Поделиться

План лекции:
1. Понятие о взаимозаменяемости и ее видах.
2. Понятие о номинальном, действительном и предельных размерах, отклонениях, допусках и посадках.
3. Единые принципы построения систем допусков и посадок для типовых соединений деталей машин.
4. Функциональная взаимозаменяемость.
5. Принципы выбора допусков и посадок.
1.Понятие о взаимозаменяемости и ее видах
Создание современных механизмов, их эксплуатация, ремонт и техническое обслуживание невозможно без использования принципа взаимозаменяемости.
Взаимозаменяемость — свойство независимо изготовленных деталей или сборочных единиц обеспечивать у механизмов и машин работоспособное состояние при сборке и ремонте без специальной подгонки.
Взаимозаменяемыми могут быть отдельные детали (гайки, винты, болты и др.) сборочные единицы (подшипники качения, некоторые узлы механизмов), а также изделия в целом.
Наиболее применимой является полная взаимозаменяемость, когда сборка осуществляется без дополнительной обработки и пригонки.
Это дает возможность отдельные детали и узлы изготовлять на одних, специализированных, заводах или цехах серийного или массового производства, а сборку осуществлять на других.
Иногда по техническим требованиям допуски на размеры деталей необходимо выдерживать настолько малыми, что это становиться нецелесообразным экономически или
трудно выполнить технически. Тогда, для получения требуемой точности,
детали, изготовленные на обычном
оборудовании, с большими допусками,
сортируют на размерные группы, в которых
допуски уменьшаются до нужного значений.
Сборка деталей осуществляется отдельно по каждой размерной группе и называется: селективная сборка.
Такая взаимозаменяемость называется неполной
(ограниченной ) и может быть использована только по отдельным геометрическим параметрам, например при сборке подшипников качения, резьбовых соединений и других высокоточных изделий.
— Полная взаимозаменяемость — это взаимозаменяемость, при которой обеспечивается выполнение всех видов параметров с точностью, позволяющей производить беспригоночную сборку (или замену при ремонте) любых независимо изготовленных деталей в готовые изделия.
— Неполная взаимозаменяемость — это взаимозаменяемость, при которой в результате беспригоночной сборки получают готовое изделие, но для обеспечения заданной точности выходных характеристик (работоспособности изделия) предусматривается возможность выполнения дополнительных операций (для компенсации погрешностей первичных параметров) или групповой подбор деталей с размерами определенной группы (селективная сборка).
— Размерная взаимозаменяемость — это взаимозаменяемость по присоединительным размерам.
— Параметрическая взаимозаменяемость — это взаимозаменяемость по выходным параметрам.
— Внешняя взаимозаменяемость — это взаимозаменяемость отдельных изделий, которые собирают в более крупные по геометрическим и выходным параметрам.
— Внутренняя взаимозаменяемость — это взаимозаменяемость отдельных деталей или сборочных единиц, входящих в изделие по всем параметрам.
— Функциональная взаимозаменяемость — это взаимозаменяемость, при которой точность и другие эксплуатационные показатели деталей, сборочных единиц и комплектующих изделий должны быть согласованы с назначением и условиями работы конечной продукции.
— Взаимозаменяемость по геометрическим параметрам является частным видом функциональной взаимозаменяемости.
Взаимозаменяемость обеспечивается «Единой системой допусков и посадок» (ЕСДП) нормированных системой стандартов.
2. Понятие о номинальном, действительном и предельных размерах, отклонениях, допусках и посадках. Основные термины и определения установлены ГОСТом 25346—82.
Две или несколько подвижно или неподвижно соединенных деталей называются сопрягаемыми.
В соединении деталей, входящих одна в другую, имеются наружные (охватываемые) и внутренние (охватывающие) поверхности.
В соответствии с этим вводятся два термина:
вал — для обозначения наружных (охватываемых) поверхностей (d),
отверстие — для обозначения внутренних (охватывающих) поверхностей (D).
Эти поверхности могут быть не только цилиндрическими, но и плоскими параллельными поверхностями (например, шпонка и паз на валу).
Номинальный размер (D, d, L, I и др.) — размер, служащий началом отсчета отклонений, относительно которого определяются предельные размеры.
Действительный размер — размер, установленный непосредственным измерением с допускаемой погрешностью.
