и другие фундаментальные объекты, указывая расстояния в метрах до ковера или колодца, а также тип арматуры, условно обозначенной в соответствующих схемах и проектах.
Во внутридомовых системах к водомерному узлу подключают разводящие трубопроводы, проложенные в подвальном помещении или техническом подполье. К ним присоединяют поливочные краны, которые располагают по периметру здания на расстоянии 30-50 метров. Они имеют быстроразъемные соединения для подключения поливочного крана или пожарного рукава. Для отключения любых участков трубопровода предусматривает арматуру, а после каждой задвижки устанавливают спускники для отключения участка системы при проведении ремонтных работ.
Уже к разводящим трубопроводам присоединяют стояки, т.е. вертикальные участки трубопровода, через которые вода поступает непосредственно на этажи здания к водоразборным точкам. Проходя через межэтажные перекрытия участки стояков заключают в гильзы, при этом у основания на трубопровод монтируют запорную арматуру для отключения стояка. Как правило, в качестве запорных устройств используют вентили, клиновые задвижки, поворотные заслонки или другие устройства, обеспечивающие безопасность данных систем.
Разводящие трубопроводы и участки стояков, расположенные в подвальных помещениях, должны покрываться тепловой изоляцией для исключения замерзания среды и их разрыва.
От стояков ответвления идут в квартиры или помещения, в которых расположены водоразборные устройства, различные санитарные приборы. В настоящее время в квартирах предусмотрена установка своих водомерных узлов, что обеспечивает полный контроль за расходом воды.
Для обеспечения безопасной эксплуатации системы холодного водоснабжения, на ней предусматривают установку трубопроводной арматуры, включающей задвижки клиновые и параллельные, клапаны (вентили), противопожарные и водоразборные клапаны, регуляторы давления, воздухоспускные вантузы, регуляторы напора, различного типа дросселирующие устройства для снижения давления воды до и после себя. Данные типы арматуры должны еще включать и предохранительную арматуру, исключающую повышение давления воды в системах, тем самым предотвращая разрыв трубопровода и установленного оборудования.
Билет№4
1.Рабочий инструмент слесаря. Назначение и правила применения.
Инструмент, которым слесарь пользуется особенно часто, должен быть всегда под его рукой и его нужно хранить в верстачном ящике. Такой инструмент (его принято называть ходовым) слесарь обычно получает в постоянное пользование с отметкой в инструментальной карточке рабочего. Инструмент, к которому прибегают только в отдельных случаях, слесарь берет из инструментальной кладовой во временное пользование. После окончания работы он возвращает инструмент обратно.
К инструментам и принадлежностям, которые слесарь должен иметь постоянно на своем рабочем месте, относятся: молотки, зубила, крейцмейсели, напильники, шаберы, отвертки, гаечные ключи, абразивные бруски
Молотки. Изготовляют молотки из углеродистой стали У7—У8, их рабочие концы (боек и носок) подвергают закалке и полируют. Все молотки состоят из трех основных частей — головки, ручки и соединяющего их узла крепления. В головке молотка можно выделить три части
: боек, тело и носок. В теле имеется овальное отверстие, в котором надежно фиксируется ручка.
Молотки из цветных металлов применяются преимущественно при монтажно-демонтажных работах, когда недопустимы повреждения и деформации деталей и при работе в помещениях со взрывоопасной средой (при ударе по стальным поверхностям исключается образование искры). Головки таких молотков медные, свинцовые или алюминиевые. Форма головок прямоугольная или цилиндрическая.
Молотки из резины используются для работ с тонким листовым металлом, когда нежелательны следы от инструмента на месте удара. Чаще всего они имеют головки цилиндрической формы с плоскими бойками. Производят их из резины различной твердости. Редко, но встречаются молотки из белой резины, не оставляющие темных пятен на месте удара.
Молотки из пластических масс имеют то же назначение, что и резиновые молотки. Инструмент изготавливается или целиком из пластмассы (монолитные молотки), или имеет традиционную конструкцию (пластмассовая головка и деревянная ручка). Материалом для производства этих молотков служат нейлон, полиуретан и ацетилцеллюлоза.
Деревянные молотки (киянки) применяются для работ с листовым металлом и для сборочных операций. Головки киянок изготавливаются из твердых пород дерева (бука или граба) и имеют цилиндрическую или прямоугольную форму. Поверхности бойков у киянок плоские.
Молотки со сменными бойками позволяют выбирать вид бойка, необходимый для данной операции.
Зубило применяется для удаления рубкой слоя металла с поверхностей обрабатываемых деталей, для разрубания на части заготовок, для вырубания заготовок из листового металла, для обрубки заусенцев, приливов, литников и т. п.
Зубило относится к ударно-режущему инструменту. В нем различают три части — рабочую, среднюю (тело зубила) и ударную часть, заканчивающуюся затыльником.
Крейцмейсель — разновидность зубила с зауженной режущей кромкой, которая позволяет вырубать канавки, пазы и т. п.
Канавочник — разновидность крейцмейселя для фигурного вырубания в металле углубления определенного профиля, определяемого рабочей частью инструмента.
Бородок предназначен для пробивания круглых отверстий в тонких листовых материалах.
Кернер применяют для получения небольших лунок при разметке заготовок и лунок для начальной установки сверла.
Напильники также являются режущим инструментом. Они представляют собой полосы, бруски или прутки различных размеров и профилей с насеченными на рабочих поверхностях зубьями. Хвостовая часть напильника имеет вид заостренного стержня и служит для насаживания ручки напильника.
Напильники различают по профилю, видам и роду насечки и по размеру.
По профилю напильники подразделяются на плоские, квадратные, трехгранные, ромбические, полукруглые, круглые и специальные.
По виду насечки различают напильники драчевые — с крупной насечкой (применяются для грубого опиливания) и личные — с мелкой насечкой (для окончательной обработки и получения чистой поверхности).
По роду насечки различают напильники с одинарной, или простой, насечкой и напильники с двойной насечкой.
Шаберы представляют собой стальные полосы прямоугольного или трехгранного сечения с режущими кромками на одном конце. Этот режущий инструмент, предназначенный для окончательной обработки плоских и криволинейных поверхностей, применяется в тех случаях, когда необходимо получить хорошо пригнанные поверхности соприкасающихся деталей.
Отвертки применяют для завертывания и отвертывания винтов с фигурной головкой или с прорезью — шлицем. Отвертки бывают различной конструкции и размеров.
Фиксирующий инструмент предназначен для захвата и удержания различных деталей.
Плоскогубцы используются прежде всего для работы с деталями, имеющими плоские поверхности. Шарнир у них фиксированный, на ряде моделей в средней части губок выполнены полукруглые углубления с крупной насечкой, что позволяет захватывать цилиндрические предметы.
Плоскогубцы универсальные ) обязательно имеют на внутренних поверхностях губок полукруглые углубления, а также режущие кромки. У ряда моделей на внешней стороне шарнира есть паз с острыми кромками для резки проволоки.
Длинногубцы применяются при работе в труднодоступных местах, поэтому имеют удлиненные губки прямоугольного или полукруглого сечения, прямые или отогнутые (угол отгиба от 15 до 75°).
Некоторые длинногубцы имеют режущие кромки.
Круглогубцы используют для фигурного выгибания проволоки и т. п. Переставные клещи применяются для фиксации предметов различной формы и размеров, а также для работы с поврежденным крепежом, когда необходим мощный захват.
2.Соединение стальных труб. Разъемные и неразъемные соединения.
Соединения труб должны быть того же качества, что и трубы: одинаково прочными, воспринимать внутреннее давление и усилия, возникающие при монтаже трубопроводов, наружные нагрузки грунта, подземных вод, транспорта.
Соединения должны быть герметичны — не пропускать жидкости и газ из трубопровода, а также внутрь его при образовании вакуума, не разрушаться под действием коррозии и не ухудшать качество транспортируемой среды. Трубопроводы санитарно-технических систем, по которым перемещаются вода, пар, газ, состоят из отдельных труб, соединенных между собой на резьбе, сварке, фланцах или накидными гайками.
Часть соединений труб изготовляют неразъемными (сварными, резьбовыми), но для возможности демонтажа трубопроводов при ремонте, а также в местах установки арматуры применяются разъемные соединения — фланцевые, накидной гайкой, резьбовые со сгоном.
Резьбовые соединения. Они обеспечивают герметичность и прочность соединения, выполняются простыми, безопасными в обращении инструментами, но требуют больших затрат времени на сборку, чем сварное соединение. Недостаток соединений этого типа — уменьшение толщины стенки трубы в месте нарезки резьбы снижает долговечность соединения. Резьбовое соединение можно использовать только в местах, доступных для осмотра и ремонта.
При резьбовом соединении труб на их концах нарезают или накатывают резьбу и навертывают муфту. Для предотвращения утечки воды через зазор между муфтой и трубой его заполняют уплотнительным материалом.
Сварные соединения.Отличаются высокой прочностью, герметичностью и долговечностью стыка. Однако для выполнения сварного соединения требуются сложное пожаро-, взрывоопасное оборудование и высокая квалификация рабочего. При сварке образуются наплывы расплавленного металла на внутренних стенках трубы, что увеличивает сопротивление движению жидкости, особенно в трубопроводах малого диаметра. Чтобы исключить этот дефект, применяют сварку враструб, когда одна труба развальцовывается так, чтобы вторая вошла внутрь нее.
Билет№5
1.Контрольно-измерительный инструмент слесаря, хранение его и уход за ним, назначение и правила применения.
Слесарь должен располагать необходимым контрольно-измерительным инструментом для измерения и проверки размеров.
Масштабная линейка. Применяется для измерения наружных и внутренних линейных размеров и расстояний. На масштабной линейке нанесены миллиметровые деления — штрихи. Точность измерения миллиметровой масштабной линейкой — 0,5 мм. Ходовые размеры масштабных линеек: длина — 150, 300, 500 и 1000 мм, ширина — от 15 до 35 мм, толщина — от 0,3 до 1,5 мм.
Штангенциркуль применяется для более точного измерения наружных и внутренних линейных размеров. В слесарной практике для измерения размеров все большее распространение получают электронные штангенциркули и штангенциркули с индикатором часового типа. Они более удобны в работе, по ним легче считывать показания.
Микрометр является самым распространенным измерительным инструментом для точных линейных измерений с точностью до 0,01 мм. Им измеряются только чисто обработанные поверхности. Каждый микрометр имеет определенный предел измерений: 0—25; 25—50; 50—75 мм и т. д.
Индикатором называется инструмент, при помощи которого выявляют небольшие отклонения поверхностей от заданного размера и требуемой формы. Основное достоинство индикатора — удобство измерения, надежность и быстрота измерения. Индикатор обеспечивает точность измерения 0,01 мм, электронные и прецизионные индикаторы — 0,001 мм.
Угломер с нониусом является многомерным инструментом, предназначенным для измерения наружных и внутренних углов, кроме того, некоторые угломеры, применяются для выполнения разметочных работ.
Кронциркуль и нутромер. Эти инструменты служат для измерения линейных размеров с последующим их отсчетом по масштабной линейке. Наружные размеры измеряются кронциркулем, внутренние — нутромером.
Проверочная линейка. Применяется для проверки плоскости на прямолинейность. При обработке плоскостей чаще всего пользуются проверочной лекальной линейкой.
Угольники. Применяются для проверки наружных и внутренних углов.
Малки . Предназначаются для контроля и перенесения углов различной величины на размечаемую поверхность. Существуют малки простые и универсальные.
Шаблонами называются плоские измерители (изготовляются из тонкой листовой или полосовой стали толщиной от 0,15 до 3 мм), предназначенные для проверки фигурных контуров изделий, углов, радиусов закруглений, длин, глубин, высоты уступов, ширины и глубины пазов, расстояний между центрами.
Резьбомеры служат для определения величины шага, числа ниток, степени полноты резьбы.
2.Соединение труб на резьбе. Правила и приемы соединения и разъединения водопроводных труб.
Большинство соединений на трубах изготовляется неразъемными (сварные, резьбовые), но для возможности демонтажа трубопроводов при их ремонте, а также в местах установки арматуры предусматриваются разъемные соединения (фланцевые, накидной гайкой).
Резьбовые соединения. Они обеспечивают герметичность и прочность соединения, выполняются простыми, безопасными в обращении инструментами, но требуют больших затрат времени на сборку, чем сварное соединение. Недостаток соединений этого типа — уменьшение толщины стенки трубы в месте нарезки резьбы снижает долговечность соединения. Резьбовое соединение можно использовать только в местах, доступных для осмотра и ремонта.
При резьбовом соединении труб на их концах нарезают или накатывают резьбу и навертывают муфту. Для предотвращения утечки воды через зазор между муфтой и трубой его заполняют уплотнительным материалом.
Соединение стальных труб на резьбе применяют на
водогазопроводных трубах. На обычных трубах резьбу нарезают, а на тонкостенных
накатывают. Резьба на трубах должна быть чистой. Не допускается нарезка с
сорванной или неполной резьбой общей длиной более 10 % длины рабочей части. В
санитарно-технических устройствах для резьбовых соединений применяют нарезку
или накатку наружной резьбы на концах соединяемых труб и навертывание муфты с
резьбой. Длина резьбы соединительных труб должна быть такой, чтобы между обоими
концами труб, ввернутыми до отказа в муфту, оставался зазор не менее 5 мм.
Данный вид резьбового соединения называют коротким. Если при резьбе типа
«цилиндр на цилиндр» необходимо сделать разъемное соединение, то на одном конце
трубы нарезают короткую резьбу, а на другом резьбу – длинную, т.е. такой
длины, чтобы на нее можно было согнать контргайку и следом за ней муфту с
запасом 2-3 нитки. Соединение с навернутыми на нее муфтой и контргайкой называют
сгоном.
Для уплотнения сгона при теплоносителе с
температурой не более 95 °С между контргайкой и торцом муфты ставится
промазанный уплотняющей пастой и ссученный из льняной пряди жгутик; в системах
паровых и с перегретой водой – тонкий асбестовый шнур, промазанный графитовой
замазкой. При изготовлении разъемного соединения стальных труб используют
фитинги из ковкого чугуна с утолщениями на концах – буртиками, необходимыми для
большей прочности, и стальные (без буртиков). Соединительными частями из
ковкого чугуна с цилиндрической резьбой для соединения труб по прямой и
заглушки концов являются: муфты прямые и переходные, соединительные гайки,
футорки, контргайки, пробки
Билет№6
1.Разметка и ее назначение. Инструмент и приспособления для разметки.
Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки. Линии и точки обозначают границы обработки.
Существуют два вида разметки: плоская и пространственная.
Разметка называется плоской, когда линии и точки наносятся на плоскость, пространственной – когда разметочные линии и точки наносятся на геометрическое тело любой конфигурации.
Плоскостная разметка выполняется на поверхности плоских деталей, на поверхности плоских деталей на полосовом или столовым материале и заключается в нанесение на заготовку контурных и параллельных перпендикулярных линий, окружностей, дуг, геометрических фигур по зональным размерам или контуров различных отверстий.
Для разметки отдельных пространственных
деталей расположенных под различными углами друг к другу в различных
плоскостях и увязывают разметку этих отдельных поверхностей между собой.
Приспособления для плоскостной разметки – это разметочные плиты, подкладки,
поворотные устройства, домкраты. Инструменты для пространственной разметки
чертилка, фермеры, циркули, разметочный штанге – циркуль, линейка, угольники.
Пространственная разметка может быть выполнена на разметочной плите с помощью разметочного ящика, призм и угольников. При пространственной разметке для поворота размечаемой заготовки используются призмы.
Для плоской и пространственной разметки требуются чертеж детали и заготовки для нее, разметочная плита, разметочный инструмент и универсальные разметочные приспособления, измерительный инструмент и вспомогательные материалы.
К разметочному инструменту относятся: чертилка (с одним острием, с кольцом, двухсторонняя с изогнутым концом), маркер (несколько видов), разметочный циркуль, кернеры (обычные, автоматические для трафарета, для круга), кронциркуль с конусной оправкой, молоток, циркуль центровой, прямоугольник, маркер с призмой.
К приспособлениям для разметки относятся: разметочная плита, разметочный ящик, разметочные угольники и бруски, подставка, рейсмус с чертилкой, рейсмус с подвижной шкалой, прибор для центрирования, делительная головка и универсальный разметочный захват, поворотная магнитная плита, струбцины сдвоенные, регулируемые клинья, призмы, винтовые подпорки.
Измерительными инструментами для разметки являются: линейка с делениями, штангенрейсмус, рейсмус с подвижной шкалой, штангенциркуль, угольник, угломер, кронциркуль, уровень, контрольная линейка для поверхностей, щуп и эталонные плитки.
К вспомогательным материалам для разметки относятся: мел, белая краска (смесь разведенного в воде мела с льняным маслом и добавлением состава, препятствующего высыханию масла), красная краска (смесь шеллака со спиртом с добавлением красителя), смазка, моющие и травящие материалы, деревянные бруски и рейки, небольшая жестяная посуда для красок и кисть.
Простыми разметочными и измерительными инструментами, используемыми при слесарных работах, являются: молоток, чертилка, маркер, кернер обыкновенный, угольник, циркуль, разметочная плита, линейка с делениями, штангенциркуль и кронциркуль.
Плоскую или пространственную разметку детали проводят на основании чертежа.
До разметки заготовка должна пройти обязательную подготовку, которая включает в себя следующие операции: очистка детали от грязи и коррозии (не производить на разметочной плите); обезжиривание детали (не производить на разметочной плите); осмотр детали с целью обнаружения дефектов (трещин, раковин, искривлений); проверка габаритных размеров, а также припусков на обработку; определение разметочной базы; покрытие белой краской поверхностей, подлежащих разметке и нанесению на них линий и точек; определение оси симметрии.
Если за разметочную базу принято отверстие, то в него следует вставить деревянную пробку.
Разметочная база – это конкретная точка, ось симметрии или плоскость, от которой отмеряются, как правило, все размеры на детали.
Накерниванием называется операция нанесения мелких точек-углублений на поверхности детали. Они определяют осевые линии и центры отверстий, необходимые для обработки, определенные прямые или кривые линии на изделии. Накернивание делают с целью обозначения на детали стойких и заметных знаков, определяющих базу, границы обработки или место сверления. Операция накернивания выполняется с использованием чертилки, кернера и молотка.
Разметка с использованием шаблона применяется при изготовлении значительного количества одинаковых деталей. Шаблон, выполненный из жести толщиной 0,5–2 мм (иногда придается жесткость уголком или деревянной рейкой), накладывается на плоскую поверхность детали и обводится чертилкой по контуру.
Точность нанесенного контура на детали зависит от степени точности шаблона, симметрии острия чертилки, а также от способа продвижения острия чертилки (острие должно двигаться перпендикулярно к поверхности детали). Шаблон является зеркальным отображением конфигурации деталей, линий и точек, которые должны быть нанесены на поверхность детали.
Точность разметки (точность перенесения размеров с чертежа на деталь) зависит от степени точности разметочной плиты, вспомогательных приспособлений (угольников и разметочных ящиков), мерительных инструментов, инструмента, используемого для перенесения размеров, от степени точности метода разметки, а также от квалификации разметчика. Точность разметки обычно составляет от 0,5 до 0,08 мм; при использовании эталонных плиток – от 0,05 до 0,02 мм.
Для установки на разметочную плиту тяжелых деталей следует пользоваться талями, тельферами или кранами.
Перед разметкой нужно выполнить следующее очистить заготовку от грязи, следов коррозии, тщательно осмотреть заготовку на выявление раковин и трещин. Изучить чертёж и мысленно разместить план разметки, определить базы (поверхность) заготовки от которых следует откладывать размеры готовить поверхности к окрашиванию. Для окрашивания используют различные составы мел разведённый в воде, раствор медного купороса (CuSO4), спиртовой лак, и быстро сохнущие лаки, краски.
2.Соединение труб на муфтах и сгонах. Типоразмеры сгонов.
Соединение с навернутыми на нее муфтой и контргайкой называют сгоном. Для уплотнения сгона при теплоносителе с температурой не более 95 °С между контргайкой и торцом муфты ставится промазанный уплотняющей пастой и ссученный из льняной пряди жгутик; в системах паровых и с перегретой водой – тонкий асбестовый шнур, промазанный графитовой замазкой. При изготовлении разъемного соединения стальных труб используют фитинги из ковкого чугуна с утолщениями на концах – буртиками, необходимыми для большей прочности, и стальные (без буртиков). Соединительными частями из ковкого чугуна с цилиндрической резьбой для соединения труб по прямой и заглушки концов являются: муфты прямые и переходные, соединительные гайки, футорки, контргайки, пробки.
|
Условный
проход |
Резьба |
|
|
|
Масса
без |
|
|
|
|
номин. |
пред. откл. |
|
||
|
мм |
||||||
|
8 |
1/4 трубы |
7,0 |
38 |
+5 |
80 |
0,04 |
|
10 |
3/8 трубы |
8,0 |
42 |
90 |
0,062 |
|
|
15 |
1/2трубы |
9,0 |
40 |
110 |
0,094 |
|
|
20 |
3/4трубы |
10,5 |
45 |
|
110 |
0,134 |
|
25 |
1трубы |
11,0 |
50 |
130 |
0,243 |
|
|
32 |
11/4трубы |
13,0 |
55 |
130 |
0,336 |
|
|
40 |
1 ½трубы |
15,0 |
60 |
150 |
0,463 |
|
|
50 |
2трубы |
17,0 |
65 |
150 |
0,608 |
|
|
(65) |
2 ½трубы |
19,5 |
75 |
170 |
1,027 |
|
|
(80) |
3 трубы |
22,0 |
85 |
180 |
1,229 |
|
Билет№7
1.Рубка и ее назначение. Инструмент и приспособления для рубки.
Рубка металла – это слесарная операция, позволяющая отсоединить лишние элементы (часть, слой или дефект) с основной заготовки. Она помогает снять:
· окалины;
· неточности в размерах, если они возникли на этапе производства изделия;
· заусенцы.
Также можно разделить одну заготовку на несколько разных частей.
Процесс происходит за счет оказания физического давления посредством более прочного материала. Обычно для лезвий используется инструментальная сталь с добавлением углерода, которая прошла дополнительную термообработку, закалку, чтобы повысить прочность. У обрабатываемого железа менее стойкая химическая решетка, поэтому межмолекулярные связи рвутся, происходит непластическая деформация. Иногда, чтобы ускорить процедуру, образец подвергают термической обработке.
Это операция слесарного дела, в ходе которой происходит заранее обусловленное разделение заготовки в различных пропорциях. Перед этим наносится специальная разметка. Разрыв можно осуществлять как вдоль, так и поперек. Это удобный способ, потому что он снижает количество процедур по финишной обработке, а значит, и себестоимость готовой продукции. Единственный нюанс – края могут получиться немного рваные, то есть понадобится шлифовка.
Это подготовительный этап, он не является чистовым, то есть последним. Задачи, которые решаются в процессе:
· удаление лишнего слоя. окалины, прочих дефектов после отливки;
· снятие кромок, в которых остается высокое кромочное напряжение после литья или штамповки;
· раздел одного изделия на небольшие элементы;
· пробой канавок или иных функциональных углублений, пазов.
Классификацию можно проводить по различным факторам.
По решаемой задаче – распиловка, вырубка, снятие малой части, слоя. Фактически все они повторяют перечисленные выше цели.
По приводящей силе:
· вручную;
· с помощью механизированной машины.
На этом мы более подробно остановимся ниже.
По принудительной фиксации – в зажимах, тисках, а также с закреплением на специальной станине и под прессом.
По направлению движения – по вертикали или по горизонтали.
Перечисленные способы выбираются в зависимости от:
· наличия оборудования;
· толщины металлического изделия;
· требуемого уровня работы – кромки могут получиться гнутыми при исполнении вручную, а при механизированном процессе повышается точность;
· степени производительности – ради одной детальки нет смысла перенастраивать оборудование, но на серийную партию потребуется специальные станки.
Особенности машинизированного процесса:
· Высокая скорость.
· Точность произведения распиловки.
· Возможность отрезать даже минимальный край.
· Достаточно ровные кромки.
· Работа с металлическими изделиями большой толщины (арматура, толстые стенки).
· Действия слесаря заключаются только в настройке машины и слежении за процессом. Облегчение физического труда рабочих.
· Высокая производительность. Подходит для серийного производства.
2.Сборка тpyб на фланцах. Приемы соединения, инструмент и уплотнительные материалы.
Фланцевым называется соединение стальных труб, осуществляемое при помощи приваренных к их концам фланцев. Применяемые для соединения стальных труб фланцы должны соответствовать ГОСТам 12820-80,12821-80 и 12822-80. Присоединительные и уплотнительные поверхности стальных фланцев обрабатывают и покрывают антикоррозионной смазкой. Эти поверхности не должны иметь следов механических повреждений. Торцевые поверхности фланцев должны быть перпендикулярны оси трубы. Конец трубы, включая шов приварки фланца к трубе, не должен выступать за плоскость фланца. Отверстия во фланцах под болты или шпильки должны быть сверлеными с ровными краями, опорные места под болты и гайки обработанными. Правильность установки фланца проверяют с помощью фланцевого угольника.
Прокладки служат уплотнительным материалом между фланцами. Поверхности прокладок должны быть гладкими, без заусенцев, рванин и порезов. Не допускаются мягкие прокладки со следами излома, складками и трещинами. Для трубопровода, предназначенного для холодной или горячей воды (до 100 °С), прокладки изготовляют из тряпичного картона толщиной 3 мм. Вырезанные картонные прокладки смачивают водой и высушивают, чтобы лучше впитывалась олифа, а затем 20-30 мин пропитывают горячей олифой. В паропроводах с давлением пара до 0,15 МПа для прокладок применяют асбестовый картон толщиной 3-6 мм. Асбестовый картон должен быть плотным и гибким: при сгибании картона под углом 90° вокруг цилиндра диаметром 100 мм он не должен ломаться. Материал прокладок определяется проектом. При отсутствии указаний в проекте при температуре перемещаемой среды до 105 °С следует применять прокладки из термостойкой резины, а при температуре выше 105 °С – из паронита толщиной 2-3 мм. Паронитовые прокладки должны иметь с одной стороны ровную, слегка глянцевую поверхность, а с другой стороны – матовую поверхность. На поверхностях и по краям прокладки допускается незначительная ворсистость. Между фланцами полагается устанавливать одну прокладку. Не допускается установка между фланцами нескольких или скошенных прокладок. Чтобы прокладка не упиралась наружной кромкой в болты, а внутренней не закрывала отверстия трубы, наружный диаметр ее должен не доходить до болтов, а внутренний до края трубы на 2-3 мм.
При соединении труб с фланцевой арматурой гайки ставят со стороны фланца трубы. При сборке фланцевых соединений головки болтов располагают с одной стороны. На вертикальных участках трубопроводов болты устанавливают головками вверх. Концы болтов или шпилек не должны выступать из гаек более чем на 0,5 диаметра болта или шпильки. Резьбу болтов до их установки смазывают графитом на минеральном масле.
При
перекосе допускается изгиб трубы путем ее подогрева с той стороны, в которую
нужно гнуть трубу; при этом не должен быть нарушен заданный уклон трубопровода.
Посадку плоскоприварного фланца на трубу выполняют с зазором 0,5 мм при
диаметре труб до 108 мм и 1 мм при диаметре труб более 108 мм. Фланцы, как
правило, присоединяют к трубам электросваркой под слоем флюса или в среде
углекислого газа на механизме ВМС-46 либо на других подобных механизмах или
приспособлениях с применением сварочных полуавтоматов.
Билет№8
1.Резание металла и труб. Правила и приемы резания труб ручным способом ножовкой и труборезом.
Перед резкой труб производится разметка места разреза по шаблону, изготовленному из жести, изогнутой по трубе. Шаблон накладывают на место реза и чертилкой по окружности трубы наносят разметочные риски.
Трубы разрезают ножовками и труборезами.
Резка труб ножовкой. Трубу зажимают в параллельных тисках в горизонтальном положении и режут по риске. Тонкостенные трубы и трубы с чисто обработанной поверхностью необходимо зажимать в тисках между специальными деревянными накладками (рис. 116, а).
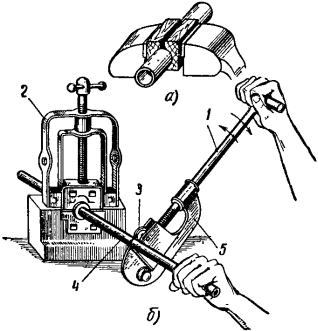
Рис. 116. Резка труб:
а — ножовкой, б — труборезом
При разрезании трубы ножовку следует держать горизонтально, а по мере врезания полотна в трубу слегка наклонять ножовку на себя.
В случае защемления полотна необходимо вынуть ножовку из прореза, повернуть трубу от себя на 45—60° и продолжать операцию, слегка нажимая на полотно. Если ножовку увело в сторону от разметочной риски, трубу необходимо повернуть вокруг оси и начать резание по риске в новом месте.
Резка труборезом. Резка труборезами (рис. 116, б) значительно производительнее, чем ножовками.
Труборезы выполняются трех размеров: № 1 — для разрезания труб диаметром 1/4"—3/4"; № 2 — 1—2 1/2"; № 3 — 3—4". Трубы более мелких размеров и тонкостенные разрезаются труборезами, снабженными только одним режущим роликом.
Разрезаемая труба зажимается в трубный прижим 2, а труборез 5 устанавливают на трубу 4. Вращением (покачиванием) рукоятки 1 вокруг трубы режущий ролик 3 подводится к поверхности трубы. Вращением трубореза 5 вокруг трубы и постепенным вдавливанием ролика в металл производят разрез.
Трубу при резке можно зажимать в тисках, имеющих рифленые сухари. Тонкостенные трубы режут труборезом с одним роликом. Трубы толстостенные разрезают труборезами с тремя роликами, трубы очень больших диаметров режут труборезом с цепью, на которой укреплено шесть роликов. Наличие нескольких роликов дает возможность значительно ускорить процесс разрезания. Если надо получить ровную, без значительных заусенцев поверхность в месте реза, применяют труборез конструкции новатора А. С. Мисюта. Это обычный трехроликовый труборез, между роликами которого на рычаге в специальной оправке укреплен резец (вылет его можно регулировать). Резец ускоряет процесс резания.
2.Соединение труб газовой и электрической сваркой. Виды сварных соединений.
Способов, как варить трубы электросваркой, может быть несколько:
· размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга
· соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»
· скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой
· угловое соединение – то есть, две детали размещены под углом 45° или 90°
Современные сварщики для стыковки труб используют три основных способа:
1. Механический осуществляется за счет взрывов в результате трения.
2. Термический, который осуществляется за счет плавления, например газовой сваркой, плазменной или электро-лучевой.
3. Термомеханический производится за счет магнитоуправляемой дуги посредством стыкового контактного метода.
Существует множество типов сварки, которые разделяются по многим классификациям. Перед тем, как варить трубы, нужно разобраться, каким способом лучше всего это делать. Теоретически, каждый вид подходит для сварки труб малого диаметра и большого. Она может осуществляться плавлением и давлением. К методам плавления относятся электродуговая и газовая сварки, а к методам давления – газопрессовая, холодная, ультразвуковая и контактная. Самыми распространенными способами для соединения коммуникаций является ручная электродуговая и механизированая.
Эффективнее всего проводить сварку технологических трубопроводов электродом вручную или посредством автомата. Это может быть методика работы плавящимся или неплавящимся электродом (аргонно-дуговая сварка). Технология сварки труб реализуется в три основных этапа:
1. Подготовительный, который делится на две части – подготовка мастера и подготовка материала. К подготовке сварщика стоит отнестись очень ответственно, так как от этого зависит его безопасность. Обязательно нужно подготовить спецодежду и защитную маску для глаз, чтобы предотвратить ожог яркими искрами. Под подготовкой деталей имеется в виду тщательная зачистка труб под сварку от коррозии, краски и загрязнений. Перед ручной дуговой сваркой трубопроводов нужно хорошо металлической щеткой или наждачной бумагой обработать стыки и площадь, прилегающую к ним. Если этого не сделать, то могут быть «пробелы» в самом шве, так как материал «не перехватится» на загрязненную трубу.
2. Сварочный процесс. Когда все готово, можно начинать. Самое основное в дуговом способе ( вне зависимости вручную она проводится или инвертором) это удержать дугу. Сначала необходимо зажечь электрод и возбудить дугу. Затем полноценно производится шов. Его тип выбирается непосредственно мастером в процессе работы. На способ ведения электрода и на технологию сварки трубопровода в целом влияет множество факторов – расположение труб, материал их изготовления, предпочтения сварщика.
3. Проверка качества работы. Когда шов готов (не стоит забывать оббивать шлак, который образуется над ним в виде валика), можно запустить коммуникацию на предмет контроля качества соединения.
Технология сварки водопровода, газопровода и других инженерных коммуникаций практически одинаковая. Важно соблюдать последовательность действий и учитывать виды швов в разных положениях, так как от умения их варить и будет зависеть качество коммуникации.
Типы шва для сварки труб ручной дуговой сваркой классифицируются на четыре основных группы:
· горизонтальные;
· нижние;
· вертикальные;
· потолочные.
Билет№9
1.Опиливание металла и труб. Виды, форма, размеры напильников.
Опиливание - это процесс снятия припуска напильниками, надфилями или рашпилями. Оно основано на ручном или механическом снятии с обрабатываемой поверхности тонкого слоя материала. Опиливание относится к основным и наиболее распространенным операциям. Оно дает возможность получить окончательные размеры и необходимую шероховатость поверхности изделия.
Опиливание может производиться напильниками, надфилями или рашпилями. Напильники подразделяются на следующие виды: слесарные общего назначения, слесарные для специальных работ, машинные, для затачивания инструмента и для контроля твердости.
Напильники изготавливают из инструментальной высокоуглеродистой стали У12А, У13А, а также из стали марок Р9, Р7Т, ШХ9, 111X15.
Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространен способ насекания. Насечка напильников общего назначения двойная перекрестная, а у напильников для специальных работ - двойная и одинарная. Благодаря перекрестной насечке на опиливаемой поверхности не получается рисок от следов движения зубьев. Насекание зубьев производится на заготовках до их термической обработки. После насекания напильники закаливаются до твердости не ниже HRC 54.
При ремонте износившихся напильников перед нанесением насечки производится отпуск и шлифовка поверхности напильников. Все напильники должны быть тестированы.
В зависимости от формы различают следующие типы напильников (рис. 1.5.19): а – слесарные плоские тупоносые; б – круглые; в – полукруглые, г – квадратные; д – трехгранные; е – плоские остроносые; ж – ножовочные;
з – овальные; и – линзовые; к – ромбические; л – полукруглые широкие;
м – рашпили, н – для опиловочных станков; о – для мягких металлов, а также выгнутые напильники.
Выбор напильника зависит от вида материала, вида опиливания, величины снимаемого слоя и величины обрабатываемой детали. Форму напильников выбирают в зависимости от конфигурации обрабатываемого места:
- плоские напильники используют для опиливания плоских, криволинейных выпуклых и наружных сферических поверхностей;
- квадратные напильники – для опиливания квадратных и прямоугольных отверстий;
- трехгранные – для обработки трехгранных поверхностей, для заточки пил, а также для опиливания плоских поверхностей, расположенных под острым углом;
- ножовочные – для опиливания кромок острых углов, а также для выполнения узких канавок;
- ромбические – для обработки очень сложных контуров изделий;
- круглые – для выполнения полукруглых и круглых отверстий;
- овальные – для опиливания овальных отверстий; полукруглые и линзовые – для обработки криволинейных и вогнутых поверхностей.
2.Оборудование и инструмент, применяемый при сварке. Подготовка стальных труб к сварке.
Основные аспекты сварки труб ручной дуговой сваркой:
1. Режимы настройки аппарата:
· сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
· чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
2. Сварка труб малого диаметра (до 10 см):
· изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
· при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
· горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
· детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.
3. Поворотные стыки и сварка труб большого диаметра:
· скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
· самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
· при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа:
а)Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя.
б)Второй – повернуть изделие и проварить оставшийся стык.
в)Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
4. Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
· вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
· горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Билет№10
1.Приемы опиливания различных поверхностей и труб.
Правильное и надежное закрепление материала в тисках или приспособлении при опиливании обеспечивает точную обработку материала, минимальное усилие работника и безопасность труда.
Во избежание повреждения поверхностей неметаллических материалов и изделий, закрепленных в тисках, следует использовать накладки. Накладки из мягких металлов (медь, цинк, свинец, алюминий, латунь), из дерева, искусственного материала, фетра или резины накладываются на щеки тисков. Изделие или материал вкладывают между накладками, а затем закрепляют.
Высоту установки тисков при опиливании следует подбирать в соответствии с ростом работника. На практике высоту установки тисков определяют, опираясь локтями на щеки тисков (кулак при вертикальном положении руки должен доставать до подбородка стоящего прямо работника). Если тиски установлены ниже данного положения, то подкладывают прокладки, а если высота установки тисков велика, то прокладки вынимаются или под ноги слесарю укладывается подставка или трап. Работающий у тисков должен занять такое положение, чтобы стопы ног были под углом 45° друг к другу, причем левая нога должна быть выставлена вперед на расстояние 25–30 см от оси стопы правой ноги. Ось левой стопы по отношению к рабочей оси напильника должна находиться под углом около 30°. Такое положение гарантирует производительную и безопасную работу слесаря и уменьшает его усталость.
Восстановление режущих способностей напильника после износа обеспечивается путем снятия затупившихся зубьев и нанесения на напильник новой насечки. Восстановление производится путем отжига напильника, сошлифования старой насечки и выполнения новой (вручную или механически) с последующей закалкой. Восстановление напильника можно производить несколько раз, но с каждым разом он становится тоньше и более подвержен трещинам.
Напильники необходимо предохранять от воздействия влаги для предупреждения коррозии; во избежание порчи насечки не следует их бросать или класть на другие напильники, инструменты или металлы. Поверхность напильников оберегают от попадания масла или смазки, а также от попадания пыли со шлифовальных кругов.
Новый напильник следует использовать сначала с одной стороны, а после ее затупления – с другой. Не следует использовать личные и бархатные напильники для опиливания мягких металлов (олова, свинца, меди, цинка, алюминия, а также латуни). Опилки этих металлов забивают канавки насечки напильника и не дают возможности обрабатывать поверхности других металлов.
Напильник во время работы и после работы следует очищать стальной щеткой. После окончания работы его убирают в ящик или шкаф.
Следует обращать особое внимание на состояние рукоятки и правильную насадку ее на напильник (рукоятку насаживают по оси напильника). При насадке рукоятки нельзя поднимать напильник вверх. Не следует использовать напильники без рукоятки. Особенно осторожно нужно работать маленькими напильниками. Конец длинного напильника не следует держать пальцами. Материал для опиливания должен быть закреплен правильно и крепко.
Опиливание наружных плоских поверхностей начинают с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом. При опиливании плоских поверхностей используют плоские напильники – драчёвый и личной. Опиливание ведут перекрёстными штрихами. Параллельность сторон проверяют штангенциркулем, а качество опиливания – поверочной линейкой в различных положениях (вдоль, поперёк, по диагонали).
Лекальные линейки служат для проверки прямолинейности опиленных поверхностей на просвет и на краску. При проверке прямолинейности на просвет лекальную линейку накладывают на контролируемую поверхность и по размеру световой щели устанавливают, в каких местах имеются неровности.
Опиливание поверхностей угольника, расположенных под прямым углом, связано с пригонкой внутреннего угла и сопряжено с некоторыми трудностями.
Опиливание конца стержня на квадрат начинают с опиливания грани, размер проверяют штангенциркулем.
Безопасность труда при опиловочных работах.
При опиловочных работах необходимо выполнять следующие требования безопасности:
- при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
- образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щёткой; строго запрещается сбрасывать стружку обнажёнными руками, сдувать её или удалять сжатым воздухом;
- при работе следует пользоваться только напильниками с прочно насаженными рукоятками; запрещается работать напильниками без рукояток или напильниками с треснутыми, расколотыми рукоятками.
2.Подготовка трубопроводов к монтажу, выполнение комплектования, сгонов муфтами и контргайками, болтов – гайками.
Подготовка труб и арматуры к монтажу.
Трубы на монтаж должны поступать очищенными с разделанными под сварку концами.
Трубы из коррозионно – стойких сталей должны иметь технологическую изоляцию, а трубы из теплостойких сталей должны быть обшиты одним – двумя слоями асбестовой ткани с целью защиты наружной поверхности труб
Арматура для трубопроводов должна поступать на монтаж очищенной и обезжиренной с заглушенными и опломбированными концами.
Представитель технического контроля должен произвести внешний осмотр и проверить наличие паспорта.
Перед отправкой на монтаж труб должны быть проверены качество технологической или штатной изоляции, состояние наружной поверхности, наличие на них установленной маркировки и клейма, удостоверяющего приёмку труб, наличие заглушек и маршрутно – технологической карты. При отсутствии сопроводительных документов трубы и трубные узлы на монтаж не допускаются.
Изделия (арматура, фильтры, манометры и т.д.) перед установкой следует расконсервировать в соответствии с описаниями и инструкциями на их обслуживание, проверить на чистоту представителем технического контроля, при необходимости провести дополнительную проверку и заглушить.
Наружная резьба на присоединительных элементах труб должна быть зачищена от механических повреждений установкой пластмассовых, резиновых колпачков или обмоткой пластикатом.
Болты, гайки, шпильки и шайбы, применяемые в соединениях трубопроводов или подвесок должны соответствовать действующим стандартам.
Величины выступающей части болтов и шпилек над гайками после сборки и обжатия соединений должны соответствовать приведённым в таблице.
Длина выступающей части болтов над гайками, мм.
|
Диаметр резьбы |
Длина выступающей части болтов над гайками с учётом фаски не более, мм |
|
От 4 до 12 вкл. |
10 |
|
От 10 до 27 вкл. |
14 |
Конструктивные размеры подвесок и опор, а также прокладок, устанавливаемых между трубой и подвеской, должны соответствовать типам, указанным в ОСТ5.5398 и ТУ5-РИДФ.301525.001 ТУ. При наличии указаний в монтажных чертежах подвески и опоры могут изготовляться по чертежам проектанта.
Трубы, арматура, трубные узлы и другие детали перед отправкой на монтаж должны быть скомплектованы в соответствии с ведомостью комплектации или технологическими комплектами.
Арматура при наличии указаний в технических требованиях монтажных чертежей должна быть загрунтована и окрашена в соответствии с требованиями ОСТ5.9258 и действующей документацией.
Предварительный монтаж труб и арматуры.
До начала монтажа труб и арматуры должны быть выполнены следующие работы:
- закончена сборка, сварка и испытания конструкций;
- смонтированы механизмы, аппараты, цистерны и другое оборудование или их макеты, изготовленные по чертежам, разработанным предприятием – строителем;
- доставлена к месту установки арматура, не закрепляемая на специальных фундаментах, клапаны, клинкеты, фильтры;
- при отсутствии арматуры взамен её допускается использование макетов, строительные размеры которых должны быть выполнены в пределах допусков на эти конструкции.
Предварительная установка трубопроводов должна выполняться по координатам монтажных чертежей. При предварительной установке арматуры и труб сборка фланцевых соединений должна производиться на двух – трёх болтах (шпильках) и временных прокладках в виде полосок или проволоки, равных по толщине штатным прокладкам. Сборка труб, прошедших очистку, должна производиться на штатных прокладках. Предварительная установка и сборка трубопроводов в пределах технологических комплектов должна предъявляться представителю технического контроля или производственному мастеру для проверки правильности размещения в соответствии с требованиями монтажных чертежей.
Сборку штуцерных соединений следует выполнять навёртыванием гайки на резьбу штуцера «от руки» до конца или ключом нормальной длины без особого усилия с применением временных прокладок, по толщине равных штатным. Разрешается применение штатных прокладок. Допускается выполнять сборку соединений без прокладок.
При временном прекращении работ по предварительной установке и сборке труб на их назакреплённые (несобранные) концы должны быть установлены заглушки, предохраняющие от возможных попаданий на внутреннюю поверхность пыли, влаги, масла, краски и посторонних предметов.
Если в процессе предварительного монтажа труб выявится необходимость их подгибки, то она может осуществляться в холодном состоянии или путём местного нагрева трубы ацетилено – кислородными горелками в соответствии с требованиями. Подгибку стальных труб, законсервированных маслом, следует производить в холодном состоянии. Подгибка с нагревом и газовая резка оцинкованных труб категорически запрещается.
Перед присоединением в процессе монтажа очередных труб к участкам трубопроводов, ранее подвергавшихся гидравлическим испытаниям или заполнению водой, эти участки должны быть предварительно осушены до подготовки стыков под сварку в соответствии с действующей документацией.
Каждый собранный под сварку стык подлежит приёмке представителем технического контроля. Результаты приёмки фиксируются в специальном журнале в соответствии с требованиями отраслевой документации на контроль качества сварных соединений трубопроводов.
При сдаче представителю технического контроля стыка под сварку должны проверяться:
- наличие маркировки и документов, подтверждающих изготовление и приёмку деталей;
- наличие документов, подтверждающих проверку чистоты трубы;
- излом стыкуемых деталей в соединении;
- зазор под сварку;
- правильность трассировки;
- наличие и сохранность технологической изоляции (в случае её повреждения проверить состояние наружной поверхности трубы и по указанию представителя технического контроля восстановить изоляцию на повреждённом участке);
- чистота кромок стыка;
- расположение монтажных стыков.
Забойные трубы должны пригоняться и монтироваться после сборки и сварки соединений основной трассы и закрепления их штатными подвесками.
Билет№11
1.Ручное и механическое сверление и развертывание. Инструмент для сверления и развертывания.
При обработке отверстий различают три основных вида операций: сверление, зенкерование, развертывание.
Сверление - это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента - сверла. Различают сверление ручное - ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные устройства используются для получения отверстий диаметром до 12 мм в материалах небольшой и средней твердости (пластмассы, цветные металлы, конструкционные стали и др.). Для сверления и обработки отверстий большего диаметра, повышения производительности труда и качества обработки используют настольные сверлильные и стационарные станки - вертикально-сверлильные и радиально-сверлильные. На сверлильных станках можно выполнять следующие операции: сверление, рассверливание на больший диаметр ранее просверленного отверстия, зенкерование, развертывание, торцевание, цекование, зенкование, нарезание резьб.
Для выполнения операции сверления используются сверла с коническим или цилиндрическим хвостовиком, конусные переходные втулки, клинья для выбивания сверла, сверлильные самоцентрирующие патроны двух - и трехщековые, рукоятки для крепления сверл в патронах, быстрозажимные патроны, патроны пружинные с автоматическим отключением сверла, машинные тиски, коробки, призмы, прихваты, угольники, ручные тиски, наклонные столы, а также разного вида приспособления, ручные и механические сверлильные станки и дрели.
Развертывание - это операция по обработке ранее просверленных отверстий с высокой степенью точности (до 6-го квалитета) и малой шероховатостью (до Ra 0,63). Обработка развертыванием выполняется после предварительного сверления, рассверливания и зенкерования отверстия развертками, которые подразделяются на черновые и чистовые, ручные и машинные. Осуществляется развертывание как вручную, так и на станках, как правило, стационарных. Конструкция инструмента выбирается в зависимости от применяемого метода обработки.
Основные правила развертывания отверстий:
- необходимо точно соблюдать величину припуска на развертывание, руководствуясь соответствующей таблицей;
- ручное развертывание следует выполнять в два приема: вначале черновое, а затем чистовое;
- в процессе развертывания отверстия в стальной заготовке необходимо обильно смазывать обрабатываемую поверхность эмульсией или минеральным маслом, чугунные заготовки следует развертывать всухую;
- ручное развертывание следует осуществлять только по часовой стрелке во избежание задиров стенок отверстия стружкой;
- в процессе обработки следует периодически очищать развертку от стружки;
- точность обработки развернутых отверстий следует проверять калибрами: цилиндрических — проходным и непроходным; конических — по предельным рискам на калибре. Развернутое коническое отверстие допускается проверять контрольным штифтом «на карандаш»;
- сверление и развертывание отверстий на сверлильном станке машинной разверткой необходимо производить с одной установки заготовки, меняя только обрабатывающий инструмент.
2.Инструмент, применяемый при ремонте и монтаже трубопроводов.
При изготовлении и монтаже трубопроводов применяют ручной и механизированный инструмент. Правильный выбор и умелое использование инструмента — важное условие облегчения труда, повышения качества и производительности монтажных работ.
Наиболее ходовым инструментом при производстве трубопроводных работ являются гаечные ключи; они служат для скручивания фланцев и других болтовых соединений.
Ручные гаечные ключи применяют самых различных конструкций; выбирают их с учетом размеров затягиваемой гайки или головки болта, их формы, а также условий и места работы.
Для свертывания труб, имеющих резьбу, применяют трубные ключи — рычажные, цепные, накидные и разводные. Трубный разводной ключ наиболее удобен в работе, так как благодаря самозатягивающейся подвижной губке обеспечивается его надежное сцепление с поверхностью труб.
Наибольший эффект снижения трудоемкости и стоимости монтажных работ, повышения производительности труда и улучшения условий работы слесаря-монтажника достигается при использовании механизированного инструмента. По сравнению с ручным инструментом механизированный инструмент дает возможность сократить время для выполнения той или иной операции на несколько раз.
По роду подводимой к двигателю энергии механизированные инструменты, используемые при изготовлении и монтаже трубопроводов, разделяются на две основные группы: электрифицированный и пневматический (сверлилки, шпильковерты, гайковерты, труборезы, шлифовальные машинки). Кроме перечисленного инструмента, применяются также пневматические развальцовки, молотки, шаберы.
Электрифицированные инструменты выпускаются на рабочее напряжение 220 и 36 в.
Наибольшее применение в настоящее время получили электрические гайковерты типа Э-3110 и электрические шлифовальные машинки типа С-499А. Ток повышенной частоты, необходимый для питания электроинструмента, получают с помощью преобразователей тока И-75, И-165, С-572 А.
Пневматический инструмент применяют при наличии на строительных площадках разветвленной сети сжатого воздуха. Большинство пневматических инструментов рассчитано на рабочее давление сжатого воздуха 4— 6 кгс/см2. Наибольшее использование получили пневматические гайковерты. Пневматический инструмент особенно широко применяется в условиях, когда существует опасность воспламенения горючих жидкостей и газов и электрифицированный инструмент использовать нельзя. В настоящее время освоен выпуск наборов ручного и механизированного инструмента для бригады (7—8 человек) по монтажу технологических трубопроводов. Набор поставляется в металлическом ящике, который служит верстаком; его можно устанавливать непосредственно на месте монтажа.
Билет№12
1.Нарезание резьбы. Виды резьбы, их различие и основные элементы.
Нарезание наружной резьбы.
До нарезания резьбы заготовку обтачивают до нужного диаметра. На конце стержня обрабатывают фаску. Ржавеющие поверхности обрабатывать нельзя, так как плашка быстро изнашивается.
При
нарезании резьбы диаметр заготовки должен быть немного больше диаметра плашки,
а диаметр стержня на 0,2 - 0,4 мм меньше внешнего диаметра резьбы. Если диаметр
стержня слишком маленький, то получается резьба неполного профиля. До нарезания
резьбы стержень закрепляют вертикально между губками тисков. Первые 1-1,5
оборота нарезают без смазочного вещества, потому что плашка лучше врезается в
сухой металл (не скользит). В дальнейшем надо пользоваться теми же смазочными
веществами, что и при нарезании внутренней резьбы.
Особое внимание следует уделить тому, чтобы ось плашки совпадала с осью
заготовки. С этой целью можно изготовить специальное приспособление -
усовершенствованный вороток, который позволяет нарезать резьбу быстро, без
значительных усилий и с высоким качеством. Приспособление состоит из
плашкодержателя и направляющего стакана, рассчитанного на резьбу определенного
диаметра. Стакан фиксирует необходимое положение плашки по отношению к стержню,
на котором нарезают резьбу. Плашка крепится винтами. Направляющий стакан в
выточке имеет регулируемый радиальный зазор для самоцентрирования по отношению
к стержню, на котором нарезается резьба. При изготовлении стакана необходимо
иметь в виду, что его внутренний диаметр должен быть больше диаметра резьбы (во
избежание заклинивания при возможных неровностях стержня).
Порядок нарезания наружной резьбы следующий:
- выбрать заготовку нужного диаметра, закрепить ее в тисках и на конце заготовки, предназначенном для нарезания резьбы, снять фаску шириной 2–3 мм;
- плашку (круглую или раздвижную) закрепить в воротке ‑ плашкодержателе упорными винтами таким образом, чтобы маркировка на плашке– находилась на наружной стороне;
- конец стержня (заготовки) смазать машинным маслом и строго под углом 90° наложить на него плашку (маркировка на плашке должна оказаться снизу);
- с усилием прижимая плашку к заготовке, вращать рукоятку плашкодержателя по часовой стрелке до прорезания резьбы на нужную длину. Вращательные движения осуществлять в таком порядке: один‑два оборота - по часовой стрелке, 1/2 оборота - против;
Нарезание внутренней резьбы.
Диаметр отверстия, в котором нарезается резьба, должен
быть меньше наружного диаметра нарезаемой резьбы, так как часть металла уходит
в стружку. Если диаметр отверстия слишком велик, то невозможно получить резьбу
нужной глубины. В случае если диаметр
отверстия мал, коническая часть метчика не влезает в отверстие и метчик
ломается. Диаметр метчика можно установить по специальной таблице или вычислить
по формуле D = d - 0,9S, где D - диаметр метчика (спирального
сверла); d - наружный диаметр резьбы; S - шаг резьбы.
После подготовки нарезаемого отверстия и выбора метчика деталь закрепляют в
тисках так, чтобы ось отверстия была перпендикулярна губкам тисков.
Правила нарезания резьбы метчиком:
- при нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки;
- нарезать резьбу следует полным набором метчиков; нарезание резьбы сразу средним метчиком без прохода черновым, а затем чистовым не ускоряет, а, наоборот, затрудняет работу; резьба в этом случае получается недоброкачественной, а метчик может сломаться;
- средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пройдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы;
- глухое отверстие под резьбу нужно делать на глубину, несколько большую, чем длина нарезаемой части, с таким расчетом, чтобы рабочая часть метчика немного вышла за пределы нарезаемой части; если такого запаса не будет, резьба получится неполной;
- в процессе нарезания необходимо тщательно следить за тем, чтобы не было перекоса метчика; для этого надо через каждые две-три нарезанные нитки проверять с помощью угольника положение метчика по отношению к верхней плоскости изделия; особенно осторожно нужно нарезать резьбу в мелких и глухих отверстиях. Нарезанную внутреннюю резьбу проверяют калибрами-пробками.
2.Разбортовка и развальцовка труб. Применяемый инструмент и оборудование.
При монтаже или ремонте трубопроводов, нагревательных или охлаждающих приборов может потребоваться выполнение соединений медных трубок между собой или с другими элементами конструкции. Для создания прочного соединения приходится прибегать к развальцовке – расширению края трубы и придания ему формы раструба, позволяющего соединить элементы конструкции без потерь пропускной способности.
Развальцовка труб
Трубы в теплогенерирующих и теплообменных агрегатах обычно имеют малый диаметр. Поэтому при сваривании таких трубок встык образовавшийся внутри грат существенно уменьшает пропускную способность узла, нарушая работоспособность трубопровода.
Использование фасонных элементов, вставляемых в соединяемые трубы, приводит к тому же результату – внутреннее сечение уменьшается.
Если же перед соединением конец трубы расширить, а затем надеть ее на другую трубу, фитинг или патрубок подключаемого прибора, потери пропускной способности удается избежать. При этом увеличивается площадь поверхности и уменьшается толщина стенок кромки трубы.