Действительный размер лежит между наибольшим
(Dmax,dmax)и наименьшим (Dmin,dmin) предельными размерами.
Верхнее предельное отклонение ES (es) — алгебраическая разность между наибольшим предельным и номинальным размерами:
ES (es) = Dmax (dmax) - D (d)
Нижнее предельное отклонение El (ei) — алгебраическая разность между наименьшим предельным и номинальным размерами:
ES (es) = Dmin (d min) -D (d)
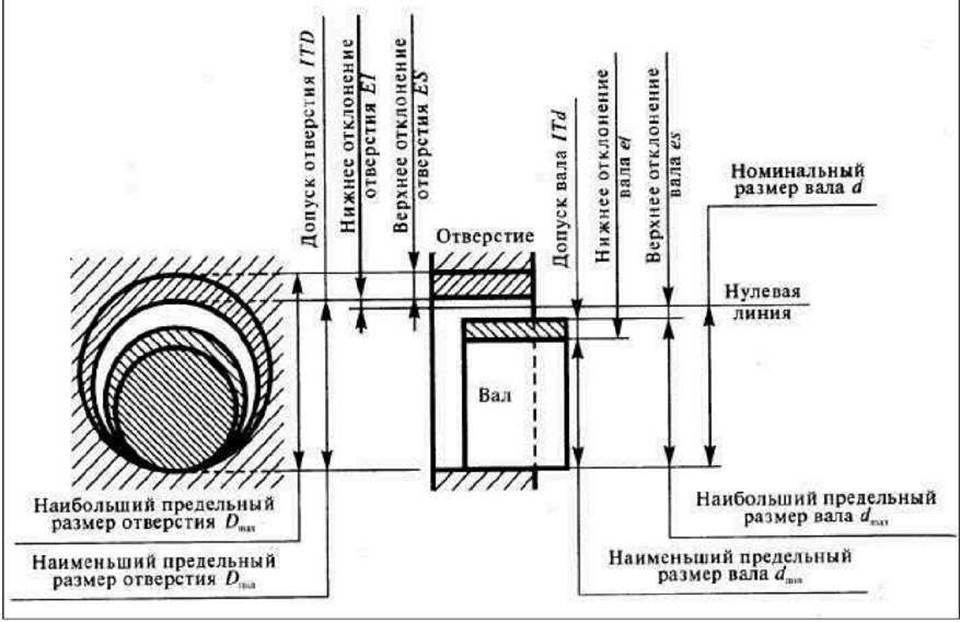
Допуск Т (от латинского Tolerance) — разность между наибольшим и наименьшим предельными размерами или
абсолютное значение алгебраической разности между верхним и нижним отклонениями:
Т = ES(es) - EI(ei).
Посадка – характер соединений, определяемый величиной зазоров или натягов. В зависимости от взаимного
расположения полей допусков различают посадки трех видов: с зазором, с натягом и переходная.
Посадка с зазором – посадка, при которой в соединении обеспечивается гарантированный зазор.
Посадка с натягом – посадка, при которой в соединении обеспечивается гарантированный натяг, поле допуска вала расположено выше поля допуска отверстия.
Переходная посадка — посадка, при которой в соединении возможно появление, как зазора, так и натяга.
3. Единые принципы построения систем допусков и посадок для типовых соединений деталей машин.
• Принцип применения рядов предпочтительных чисел заключается в том, что числовые ряды интервалов размеров, градаций точности и
1 других показателей строятся по одному из оспроизводных рядов предпочтительных чисел.новных или
• Принцип масштабных коэффициентов основан на том, что изменение величины допуска в зависимости от размера подчиняется
2 определенной закономерности, описываемой некоторазмера, называемой единицей допуска. рой функцией
 • Принцип
применения коэффициентов точности заключается в том, что числовые значения
допусков размеров получаются умножением единицы допуска (значения масштабного
коэффициента при среднем в данном
• Принцип
применения коэффициентов точности заключается в том, что числовые значения
допусков размеров получаются умножением единицы допуска (значения масштабного
коэффициента при среднем в данном
3 интервале значении размера) на определенное число (коэффициент точности).
• Принцип применения упрощающих способов построения посадок заключается в использовании двух эквивалентных по простоте способов, при которых расположение поля допуска одной, называемой основной деталью, из двух соединяемых деталей оставляют неизменным,
4 необходимую же посадку обеспеобеспечивает требуемый для посадки зазор или натяг.чивают за счет смещения поля допуска сопрягаемой детали, что
Единые принципы построения систем допусков и посадок для типовых соединений деталей машин.