Вальцевать можно трубу из любого материала, однако в большинстве случаев это технически сложно и не оправдывает трудозатрат, так как всегда можно купить или готовые раструбные изделия или необходимые соединительные элементы.
Развальцовывают в основном именно медные трубки, которые относительно легко поддаются деформации из-за мягкости и эластичности меди.
Медные трубки соединяют между собой или с другими элементами трубной конструкции при помощи сварки или муфты.
В зависимости от способа соединения (фитингового или сварного) различается технология предварительной подготовки края трубы.
· Для выполнения сварного узла выполняют раздачу торца трубы – расширяют отверстие до тех пор, пока его внутренний диаметр не станет больше внешнего диаметра присоединяемой детали на 0,1-0,2 мм. Зазор между соединяемыми элементами в процессе спаивания будет заполнен припоем, который обеспечит прочность и герметичность узла.
· Для фитингового соединения деталей отверстие медной трубки не просто расширяют до нужного размера, а подготавливают на конце фаску нужной формы, обычно под углом 45⁰. Таким образом увеличивают площадь контакта, благодаря чему обеспечивается надежность узла. Помогает в этом и природная пластичность меди – при обжатии места соединения фитингом размягченный металл плотно обхватывает присоединенную к трубе деталь и заполняет все зазоры.
Независимо от задачи развальцовки, этапы процесса одинаковы:
· Отрезают трубу строго перпендикулярно, зачищают края и внешнюю поверхность вблизи среза, а если труба была деформирована при отрезании, например, сплющилась, восстанавливают круглую форму ее сечения. Даже частичное невыполнение этого этапа может привести к тому, что в итоге соединение не будет надежным и легко разгерметизируется.
· Фиксируют трубу в матрице развальцовочного инструмента или тисках так, чтобы оставить свободными примерно 5-6 мм трубки. Если узел будет выполняться фитинговым способом, сначала на трубу надевают обжимную гайку и только после этого фиксируют трубу в держателе. Надеть обжимную гайку на развальцованную трубу проблематично.
· В торец трубы вставляют штамп нужного размера и постепенно вкручивают его внутрь. При этом металл размягчается, растягивается, и кромка трубы принимает коническую форму.
· Убирают расширитель из трубы, освобождают ее из держателя и внимательно осматривают полученный раструб. Если по краю обнаружены заусенцы, их зачищают.
Если раструб имеет трещины, его кромки не параллельны друг другу или перекошены относительно оси трубы, необходимо отрезать весь развальцованный край и повторить процесс разбортовки сначала.
Чтобы сделать разбортовку аккуратно и сформировать из кромки трубы раструб нужной формы, способный обеспечить в дальнейшем надежное соединение элементов конструкции, используют различные инструменты.
Это ручной механизм, в котором развальцовка производится простым применением силы, так же как и при использовании конической болванки. Экспандер состоит из двух ручек и расширителя – раздвижного конического элемента, который вставляется в трубу. При воздействии на рычаги части расширителя расходятся в разные стороны, растягивая трубу.
Это небольшой набор из двух инструментов: матрицы и собственно развальцовщика.
Матрица – это тиски с несколькими цилиндрическими отверстиями, расширенными сверху до 45⁰. Размеры отверстий соответствуют стандартным диаметрам труб.
Развальцовщик состоит из:
· корпуса с направляющими,
· конусного расширителя,
· управляющего механизма,
· силового винта.
При вращении силового винта, приводящего в действие управляющий механизм, расширитель постепенно ввинчивается в кромку трубы, расширяя ее. Направляющие обеспечивают неизменность взаимного расположения трубы и расширителя, благодаря чему не возникает перекосов и получается ровный и аккуратный раструб.
Этот инструмент схож с предыдущим, но его рабочим органом является не конус, а набор вальцов. Вальцы не растягивают, а раскатывают стенки трубы, расширяя ее равномерно и постепенно, благодаря чему металл имеет одинаковую толщину на всей развальцованной поверхности, а раструб получается аккуратным и симметричным.
Такой вальцовочный аппарат в дополнение к механическому развальцовщику имеет электропривод, благодаря чему работы по расширению труб выполняются быстрее и с меньшими трудозатратами.
При этом от качества развальцовки зависит герметичность и надежность выполняемых соединений. Рекомендации, которые помогут выполнить развальцовку правильно:
· Перед началом работ тщательно проверяют трубу: на ней не должно быть заусенцев и мусора, край и стенки должны быть ровными и не иметь искривлений, к развальцовке допускаются только трубы с круглым сечением.
· Во время развальцовки важно следить за тем, чтобы не происходило перекоса расширяющего наконечника относительно трубы. В противном случае раструб будет асимметричным и не сможет обеспечить надежное соединение.
· При расширении трубы вручную, конусную болванку следует вкручивать, а не вдавливать в отверстие. Это поможет распределить усилие и не повредить трубу.
· Разбортовку трубы экспандером лучше выполнять в два-3 этапа. Сначала немного расширить кромку, а затем повернуть расширитель и растягивать трубу до нужного диаметра.
· Устанавливая трубу в матрицу вальцовочного станка, следует выбирать то отверстие, которое точно соответствует диаметру трубы.
· Внешнюю поверхность трубки перед развальцовкой обрабатывают абразивной губкой, чтобы очистить от пыли и мусора и обеспечить надежную фиксацию в держателе. Если этого не сделать, трубка будет проскальзывать в матрице, мешая процессу развальцовки.
Билет№13
1.Инструмент и приспособления для нарезания трубной и метрической резьбы.
При нарезании резьбы на трубах, предназначенных для прокладки трубопроводов, используют следующие методы и инструмент.
Резьбонакатывание является одним из наиболее прогрессивных способов изготовления резьб. Оно обеспечивает высокую производительность и качество обработки, повышение статической и, в особенности, усталостной прочности накатанной резьбы, по сравнению с нарезанной. Однако, в некоторых случаях, например при обработке крупных, трапецеидальных резьб, резьб на заготовках из труднообрабатываемых или предварительно упрочненных материалов, резьбонакатывание становится экономически невыгодным из-за низкой стойкости инструмента.
Резьбонакатные плашки, применяющиеся для накатывания точных профилей резьбы, имеют корпус, на котором устанавливают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус. С помощью резьбонакатных плашек нарезают резьбы 04 - 33 мм и шагом 0,7 - 2 мм по 6 - 8-му квалитетам. Накатывание выполняют на станках, а также вручную.
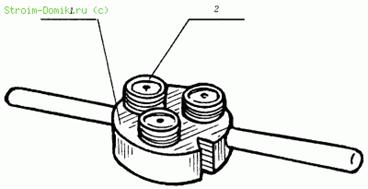
Резьбонакатные головки используют для накатки наружных резьб на специальном или универсальном оборудовании и даже вручную. Они представляют собой сборный инструмент, использующий в качестве рабочих элементов ролики небольших диаметров, подобно резьбонарезным головкам.
Резьбонарезные плашки.
Цельная плашка представляет собой
стальную закаленную гайку, в которой через резьбу 1 прорезаны сквозные про
дольные отверстия, образующие режущие кромки и служащие для выхода стружки. С
обеих сторон плашки имеются заборные части 2 длиной 11/2 - 2 нитки.
Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один рабочий
ход. Диаметры цельных круглых плашек предусмотрены стандартом: для основной
метрической резьбы - от 1 до 76 мм, для дюймовой - от 1/4 до 2", для
трубной -от 1/8 до ½. Круглые плашки при нарезании резьбы вручную
закрепляют в специальном воротке. Разрезные плашки в отличие от цельных имеют
прорезь (0,5 - 1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1
- 0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба
имеет недостаточно точный профиль. ![]()
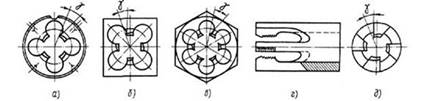 Рис.
1.5.39. Резьбонарезные плашки: а - круглая, б - квадратная, в - шестигранная,
г, д - трубчатая, у - передний угол.
Рис.
1.5.39. Резьбонарезные плашки: а - круглая, б - квадратная, в - шестигранная,
г, д - трубчатая, у - передний угол.
Резьбонакатные плашки применяющиеся для накатывания точных профилей резьбы, Плашки вращают двумя рукоятками, ввертываемыми в корпус. С помощью резьбонакатных плашек нарезают резьбы 04 - 33 мм и шагом 0,7 - 2 мм по 6 - 8-му квалитетам. Накатывание выполняют на станках, а также вручную.
2.Раструбные соединения. Виды раструбных соединений и виды заполнителей.
К неразъемным видам соединения относят несколько методов, среди которых и раструбное соединение труб. Его можно реализовать как с использованием уплотнительного кольца, так и без него. А также с применением контактной сварки или клея.
Особенности метода
Раструб – это монтажное расширение на торце трубы. Такая конструкция позволяет собрать герметичное и прочное сопряжение проточного типа. Для этого гладкий край одной трубы помещают в раструб другой. Чтобы добиться герметичности, используют специальные уплотнители. Раструбное соединение с уплотнительным резиновым кольцом это один из применяемых способов монтажа канализационных и водопроводных линий. Также производят склеивание труб. Но в данном случае надежность будет зависеть от устойчивости клеевой основы к воде.
Варианты раструбного соединения
Трубы с раструбом могут быть из различного материала, малого или большого диаметра. Учитывая эти параметры, применяются наиболее подходящие варианты соединения. Заделка цементом Этот способ наиболее часто применяют при раструбном соединении чугунных труб. Производятся необходимые замеры. Отрезается труба таким образом, чтобы торец был без трещин и зазубрин. Затем подготовленный элемент вставляется в раструб. Заделывается зазор внутри него с применением промасленного уплотнителя (пеньки или льна). Первый слой уплотнителя поместить в трубу. При этом концы прядей не должны попадать внутрь. Зачеканить уплотнитель, используя молоток и отвертку. Затем аккуратно уложить остальные слои уплотнительного материала на две трети глубины раструба. Последний слой следует укладывать без пропитки. Не заполненное расстояние до конца трубы заполнить цементным раствором или асбестоцементной смесью. Также цемент можно заменить силиконовым герметиком, битумной мастикой или любым другим подобным составом.
Способы соединения канализационных труб Альтернативой является еще один способ сборки чугунных конструкций. Это заливка раструбов расширяющимся цементом. Его преимуществами является: водонепроницаемость; способность расширяться; самоуплотнение при затвердении. Следует также отметить, что применение расширяющего цемента значительно экономит время при монтаже, так как нет необходимости конопатить и чеканить стыки.
Билет№14
1.Гнутьё труб. Инструмент и приемы гнутья труб в холодном и горячем состоянии.
Существует всего два способа деформации трубного проката:
-холодная гибка труб
-деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
Правда, гибка труб из нержавеющей стали (или любых других труб с повышенной кольцевой жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Исключение можно сделать только для комбинированных материалов на основе полиэтилена — гибку металлопластиковых труб выполняют только «холодным» способом. Внутри такой трубы находится армирующий пояс из алюминия – в процессе деформации гнут именно его и форму после гибки удерживает именно он.
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например: высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся. С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
ХОЛОДНАЯ ГИБКА – ОСНОВНЫЕ ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Используя холодную гибку, трубы можно согнуть практически под любым углом. Но сделать это можно всего двумя способами: вручную и с помощью специальных механизмов. Причем и сами механизмы могут использовать либо электрическую или иную энергию, либо энергию мускульной силы оператора.
К основным способам ручной деформации относятся следующие варианты:
· наматывание изделия на шаблон
· деформация изделия на опорах
Причем первый способ допустим только в том случае, если материал трубы будет достаточно пластичным. Ну а второй способ можно использовать и для более жестких труб.
Первый вариант – наматывание на шаблон – реализуется следующим способом. На первом этапе процесса гибки трубу нужно заполнить каким-либо сыпучим веществом. Поэтому в изделие засыпают песок (можно соль) или заливают воду, которую охлаждают до состояния льда. Сыпучее вещество не позволит измениться профилю трубы.
Далее мы берем калибр – округлую и твердую поверхность – и гнем трубу, наматывая изделия вокруг калибра. Само изделие, при этом, удерживается за края мерного отрезка, а гнется только середина.
По такой методике осуществляется гибка труб из дюраля или латуни, или иного материала с достаточно высокой пластичностью. Сам изгиб получается относительно ровным, но такая технология сопровождается большими объемами отходов. Ведь даже гибка медных труб – очень пластичных изделий – требует достаточно большого рычага. Следовательно, согнув участок в середине мерного отрезка, мы будем вынуждены избавиться от «рукоятей» — концов, за которые держались в процессе загиба.
Второй вариант – деформация на опорах
Для этого нам нужны: ножовка по металлу, линейка и сварочный аппарат. Линейкой мы отмеряет несколько точек на трубе (в месте загиба изделия), ножовкой делаем надрезы в теле трубы. А сварочным аппаратом завариваем швы после завершения деформации на опорах. И никакого деформирования тела или профиля изделия – лишний металл мы уже удалили, сделав надрезы ножовкой.
Впрочем, несмотря на все ухищрения, ручная деформация уступает, по всем параметрам такому способу, как механическая гибка труб в стационарных условиях.
Основные способы механической гибки труб
Вся механическая гибка основана всего на двух способах:
· Обкатке трубы
· Гидравлической деформации трубы
Рис. 1.5.9. Гибочное приспособление для труб
2.Инструменты и приспособления, применяемые при соединении чугунных раструбных труб.
Раструбное соединение труб с применением контактной сварки – это вариант соединения деталей из различного материала. Его можно применить для чугунных труб. В данном случае применяется ручной или механический сварочный аппарат. Он должен быть оснащен специальными приспособлениями для нагрева элементов до необходимой температуры. Это гильза, с помощью которой разогревается наружная часть трубы. А также дорн, который предназначен для оплавления внутренней части детали. Комплект гильза-дорн должен соответствовать диаметру, собираемой конструкции.
Контактная раструбная сварка реализуется следующим образом:
- Нагреть элемент с помощью электрического тока или паяльной лампы. При этом регулировать температуру с применением термокарандаша, терморегулятора или материалом трубы – элемент должен плавиться, а не гореть.
- На краях трубопроводной арматуры снять фаску, составляющую 1/3 толщины стенки трубы, под углом 45°.
- Ограничительный хомут установить на гладкий конец на расстоянии глубины раструба плюс 2 мм.
- В раструб ввести дорн нагревателя, а гильзу одеть до упора на гладкий край. Период нагрева будет зависеть от толщины стенки трубопровода и материала.
- Расплавленные детали одновременно извлечь из гильзы и дорна.
- Соединить между собой в течение 2-3 секунд. Не проворачивать детали относительно друг друга.
Доуплотнитель раструбных соединений
Доуплотнитель раструбного соединения чугунных труб применяется в двух случаях: для дополнительной герметизации в процессе монтажа; для ликвидации течей, возникающих в процессе эксплуатации. В результате нарушения герметичности и целостности чеканки, образуется течь на стыках труб.
Доуплотнитель считается более надежным, чем чеканка. Он подходит для канализационных и водопроводных сетей. Состоит из размыкаемых чугунных колец, резиновой прокладки и длинных болтов с гайками. Устранение неполадок производится без снижения давления в магистрали при любой погоде.
Рекомендуют не дожидаться результата воздействия повышенной влажности, подвижки грунта или температурных перепадов. Лучше изначально установить доуплотнитель – это будет надежней и позволит сэкономить на ремонте трубопровода.
Билет№15
1.Гнутье отводов, отступов и других монтажных деталей трубопроводов.
Прокладка трубопроводов санитарно-технических систем на строительном объекте требует изменения направления трубопроводов, обхода конструкций и других трубопроводов. В этих случаях на монтаже используют гнутые детали. Главное свойство этих деталей по сравнению с литыми (фасонными) частями заключается в плавности перехода, создании меньших сопротивлений при движении жидкости, пара и газа, в отсутствии дополнительных соединений. Виды гнутых деталей: отводы, отступы (утки), скобы, калачи и компенсаторы.
Отступ — деталь с двумя изогнутыми частями, обычно под углом 135°. Ее применяют в тех случаях, когда присоединяемая деталь лежит не на одной оси с трубопроводом, а также при обходе препятствия. Расстояние между осями отогнутых концов трубы называют вылетом.
Отвод — изогнутая под определенным углом деталь, которая используется при изменении направления трубопровода. Отводы бывают крутоизогнутые, с минимальным радиусом поворота, складчатые также с малым радиусом поворота, и обычные.
Скоба — деталь с тремя изогнутыми частями. Ее используют при обходе другого трубопровода.
Калач — деталь с поворотом в форме полуокружности . Калач заменяет два отвода, и его используют чаще всего для соединения двух отопительных приборов, расположенных один над другим. Расстолние между осями концов калача равно двум радиусам.
Компенсатор — это деталь П-образной формы. Он служит для уравновешивания температурных удлинений трубопровода.
При гибке металл подвергается растяжению по наружной части, а по вогнутой — сжатию. В результате этого толщина стенки выпуклой части уменьшается, а вогнутой — увеличивается. В процессе гибки в месте изгиба образуется овальность трубы (труба сплющивается). Овальность не должна превышать 10°. На вогнутой части трубы может появиться волнистость, ее величина не должна быть выше 3°
Гнутые детали изготовляют в определенной последовательности: сначала трубы размечают, потом отрезают и затем гнут.
При разметке используют измерительный и разметочный инструмент: метр, мел или чертилку. На специализированных заготовительных предприятиях применяют разметочно-отрезные устройства, которые сделаны в виде разметочного стола с трубоотрезным станком. Длину заготовки для гнутой детали определяют по таблицам.
Отрезку труб выполняют вручную ножовкой, труборезом или механизированным способом с помощью трубореза. На специализированных предприятиях применяют трубоотрезные станки, на которых труба перерезается диском.
Гибка труб производится в холодном или горячем состоянии на ручных и приводных станках. Трубы больших диаметров нагревают, что позволяет снизить усилие, необходимое для изгиба, и предотвратить разрывы стенок трубы, так как металл при нагреве становится более пластичным.
При гибке труб диаметром до 32 мм тщательно подбирают размеры гибочных роликов и оправок; трубы большего диаметра гнут, набивая их сухим кварцевым песком. Радиусы гиба должны быть больше минимально допустимых (2—3,5 наружного диаметра трубы).
Шовные трубы гнут так, чтобы исключить повреждение шва, — шов располагают в месте наименьших деформаций материала трубы, т. е. по средней линии изгиба или несколько внутрь него.
Гибку труб в холодном состоянии осуществляют на ручном станке СТВ, предназначенном для труб диаметром до 20 мм при радиусе гиба не менее 50 мм.
Гибку труб в горячем состоянии производят путем нагрева места изгиба и последующего поворота конца трубы вокруг оправки. При этом изгибаемую трубу набивают песком и один ее конец закрепляют в прижиме или тисках.
2.Соединение пластмассовых труб. Способы и приемы.
Сегодня при монтаже любых водопроводных систем все чаще отдается предпочтение трубопроводам из пластика. Полимерные трубы недороги, долговечны и удобны в эксплуатации. Соединение элементов трубопровода может производиться различными способами, зависящими от материала трубы и назначения трубопровода.
Различные виды пластиковых труб могут стыковаться с использованием нескольких технологий. Выбор в пользу того или иного варианта определяется, в первую очередь, исходя из предназначения будущей трубопроводной системы, ее диаметра и типа самого полимерного материала:
· В раструб. Торец одной из труб помещается в раструб на конце другой. Место стыка уплотняется при помощи резиновой прокладки и дополнительно обрабатывается герметиком. Такой способ хорошо зарекомендовал себя в строительстве канализационных трубопроводов и иных сетей, в которых носитель распространяется не под давлением.
· Фланцевое соединение. Используются приварные втулки, либо накладные стальные фланцы. Наилучший вариант для стыковки металлических и пластиковых участков трубопровода.
· Резьбовое соединение. Также применяется при монтаже элементов из пластика и металла.
· Стыковка посредством цанг. Удобно соединять изделия небольшого сечения. Монтаж производится обжимными фитингами, оснащенными резиновыми уплотнительными элементами. В процессе обжимки острые металлические зубцы врезаются в верхний слой трубы, создавая надежное соединение.
· Использование электромуфт. Приспособление надевается на место стыка, а в момент пропускания через него электрического тока – сжимается. Стык получается достаточно надежным, но использовать такой способ соединения для водопроводных или отопительных сетей не рекомендуется.
· Высокотемпературная сварка. Концы скрепляемых изделий расплавляются при помощи специального сварочного аппарата, после чего соединяются. После остывания место стыка не уступает по прочности основному трубопроводу. Сварка может осуществляться при помощи фитингов, либо встык. Последний вариант приемлем только для сетей без сильных перепадов давления.
· Склеивание. Также допустимо два варианта: применение холодной сварки, либо специальных клеящих составов, предназначенных для поливинилхлоридных изделий. Первая обеспечивает более надежный контакт, поскольку воздействует на склеиваемые элементы на молекулярном уровне.
Билет№16
1.Шабрение. Haзначение и область применения. Инструмент и приспособления.
Шабрение - это процесс получения требуемой по условиям работы точности форм, размеров и относительного положения поверхностей для обеспечения их плотного прилегания или герметичности соединения.
При шабрении производится срезание тонких стружек с неровных поверхностей, предварительно уже обработанных напильником или другим режущим инструментом.
Шабрение применяется, когда нужно удалить следы обработки напильником или другим инструментом, а также если требуется получить высокую степень точности и малую шероховатость поверхности деталей машин, соединяемых друг с другом. Шабрение особенно часто применяется при обработке деталей пар трения.
Перед шабрением следует проверить степень неровности поверхности и места неровностей, подлежащие шабрению. Для обнаружения неровностей поверхности служат плиты, линейки, призмы, валики, щупы. При шабрении на краску используется шабровочная краска. В ряде случаев шабрение ведется на блеск.
Для шабрения деталей на краску используют плиту или линейку, а также краску. В качестве краски для шабрения используют смесь машинного масла с парижской лазурью или ультрамарином, имеющую консистенцию легкой пасты. Иногда используется смесь машинного масла с сажей. Краска наносится тонким слоем на плиту или линейку кисточкой или чистой ветошью, после чего плита или линейка накладывается на предназначенную для шабрения поверхность детали. После нескольких кругообразных движений плиты или возвратно-поступательных движений линейки по детали или детали на плите деталь осторожно снимают с плиты. Появившиеся окрашенные пятна на детали свидетельствуют о неровностях, выступающих на поверхности детали; неровности удаляются шабрением.
Режущим инструментом при шабрении является шабер. Шаберы различаются по конструкции - цельные и составные, по форме режущей кромке - плоские, трехгранные и фасонные, а также по числу режущих граней - односторонние и двусторонние.
Шаберы изготовляются из углеродистых инструментальных сталей марок У10 - У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава.
Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой. Геометрические параметры шаберов зависят от вида обработки, материала заготовки и угла установки инструмента по отношению к обрабатываемой поверхности.
2.Раструбное соединение с применением резинового уплотнительного кольца.
Это один из способов соединения пластмассовых труб. Резиновое кольцо обеспечивает герметичность. Оно зажимается между ровным краем трубы и стенками раструба. Уплотнитель может быть со специальными пластиковыми вкладышами. Но это не обязательно. Важно не допускать деформации уплотняющего пояска на кольце. Это может вызвать течь в области сочленения. Допускается искривленность оси, но оно не должно превышать толщину стенки трубы.
Раструбное соединение под уплотнительное резиновое кольцо чаще всего применяется для соединения канализационных безнапорных труб из ПВХ.
При монтаже кольцо может повредиться. Чтобы этого избежать, его необходимо смазать глицерином, силиконовой смазкой или мылом. Нельзя для этого применять масла. Последовательность соединения такова:
- Очистить резиновое кольцо.
- Поместить его в раструбный желобок.
- Смазать глицерином или обычным мыльным раствором конец трубы с фаской.
- Завести его в раструб до места отметки.
- Проверить наличие кольца в желобке. Для этого провернуть одну из соединяемых деталей.
В случае соединения труб из разных материалов, используют переходные патрубки. Для резки труб используют специальный инструмент или ножовку.
Пилят строго перпендикулярно, укладывая трубу в стусло. После этого с разрезанного торца напильником снимается фаска под углом 15°. Это помогает не повредить уплотнительное кольцо при монтаже.
Билет№17
1.Притирка. Назначение и область применения. Способы и приемы притирки деталей трубопроводной арматуры.
Притиркой называют обработку поверхностей детали притиром — инструментом из мягких материалов с нанесенным на его поверхность мелкозернистым абразивным порошком или пастой, с помощью которых с обрабатываемой поверхности удаляют слой металла или пленки его окислов. Для этих операций на поверхности деталей оставляют припуски до 0,01–0,02 мм. Толщина слоя металла, снимаемого притиром за один проход, не превышает 0,002 мм. Притирку применяют для получения соединений точных геометрических форм с высокой чистотой поверхности (зубчатые колеса, клапаны, сальники, втулки, краны и др.). В качестве притирочных материалов используют пасты ГОИ, в состав которых входят окись хрома (74–81%), кремнезем, стеарин и др. К инструментам для притирки относятся диски, цилиндры, конусы, плиты, бруски, кольца, изготовленные по форме притираемых деталей. Притиры изготовляют из стекла, мягкого чугуна, мягкой стали, меди, латуни, свинца, древесины.
Притирка и доводка являются чистовыми отделочными операциями при обработке поверхностей. Точность, достигаемая при этих видах обработки, составляет 0,001–0,002 мм.
Притиркой получают соединения, непроницаемые для жидкостей и газов (краны, клапаны с гнездами, плунжеры с гильзами), доводкой чаще всего исправляют незначительные деформации, происшедшие при термической обработке.
Эту операцию обычно выполняют с применением минерального масла, технического сала, керосина, бензина. Притирать или доводить всухую не рекомендуется, так как абразивный порошок при этом распределяется неравномерно и, кроме того, детали нагреваются и может произойти их коробление.
Различные притиры требуют различной смазки. Для притиров из чугуна в качестве смазки берут керосин или бензин, из мягкой стали — машинное масло, из меди — машинное масло, спирт и содовую воду. Стальные детали притирают с применением машинного масла и технического сала, бронзовые - сала, чугунные - керосина. При особо высоких требованиях к качеству стальной поверхности применяют венскую известь, разведенную в спирте, или крокус в вазелине. Алюминий притирают трепелом, разведенным в толуоле со стеариновой кислотой или в деревянном масле.
Плоские несопрягаемые поверхности чаще всего притирают вручную на неподвижных притирочных плитах.
Притирка на плитах дает очень точные результаты, поэтому на них притирают детали, требующие особо высокой точности, в частности, лекальные линейки, шаблоны, калибры, плитки.
Поверхность под притирку тщательно готовят. Лучшие результаты дает предварительное шлифование.
Притирку со сменой слоя абразивной массы повторяют несколько раз, пока обрабатываемая поверхность не достигнет необходимого качества.
Окончательную притирку для придания поверхности блеска производят на одном масле с прибавлением остатков абразивного порошка от предварительной притирки.
Механизированную притирку с успехом применяют при ремонте направляющих станины вместо окончательного шабрения (чаще всего при ремонте продольно-строгальных станков).
2.Соединение склеиванием. Клеевые составы.
Этот способ используют для соединения раструбных труб и фасонных частей из ПВХ с зазором и без зазора.
При склеивании труб без зазора, когда разность диаметров склеиваемых элементов менее 0,1 мм, применяют клей, состоящий из перхлорвиниловой смолы (14—16 мас/ч) и метилхлорида (86—84 мас/ч). При склеивании труб диаметром более 100 мм, а также труб различных диаметров при повышенных температурах (более 25°С) и скоростях движения воздуха в зоне монтажа используют клей, состоящий из перхлорвиниловой смолы (14—16 мас/ч), метилхлорида (76—72 мас/ч) и циклогексаната (10—12 мас/ч).
Для склеивания труб с зазором, когда разность диаметров склеиваемых элементов менее 0,6 мм, служит зазорозаполняющий клей ГИПК-127, состоящий из тетрагидро-фурана (растворитель ПВХ), поливинилхлоридной смолы, оксида кремния. Склеивание проводят при температуре окружающего воздуха не ниже 5°С, рабочее место должно быть защищено от ветра и атмосферных осадков.
Последовательность склеивания: сначала размечают посадочную длину, затем подготовляют склеиваемые поверхности, наносят клей, соединяют трубы.
Разметку посадочной длины производят линейкой или складным метром и карандашом. Длина посадочной части равна длине нахлеста клеевого соединения, которая должна быть на 6 мм больше наружного радиуса трубы.
Подготовку склеиваемых поверхностей проводят так: зачищают гладкий конец и внутреннюю поверхность раструба шлифовальной шкуркой. Затем зачищенные поверхности обезжиривают органическими растворителями (метиленхлоридом).
Перед склеиванием труб без зазора проверяют плотность сопряжения деталей. При плотном сопряжении клей наносят одним слоем, при свободном сопряжении — двумя слоями (второй наносят после просыхания первого слоя до отлипа).
Клей наносят кистью из натуральной щетины. Перед нанесением клея проверяют его консистенцию, обмакивая палочку в клей: клей должен стекать с палочки ровной струей (консистенция сметаны). Густой клей разбавляют растворителем. Сначала клей наносят кистью на внутреннюю поверхность раструба, а затем на гладкий конец.
Клей наносят на 2/3 глубины раструба и на всю длину калиброванного конца трубы равномерным тонким слоем. При склеивании с зазором на раструб наносят тонкий слой, а на конец трубы — толстый слой.
Гладкие концы труб из ПВХ с раструбами, имеющими желобки под резиновое кольцо, склеивают только зазорозаполняющими клеями. На поверхность желобка клей не наносят.
Соединяют трубы сразу после нанесения клея, вдвигая гладкий конец в раструб. Лишний клей, вытесняемый из зазора, немедленно удаляют. Склеенные стыки в течение 5 мин не должны подвергаться механическим воздействиям. Узлы и плети труб перед монтажом выдерживают в течение 2 ч.
Клеевые вещества хранят в сосудах с герметично закрывающимися пробками, крышками, а кисти — в закрытых коробках. Не следует допускать разбрызгивания растворителей. Курение во время склеивания категорически запрещается.
Билет№18
1.Безопасность труда при выполнении слесарных работ.
Приступая к работе на новом участке или предприятии, слесарь обязан пройти производственный инструктаж по технике безопасности.
Перед началом работы:
1) Привести в порядок рабочую одежду, застегнуть или обхватить широкой резинкой обшлага рукавов, заправить одежду так, чтобы не было развевающихся концов; убрать волосы под плотно; облегающий головной убор. Рабочая одежда – это комбинезон, рабочий халат или спецовка. Работа в лёгкой обуви запрещается (тапочки, сандалии и т.д.)
2) Внимательно осмотреть место работы, привести его в порядок, убрать все мешающие работе посторонние предметы. Инструмент и детали располагать так, чтобы избегать лишних движений и обеспечить безопасность работы.
3) Проверить наличие и исправность инструмента, приспособлений и средств индивидуальной защиты.
4) Проверить, чтобы освещение рабочего места было достаточным, и свет не слепил глаза.
Во время работы:
1) При работе в тисках надежно зажимать обрабатываемую деталь.
2) Не отвлекаться во время работы и не отвлекать других.
3) При рубке металла зубилом пользоваться защитными очками с небьющимися стеклами или сеткой. Для защиты окружающих обязательно ставить предохранительные щитки или сетку.
4) Очистку поверхностей и промывку деталей подлежащих доработке, а также уборку стружки производить щеткой с меткой или ветошью.
5) Отходы производства складывать в специальную тару.
6) Инструмент, имеющий отточенное лезвие или острие, следует передавать другому человеку вперед рукояткой или тупым концом.
7) При обнаружении неисправности инструмента или оборудования. Немедленно прекратить работы и доложить об этом мастеру.
8) При получении травмы сообщать мастеру и обращаться в мед.пункт.
После окончания работы:
1) Проверить инструмент и прибрать его.
2) Убрать оставшиеся заготовки детали в специальные контейнеры.
3) Прибрать рабочее место щёткой. А затем и помещение. Убрать стружку, пыль и т.д. в специальные контейнеры.
4) О замеченных неисправностях сообщить мастеру.
5) Вымыть руки с мылом.
Основные требования к слесарному инструменту
Рукоятки молотков, кувалд и другого инструмента ударного действия должны быть изготовлены из сухой древесины твердых лиственных пород (клен, бук, дуб, береза и т.п.). Применение рукояток из древесины хвойных пород (ель, сосна) не допускается.
Поверхность бойка молотков и кувалд должна быть слегка выпуклой, гладкой, без заусенцев, без трещин и наклепа. Боек должен быть плотно насажен на рукоятку и надежно расклинен металлическим заершенным клином из мягкого металла.
Длина ручек молотков должна быть в пределах 300-400мм, а рукояток кувалд от 450 до 900мм в зависимости от массы бойка.
Напильники, шаберы, отвертки, шилья и др. должны иметь гладкие
деревянные длиной не менее 150мм, рукоятки с бандажными кольцами, исключающими их раскалывание.
Ударные инструменты (зубила, крейцмейсель, бородок, просечка, кернер и т.п.) должны иметь гладкую затылочную поверхность, без заусенцев, наклепа и трещин.
Зубило должно быть длиной не менее 150мм, длина оттянутой части- 60-70мм. Режущая кромка зубила должна представлять прямую или слегка выпуклую линию
Гаечные ключи не должны иметь трещин и забоин, величина зева должна соответствовать указанному размеру на ключе, а его рабочие поверхности должны быть параллельны.
Ручки слесарных ножниц и клещей должны быть гладкими, без зазубрин и заусенцев. С внутренней стороны ручек должен быть упор для предотвращения сдавливания пальцев при работе.
Ручные рычажные ножницы должны быть надежно закреплены на специальных стойках, верстаках и т.п. и оборудованы прижимами на верхнем подвижном ноже, амортизатором для смягчения удара ножедержателя и противовеса, удерживающим верхний подвижный нож в безопасном исходном положении.
2.Резка винипластовых и полиэтиленовых труб.
Технологии монтажа ПНД трубопроводов (встык, в раструб и на муфту) выдвигают особые требования к качеству среза. Торец трубы должен быть отрезан строго под прямым углом к центральной оси трубопровода. А на его поверхности недолжно быть заусенцев и заломов.
Поэтому резку полиэтиленовых труб проводят только с помощью особого инструмента и оборудования:
1.Гильотина для резки полиэтиленовых труб
2.Круговые резаки, которые используются для резки бытовых труб — диаметром от 15 до 160 миллиметров. Причем резаки разбиты на три группы: первой разделяют водопроводные трубы, диаметром 15-63 миллиметра; второй – канализационные трубы для внутренней прокладки, диаметром 50-110 миллиметров; а третьей – трубы для внешних магистралей, диаметром 110-160 миллиметров.
3.Гильотины трубные, которые используются для резки «проката» с диаметром от 63 до 350 миллиметров. Причем труборез-гильотина для полиэтиленовых труб гарантирует высочайшее качество среза.
4.Ручные труборезы, у которых режущим инструментом является стальной нож, приводимый в движение зубчатым зацепом. Таким инструментом можно разрезать только сравнительно тонкие трубы, диаметром от 15 до 30 миллиметров. Причем после среза торец придется выравнивать калибратором, поскольку стальной нож сминает тело трубы в процессе разделения.
5.Электрифицированные резаки, питаемые от сети или аккумуляторов. Этот инструмент работает в широком диапазоне диаметров. Но его приобретение оправдано только в случае больших объемов монтажа. Поэтому электрические труборезы приобретают лишь профессиональные сантехники. Для бытовых нужд довольно и ручного инструмента.
6.Ленточные пилы – это самая сложная и дорогостоящая разновидность инструмента для разделения труб. Как правило, такая пила монтируется на консоли станка, на рабочий стол которого укладывают полимерную трубу. Причем на подобные ухищрения идут ради производительности ленточной пилы. Такой инструмент «распиливает» даже 1600-миллиметровые трубы, обеспечивая высочайшее качество среза.
Винипластовые и полиэтиленовые трубы легко поддаются различным видам механической обработки на металлорежущих и деревообрабатывающих станках. В связи с низкой теплопроводностью полиэтилена и винипласта для предотвращения оплавления и деформации трубы механическую обработку следует производить с охлаждением сжатым воздухом места реза.
При этом используемый инструмент должен быть хорошо заточен, а процесс резания производиться при небольших подачах и с достаточно высокой скоростью. Труба должна быть жестко закреплена в патроне стакана или в специальном приспособлении во избежание ударов и вибрации при обработке.
Резать трубы диаметром до 150 мм рекомендуется на станках с дисковой пилой. Трубы с условным проходом до 150 мм разрезаются диском диаметром 250—300 мм, толщиной 1,5 мм при шаге зубьев 3—4 мм. При резке труб с условным проходом свыше 150 мм применяют переносные приспособления типа УРТ-1, которые устанавливают на трубы с помощью разъемного кольца. Пила имеет привод от электро- или пневмосверлилки и при резке проворачивается вокруг трубы на 360°. Резка осуществляется вращающейся дисковой пилой .
Кроме того, для резки труб можно применять ленточные пилы, механические и ручные ножовки, мелкозубые плотницкие пилы.
Для снятия фасок и обработки торца труб с условным проходом от 150 до 300 мм используют ручное приспособление,
При обработке пластмассовых труб следует учитывать их специфические свойства. Из-за низкой теплопроводности пластмасс режущий инструмент сильно нагревается и может стать причиной ожога. Все станки и приспособления должны быть оборудованы надежными устройствами для закрепления труб. При распиливании образуются* стружка и пыль, вредно действующие на органы дыхания, поэтому дисковые пилы рекомендуется оборудовать местными отсосами.
Билет№19
1.Понятие о неизбежных погрешностях при изготовлении деталей и сборке изделий.
В процессе изготовления деталей возникает большое разнообразие погрешностей обработки. Например, цилиндрическая поверхность может иметь небольшую конусообразность, некруглость поперечного сечения, искривление оси и другие погрешности. Плоская поверхность может иметь небольшие выпуклости, вогнутость и другие отклонения.
К погрешностям взаимного расположения поверхностей деталей относят несоосность участков ступенчатого вала, неперпендикулярность оси цилиндрической поверхности к ее торцу, непараллельность противолежащих граней плит или планок, погрешности расположения отверстий в корпусных деталях и пр.
Погрешности обработки деталей являются следствием влияния следующих основных факторов.
1. Неточность станков, являющаяся следствием погрешности изготовления их основных деталей и узлов, неточности сборки, износа трущихся поверхностей деталей станка в процессе его эксплуатации и т. п.
2. Степень точности изготовления режущего инструмента и его изнашивание во время работы.
3. Неточность установки инструмента и настройки станка на размер.
4. Погрешности базирования и установки обрабатываемой детали на станке или в приспособлении.
5. Деформации деталей станка, обрабатываемой детали и инструмента во время обработки под влиянием силы резания вследствие недостаточной жесткости упругой системы станок-приспособление-инструмент-деталь (СПИД).
6. Тепловые деформации обрабатываемой детали, деталей станка и режущего инструмента в процессе обработки и деформации, возникающие под влиянием внутренних напряжений в материале детали.
7. Неравномерность припуска и твердости заготовки.
8. Ошибки в измерениях вследствие неточности измерительного инструмента, неправильного пользования им, влияния температуры и т. п.
Погрешности сборки изделий возникают в результате влияния следующих технологических факторов.
1. Изменения зазоров и натягов в соединениях приводят к изменению характера посадки. Причиной этого является отклонение размеров, формы и расположения поверхностей собираемых деталей. Эти же причины вызывают радиальные и торцевые биения, отклонения от параллельности, соосности, перпендикулярности и др.
2. Некачественная обработка сопрягаемых поверхностей приводит к неплотному прилеганию, снижению контактной жесткости стыков и герметичности соединений. Снижение таких характеристик вызывается отклонениями формы, отклонениями от плоскостности, прямолинейности и др.
3. Погрешности взаимного расположения деталей и элементов машин вызываются также погрешностями их фиксации друг относительно друга.
4. Погрешности в результате нарушения условий и режимов выполнения сборочных операций (неравномерная затяжка резьбовых соединений, вызывающая перекосы и деформации собираемых элементов, перекосы и деформации при запрессовке и других видах соединений, деформация при закреплении деталей в сборочных приспособлениях и др.).
5. Геометрические неточности сборочного оборудования, приспособлений и инструментов в ходе сборки переносятся на соединение, снижая тем самым служебные характеристики машины в целом.
6. Тепловые деформации элементов технической системы (сборочное оборудование – приспособление – инструмент – собираемый объект) отражаются на точности соединения.
7. Погрешности сборки, возникающие в результате деформации сопрягаемых деталей от действия остаточных напряжений в их материале. Релаксация напряжений в последующем (при эксплуатации) вызывает деформации деталей в уже собранной машине, что снижает ее точностные характеристики.
4. Погрешности, вызываемые нетехнологичностью деталей и машин.
Погрешности, возникающие при изготовлении заготовок, обработке резанием, контроле, сборке и других видах обработки, можно разделить на три вида: систематические постоянные, систематические закономерно изменяющиеся и случайные.
2.Инструмент и приспособления, применяемые при соединении пластмассовых труб.
Многие работы монтажа можно осуществить вручную, но лучше пользоваться специальным инструментом. Это ускоряет процесс прокладки, и позволяет создать герметичное и надежное соединение. По типу выполняемых задач такие приспособления делятся на такие группы:
1.Приспособления для резки.
2.Устройства для гибки.
3.Аппараты для стыковки.
Технологические металлопластиковые трубопроводы монтируются посредством паяльника. Это простое устройство создает качественный неразъемный стык.
Основной инструмент — паяльник для полипропилена с насадками.
Помимо него понадобится:
-труборез для резки пластика;
-шейвер — им снимают армирующий слой перед пайкой;
-калибратор с фаскоснимателем.
-рулетка, гаечные ключи, маркер, нож.
Обжимные клещи применяют для состыковки мест магистрали с установкой пресс-фитингов.
Клещи бывают различных типов:
1.Ручные.
2.Гидравлические.
3.Электромеханические.
При монтаже магистралей металлопластиковые трубопрокатные материалы приходится сгибать
Трубогибы дают возможность работать с разными видами сортамента и являются самыми безопасными устройствами для монтажа.
Во время разрезов сечение трубопрокатного сортамента может измениться. Придать ему прежнюю форму можно посредством такого инструмента, как калибратор.
Билет№20
1.Основные понятия о взаимозаменяемости деталей сантехнических систем.
Понятие о взаимозаменяемости.
На взаимозаменяемость соединений оказывает влияние не только размер, но и точность геометрической формы, и точность геометрических элементов, образующих деталь.
Взаимозаменяемость - 1) возможность сборки узлов и машин из независимо изготовленных деталей, не требующих подгонки или подбора.
2) принцип нормирования требований к размерам элементов деталей, узлов, механизмов, используемый при конструировании, благодаря которому представляется возможным изготавливать их независимо и собирать или заменять без дополнительной обработки при соблюдении технических требований к изделию.
Взаимозаменяемость должна обеспечить функционирование изделия надлежащим образом.
Виды взаимозаменяемости:
1. Полная взаимозаменяемость - детали и узлы полностью взаимозаменяемы (устанавливают при сборке без дополнительных операций по обработке, без регулировок и подбора, т.е. только закрепляют).
Неполная (ограниченная) взаимозаменяемость - при сборке требуется установка детали, либо узла только с определёнными размерами (размерами определённой группы) - групповая взаимозаменяемость, или требуется дополнительная обработка одного из элементов детали.
2. Размерная (геометрическая) взаимозаменяемость - если в телевизоре сгорел кинескоп, то новый кинескоп устанавливают в старый корпус, на то же место (кинескоп обладает размерной взаимозаменяемостью).
Параметрическая взаимозаменяемость - распространяется на устройства, в которых эксплуатационные свойства характеризуются оптическими и др. немеханическими физическими параметрами.
3. Внешняя взаимозаменяемость - взаимозаменяемость по выходным данным узла: его присоединительным размерам и эксплуатационным параметрам (вышедший из строя подшипник можно заменить другим такого же типоразмера.
Внутренняя взаимозаменяемость - взаимозаменяемость деталей, входящих в узел, или узлов, входящих в изделие (шарики в подшипнике качения).
1.Выбор того или иного фитинга во многом определяется профилем обжима доступных пресс-клещей. Например, если есть в наличии или можно достать пресс-инструмент с пресс-клещами профиля TH, то целесообразно рассматривать фитинги, которые допускают этот профиль обжима. И наоборот, если в наличии есть пресс-фитинги определенных брендов, то по таблице подбора пресс-фитингов можно посмотреть, какие пресс-клещи следует использовать.
2.В одной системе можно использовать пресс-фитинги разных производителей, которые подходят по типоразмеру: диаметру и толщине стенки трубы. Прочность и надежность соединения зависит от соблюдения технологии монтажа, а не от наличия тех или иных конструктивных особенностей. Важным является использование качественного инструмента, способного продавить металлопластиковую трубу. Запрессовочный инструмент и соответствующую оснастку производят специализированные компании у которых его заказывают производители пресс-фитингов, а затем продают под своими торговыми марками. Основные производители пресс-инструмента: Klauke, Novopress, Rems, Ridgid, Rothenberger.
3.При принятии решения нужно учитывать, что большинство производителей металлопластиковых труб допускают использование фитингов сторонних производителей, но не дают гарантию на такую трубопроводную систему.
2.Группировка радиаторов. Способы соединения и уплотнения секций при сборке.
Монтаж систем отопления заключается в установке нагревательных приборов, котлов, расширительного бака и другого оборудования и сборку системы трубопроводов с установкой запорной, регулирующей и измерительной арматуры.
Секционные радиаторы поступают с завода - изготовителя собранными в 7—8 секций. На месте монтажа их группируют таким образом, чтобы получить количество секций, предусмотренное проектом.
Для развертывания и ввертывания ниппелей радиаторных секций при их группировании применяют радиаторные ключи. Ключ имеет с одной стороны ушко для ручки, а с другой — плоскую отвертку надлежащей ширины. Ширина должна быть такой, чтобы отвертка с небольшим зазором проходила через отверстия ниппелей и упиралась в их внутренние выступы.
При группировании приходится либо отсоединять часть секций от радиатора, либо прибавлять. В первом случае радиатор закрепляют на верстаке и в открытые ниппельные отверстия, верхние и нижние, вставляют на соответствующую глубину два радиаторных ключа. Это делают одновременно два работника — ключами они развертывают одновременно оба ниппеля. При необходимости увеличения числа секций в радиаторе на верстак укладывают обе соединяемые части прибора, смазывают верхний и нижний ниппели олифой, надев на них прокладки, ввертывают ниппели от руки на 1-2 нитки резьбы. После этого подводят к ниппелям присоединяемую часть радиатора и, действуя одновременно двумя ключами, завертывают ниппели в секции до отказа.
Ниппели и радиаторные секции имеют с одной стороны правую, а с другой — левую резьбу, поэтому необходимо вращать ключ влево, если свертывание производится со стороны секции с правой резьбой, и вправо, если свертывание делается со стороны секции с левой резьбой.
При разборке радиатора. Указанная выше одновременность свертывания или развертывания ниппелей вверху и внизу нужна для того, чтобы предотвратить перекос секций. Сгруппированные радиаторы подвергают гидравлическому испытанию на специальном стенде. Радиатор с помощью специального приспособления подключается к гидравлическому прессу, заполняется водой, одновременно выпускается воздух. Гидравлический пресс создает необходимое давление (не менее 4 кгс/см2 и не более 8 кгс/см2). Если течи нет, т. е. если стрелка манометра гидравлического пресса не падает, радиатор считается выдержавшим испытание. Течь, обнаруженную в местах соединений, устраняют подтягиванием ниппелей. Перед установкой сгруппированных и опрессованных радиаторов на стенах их желательно окрасить, предварительно прогрунтовав по всей поверхности.
Билет№21
1.Понятие о размерах, отклонениях и допусках.
Размер - числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения.
Различают действительный, номинальный и предельные размеры.
Действительный размер – размер, установленный измерением с помощью средства измерения с допускаемой погрешностью измерения.
Под погрешностью измерения понимается отклонение результата измерения от истинного значения измеряемой величины.
Истинный размер – размер, полученный в результате изготовления и значение которого нам не известно.
Номинальный размер - размер, относительно которого определяются предельные размеры и который служит началом отсчета отклонений.
Номинальный размер указывается на чертеже и является общиv для отверстия и вала, образующих соединение и определяется на стадии разработки изделия.
Стандарт на нормальные линейные размеры имеет большое экономическое значение, состоящее в том, что при сокращении числа номинальных размеров сокращается потребная номенклатура мерных режущих и измерительных инструментов (сверла, зенкеры, развертки, протяжки, калибры), штампов, приспособлений и другой технологической оснастки. При этом создаются условия для организации централизованного изготовления названных инструментов и оснастки на специализированных машиностроительных заводах.
Предельные размеры - два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Когда необходимо изготовить деталь, то размер должен задаваться двумя значениями, т.е. предельными допустимыми значениями. Больший из двух предельных размеров называется наибольшим предельным размером, а меньший - наименьшим предельным размером. Размер годного элемента детали должен находиться между наибольшим и наименьшим допускаемыми предельными размерами.
Нормировать точность размера - это значит указать два его возможных (допускаемых) предельных размера.
Принято обозначать номинальный, действительный и предельные размеры соответственно: для отверстий - D, DД, Dmax, Dmin; для валов - d, dД, dmax, dmln.
Отклонение - алгебраическая разность между размером (предельным или действительным) и соответствующим номинальным размером.
Для упрощения простановки размеров на чертежах вместо предельных размеров проставляют предельные отклонения: верхнее отклонение - алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее отклонение - алгебраическая разность между наименьшим предельным и номинальным размерами.
Особенность отклонений заключается в том, что они всегда имеют знак (+) или (-). В частном случае одно из отклонений может быть равно нулю, т.е. один из предельных размеров может совпадать с номинальным значением.
Допуском размера называется разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями. Допуск размера всегда положительная величина.
Допуск размера выражает разброс действительных размеров в пределах от наибольшего до наименьшего предельных размеров, физически определяет величину официально разрешенной погрешности действительного размера элемента детали в процессе его изготовления.
Поле допуска - это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При одном и том же допуске для одного и того же номинального размера могут быть разные поля допусков.
Для графического изображения полей допусков, позволяющего понять соотношения номинального и предельных размеров, предельных отклонений и допуска, введено понятие нулевой линии.
Нулевой линией называется линия, соответствующая номинальному размеру, от которой откладываются предельные отклонения размеров при графическом изображении полей допусков. Положительные отклонения откладываются вверх, а отрицательные - вниз от нее
2.Разборка радиаторов, замена неисправных секций. Требования к качеству выполняемых работ.
Cоединение секций радиаторов отопления между собой:
1.Коллекторы каждой секции снабжены противонаправленными резьбами с обеих сторон.
2.Для их соединения служит ниппель — короткий патрубок с опять-таки противонаправленными резьбами на его наружной поверхности. 3.Внутренняя поверхность ниппеля снабжена двумя продольными выступами — зацепами для радиаторного ключа.
4.Герметизация стыка выполняется кольцевыми прокладками из паронита — жесткой термостойкой резины.
5.Cоединение
секций алюминиевых радиаторов на практике лучше герметизировать покупными
прокладками из силикона или, в крайнем случае, вырезанными своими руками из
старой автомобильной камеры.
6.Паронит требует при стягивании значительных усилий; а не отличающемуся высокой
прочностью алюминию они противопоказаны.При переборке радиатора прокладки
желательно заменить.
1. Откручиваем глухие радиаторные пробки со стороны, противоположной подводкам.
2. Приложив добавляемые секции к торцу радиатора, размечаем точки крепления дополнительных кронштейнов. Напомним: их количество подбирается из расчета один кронштейн на три секции; в жестком креплении нуждаются не только верхний, но и нижний коллектор батареи.
3. Монтируем кронштейн.
4. Наживляем в резьбы концевой секции пару ниппелей с надетыми на них прокладками.
5. Отмечаем на радиаторном ключе расстояние от его лопатки, соответствующее суммарной длине новых секций.
6. Приставляем к старой батарее добавляемые секции и подаем через их верхний коллектор радиаторный ключ. Его придется непрерывно поворачивать, чтобы пройти ниппеля. Когда лопатка ключа достигнет нужного ниппеля, поворачиваем его по часовой стрелке ровно настолько, чтобы ниппель надежно зацепил обе резьбы.
7. Повторяем операцию с нижним ниппелем.
8. Попеременно подтягиваем ниппеля не более чем по 1 — 2 оборота за раз. Инструкция связана с тем, что при неравномерном стягивании ниппеля будут намертво заклинены или даже разорваны. Критерий готовности — выдавившиеся между секций края прокладки.
9. Закручиваем глухие радиаторные пробки и проверяем радиатор под давлением.
Разборка соединений между секциями выполняется в обратном порядке.Eсли ниппеля чугунного радиатора не хотят отворачиваться, часто помогает прогрев секций: точечный (паяльной лампой) или целиком, межсекционные прокладки после этого придется менять.
Прежде чем выполнять подсоединение прибора отопления, нужно рассчитать количество секций, необходимых для эффективного обогрева комнат. Чтобы правильно и качественно решить задачу, как соединить алюминиевый радиатор, необходимо приготовить следующие инструменты и материалы для работы:
1.Два ключа: трубный и радиаторный.
2.Ниппели для отопительной системы.
3.Боковые заглушки.
4.Межсекционный уплотнитель.
5.Паронитовая прокладка.
6.Листы наждачной бумаги.
В процессе подготовки выполняют демонтаж радиатора, отсоединяют секции, которые будут наращиваться. В обязательном порядке очищают прибор отопления от пыли, грязи и ржавчины.
Чтобы понять, как соединить радиаторы отопления с трубами правильно, проводят визуальный осмотр отверстия с резьбой, к которому присоединяется труба отопительного контура. При наличии отложений известкового или другого типа выполняют зачистку наждачной бумагой.
· Дополнительные секции прикладывают к основной части.
· Укладывают уплотнительный элемент.
· Определяют расстояние до ниппеля, используя радиаторный ключ.
· В соответствии с этим расстоянием устанавливают ниппель в радиатор.
· Радиаторный ключ прокручивают с помощью трубного ключа.
· Ниппель заворачивают на две секции, расположенные друг против друга.
· Поворачивают радиаторный ключ на три оборота.
· В нижней части выполняют аналогичные действия.
После этого выполняют монтаж паронитовых прокладок и боковых заглушек, в процессе работы пользуются трубным ключом.
Затяжку выполняют максимально, чтобы соединение было надежным и герметичным. Остальные секции присоединяются к батарее по той же схеме.
Билет№22
1.Физические свойства жидкостей. Измерение давления.
Жидкость - физическое тело, которое обладает свойством текучести, т. е. не имеющее способности самостоятельно сохранять свою форму.Текучесть жидкости обусловлена подвижностью молекул, составляющих жидкость. Жидкостью называется агрегатное состояние вещества, промежуточное между твердым и газообразным.
Жидкость характеризуется следующими свойствами:
1) сохраняет объем;
2) образует поверхность;
3) обладает прочностью на разрыв;
4) принимает форму сосуда;
5) обладает текучестью. Свойства жидкости с 1) по 3) подобны свойствам твёрдых тел, а свойство 4) - свойству жидкости. Жидкости, законы движения и равновесия которых изучаются в гидравлике (механике жидкости и жидкости), делятся на два класса: сжимаемые жидкости или газы, почти несжимаемые - капельные жидкости.
В гидравлике рассматриваются как идеальные, так и реальные жидкости.
Идеальная жидкость - жидкость, между частицами которой отсутствуют силы внутреннего трения. Вследствие этого такая жидкость не сопротивляется касательным силам сдвига и силам растяжения. Идеальная жидкость совершенно не сжимается, она оказывает бесконечно большое сопротивление силам сжатия. Такой жидкости в природе не существует - это научная абстракция, необходимая для упрощения анализа общих законов механики применительно к жидким телам.
Реальная жидкость - жидкость, которая не обладает в совершенстве свойствами идеальной жидкости, она в некоторой степени сопротивляется касательным и растягивающим усилиям, а также отчасти сжимается. Для решения многих задач гидравлики этим отличием в свойствах идеальной и реальной жидкостей можно пренебречь. В связи с этим физические законы, выведенные для идеальной жидкости, могут быть применены к жидкостям реальным с соответствующими поправками. Ниже кратко представлены общие сведения, касающиеся физических свойств жидкостей. ПЛОТНОСТЬ ЖИДКОСТИ Килограмм на кубический метр [кг/м3] равен плотности однородного газообразного вещества, масса которого при объёме 1 м3 равна 1 кг. где dm - масса элемента жидкости, объёмом dV; dV - объём элемента жидкости.
ДИНАМИЧЕСКАЯ ВЯЗКОСТЬ ЖИДКОСТИ где F - сила внутреннего трения жидкости. ΔS - площадь поверхности слоя жидкости, на которую рассчитывается сила внутреннего трения. - величина, обратная градиенту скорости жидкости. Паскаль-секунда [Па • с] равна динамической вязкости жидкости, касательное напряжение в которой при ламинарном течении на расстоянии 1 м по нормали к направлению скорости, равно 1 Па. ПОВЕРХНОСТНОЕ НАТЯЖЕНИЕ ЖИДКОСТИ где dF - сила, действующая на участо контура свободной поверхности нормально к контуру и по касательной к поверхности к длине dl этого участка. dl - длина участка поверхности жидкости. Ньютон на метр [Н/м] равен поверхностному натяжению жидкости, создаваемому силой 1 Н, действующей на участок контура свободной поверхности длиной 1 м нормально к контуру и по касательной к поверхности.
КИНЕМАТИЧЕСКАЯ ВЯЗКОСТЬ ЖИДКОСТИ где μ - динамическая вязкость жидкости; ρ - плотность жидкости; Квадратный метр на секунду [м2/с] равен кинематической вязкости жидкости с динамической вязкостью 1 Па с и плотностью 1 кг/м3.
КОЭФФИЦИЕНТ ТЕПЛОПРОВОДНОСТИ ЖИДКОСТИ где t - время; S - площадь поверхности; Q - количество теплоты [Дж], перенесённое за время t через поверхность площадью S. - величина, обратная градиенту температуры жидкости. Ватт на метр-Кельвин [Вт/(м • К)] равен коэффициенту теплопроводности жидкости, в котором при стационарном режиме с поверхностной плотностью теплового потока 1 Вт/м2 устанавливается температурный градиент 1 К/м.
ТЕПЛОЕМКОСТЬ ЖИДКОСТИ где dQ - количество теплоты, необходимое для нагревания жидкости; dT - разность температуры. Джоуль на Кельвин [Дж/К] равен теплоемкости жидкости, температура которого повышается на 1 К при подведении к нему количества теплоты 1 Дж.
УДЕЛЬНАЯ МАССОВАЯ ТЕПЛОЕМКОСТЬ ЖИДКОСТИ ПРИ ПОСТОЯННОМ ДАВЛЕНИИ Джоуль на килограмм-Кельвин [Дж/(кг • К)] равен удельной теплоемкости жидкости, имеющего при массе 1 кг теплоемкость 1 Дж/К.
ТЕМПЕРАТУРОПРОВОДНОСТЬ
ЖИДКОСТИ где λ
- теплопроводность жидкости; Cp - удельная массовая теплоемкость жидкости.
ρ - плотность жидкости. Квадратный метр на секунду [м2/с] равен
температуропроводности жидкости с коэффициентом теплопроводности 1 Вт/(м • К),
удельной теплоемкостью при постоянном давлении 1 [Дж/(кг • К) и плотностью 1
кг/м3.
2.Определение неисправности радиаторов
Возможные причины повреждения и поломки радиаторов отопления:
1. Изначально некорректно подобранный радиатор. В зависимости от диаметра труб, давления и температуры воды в системе отопления, устанавливают различные типы радиаторов.
2. Неправильное подключение радиатора к трубам системы отопления.
3. Жесткие условия эксплуатации централизованной системы отопления. Повышенная кислотность теплоносителя и резкие перепады давления приводят к электростатической и электрохимической коррозии металла.
4. Теплоноситель плохого качества в системе циркуляции отопления образует налет на стыках секций и в местах крепления труб.
5. Некачественный теплоноситель засоряет секции радиатора и радиатор в целом. Это вызывает необходимость периодически их промывать.
6. Деградация межсекционных прокладок и разрушение резьбовых ниппелей. Необходимо с определенной периодичной производить замену прокладок между секциями радиатора.
Основные признаки поломки радиаторов отопления:
1.во время отопительного сезона в помещениях стало холоднее, чем обычно,
2.на стыках секций и в местах креплений образовался налет,
3.появилась течь.
Если радиатор отопления очень старый, лучше всего его заменить.
Билет№23
1.Давление жидкости в напорных трубопроводах.
Напор измеряется физической величиной, равной силе воздействия воды на стенки трубопровода.
С помощью него от водоснабжения добиваются такого состояния, при котором он будет полноценно функционировать без риска наступления аварийных ситуаций:
1. прорыва труб,
2. запорной арматуры
3. различного сантехнического оборудования.
Традиционно давление измеряют в Паскалях (Па), однако в сфере водоснабжения приняты и другие условные обозначения, — при этом в разных странах они отличаются:
· В России давление принято измерять в кгс/см². 100 кгс/см² тождествено 980,67 Па.
· В европейских странах применяют другую условную единицу – бар, который равен 10⁵ Па.
· В Англии и США используют обозначение psi, что соответствует 6,87 кПа.
Также давление измеряют в технических атмосферах и миллиметрах ртутного столба.
Напор воды в 1 бар соответствует 1,02 атмосфер и равнозначно 10-ти метрам водного столба.
Соотношение величин разных обозначений приведено в следующей таблице:
В водоснабжении существует одна весьма важна взаимосвязь – зависимость давления от скорости воды в трубопроводе. Данное свойство подробно описано в физическом законе Бернулли. Подробно рассматривать его мы не будем, но укажем лишь на его суть — при увеличении скорости течения воды её давление в трубе снижается.
Не все сантехнические приборы рассчитаны на эксплуатацию при высоком напоре, в большинстве случаев они ограничены 5-6 атмосферамиВ центральных магистралях этот показатель значительно выше – может достигать 15 атмосфер, а потому для его снижения при подключении внутренних систем используют трубы меньшего диаметра.
При уменьшении сечения трубы, увеличивается скорость течения воды, но уменьшается ее давление. Поэтому при хронически низком напоре в квартире следует рассмотреть возможность увеличения диаметра внутреннего трубопровода.
Давление воды в многоэтажных домах, подключенных к центральной водопроводной сети,
зависит от таких факторов, как этажность дома или время года, — так в летний сезон, особенно в многоэтажных домах становиться особо ощутима нехватка холодной воды, которая в это время идет на полив придомовых или приусадебных участков.
Муниципальные службы на практике стараются держать уровень на средних показателях в 3-4 атмосферы, правда, не всегда успешно. Минимальные показатели, при котором трубопровод дома может функционировать (и для ХВС, и для ГВС), составляют 0.3 бара на один этаж.
Величина напора горячего и холодного водоснабжения несколько отличается в пользу последнего (допускается разница до 25 %).
Объясняется это просто – холодная вода используется активней, поскольку нужна для функционирования канализации. Поэтому максимальные показатели для ХВС будут 6 атмосфер, а для ГВС – 4.5 атмосферы.
2.Организация рабочих мест при выполнении работ, в процессе эксплуатации и ремонта санитарно-технических систем зданий.
Санитарно-технические работы полагается выполнять индустриальным методом, соблюдая принцип четкого разделения операций по заготовке трубопровода и монтажу.
Монтажно-сборочные работы на объектах производятся по календарному плану (графику) производства работ, где подробно перечислены все виды работ, указана последовательность монтажа в увязке с общестроительными работами.
Монтажные работы на объектах — монтаж котельных, систем отопления, канализации, водопровода, горячего водоснабжения, газопровода - выполняют бригады монтажников.
Монтажные санитарно-технические работы на объекте можно вести последовательным или параллельным методом.
Последовательный метод, т.е. после окончания основных строительных работ, применяется обычно на объектах с небольшим объемом санитарно-технических работ.
Параллельный метод, т.е. монтаж одновременно с возведением стен, - наиболее распространенный. При этом методе необходимо, чтобы над монтажниками санитарно-технических систем было смонтировано не менее одного междуэтажного перекрытия в кирпичных зданиях и не менее двух перекрытий в зданиях из крупных блоков и панелей. При данном методе производства работ здание разбивают на две захватки по горизонтали и на ряд захваток (в зависимости от высоты здания) по вертикали. При такой разбивке в правой части здания производится монтаж строительных конструкций, а в левой части здания в это же время — работы по монтажу санитарно-технических систем. Закончив строительные работы, рабочие переходят в левую часть здания, а слесари-сантехники переходят для выполнения монтажных работ в правую часть; так они чередуются до полного окончания работ.
Параллельный метод монтажа позволяет значительно сократить сроки строительства и снизить стоимость монтажа по сравнению с последовательным методом.
Метод производства работ по монтажу санитарно-технических устройств специализированными бригадами, звеньями получил широкое распространение. Специализированная бригада или звено выполняет один вид работ, например монтаж систем канализации, монтаж газопровода, монтаж систем отопления. Монтаж санитарно-технических устройств специализированными звеньями значительно повышает производительность труда и улучшает качество работ.
Для повышения качества производимых работ необходима правильная организация рабочего места и производственного процесса, применение рациональных приемов труда, приспособлений и инструментов, правильное расположение материала, инструмента и приспособлений, при котором исключена необходимость(делать лишние движения. В конце каждого рабочего дня целесообразно подготовиться к работе на следующий день: получать наряд, проверить наличие материалов для предстоящей работы, инструмента, приспособлений.
Бригадир распределяет обязанности среди членов бригады в соответствии с квалификацией каждого рабочего, доводит задание до сведения каждого из них, организует рабочее место.
Билет№24
1.Понятие о теплоносителях. Тепловое явление.
Вещества, получающие теплоту от источника энергии и отдающие его через стенку теплообменника нагреваемой среде, называются промежуточными теплоносителями. В качестве промежуточных теплоносителей используют горячую воду, водяной пар, минеральные масла, органические и кремнийорганические жидкости, топочные газы, влажный воздух. Выбор теплоносителя зависит в первую очередь от требуемой температуры нагрева и необходимости ее регулирования.
Водяной пар — один из наиболее широко применяемых теплоносителей. К его основным достоинствам относятся высокий коэффициент теплоотдачи от конденсирующегося пара к стенке теплообменника, постоянство температуры конденсации (при данном давлении), возможность достаточно точно поддерживать температуру нагрева, а также в случае необходимости регулировать ее, изменяя давление пара, доступность, пожаробезопасность и др. Основным недостатком водяного пара является значительное возрастание давления с повышением температуры. Поэтому насыщенный водяной пар применяется для процессов нагревания только до умеренных температур (порядка 150 °С).
Процессы жаренья и выпечки протекают при более высоких температурах, где в качестве промежуточных теплоносителей используются так называемые высокотемпературные теплоносители: органические и кремнийорганические жидкости, топочные газы.
Топочные газы, образующиеся при сжигании газообразного топлива, применяются в качестве теплоносителей очень широко, так как позволяют осуществлять нагревание до высоких температур (1000 °С). К недостаткам топочных газов следует отнести трудность регулирования температуры, низкий коэффициент теплоотдачи от газа к стенке, отложение на теплопередающих поверхностях сажи, что приводит к увеличению термического сопротивления.
Влажный воздух — смесь сухого воздуха и водяного пара — широко используется как теплоноситель в процессах выпечки, жаренья.
2.Виды неисправностей и причины выхода из строя узлов и деталей водопровода.
Основными неисправностями в системах холодного водоснабжению являются:
—длительные или кратковременные перерывы в подаче воды;
—избыточные потери воды из системы;
—недостаточное давление в системе;
—шум при работе системы;
—образование конденсата на поверхности трубопроводов;
—зарастание труб отложениями и засоры;
—неисправности оборудования систем.
Причиной недостаточного давления в системе чаще всего является снижение давления в наружной водопроводной сети. Это приводит к тому, что жители верхних этажей не получают воду в требуемом количестве и под требуемым напором или вообще не получают. В этом случае проверяется давление на вводе в здание по манометру на соответствие проектному значению. При недостаточном давлении открываются полностью все задвижки в колодце и на вводе в здание, а также регулятор давления (если он имеется).
К неисправностям оборудования в системе относятся неисправности трубопроводной арматуры, насосной установки и водомерного узла.
К трубопроводной арматуре в системе холодного водоснабжения относится запорная, предохранительная, регулирующая и водоразборная арматура. Запорная и регулирующая арматура различных типов имеет определенное направление прохода воды, что показывается на корпусе арматуры стрелкой. При неправильной установке пропуск воды в обратном направлении приводит к поломке арматуры и уменьшению площади проходного сечения. Неисправность арматуры можно обнаружить по перепаду давления, определяемому по манометрам, установленным до и после арматуры. При обнаружении неисправности арматура ремонтируется или заменяется.
Насосная установка системы водоснабжения включает в себя насосы (рабочий и резервный) и арматуру. В случае неисправности насосной установки необходимо определить, какой элемент ее является неисправным. Неисправность насосной установки определяется по показанию манометра. Показание этого манометра сравнивается с показанием манометра, установленного на вводе в здание. Если показания отличаются незначительно, то насосная установка вышла из строя. В насосной установке чаще всего выходят из строя насосы или обратный клапан. Неисправную арматуру насосной установки разбирают, очищают от грязи и отложений, при необходимости ремонтируют.
Водомерный узел состоит из задвижек и водосчетчика. Чаще всего в водомерном узле неисправным является водосчетчик, что можно определить визуально или по показаниям счетчика. Если стрелка счетчика не движется или разность показаний счетчика мала, то он неисправен. Причиной неисправности счетчика можен быть его засорение и заклинивание крыльчатки или турбинки. После ремонта счетчик воды должен быть поверен в соответствующей организации, при этом оформляется акт поверки.
Засор трубопроводов определяется путем сравнения давления на различных участках, измеряемого накидным манометром, который надевается на излив арматуры. Большой перепад давления свидетельствует о засорении трубопровода. Место засора можно также определить с помощью течеискателя в часы максимального водопотребления.
Засоры в трубопроводах ликвидируются путем промывки и прочистки.
Засоры в арматуре также устраняются промывкой.
При замерзании воды в трубопроводах трубы отогревают горячей водой или электрическим током. Использовать открытое пламя нежелательно. Для предотвращения повторного замерзания труб на этом участке используют тепловую изоляцию.
Потери воды складываются из утечек и непроизводительных расходов. Они определяются по показаниям счетчика воды как превышение фактического расхода воды над расчетным. Утечки воды — это постоянные потери, происходящие в результате нарушения герметичности трубопроводов, арматуры и стыков. При потерях воды свыше 10—15% проводится техническое обслуживание, при котором осматриваются трубопроводы, арматура и стыки. Утечки воды определяются по увлажнению трубы или по наличию капель, струек воды и потению на корпусах арматуры. Утечки воды ликвидируются путем ремонта и при необходимости замены отдельных участков трубопроводов и арматуры.
Достаточно сложно определить утечки воды при скрытой прокладке трубопроводов. В этом случае периодически осматриваются видимые части труб на предмет появления на них подтеков воды.
Место утечки воды в стояках можно определить в ночное время с помощью течеискателя. Для этого сначала отключают все стояки, а затем поочередно их открывают. В том стояке, который шумит сильнее, имеется утечка воды.
Сужение сечений труб может произойти при засорении, в местах сварки труб и некачественных резьбовых и фланцевых соединениях, под накидными гайками. Для устранения этих источников шума необходимо прочистить трубы и перебрать соединения, устраняя дефекты.
Причинами шума при работе насосной установки может являться износ подшипников насосов и электродвигателей, а также износ соединительной муфты, вращающихся частей, амортизаторов, гибких вставок и в результате нарушения центровки валов электродвигателя и насоса. Проверяются характеристики насоса, в случае отклонения производится наладка режима работы насосов, при необходимости насос заменяется на другой с расчетными характеристиками, при которых шум ниже допустимых пределов.
Образование конденсата на поверхности трубопроводов, арматуры и смывных бачков возникает при повышенной влажности в помещении и низкой температуре на поверхности. Уменьшения влажности можно достигнуть за счет эффективного действия вентиляции. При низкой температуре поверхности труб и постоянном образовании конденсата трубы утепляются слоем теплоизоляции.
Основные неисправности в системах ГВС:
Неисправности в системах горячего водоснабжения аналогичны неисправностям в системах холодного водоснабжения. Кроме того, в системах горячего водоснабжения неисправностями являются:
· разрыв водоподогревателя вследствие повышения давления сверх расчетного;
· разность температур горячей воды у водоразборной арматуры
· утечки горячей воды;
· коррозия элементов системы;
· нарушение циркуляции воды в системе;
· водоподогреватель не обеспечивает требуемую температуру горячей воды при расчетной температуре греющей среды.
Разрыв водоподогревателя определяется визуально по наличию воды на его наружной поверхности. Разрыв может произойти из-за отсутствия или неисправности предохранительного клапана. Предохранительный клапан должен срабатывать при расчетном давлении, указанном в паспорте водоподогревателя.
Причинами разности температур горячей воды могут быть засоры в нижней части стояков и воздушные пробки в их верхней части. Кроме того, к этому явлению могут приводить неотрегулированные стояки систем с тупиковой разводкой. Для предотвращения потерь теплоты горячие стояки и магистральные трубопроводы должны иметь тепловую изоляцию.
Утечки воды в системе могут происходить через скрытые участки стояков, через скрытые стояки в стенах и панелях, а также через арматуру.
Утечки горячей воды через арматуру обнаруживают и ликвидируют так же, как в системах холодного водоснабжения.
Утечка горячей воды в холодный водопровод или наоборот возникает при разных давлениях в системах и дефектах перегородок или прокладок смесителя. Для обнаружения неисправности закрывается вентиль на подводке холодной воды и открывается вентильная головка холодной воды на смесителе. В случае неисправности из смесителя поступает горячая вода.
Утечки в трубопроводах горячего водопровода вследствие коррозии происходят чаще, чем в системах холодного водоснабжения. Наиболее существенными факторами появления коррозии элементов системы являются температура воды, наличие в воде кислорода и воздушных мешков.
Наличие воздушных мешков приводит и к нарушению циркуляции воды в системе. Скорость коррозии увеличивается с повышением температуры воды. В наиболее неблагоприятных условиях работают подающие стояки и подводки к водоразборной арматуре. В связи с этим необходимо ограничивать температуру воды с помощью регуляторов температуры. Для устранения воздушных мешков в трубопроводах системы горячего водоснабжения напор воды должен быть больше геометрической высоты системы на 5—7 м.
Причинами недостаточной температуры у водоразборной арматуры являются:
—уменьшение теплопередачи поверхностей водоподогревате-лей вследствие отложений накипи и грязи;
—нарушение циркуляции в системе из-за ее разрегулирования;
—нарушение работы циркуляционных насосов;
—засоры в подающих и циркуляционных стояках;
—переток
холодной воды в систему горячего водоснабжения.
Снижение температуры ниже 40°С приводит к увеличению
расхода воды и теплоты. Ухудшение теплообмена связано с зарастанием трубок водоподогревателя, их провисанием и слипанием. В этом случае необходимо водоподогреватель прочистить. При нормальной температуре на входе в водоподогреватель осматривают тепловую автоматику и регулируют ее.
При нарушении циркуляции производят регулирование системы, прикрывая вентили на циркуляционных стояках между водоподогревателем и местом, где понижается температура. Регулирование производят в часы минимального водопотребления.
Нарушение работы насосов устраняется так же, как и в системах холодного водоснабжения.
Засоры подающих стояков определяются аналогично засорам в стояках систем холодного водоснабжения. Засоры устраняются прочисткой или промывкой.
Перерывы в подаче воды в системе горячего водоснабжения при нормальной работе системы холодного водоснабжения в основном связаны с зарастанием трубопроводов и засорением их в результате коррозии и образования отложений. Обнаружение мест засоров и зарастаний в системах горячего водоснабжения производится аналогично системам холодного водоснабжения. В циркуляционных системах при установке циркуляционных насосов повышенной мощности также могут происходить перерывы в подаче воды на верхние этажи. В этом случае создаете увеличенный циркуляционный расход в магистральных трубопроводах и стояках, что приводит к увеличению потерь давления и снижению давления в конечных точках магистральных трубопроводов и стояков. Для устранения этой неисправности необходимо уменьшить циркуляционный расход перекрыванием задвижки насоса или заменой его на насос меньшей мощности.
Билет№25
1.Источники теплоты. Распространение теплоты.
В качестве источников теплоты в тепловых аппаратах, применяемых в предприятиях общественного питания, используются электрическая энергия и газообразное топливо (природный и сжиженный газы).
Электрическая энергия может преобразовываться в тепловую как в специальных нагревательных элементах, так и непосредственно в пищевых продуктах. Она является наиболее совершенным и экологически чистым энергоносителем. Ее применение обеспечивает наиболее точное поддержание температуры и регулирование технологического процесса, высокую культуру производства, позволяет сконцентрировать значительные мощности в сравнительно небольшом объеме, создать компактные и надежные аппараты.
Газообразное топливо имеет некоторые преимущества перед электроэнергией. Стоимость 1 кДж теплоты, получаемой при сжигании газа, в несколько раз ниже, чем при использовании электроэнергии. Однако газ как топливо обладает и рядом существенных недостатков: в определенной пропорции с воздухом образуется взрывоопасная смесь; горючие газы, особенно искусственные, а также продукты неполного сгорания газа токсичны.
В качестве газообразного топлива применяются природные (добываются из подземных газовых месторождений), искусственные (коксовый и генераторный газы и их модификации) и смешанные горючие газы.
Разновидностью газов являются сжиженные, представляющие собой в основном пропанобутановые фракции, извлекаемые из газов нефтяных и газоконденсатных месторождений. В обычных атмосферных условиях эти фракции находятся в газообразном состоянии, при повышенном давлении или при низких температурах — в жидком
2.Виды электрифицированного инструмента, его назначение и применение.
электроинструмент можно разбить на 4 группы по выполняемым ими операциям:
1. Высверливающие отверстия различного диаметра, калибра, а также электромеханические, нарезающие резьбу различного типа. К примеру, самые популярные инструменты этого класса – шуруповерты, дрели, резьборезы, перфораторы.
2. Оформляющие сложные торцы, кромки. Выполняют операции по фрезерованию, строганию, пилению, шлифованию. Среди этого класса самым популярным устройством является болгарка, которая как универсальный инструмент применяется для выполнения различных сложных, а также простых операций.
3. Выравнивающие, затирающие, а также шлифующие поверхность. Например, различные напильники, штроборезы, шлифо-полировальные машины, рубанки относятся к этому большому классу.
4. Вспомогательные, основная функция которых дополнить недостающие функции основного используемого инструмента. К этой категории относятся, например, строительные фены, миксеры, пылесосы, пистолеты для пайки.
1. Промышленный (Industrial). Применяется на конвейерном производстве. Основное требование, предъявляемое к нему – способность бесперебойно работать не менее 2 рабочих смен. Узкоспециализированный, так как ограничен максимум 1-2 операциями.
2. Тяжело нагруженный (Heavy duty). Конструктивные особенности, которые отличают этот класс инструментов, таковы: высокая пыле — и влагозащита, повышенная прочность, а также ударостойкость. Являются узкоспециализированными, высокопрофессиональными, изготовляются в малых количествах, под заказ.
3. Профессиональный (Professional). Ряд достоинств выделяет этот класс оборудования среди всех существующих: высокая прочность рабочих узлов, бесперебойность работы, неприхотливость, удобство эксплуатации. Также отличается более обширной специализацией, унификацией.
4. Бытовой (Hobby). Основная особенность – малая мощность, низкий КПД, быстрая нагреваемость. Используется в основном для непостоянных, краткосрочных, разовых, несложных работ. Иногда такой инструмент называют «любительским», так как в основном он рассчитан на тех, кто ограничен в бюджете, не занимается постоянным ремонтом. При работе нужно делать перерыв по 15 мин каждые полчаса, так как оборудование слишком греется. Максимум работы в сутки – 4 часа.
1. «Нулевой» (0). В нулевом классе электробезопасности опасность поражения током самая высокая, ведь заземления нет, а все механизмы находятся под напряжением от сети (220В или 380В, в зависимости от фазности оборудования);
2. «Ноль-один» (0I). Тут все элементы изолированы, предусмотрен контакт «земля». Хотя все они так же токопроводимы, как и в случае «ноль»;
3. «Первый» (I). Изоляция есть, заземление есть;
4. «Второй» (II) Заземляющий контакт отсутствует, а изоляция хорошая;
5. «Третий» (III). Это приборы, рассчитанные на вольтаж не более 50 Вольт.
Билет№26
1.Теплопроводность и теплоемкость тел. Единицы измерения теплоты.
Теплопроводность - это один из видов переноса теплоты (энергии теплового движения микрочастиц) от более нагретых частей тела к менее нагретым, приводящий к выравниванию температуры.
Теплоемкостью называется количество теплоты, которое необходимо сообщить телу, чтобы изменить его температуру на 1 К , т.е. отношение поглощенной теплоты к приросту температуры.
Теплоемкость системы, соответствующая бесконечно малому изменению температуры, называется истинной теплоемкостью – не является производной, так как представляет бесконечно малое количество теплоты.
Если теплоемкость относится к единице массы вещества (1 г, 1 кг и т.п.), она называется удельной теплоемкостью (с), к 1 моль – мольной теплоемкостью (С).
Все закономерности для мольной теплоемкости значительно проще, чем для удельной. Поэтому на практике чаще пользуются мольной теплоемкостью.
В зависимости от условий, в которых производится нагрев, различают несколько видов теплоемкостей:
1. изохорная (теплоемкость при постоянном объеме);
2. изобарная (теплоемкость при постоянном давлении).
При постоянном объеме внешняя работа не производится, сообщаемая веществу теплота увеличивает его внутреннюю энергию.
При постоянном давлении наряду с расходом теплоты на повышение внутренней энергии вещества производится еще и работа против внешнего давления вследствие внешнего расширения вещества при повышении температуры. Эта работа требует затраты, дополнительного количества теплоты. Поэтому изобарная теплоемкость всегда больше изохорной на величину работы против внешнего давления, производимой газом при нагоевании на 1 К при постоянном давлении:
Количеством теплоты или просто теплотой (QQ) называют внутреннюю энергию, которая без совершения работы передается от тел с более высокой температурой к телам с более низкой температурой в процессах теплопроводности или лучеиспускания.
Единицу количества теплоты можно получить из первого начала термодинамики:
ΔQ=A+ΔU (1),ΔQ=A+ΔU (1),
где AA - работа термодинамической системы; ΔUΔU - изменение внутренней энергии системы; ΔQΔQ - количество теплоты, подводимое к системе.
Из закона (1), а тем более из его варианта для изотермического процесса:
ΔQ=A (2).ΔQ=A (2).
очевидно, что в Международной системе единиц (СИ) джоуль (Дж) - единица измерения энергии и работы.
Через основные единицы джоуль легко выразить, если использовать определение энергии (EE) вида:
E=mc2(2),E=mc2(2),
где cc - скорость света; mm - масса тела. Исходя из выражения (2), имеем:
[Q]=[E]=кг⋅(мс)2=кг⋅м2с2.[Q]=[E]=кг⋅(мс)2=кг⋅м2с2.
С джоулем используют все стандартные приставки системы СИ, обозначающие десятичные дольные и кратные единицы. Например, 1кДж=103Дж1кДж=103Дж; 1МДж =106Дж106Дж; 1 ГДж=109Дж109Дж.
В системе СГС (сантиметр, грамм, секунда) теплота измеряется в эргах (эрг). При этом одни эрг равен:
1 эрг=1 дин⋅1 см.1 эрг=1 дин⋅1 см.
Принимая во внимание то, что:
1 Н=105дин;;1 м=100 см,1 Н=105дин;;1 м=100 см,
получаем соотношение между джоулем и эргом:
1 Дж=107эрг.1 Дж=107эрг.
В качестве внесистемной единицы измерения количества теплоты используется калория. Одна калория равна количеству теплоты, которое следует передать воде массой один килограмм, чтобы нагреть ее на один градус Цельсия. Соотношение между джоулем и калорией следующее:
1кал≈4,2 Дж.1кал≈4,2 Дж.
Если говорить точнее, то различают:
· Международную калорию, она равна:
1 кал=4,1868 Дж;;1 кал=4,1868 Дж;;
· термохимическую калорию:
1 кал=4,184 Дж;;1 кал=4,184 Дж;;
· 15-градусная калория, используемая для термических измерений:
1 кал=4,1855 Дж;;1 кал=4,1855 Дж;;
Часто калории используют с десятичными приставками, такими как: ккал (килокалория) 1ккал=103кал1ккал=103кал; Мкал (мегакалория) 1Мкал =106кал106кал; Гкал (гигакалория) 1 Гкал=109кал109кал.
Иногда килокалорию называют большой калорией или килограмм-калорией.
2.Причины выхода из строя узлов и деталей трубопроводных систем
Водопроводная и водоотводящая сети крупных городов являются одними из самых уязвимых элементов в системах водоснабжения и водоотведения. Подавляющее большинство их находится под постоянным стрессом (рис. 1).
Для напорных трубопроводов характерны структурные и функциональные дефекты.
К структурным дефектам стальных трубопроводов следует отнести: образование свищей (единичных или множественных сквозных отверстий различного размера и формы), вызванных воздействием внешней и внутренней коррозии труб; разрывы швов, образование микротрещин и продольных трещин; истирание лотковой части трубопровода транспортируемыми твердыми включениями (песком). В качестве функциональных дефектов стальных трубопроводов можно рассматривать появление ржавчины на внутренних стенках труб, что приводит к их утонению и потери несущей способности трубопроводов, биообрастаний, бугристых наростов в виде уплотненных окислов железа, марганца, извести, инородных включений, проникающих в трубопроводы при любом вмешательстве извне (например, сварке, ремонте и замене запорно-регулирующей арматуры).
Наибольшая гамма патологий характерна для безнапорных трубопроводов. По результатам теледиагностических исследований и обработки архивной документации МГУП «Мосводоканал» разработан каталог или классификатор повреждений (дефектов) самотечной водоотводящей сети, в котором представлены и описаны около 50-ти типов патологий.
Длительная практика эксплуатации трубопроводов Московского водопровода и обработка результатов статистических исследований последних лет показывает, что условия эксплуатации и критериальные факторы, приводящие к дефектам трубопроводов и дестабилизирующие их надёжность по степени влияния на техническое состояние труб, могут быть представлены в виде следующей последовательности:
· материал труб и его качество;
· наличие и качество изоляционного покрытия;
· возраст трубопроводов;
· отсутствие защиты от электрокоррозии;
· диаметр трубы;
· наличие блуждающих токов и коррозионной активности грунта;
· число уже прошедших аварий (повреждений) на участке;
· интенсивность транспортных и пассажиропотоков;
· качественные характеристики воды;
· величина и динамика изменения напоров в сети;
· наличие и глубина залегания подземных вод;
· тип грунта;
· глубина заложения участка сети.
В свою очередь для безнапорных водоотводящих сетей перечень дестабилизирующих факторов можно представить в следующем виде (в произвольном порядке):
· год укладки водоотводящего трубопровода;
· диаметр
· трубопровода;
· нарушения в стыках трубопроводов;
· дефекты внутренней поверхности;
· наличие засоров;
· нарушение герметичности;
· деформация тела трубы;
· глубина заложения труб;
· состояние грунтов вокруг трубопровода;
· наличие подземных вод над трубопроводом;
· интенсивность транспортных потоков.
Наличие представленных перечней не позволяет произвести какие-либо последующие обоснованные действия, не увязав факторы в единое целое и не назначив какого-либо количественного критерия в виде баллов (рейтингов), например, по результатам диагностики.
Для увязки факторов в единую систему использовались результаты комплексного мониторинга показателей, влияющих на состояние и эффективность работы трубопроводов. Механизм увязки - физическое и математическое моделирование, в частности, положительно зарекомендовавший себя графово-матричный метод, который позволил установить универсальную причинно-следственную связь между всеми дестабилизирующими факторами, а после составления матриц доминирования выйти на определенные диапазоны рейтинговых значений (баллов) ущербности каждого фактора и элементов его состояния.
В качестве основных результатов внешнего и внутреннего ранжирования дестабилизирующих факторов и элементов их состояния для водопроводных, напорных и безнапорных водоотводящих явилась разработка детальных паспортов участков трубопроводов, т.е. своеобразных «медицинских карт» их состояния, выраженного в баллах. По паспортам трубопроводов специалист может выявить наиболее неблагоприятный в техническом отношении участок трубопровода, который может классифицироваться как потенциально-опасный. К потенциально-опасным (наиболее ущербным) относятся те участки сети, где фиксируется максимальный суммарный балл значимости. Эти участки должны быть рассмотрены в первую очередь на предмет последующей эксплуатации или реновации.
После выявления перечня потенциальных объектов санации, участки трубопроводов, относящиеся к первоочередным (т.е. имеющие максимальные рейтинговые баллы) должны подвергаться прочностному расчету. В его основе лежит оценка остаточного ресурса трубопровода с проверкой по трем предельным состояниям:
1. из условий устойчивости трубопровода;
2. по допустимым деформациям
3. с учетом появления пластических деформаций.
Для стальных городских водопроводных и водоотводящих сетей наиболее приемлемой оценкой состояния является уменьшение толщины (утонение) стенки в результате общей (фронтальной) и язвенной (питинговой) коррозии, а также эрозионного износа стенок трубопровода транспортируемой жидкостью до величины, ниже которой не обеспечивается запас прочности.
Билет№27
1.Расчет диаметра трубопровода, подбор трубопровода.
Основным критерием подбора трубы отопления является ее диаметр. От этого показателя зависит, насколько эффективным будет обогрев дома, срок эксплуатации системы в целом. При малом диаметре в магистралях может возникнуть повышенное давление, которое станет причиной протечек, повышенной нагрузки на трубы и металл, что приведет к проблемам и бесконечным ремонтам.
При большом диаметре теплоотдача системы отопления будет стремиться к нулю, а холодная вода будет просто сочиться из крана. Пропускная способность трубы Диаметр трубы напрямую влияет на пропускную способность системы, то есть в данном случае имеет значение количество воды или теплоносителя, проходящего через сечение в единицу времени. Чем больше циклов (перемещений) в системе за определенный промежуток времени, тем эффективнее происходит обогрев. Для труб водоснабжения диаметр влияет на исходное давление воды – подходящий размер будет только поддерживать напор, а увеличенный – снижать.
По диаметру подбирают схему водопровода и отопления, количество радиаторов и их секционность, определяют оптимальную длину магистралей.Факторы влияния на проходимость магистрали:
Давление воды или теплоносителя.
Внутренний диаметр (сечение) трубы.
Общая длина системы.
Материал трубопровода.
Толщина стенок трубы.
На старой системе проходимость трубы усугубляется известковыми, иловыми отложениями, последствиями коррозии (на металлических изделиях). Все это в совокупности снижает со временем количество воды, проходящей через сечение, то есть подержанные магистрали работают хуже, чем новые. Примечательно, что этот показатель у полимерных труб не меняется – пластик гораздо менее, чем металл, позволяет шлаку накапливаться на стенках. Поэтому пропускная способность труб ПВХ остается такой же, как и в день их монтажа.
Расчет диаметра трубы по расходу воды
Определяем правильно расход воды
Чтобы определить диаметр трубы по расходу проходящей жидкости, понадобятся значения истинного потребления воды с учетом всех сантехнических приборов: ванны, кухонного смесителя, стиральной машины, унитаза.
Принимаем для ванны – 0,25, для кухонного смесителя 0,12, для унитаза -0,1; а – коэффициент, учитывающий возможность одновременной работы сантехнических приборов в помещении. Зависит от значения вероятности и количества потребителей.
На участках
магистрали, где совмещаются потоки воды для кухни и ванны, для унитаза и ванны
и т.д., в формулу добавляется значение вероятности. То есть возможности
одновременной работы кухонного смесителя, крана в ванной, унитаза и других
приборов. Вероятность определяется по формуле: Р = qhr µ × u/q0
× 3600 × N, где N – число потребителей воды (приборов); qhr µ –
максимальный часовой расход воды, который можно принять по СНиП. Выбираем для
холодной воды qhr µ =5,6 л/с, общий расход 15,6 л/с; u – количество человек,
использующих сантехнику.
2.Организация и проведение ремонтных работ трубопроводов внутренних санитарно-технических систем.
Надежная работа санитарно-технических систем обеспечивается четкими организационными и техническими мероприятиями.
Организационные мероприятия — это разработка нормативных документов: стандартов предприятия, положения о проведении ремонтов, правил технической эксплуатации и др., диктуемых рыночной экономикой.
Технические мероприятия предусматривают техническое обслуживание, ремонт и соблюдение требуемых режимов работы всех элементов санитарно-технических систем.
Техническое обслуживание подразделяется на ежедневное и еженедельное. При техническом обслуживании осматривают состояние систем и ликвидируют выявленные неисправности.
Ремонты включают в себя текущие и капитальные, которые в свою очередь могут быть малые, средние и большие.
Текущие ремонты заключаются в систематически и своевременно проводимых работах по предохранению систем от преждевременного износа и устранению мелких повреждений, неисправностей, а также регулированию системы.
Капитальный ремонт — это восстановление оборудования, систем. При таком ремонте полностью заменяют трубопроводы и оборудование, у которых истек срок службы.
Эксплуатационные службы могут представлять собой крупные специализированные подрядные организации для выполнения определенных видов работ, которым дирекция эксплуатации зданий заказывает работу по ремонту и обслуживанию санитарно-технических систем. Специализированные организации обеспечивают сокращение потерь воды, теплоты и других непроизводительных расходов путем строгого соблюдения оптимальных режимов работы оборудования и систем. Другая форма организации эксплуатационных служб — укрупненные жилищно-эксплуатационные организации, выполняющие весь комплекс работ по эксплуатации зданий.
Критерием качества работы системы отопления служит надежность поддержания расчетных температур воздуха в помещениях в течение всего холодного периода года, что обеспечивается согласованной работой всех служб централизованного теплоснабжения: генераторов теплоты, тепловых сетей, систем отопления здания и другого оборудования. Нарушение ритмичной работы в любом звене теплоснабжающей системы приводит к неоправданному увеличению расхода теплоты, перебоям в теплоснабжении потребителей, понижению условий комфорта для находящихся в помещении людей, к значительным затратам на аварийно-восстановительные работы.
Основными неисправностями системы отопления являются понижение температуры в отапливаемых помещениях и нарушение герметичности системы.
Понижение температуры в помещении может быть вызвано следующими причинами: нарушением циркуляции теплоносителя, неисправностью узла управления, самовольным подключением дополнительных отопительных приборов.
При снижении температуры в помещениях в первую очередь необходимо проверить температуру теплоносителя, подаваемого в систему отопления. Если температура теплоносителя ниже требуемой, то неисправность следует искать в узле управления. Если температура теплоносителя соответствует нормируемой, то неисправность системы отопления заключается в нарушении циркуляции теплоносителя или в неправильном регулировании системы.
Нарушение циркуляции происходит при полном или частичном засоре стояка, подводки к отопительному прибору, попадании воздуха в систему (завоздушивание системы), замораживании системы, ошибках при монтаже труб, арматуры, ее неисправности, разрегулировании системы, понижении давления из-за утечек воды.
Засоры возникают в результате попадания грязи в систему, при неисправных грязевиках, при отложении продуктов коррозии на внутренней поверхности труб. Чаще всего они возникают в изгибах труб, ответвлениях, нижних подводках к отопительным приборам, кранах, расположенных на горизонтальных участках, крестовинах и тройниках, в переходах.
При засоре стояка (отдельного прибора), как правило, увеличивается сопротивление участков систем отопления и сокращается расход циркулирующего по ним теплоносителя, в результате снижаются средние температуры отопительных приборов на этих участках.
При засорах подводок или отопительных приборов температура понижается на поверхности только отдельных приборов, при этом весь стояк системы отопления прогревается равномерно.
Обнаружение засоров — сложная и трудоемкая работа, которую можно выполнить двумя способами: температурным и акустическим. При температурном способе на обследуемом участке температуру измеряют жидкостными или электронными термометрами-термощупами. Определение температуры на ощупь дает приблизительные результаты и требует определенного навыка. В однотрубных системах отыскание засора в стояке путем замера температуры положительных результатов не дает, так как теплоноситель остывает равномерно по всему стояку.
Акустический способ заключается в прослушивании системы. В местах сужения проходного сечения трубопровода, вызванного засором, скорость теплоносителя резко возрастает, что приводит к увеличению шума в месте засора. Для прослушивания шума пользуются течеискателями.
Билет№28
1.Определение гидравлических сопротивлений трубопроводов.
Гидравлическое сопротивление – это сопротивление движению потока рабочей среды, которое оказывается со стороны трубопроводной системы и оценивается количеством потерянной удельной энергии, безвозвратно расходуемой на работу сил трения. При этом гидропотери могут возникать в результате:
· Трения по длине. Даже на прямых отрезках трубопровода создаётся противодействие движущемуся потоку. Это возникает на фоне появления сил вязкого трения. Причём с увеличением длины прямолинейного участка повышается сопротивление внутри трубопровода на данном участке.
· Местных факторов. Это могут быть повороты, различные сужения, тройники, краны и прочее.
Любая трубопроводная коммуникация имеет не только прямолинейные участки, но и повороты, ответвления, для создания которых используются различные фитинги. А для регулирования потока рабочей среды устанавливается запорная арматура. Всё это создаёт сопротивление, поэтому очень важно перед тем, как приступать к монтажу трубопровода, необходимо выполнить ряд расчётов, в том числе определить гидравлическое сопротивление. Это позволит в будущем сократить теплопотери и, соответственно, избежать лишних энергозатрат.
Гидравлический расчёт выполняется с целью:
· Вычисления потерь давления на конкретных отрезках системы отопления;
· Определения оптимального диаметра трубопровода с учётом рекомендованной скорости перемещения рабочего потока;
· Расчёта тепловых потерь и величины наименьшего давления в трубопроводе;
· Правильного выполнения увязки параллельно расположенных гидравлических ветвей и закреплённой на ней запорной арматуры.
Во время движения по замкнутому контуру рабочему потоку приходится преодолевать определённое гидравлическое сопротивление. Причём с увеличением его значения, должна увеличиваться мощность насоса. Только правильные расчёты помогут выбрать оптимальный вариант насоса. Нет смысла покупать слишком мощное оборудования для трубопроводов с низким гидравлическим сопротивлением, ведь, чем больше мощность, тем выше энергозатраты.
А если мощность будет, наоборот, недостаточной, то насосное оборудование не сможет обеспечить достаточный напор теплоносителя, что приведёт к увеличению тепловых потерь.
Это безмерная величина, показывающая, каковы потери удельной энергии.
Ламинарное перемещение рабочего потока
При ламинарном (равномерном) перемещении рабочей среды по трубопроводу круглого сечения потери давления по длине вычисляется по формуле Дарси-Вейсбаха:
Где:
![]() - потери давления по длине;
- потери давления по длине;
![]() - коэффициент гидравлического сопротивления;
- коэффициент гидравлического сопротивления;
v – скорость движения рабочей среды;
g – ускорение силы тяжести;
d – диаметр трубопроводной магистрали.
Практически определено, что на коэффициент гидравлического сопротивления непосредственное влияние оказывает число Рейнольдса (Re) – безмерная величина, которая характеризует поток жидкости и выражается отношением динамического давления к касательному напряжению.
Если Re меньше, чем 2300, то для расчёта применяется формула:

Для трубопроводов в форме круглого цилиндра:

Для трубопроводных коммуникаций с другим (не круглым) сечением:
![]()
Где А=57 – для квадратных труб.
Турбулентное течение рабочего потока
При турбулентном (неравномерном, беспорядочном) перемещении рабочего потока коэффициент сопротивления вычисляют опытным путём, как функцию от Re. Если необходимо определить коэффициент гидравлического сопротивления для магистрали круглого сечения с гладкими поверхностями при
![]() , то для расчёта применяется формула Блаузиуса:
, то для расчёта применяется формула Блаузиуса:
![]()
В случае турбулентного перемещения рабочей среды на величину коэффициента трения влияет число Рейнольдса (характер течения) и насколько гладкая внутренняя поверхность трубопроводной коммуникации.
Коэффициент местного сопротивления
Это безмерная величина, которая устанавливается экспериментальным путём с помощью формулы:
![]()
Где:
![]() – коэффициент местного сопротивления;
– коэффициент местного сопротивления;
![]() – потеря напора;
– потеря напора;
![]() – отношение скорости потока к ускорению силы
тяжести – скоростной поток.
– отношение скорости потока к ускорению силы
тяжести – скоростной поток.
При неизменной скорости перемещения рабочей среды по всему сечению применяется формула:
![]() , где
, где
![]() – энергия торможения.
– энергия торможения.
2.Правила обращения с баллонами для кислорода и ацетилена.
1.1. Настоящая
инструкция по охране труда предназначена для работников, занятых обслуживанием
кислородных и ацетиленовых баллонов (далее — работник по обслуживанию
баллонов).
1.2. К самостоятельной работе по обслуживанию
баллонов допускаются лица не моложе 18 лет, прошедшие специальное техническое
обучение по данной специальности и получившие удостоверение, прошедшие
медицинское освидетельствование и не имеющие противопоказаний по состоянию
здоровья, прошедшие вводный и первичный на рабочем месте инструктажи по охране
труда, обученные безопасным методам и приемам выполнения работ, прошедшие
стажировку на рабочем месте и проверку знаний требований охраны труда.
1.3. Не реже 1 раза в 3 месяца работник,
допущенный к обслуживанию баллонов, проходит повторный инструктаж по охране
труда.
1.4. Не реже 1 раза в 12 месяцев работник,
допущенный к обслуживанию баллонов, проходит очередную проверку знаний
требований охраны труда.
1.5. Работник, допущенный к обслуживанию
баллонов, проходит периодический медицинский осмотр в соответствии с приказом
Минздравсоцразвития 302н.
1.6. Работнику, допущенному к обслуживанию
баллонов, необходимо знать и соблюдать требования инструкций по охране труда,
правил внутреннего трудового распорядка, пожарной безопасности,
производственной санитарии.
1.7. Курить в складских, производственных и
вспомогательных помещениях и на территории разрешается только в специально
отведенных местах, имеющих надпись «Место для курения», обеспеченных средствами
пожаротушения и оснащенных урнами или ящиками с песком, огнетушителями с
углекислотой, баллонами со сжатым азотом.
1.8. Кислородное производство относится к
взрывоопасным и вредным производствам, в том числе работы по обслуживанию
баллонов.
1.9. Чистый кислород и его смесь с воздухом не
являются токсичными, степень токсического действия зависит от концентрации
кислорода и индивидуальной чувствительности человека.
1.10. Кислород газообразный является активным
окислителем. Большинство веществ и материалов в контакте с кислородом
становятся взрыво- и пожароопасными.
1.11. Эта опасность возрастает с повышением
температуры, давления, скорости истечения и объемной доли кислорода в воздухе.
1.12. Смеси газообразного кислорода с горючими
газами взрывоопасны.
1.13. Смазочные вещества и жировые загрязнения
поверхностей, контактирующих с кислородом, являются причиной загорания или, при
определенной толщине слоя, причиной детонационного взрыва.
1.14. Скорости горения материалов в кислороде в
десятки раз выше, чем на воздухе. Особую опасность представляет загорание
одежды персонала, находящегося в атмосфере с повышенным содержанием кислорода.
Скорость горения большинства тканей такова, что пострадавший не успевает
сорвать с себя горящую одежду.
1.15. Конструкционные и уплотнительные
неметаллические материалы (фибра, капрон, поликарбонат, резины на основе
натуральных каучуков и др.) могут легко воспламеняться в кислороде высокого
давления при появлении источника зажигания (искра, трение, ударная волна и
т.п.). Загорание неметаллического материала может привести к поджиганию
контактирующего с ним металла.
1.16. К металлам, интенсивно горящим в среде
кислорода, относятся титан, алюминий и его сплавы, углеродистые и нержавеющие
стали. Медь и сплавы на ее основе не горят в кислороде, но при воздействии
источников большой энергии (например, при горении неметаллического материала)
возможно оплавление медных и латунных деталей.
1.17. Кислород тяжелее воздуха. При утечках
газообразного кислорода из-за неплотности соединений вентиля, редуктора он
может накапливаться в низких местах.
1.18. На работников по обслуживанию кислородных
баллонов возможно воздействие следующих опасных и вредных производственных
факторов:
— повышение содержания кислорода в рабочей зоне
при атмосферном давлении, которое не должно быть более 23% объема;
— неогражденные движущиеся или вращающиеся
элементы оборудования.
1.19. Оболочка кислородных баллонов выпускается
из углеродистой стали в соответствии с требованиями ГОСТ 949-73,
изготавливается из бесшовных труб и предназначена для работы при температуре от
-50 до +60 °С. Для кислорода применяются баллоны объемом 5 л и 40 л.
1.20. Кислородные баллоны выпускаются на
давление 14,7 МПа (150 кгс/кв. см), резьба горловины кислородных баллонов равна
27,8 мм. Количество ниток с полным профилем должно быть не менее 8.
1.21. Кислородный баллон должен быть
укомплектован вентилем типа ВК-86 или ВК-94.
1.22. Кислородные баллоны должны быть окрашены в
голубой цвет с нанесением надписи черного цвета «кислород». Высота знаков
надписи — не менее 6 см.
1.23. На верхней сферической части каждого
баллона должны быть выбиты следующие данные:
— товарный знак завода-изготовителя;
— номер баллона;
— фактическая масса порожнего баллона (кг);
— дата (месяц, год) изготовления и год
следующего освидетельствования;
— рабочее давление Р, МПа (кгс/кв. см);
— пробное гидравлическое давление П, МПа (кгс/
кв. см);
— вместимость баллона (л);
— клеймо ОТК завода-изготовителя круглой формы
диаметром 10 мм.
1.24. Масса баллонов указывается с учетом массы
нанесенной краски, кольца для колпака и башмака, но без массы вентиля.
1.25. Вентили в баллоны для кислорода должны
ввертываться с применением уплотняющих материалов, загорание которых в среде
кислорода исключено.
1.26. Ацетиленовое производство относится к
взрывоопасным и вредным производствам, в том числе работы по обслуживанию
ацетиленовых баллонов.
1.27. Химически чистый ацетилен представляет
собой бесцветный газ со слабым эфирным запахом. Технический ацетилен имеет
резкий специфический запах вследствие наличия в нем примесей, в частности,
фосфористого водорода.
1.28. Ацетилен — слабый наркотик. Вдыхание
воздуха, содержащего до 5% ацетилена, не вызывает каких-либо болезненных
ощущений. При высоких концентрациях ацетилен действует как удушающий газ.
1.29. Ацетилен взрывается в смеси с воздухом и
кислородом при содержании ацетилена в пределах 2,2-100% об.
1.30. На работников по обслуживанию ацетиленовых
баллонов возможно воздействие следующих опасных и вредных производственных
факторов:
— газообразные токсичные примеси в ацетилене:
сероводород и фосфористый водород;
— повышенная загазованность и запыленность
воздуха в рабочей зоне;
— неогражденные движущиеся или вращающиеся
элементы оборудования.
1.31. Оболочка ацетиленовых баллонов выпускается
из углеродистой стали в соответствии с ГОСТ 949-73. Изготавливается из
бесшовных труб объемом 1,3 л, 5 л, 10 л и 40 л и предназначена для работы при
температуре от -50 до +60 °С.
1.32. Ацетиленовый баллон представляет собой
металлическую оболочку, заполненную пористым наполнителем и растворителем
ацетилена.
1.33. Масса баллонов указана без вентилей,
колпаков, колец и башмаков и является справочной величиной.
1.34. Ацетиленовые баллоны выпускаются на
давление 10,0 МПа (100 кгс/кв. см), резьба горловины ацетиленовых баллонов
равна 30,3 мм. Количество ниток с полным профилем должно быть не менее 8.
1.35. В зависимости от пористого наполнителя
ацетиленовые баллоны выпускаются с насыпной пористой массой (углем БАУ-А) и с
литой пористой массой (ЛПМ).
1.36. В качестве растворителя ацетилена
применяется технический ацетон по ГОСТ 2768-84.
1.37. Ацетиленовые баллоны должны быть
укомплектованы вентилями типа ВБА и ВА.
1.38. Ацетиленовые баллоны должны быть окрашены
в белый цвет с нанесенной надписью «Ацетилен». Надпись красного цвета, высота
знаков — не менее 6 см.
1.39. На баллонах с ЛПМ, в отличие от баллонов с
насыпной пористой массой из активного угля марки БАУ-А, ниже надписи «Ацетилен»
нанесены красной краской буквы «ЛМ» высотой 6 см. На верхней сферической части
баллонов с ЛПМ, изготовленных до 1988 г., выбито клеймо завода-наполнителя
пористой массы «В21», а на баллонах, изготовленных, начиная с 1988 г. —
клеймо «ЛМ».
1.40. На верхней сферической части каждого
баллона должны быть отчетливо нанесены клеймением следующие данные:
— товарный знак завода-изготовителя;
— номер баллона;
— фактический вес порожнего баллона (кг) с
точностью до 0,2 кг;
— дата (месяц и год) изготовления и год
следующего освидетельствования;
— рабочее давление Р, кгс/кв. см;
— пробное гидравлическое давление П, кгс/кв. см;
— вместимость баллона (л): для баллонов
вместимостью свыше 12 л фактическая с точностью до 0,3 л; для баллонов
вместимостью до 12 л включительно — номинальная;
— клеймо ОТК завода-изготовителя круглой формы
диаметром 10 мм;
— дата наполнения пористой массой;
— вес тары Т — вес баллона без колпака, но
с пористой массой, башмаком, кольцом, вентилем и растворителем, кг.
Билет№29
1.Виды и назначение санитарно-технических материалов и оборудования;
К
санитарно-техническим материалам, изделиям и оборудованию относятся трубы и
соединительные части к ним для водопровода, канализации, отопления, газа,
отопительные и санитарно-технические приборы, отопительные котлы.
Трубы и соединительные части к ним могут быть стальными, чугунными,
керамическими, асбестоцементными и полиэтиленовыми. Водогазопроводные (газовые)
стальные трубы (ГОСТ 3262—75 *) неоцинкованные (черные) и оцинкованные
применяют для водопроводов, газопроводов (только неоцинкованные), систем
отопления. Различают обыкновенные, усиленные и легкие трубы без резьбы или с
резьбой. Трубы обыкновенные и легкие при испытании должны выдержать
гидравлическое давление 2,5 МПа (25 кгс/см2), а усиление 3,2 МПа
Трубы с резьбой поставляют с условным проходом более 10 мм. По длине трубы поставляют размерами 4—12 м мерной и немерной длины.
Чугунные трубы по назначению подразделяют на напорные (ГОСТ 5525—88,
ГОСТ 9583—75*) и канализационные (ГОСТ 6942.3—80)в комплекте с резиновыми
уплотнительными манжетами Б-1 и Б-2.
Керамические трубы (ГОСТ 286—82) применяют для устройства наружных
безнапорных канализационных трубопроводов. На внутренней стороне одного конца
трубы имеются раструбы, а на другом конце с наружной стороны — нарезка не менее
чем из пяти канавок. На заводе-изготовителе трубы проверяют на
водонепроницаемость под давлением 0,15 МПа (1,5 кгс/см2). Трубы изготовляют
длияой 1000—1500 мм, с предельным отклонением ±20 мм..
Асбестоцементные трубы подразделяют на напорные (водопроводные) и безнапорные
(канализационные). Трубы и муфты для напорных водопроводов (ГОСТ 539— 80*) в
зависимости от рабочего гидравлического давления бывают ВТ-6, ВТ-9 и ВТ-12,
соответственно рабочее давление 0,6; 0,9 и 1,2 МПа (6; 9 и 12 кгс/см2). Асбестоцементные
напорные трубы соединяют цилиндрическими асбестоцементными муфтами
САМ-6, САШ) и САМ-12 (ГОСТ 539—80*) или чугунными муфтами (ГОСТ 17584—72*) с
двумя резиновыми кольцами (ГОСТ 5228—89).
Трубы асбестоцементные безнапорные (ГОСТ 1839—80*) применяют только с асбестоцементными муфтами. Они предназначены для безнапорной канализации, но могут быть также применены в качестве водосточных и дымоходных труб, вентиляционных и телефонных трубопроводов.
Полиэтиленовые трубы напорные согласно ГОСТ 18599—83* допускаются в качестве водопроводных труб. Могут применяться трубы из полиэтилена высокого давления (ИВД) и низкого давления (ПНД). Полиэтиленовые трубы бывают 4 типов: легкие (Л), среднелегкие (СЛ), средние (С) и тяжелые (Т), рассчитанные на номинальное давление 0,25; 0,4; 0,6; 1,0 МПа соответственно. Выпускаются также фасонные части из ПНД напорных трубопроводов (муфты, угольники, тройники, переходы, втулки под фланцы).Пластмассовые безнапорные канализационные трубы согласно ГОСТ 22689.0—89, ГОСТ 22689.2—89 изготовляют из полиэтилена высокой плотности (ПВП) и низкой плотности (ПНВ), полипропилена (ПП) и непластифицированного поливинилхлорида (ПВХ). Эти трубы соединяют, склеиванием резиновыми уплотнительными кольцами, а также накидными гайками, резиновыми прокладками и сваркой. Раструбы и гладкие концы фасонных частей изготовляют четырех типов по ГОСТ 22689.2—89. Трубы изготовляют в виде прямых отрезков, а по желанию потребителя с раструбами и с подготовленными для соединения гладкими концами.
Пластмассовые безнапорные трубы применяют для внутридомовых канализационных трубопроводов.
Трубопроводная арматура. К основной трубопроводной арматуре, применяемой в
сетях зданий, относятся краны конусные проходные сальниковые муфтовые латунные,
краны пробковые проходные сальниковые фланцевые и муфтовые чугунные (табл. 83),
вентили запорные муфтовые из серого чугуна и фланцевые, задвижки параллельные
с выдвижным шпинделем фланцевые чугунные.
Нагревательные приборы, к которым относятся радиаторы, а также
стальные конвекторы. За единицу измерения поверхности нагрева приборов
принимают поверхность, отдающую в окружающую среду 1821ХЮ3 Дж (435 ккал)
теплоты в 1 ч при разности средних температур теплоносителя и воздуха 64,5 °С.
Эта единица измерения называется эквивалентным квадратным метрам (экм).
Санитарно-технические приборы. К ним относятся унитазы, писсуары, умывальники (фаянсовые, чугунные эмалированные), ванны (чугунные эмалированные), раковины, мойки и газовые кухонные плиты, стационарные напольные электрические плиты для приготовления пищи.
2.Использование для ремонта стальных трубопроводов газовой сварки.
Для соединения металлических труб небольшого диаметра (до 100-150 мм) при монтаже чаще всего используют газовую сварку. Основой газовой сварки является разогрев срезов металла пламенем, образующимся при горении смеси кислорода с горючим газом, и затем заполнение стыка между свариваемыми элементами расплавленным металлом. Прочность сварного шва при газовой сварке ниже, чем в результате других видов сварки (например, электродуговой), но при монтаже труб небольшого диаметра (до 150 мм) или с тонкими стенками (менее 3,5 мм) это единственный возможный способ их соединения.
Особенности применения при работе с трубами
Трубопроводы чаще всего предназначены для транспортировки жидкости или газа. Чтобы на месте стыковых швов внутри не образовывались наплывы, препятствующие продвижению содержимого трубопровода, не допускается проплавление стенок насквозь. По этой причине подготовка деталей при сварке труб будет другой, чем при сварке иных изделий и конструкций.
Газовая сварка труб осуществляется одним слоем и за один проход. Допустимая выпуклость стыкового шва не более 1-3 мм.
Шов должен быть гладким, без пропусков и неровностей, с постепенным переходом к металлу свариваемых частей.
Материалы и оборудование
При газовой сварке применяются материалы:
Кислород. Обеспечивает процесс горения.
Горючее вещество (газ). Используются ацетилен (чаще всего), пропан, метан, пары керосина. Для соединения труб из цветных металлов или легированной стали применяют аргон.
Присадочный материал – сварочная проволока. Ее состав зависит от состава свариваемого материала.
Флюсы. Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
Оборудование для газосварочных работ:
Баллоны с кислородом и горючим веществом.
Горелка.
Газовые редукторы для регулирования давления на выходе газа из баллона.
Генератор ацетилена (если ацетилен не в баллоне).
Технология
Газосварочные работы включают в себя два этапа: подготовку свариваемых деталей и непосредственно сам процесс сварки.
Подготовка труб
Перед работой металл необходимо очистить от загрязнений, ржавчины, технических масел. Очищают кромки и прилегающую к ним поверхность – внутреннюю и внешнюю – на расстояние не менее 20 мм.
Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
В случаях когда трубопровод не предназначается для транспортировки газа или жидкости под высоким давлением, используются и другие варианты стыковки:
с подкладным кольцом, без скосов кромок;
со вставным кольцом и раструбом;
с выполнением внутренней вытачки в трубах для их центровки.
Перед началом газосварочных работ трубы центруют и прихватывают в разных местах с равным интервалом. Количество прихваток зависит от диаметра.
Материал для прихваток обычно используют тот же, что и для сварки – сварочную проволоку. Поверхность прихватки очищают, а при работе ее переплавляют или удаляют.
Способы газосварки
Шов выполняется слева направо (правый способ). Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.
Проложение шва справа налево (левый способ). Таким образом свариваются тонкостенные элементы. При этом пламя горелки направлено вперед – на еще несваренные стыки, сварочная проволока располагается перед горелкой. Сварщик хорошо видит рабочую поверхность. Это более трудоемкий способ, но в результате получается более аккуратный шов, равномерный и красивый.
После проведения сварочных работ швы очищаются от шлаков и окалины и проверяются на наличие дефектов: трещин, отверстий, подрезов. Выпуклость шва должна быть 1-3 мм, но не больше 40% толщины металла, ширина не должна превышать толщину стенки трубы больше, чем в 2,5 раза. Поверхность должна быть ровной и гладкой. Если шов имеет дефекты, его необходимо исправить.
Билет№30
1.Сортамент и способы измерения диаметров труб, фитингов и арматуры.
Трубопровод – неотъемлемая часть большинства инженерных сооружений, будь это система отопления, канализация или водопровод. Еще не так давно стальная труба активно использовалась для обустройства всех этих коммуникаций. Однако с появлением пластиковых деталей, отличающихся неподверженностью коррозии и простотой монтажа, ее стали использовать намного реже. Новые технологии позволяют выпускать модернизированные стальные изделия, которые меньше подвержены коррозии. Наличие специальных фитингов позволяет монтировать трубопроводы самой разной конфигурации без использования сварки.
Сортамент изделий из стали Трубы из стали – это общий термин, объединяющий обширную группу изделий. Существует несколько классификаций деталей. Сечение стальных труб может быть самой разной формы. Кроме традиционных круглых изделий можно найти в продаже прямоугольные, шести и восьмиугольные, овальные, квадратные и другие элементы
Типы труб по линейным размерам Исходя из этого признака, выделяют несколько видов элементов: По наружному диаметру все трубы делятся на изделия среднего диаметра (102-426 мм), малого диаметра (5-102 мм) и капиллярные (0,3-4,8 мм).
По геометрии сечения выделяют: квадратные, овальные, круглые, сегментные, ребристые, восьми- и шестигранные, прямоугольные детали и др.
Исходя из отношения наружного диаметра к ширине стенки, выпускаются особо тонкостенные, тонкостенные, нормальные, толстостенные и особо толстостенные изделия. По классу обработки. Первый класс предполагает обрезку краев трубы и снятие заусениц. Второй класс – только резка деталей. Элементы различаются по длине, которая бывает краткой, мерной и немерной.
Виды изделий по способу производства Все стальные изделия могут быть произведены одним из двух способов: с использованием сварки либо без нее. Соответственно, и детали могут быть как со сварным швом, так и без него. В первом случае стальной лист сворачивается различными способами, после чего сваривается в инертном газе вольфрамовыми электродами. Это так называемая TIG-сварка. Или же используется метод сваривания током высокой частоты или HF-сварка. Стальная лента может быть либо свернута в трубку вальцами, тогда получается прямой шов, либо навита по спирали, в результате чего получаются спиралешовные изделия.
Водогазонапорные и профильные трубы производятся только сварным методом. Стальные трубы могут быть изготовлены с использованием сварки или же без него. Профильные и водогазонапорные трубы всегда имеют шов
Бесшовные детали изготавливают из стальных стержней методом высверливания, холодного или горячего деформирования и литья. В первом случае стальной цилиндр высверливается, в последнем – в форму, внутри которой установлен стержень, заливается расплавленный металл. Однако наиболее часто для производства используют методы деформации. При горячем способе штанга разогревается в печи до пластичного состояния и отправляется в вальцы, где ее доводят до необходимой длины и диаметра.
Холодное деформирование предполагает, что перед обработкой в вальцах заготовка остужается, но перед началом финальной калибровки отжигается. Таким способом производятся толстостенные трубы.
Исходя из способа производства, сортамент стальных труб выглядит следующим образом. Электросварные подразделяются на: спиралешовные; прямошовные; профильные; водогазонапорные. Соответственно, бесшовные делятся на холоднодеформированные и горячедеформированные.
Классификация по типу антикоррозийного покрытия Защита от коррозии может осуществляться различными способами. Для этих целей используются различные покрытия: экструдированный полиэтилен, цементно-песчаная смесь, полиэтилен, уложенный в один, два или же три слоя, эпоксидно-битумная смесь или цинк. В последнем случае используется холодное или же горячее цинкование.
Преимущества и недостатки стальных деталей Трубы из стали отличаются множеством достоинств: Широкий диапазон эксплуатационных температур. Прочностные характеристики металл утрачивает при температурах выше 500°, таким образом, значения в 100° и даже в 200° труба выдерживает без проблем. При этом в таком режиме трубопровод может эксплуатироваться годами.
Доступность материала. Стандартные изделия из конструкционной стали, а так же трубы, изготовленные из нержавеющей стали, можно приобрести практически везде. Высокая прочность и сопротивляемость продольным и поперечным нагрузкам. Максимальное давление для магистралей из стали может измеряться десятками атмосфер. Корме того фитинги и трубы крайне сложно повредить. Трубопровод из стали очень прочен и надежен, однако он не лишен и недостатков. Так детали из стали прогреваются очень быстро. Это очень хорошо для отопительных систем и плохо для транспортировки жидкостных и газовых сред, которая должна осуществляться в режиме стабилизированной температуры. В последнем случае носитель довольно быстро остывает, труба остывает еще быстрее.
При отрицательных температурах деталь может лопнуть, не справившись с расширением остывающей жидкости. Чтобы предотвратить это явление трубы из стали обычно защищают с помощью систем подогрева или накрывают утеплителем. Также, без защиты сталь покрывается тонким слоем ржавчины уже через несколько часов эксплуатации. Это не страшно для ее прочности, но качество транспортируемой воды ухудшается. Ее невозможно использовать в качестве питьевой, кроме того возрастает риск образования илистых отложений, которые легко накладываются на рыхлую ржавчину. Эксплуатационные характеристики изделия необратимо ухудшаются. Для предотвращения этих неприятных явлений требуется специальная защита. Трубы из стали обладают недостаточной устойчивостью к коррозии. Уже через несколько часов эксплуатации внутренние стенки изделия покрываются слоем ржавчины Изначально стальные трубы соединялись только при помощи сварки. Это наиболее сложный и трудоемкий вариант монтажа. Сегодня у него появились альтернативы: сборка на резьбу или на цангу. Это более простые методы, но даже они требуют наличия у исполнителей хотя бы минимальных знаний и навыков слесарного дела. Кроме того изделия массивны, что усложняет и без того непростой монтаж.
Виды и классификация фитингов Для сборки трубопроводов различных конфигураций используются фитинги. Они надежны, конструктивно просты и не создают дополнительных проблем в эксплуатации. В продаже можно найти детали, позволяющие работать с трубами различных диаметров: от 16 и до 110 мм. Нужно помнить, что: Элементы диаметром от 16 и до 63 мм могут использоваться только для систем, предельное давление в которых – 16 атм. Детали размером от 75 и до 110 мм предназначены для конструкций, максимальное давление в которых не превышает 10 атм. Фитинги при необходимости позволяют соединять детали, выполненные из разных материалов, но с аналогичной резьбой, а так же конструкции с различными диаметрами. Выпускается несколько разновидностей фитингов для стальных труб. Среди них крестовины, тройники, муфты и другие детали Назначение соединительных элементов для труб из стали указывается в маркировке деталей.
Различают несколько типов фитингов:
Крестовины. Предназначены для выполнения разветвления четырех труб. Отличаются наличием расположенных под углом друг к другу четырех выходов. Чаще всего они располагаются под прямым углом друг к другу.
Угольники. Используются для изменения направления магистрали в горизонтальной или же вертикальной плоскости. Угол уклона варьируется от 45° и до 90°.
Тройники. Деталь аналогична крестовине, но имеет только три выхода. Выпускаются модели для деталей с равнозначными, а так же для изделий с разными диаметрами.
Муфты. Соединительные элементы, предназначенные для монтажа прямых участков магистралей. Выпускаются изделия с равнозначными выходами, а так же с различающимися по диаметру патрубками. Существует две классификации деталей. Одна из них основывается на габаритах труб и предполагает деление сортамента изделий на множество типоразмеров. Вторая предполагает выделение нескольких типов по способу монтажа соединительных элементов.
Фитинги под монтаж на сварку Отличительной особенностью таких элементов является наличие хотя бы одного «чистого» торца, на котором нет ни резьбы, ни каких-либо других креплений. Он предназначен для нанесения сварного шва. Для закрепления элемента выполняются следующие операции: Детали укладываются на сварочный стол и точно совмещаются. После чего они «прихватываются» двумя точечными швами. Фитинг выравнивается относительно центральной оси трубы. Для этого используется специальное приспособление – калибр. Разделка между трубой и фитингом заполняется сварочным швом, который выполняется перемещением электрода по линии стыка. Подробнее про сварку читайте в других статьях на нашем сайте.
Фитинги, предназначенные для монтажа под сварку, имеют хотя бы один гладкий торец, который будет закрепляться к трубе с помощью сварки
Резьбовые элементы Такие фитинги отличаются наличием внутренней резьбы, диаметр и стандартный шаг которой определяется по специальному ГОСТу. Монтаж деталей выполняется поэтапно: Торцовая часть трубы оснащается резьбой. Процедуру можно выполнить двумя способами: либо приварить резьбовой сгон, либо просто нарезать нужное количество витков. Затем следует подобрать контргайку нужного размера и накрутить элемент на сгон трубы. Сгон оборачивается полимерной уплотнительной лентой ФУМ, после чего на него накручивается фитинг. Стык поджимается контргайкой. Использование резьбовых элементов – оптимальный способ обустройства разъемного соединения. Если предполагается транспортировка агрессивной жидкости, лучше выбирать фитинги, выполненные из нержавеющей стали.
Обжимные фитинги Это изделия, сходные с обжимными элементами для пластиковых трубопроводов. Детали используются для обустройства разборного соединения участков магистрали с внешним диаметром менее 60 мм.
2.Транспортировка деталей трубопроводов к месту производства работ.
Транспортирование и хранение труб и соединительных деталей осуществляют в соответствии с требованиями нормативной документации на трубы и соединительные детали, а также положениями настоящего СП.
Одиночные трубы для транспортировки и хранения связываются в пакеты массой до 3 т. Из пакетов могут формировать блок-пакеты массой до 5 т.
Трубы длинномерные до 160 мм включительно сматываются для транспортировки и хранения в бухты или наматываются на катушки.
Трубы диаметром 225 мм и более могут перевозиться без формирования пакетов.
Длина труб в прямых отрезках может быть от 5 м до 24 м с кратностью 0,5 м, длина труб в бухтах составляет от 50 м до 200 м. Длина труб на катушках определяется заводом-изготовителем и объемом заказа по диаметрам от 40 мм до 160 мм.
Транспортная маркировка наносится на грузовые места в соответствии с требованиями ГОСТ 14192.
Бухты и пакеты скрепляют средствами по ГОСТ 21650. Бухты должны быть скреплены не менее чем в шести местах. Концы труб должны быть пригнуты к бухте. Внутренний диаметр бухты должен быть не менее 20 наружных диаметров трубы.
Пакеты труб длиной 6 м скрепляют не менее чем в двух местах, большей длины - не менее чем в трех местах. При транспортировке труб с большим числом перевалок (в труднодоступные регионы) пакеты должны быть скреплены как минимум в четырех местах независимо от длины труб. Трубы в пакетах должны храниться на чистой, ровной поверхности и снаружи поддерживаться опорами. В целях безопасности высота уложенных пакетов не должна превышать 3 м.
Трубы можно транспортировать любым видом транспорта с закрытым или открытым кузовом (в крытых или открытых вагонах) с основанием, исключающим провисание труб.
Транспортировка труб плетевозами не допускается.
При выполнении погрузочно-разгрузочных операций не допускается перемещение труб волоком; сбрасывать трубы и детали с транспортных средств запрещается.
При перевозке труб автотранспортом длина свешивающихся с кузова машины или платформы концов труб не должна превышать 1,5 м.
Трубы, поставляемые на катушках, перевозятся на специальных прицепах в вертикальном положении, допускается транспортировка на платформах в горизонтальном положении.
Бухты транспортируются в горизонтальном, а при наличии специальных опор - в вертикальном положении.
Во избежание повреждения труб при их транспортировке о металлические и другие твердые предметы нижний ряд труб располагают на деревянных подкладках, укрепленных на платформе транспортного средства. не связанные в пакеты трубы укладывают так, чтобы в нижнем ряду они располагались вплотную одна к другой, а в последующих рядах - в гнездах, образуемых нижележащими трубами.
Число рядов должно быть не более:
- для труб диаметром менее 160 мм - 14;
- для труб диаметром более 160 мм - 10.
Для погрузочно-разгрузочных работ рекомендуется использовать вилочные автопогрузчики.
Для подъема упаковок соединительных деталей нельзя использовать крюки. Захваты автопогрузчика должны быть соответствующим образом закрыты, например обрезками полиэтиленовой трубы, или использованы деревянные европоддоны.
В качестве строповочных средств используют текстильные канаты. Использовать стальные канаты для подъема одиночных труб или пакет «удавкой» не рекомендуется.
Трубы и соединительные детали необходимо оберегать от ударов и механических нагрузок, а их поверхности - от нанесения царапин. При транспортировке следует избегать изгиба труб. Особенно осторожно следует обращаться с трубами и деталями при низких температурах.
Во избежание перемещений труб при перевозке их необходимо закреплять на транспортных средствах текстильными стропами.
Транспортировка, погрузка и разгрузка труб производятся при температуре наружного воздуха не ниже минус 200С. Допускается погрузку, разгрузку и транспортировку труб в пакетах производить при температурах не ниже минус 400С; при этом избегать резких рывков и соударений.
Трубы хранятся в соответствии с требованиями ГОСТ Р 50838. Заглушки, которые предотвращают попадание грязи в трубы, во время хранения не снимаются.
Соединительные детали трубопроводов рекомендуется доставлять на объекты строительства в контейнерах, в которых они надежно закреплены. на контейнеры наносится надпись «Не бросать».
Упаковка может производиться в следующие виды тары: ящики фанерные или ящики досчатые по ГОСТ 9396; ящики деревянные по ГОСТ 18573, ГОСТ 2991 типов IV, VI-2, VI-6, VII; контейнеры-пакеты мягкие из резинотекстильного материала; контейнеры мягкие специальные разового использования типа МКР-1.ОМ или мешки из полиэтиленовой пленки.
При транспортировании в крытых вагонах в контейнерах по ГОСТ 19667 или крытым автомобильным транспортом допускается упаковка в ящики из гофрированного картона по ГОСТ 9142, ГОСТ 22852, бумажные мешки по ГОСТ 2226, полиэтиленовые мешки по ГОСТ 17811, мешки из полиэтиленовой пленки по ГОСТ 10354.
Упаковка деталей при транспортировании в районах Крайнего Севера производится в соответствии с ГОСТ 15846.
Допускается и другой вид упаковки, обеспечивающий сохранность деталей при транспортировке и хранении в течение гарантийного срока.
Трубы и соединительные детали хранятся отдельно по партиям. сортаменту, виду материала. Не допускается при хранении смешивать трубы и детали из полиэтилена разных марок и SDR.
На складе хранения труб и деталей не допускается проведение газоэлектросварочных и других огневых работ.
Для предохранения штабелей труб от раскатывания крайние трубы необходимо подклинивать. С этой целью можно использовать и другие приемы или средства: упоры-ограждения, сборно-разборные стеллажи и т.п.
Высота штабеля при предполагаемом сроке хранения свыше двух месяцев не превышает 2,0 м. При меньших сроках хранения высота штабеля должна быть, как правило, не более:
- 3,0 м - для труб типа SDR 17,6;
- 4,0 м - для труб типа SDR 11.
Трубы при складировании укладывают в «седло» или послойно с прокладками между ярусами (при укладке пакетов). Бухты хранят уложенными в горизонтальном положении.
Катушки большого диаметра хранятся в вертикальном положении между специальными опорами. На складе необходимо иметь оборудование для безопасного подъема, перемещения и погрузки.
Соединительные детали хранят в закрытых складских помещениях в условиях, исключающих их деформирование, попадание масел и смазок (укладывают в полиэтиленовые мешки), не ближе 1 м от нагревательных приборов, желательно на стеллажах.
Соединительные детали с закладными нагревателями (ЗН) хранятся в индивидуальных герметичных полиэтиленовых пакетах до момента их использования.
Соединительные детали с наваренными отводами для стыковой сварки могут храниться на открытом воздухе, но при условии защиты от повреждений и воздействия прямых солнечных лучей.
Катушки с синтетическим тканевым шлангом и компоненты клея всегда находятся в отапливаемом помещении. Синтетические тканевые шланги защищаются от воздействия солнечных лучей и теплоты. Защитную оболочку убирают непосредственно перед началом санирования. Катушки со шлангом допускается поднимать только при помощи стержня (оси), продетого через ступицу катушки. подъемные устройства для погрузки-разгрузки (вилочный автопогрузчик, краны или лебедки, оборудованные стрелой с достаточной грузоподъемностью) ни в коем случае не должны соприкасаться с синтетическим тканевым шлангом или его гибкой защитной оболочкой. Катушки должны устанавливаться на платформе прицепа при помощи деревянных клиньев, прикрепленных к полу прицепа. Ремни, перетянутые через катушки, являются дополнительной действенной защитой. Ширина крепежного ремня должна быть не менее 100 мм.
Скачано с www.znanio.ru
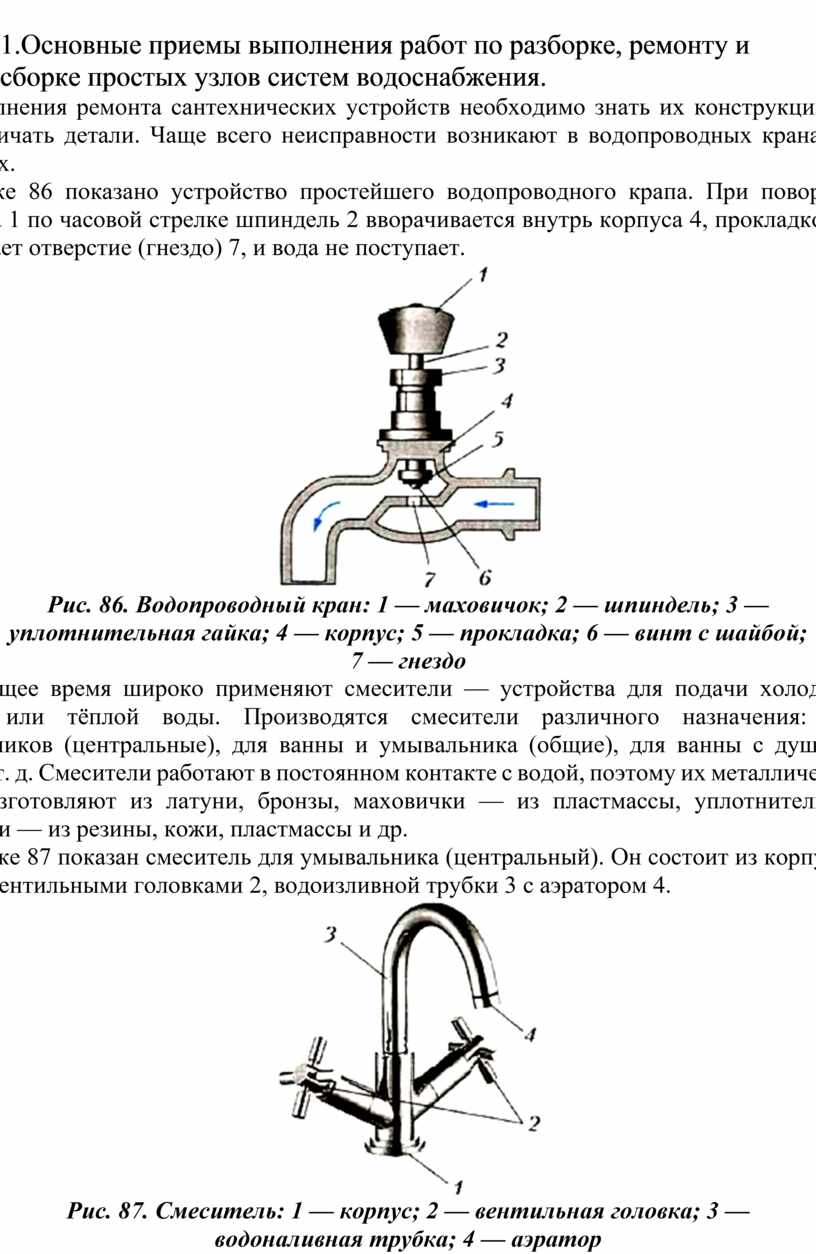
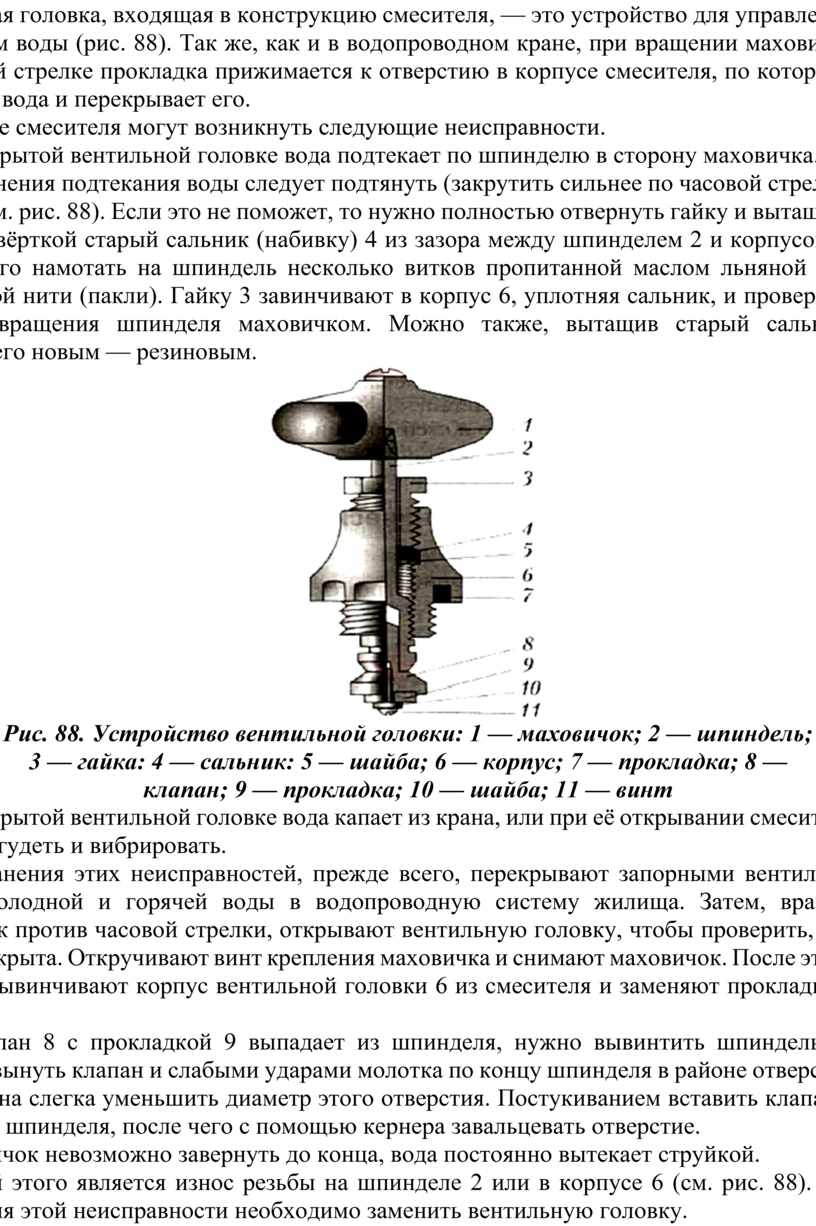
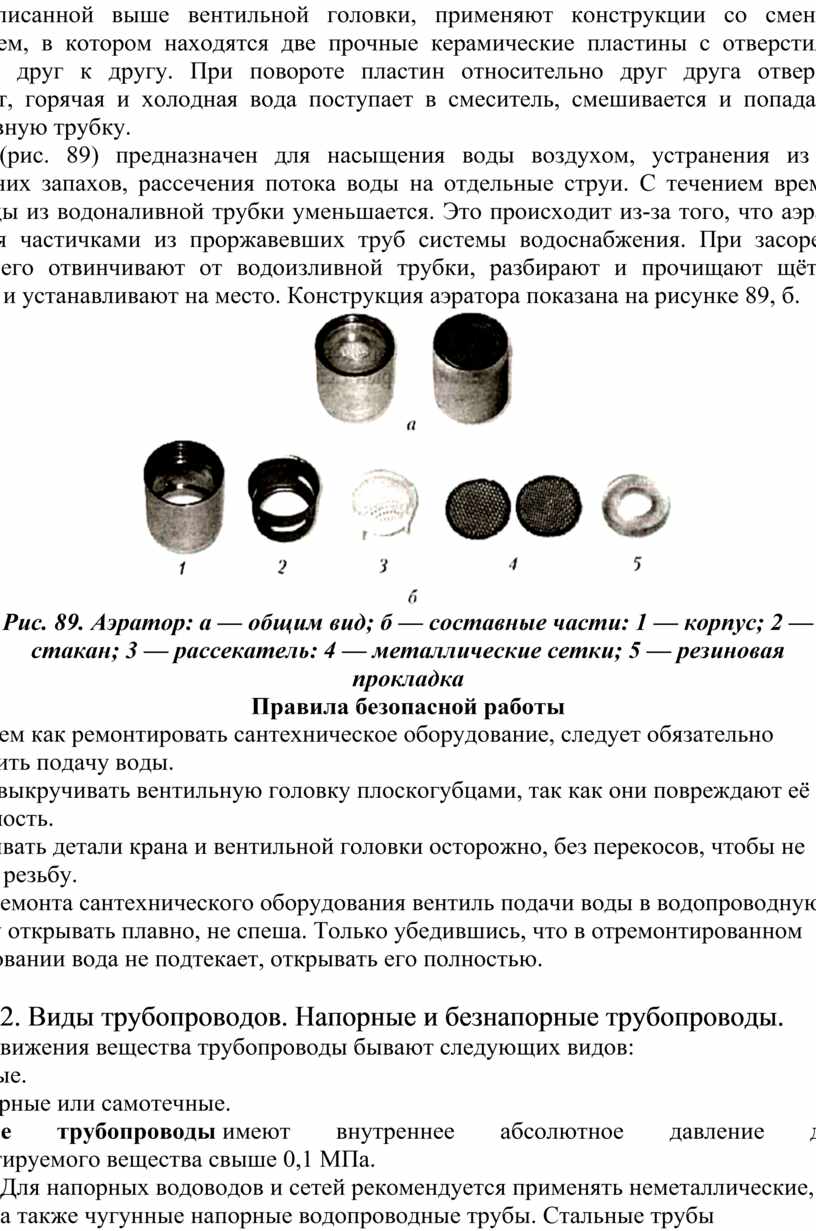

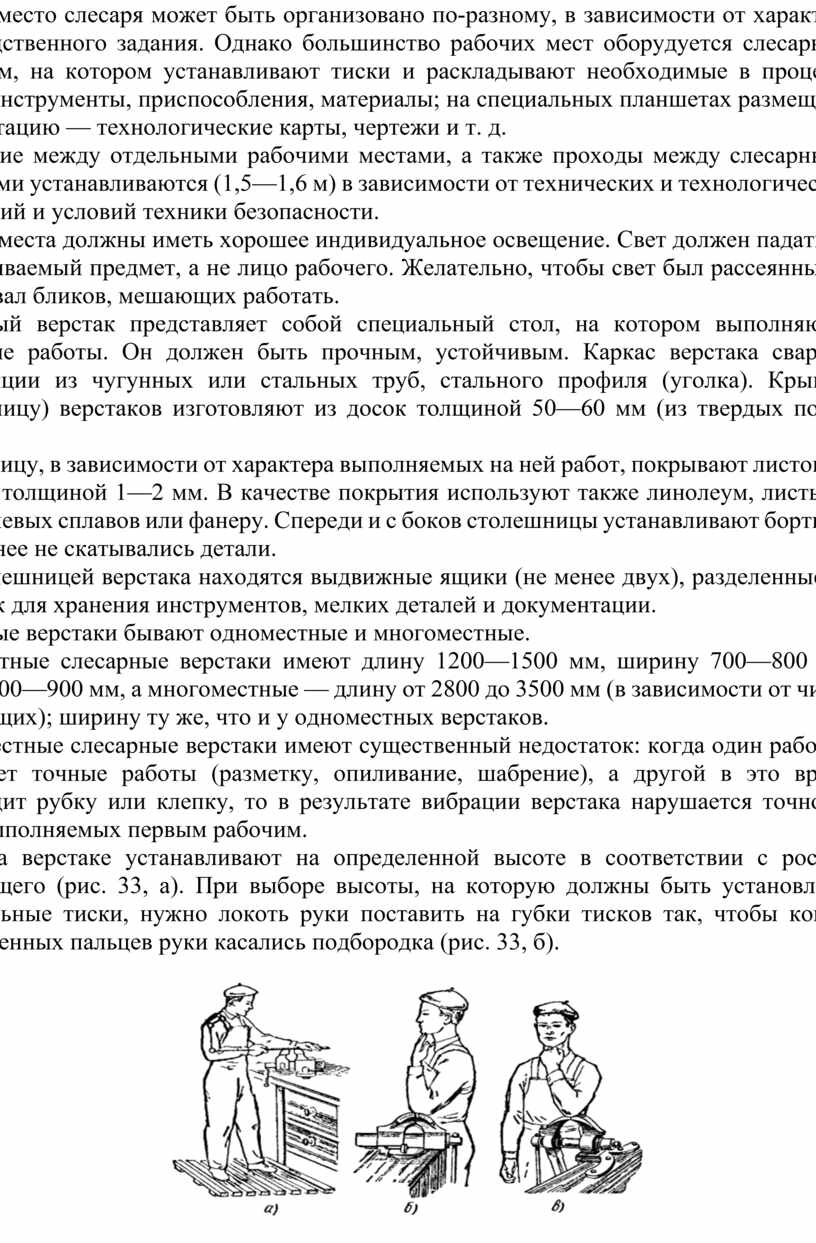
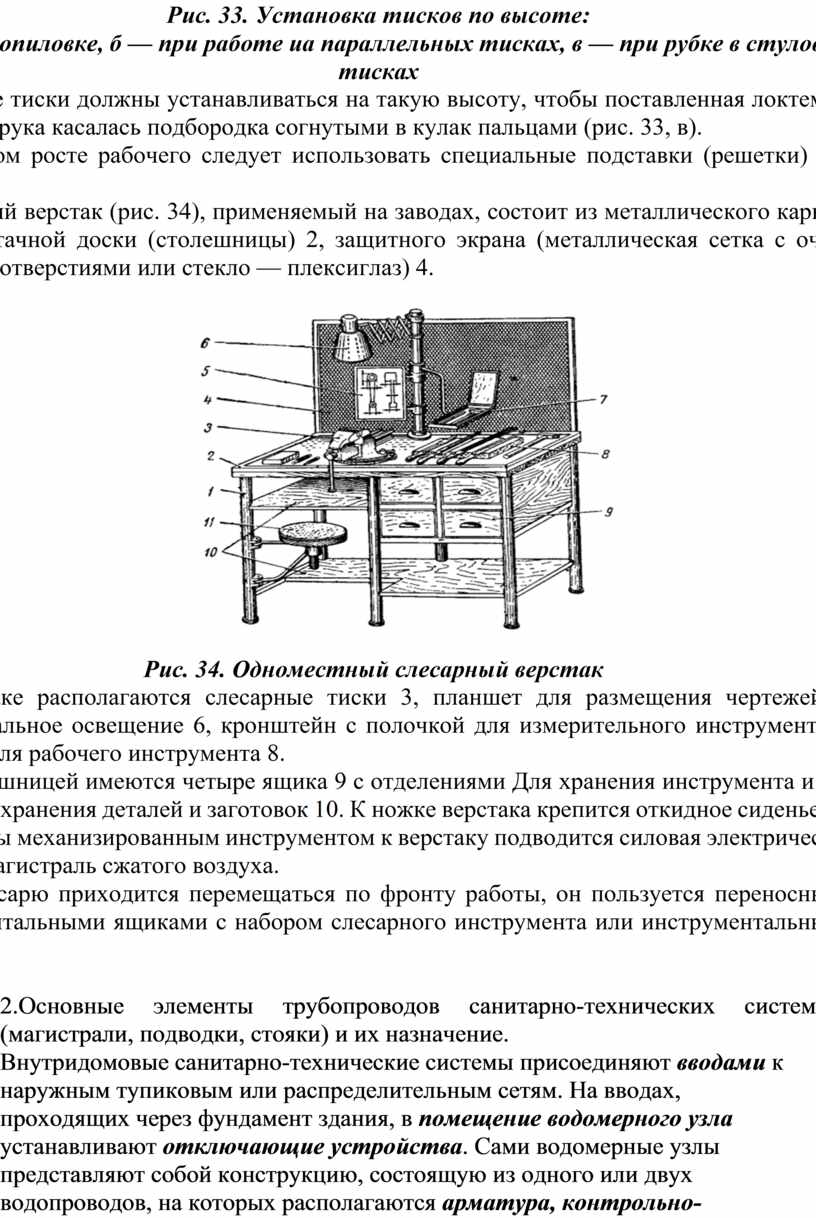
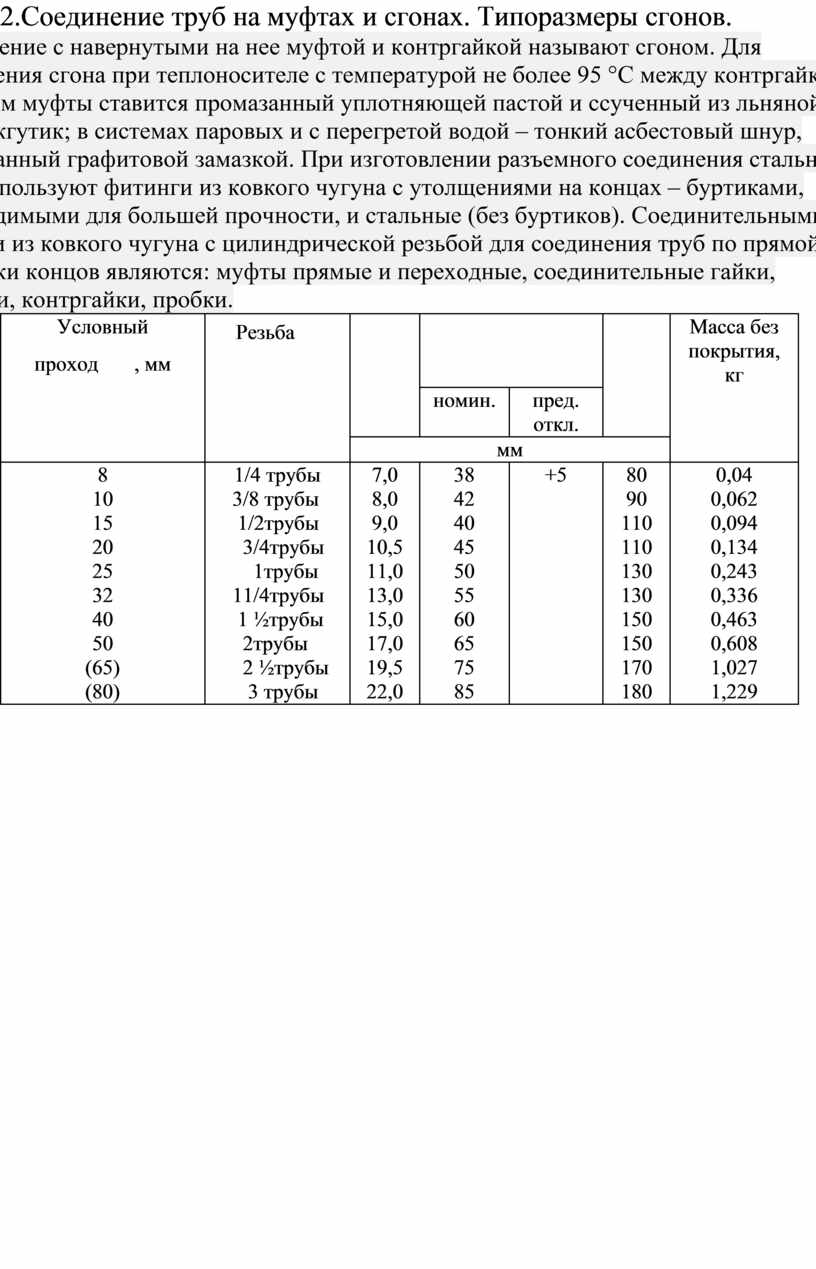
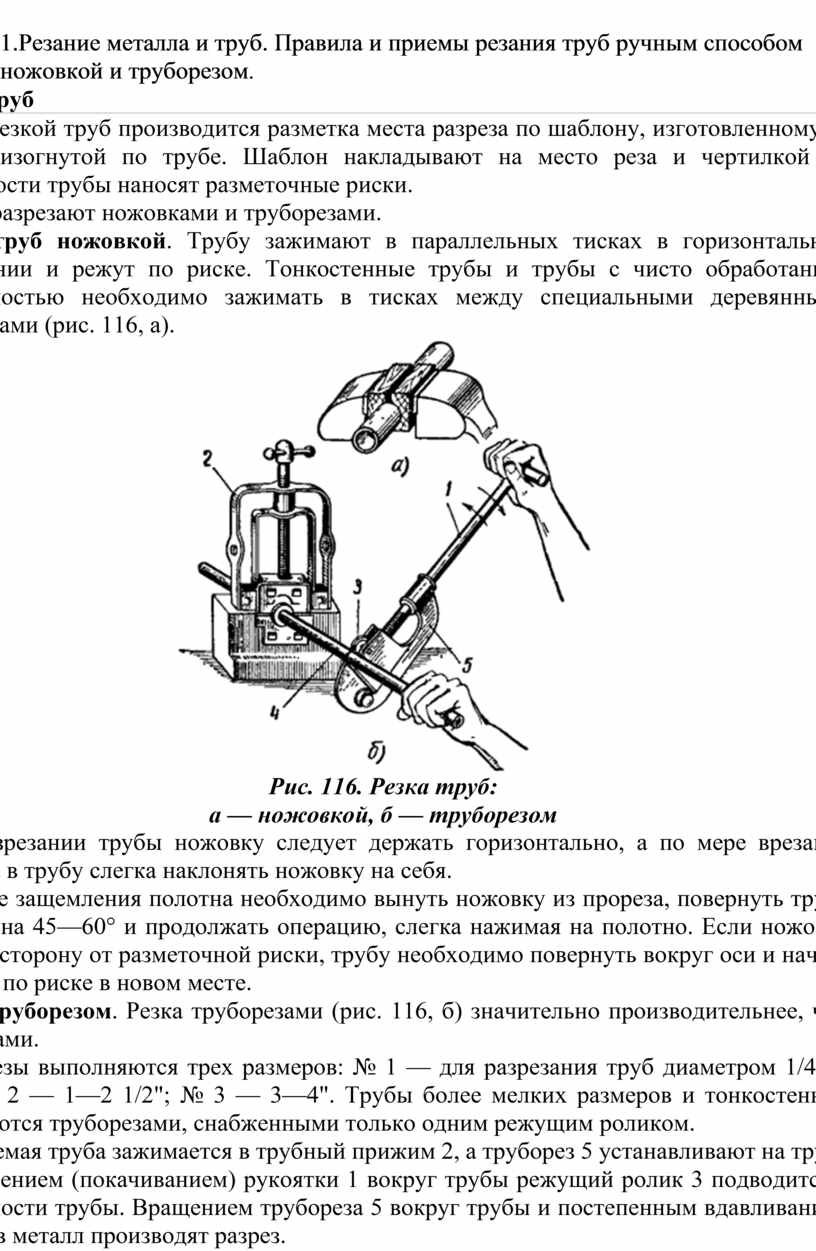

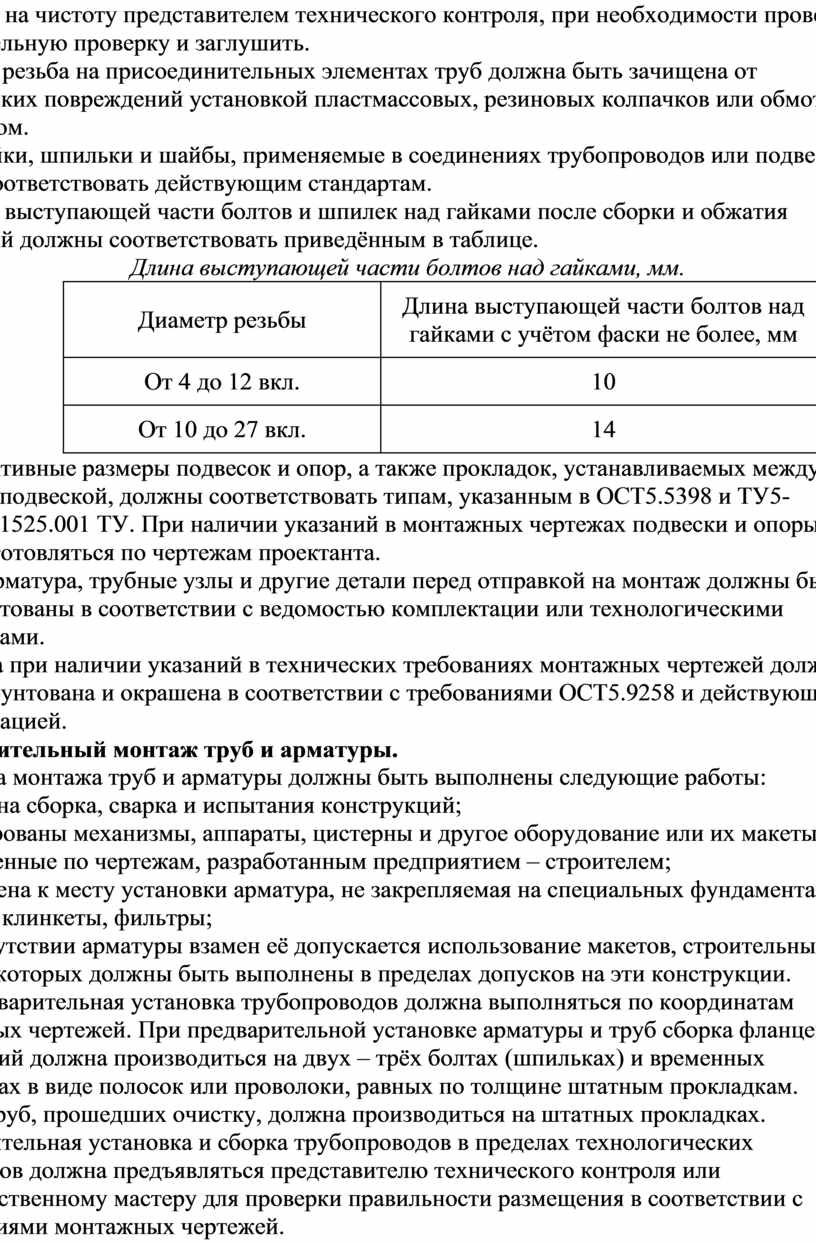
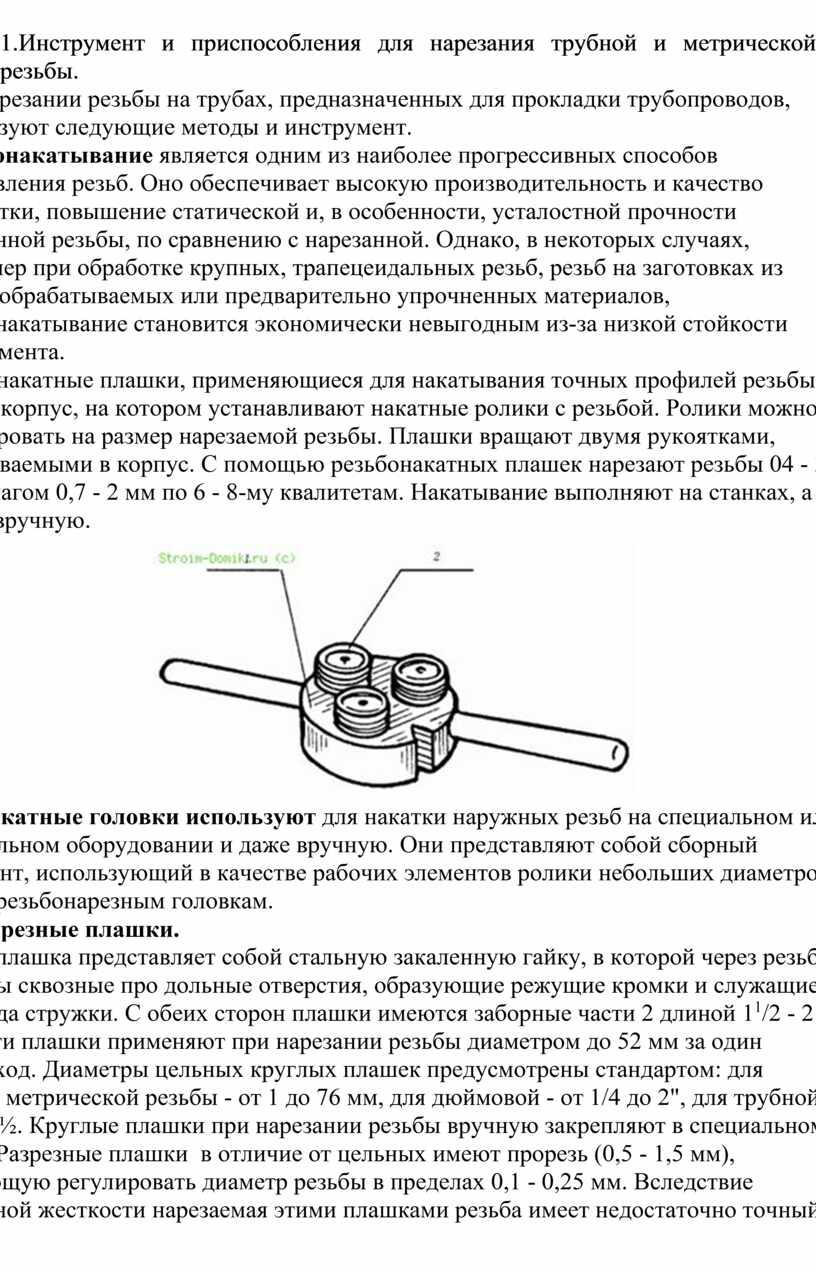
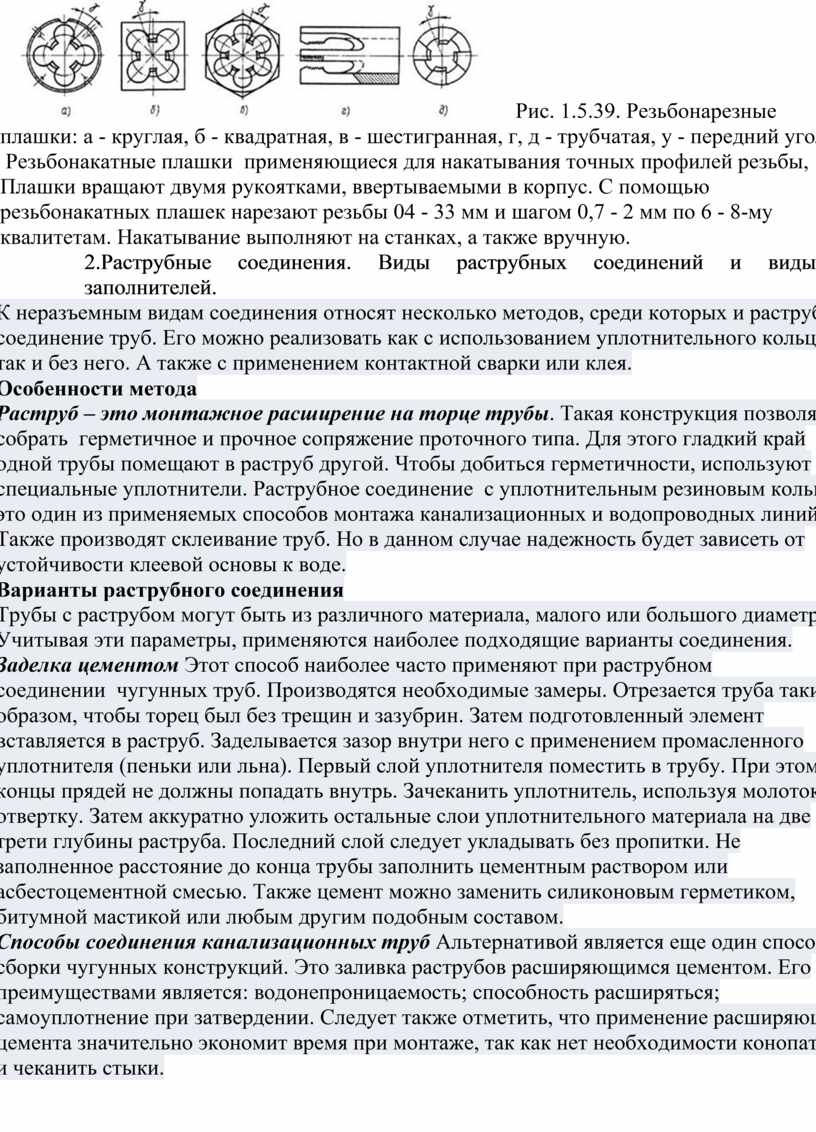


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.