• Принцип экономии материала при установлении поля допуска основной детали заключается в расположении последнего «в тело»: поле допуска отверстия располагается вверх (в сторону положительных отклонений) при нижнем отклонении EI = 0, а вала — вниз (в сторону отрицательных отклонений) при верхнем отклонении es = 0. Экономия
5 получается в результате того, что допустимые отклонения действительных размеров уменьшают массу основной детали.
•  Принцип
унификации полей допусков предусматривает выделение из общего числа
стандартизованных полей допусков полей допусков 6 предпочтительного
применения.
Принцип
унификации полей допусков предусматривает выделение из общего числа
стандартизованных полей допусков полей допусков 6 предпочтительного
применения.
• Принцип физически обоснованного изменения зазора в зависимости от размера соединения заключается в том, что зазоры и натяги изменяются в
7 зависимости от размера соединения по законам, отвечающим физическим условиям применения посадок.
• Принцип приведения норм точности к определенному температурному режиму указывает на необходимость отнесения стандартизованных предельных отклонений размерных параметров к определенной температуре. Такой температурой является 8 293,15 К (+20°С) по международной практической температурной шкале.
4. Принципы выбора допусков и посадок.
Единая система допусков и посадок
- закономерно построенная совокупность допусков и посадок.
- Для нормирования уровня точности введены
19 квалитетов в порядке снижения точности, которые обозначаются номерами 0,1; 0; 1; 2; ... 17.
Самой высокой точности соответствует квалитет 0,1, самой низкой— 17.
Квалитет — совокупность допусков с постоянной относительной точностью.
Допуски квалитетов 0,1; 0 и 1 предназначены для плоскопараллельных концевых мер длины;
2; 3 и 4 — для гладких калибров пробок и калибров скоб; 5 и 6 — для размеров деталей высокоточных соединений
(подшипники качения, шейки коленчатых валов, шпиндели высокоточных станков и т. п.).
Наиболее распространенными являются квалитеты 7 и 8, которые используют для ответственных соединений в машиностроении, авиационной технике,
автомобилестроении, станкостроении.
Размеры деталей сельскохозяйственной техники, подъемнотранспортного оборудования, текстильных машин выполняют по квалитету 9.
Для деталей, изготовленных литьем и штамповкой, а также допусков на свободные размеры деталей механизмов авиационной и космической техники используют квалитет 12.
Допуски на размеры в деталях общего машиностроения назначают по квалитетам 13-17.
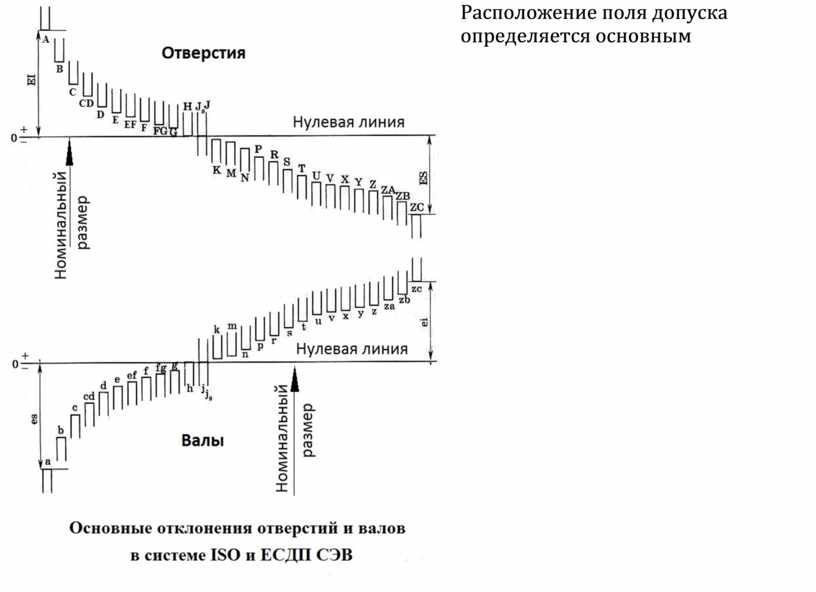
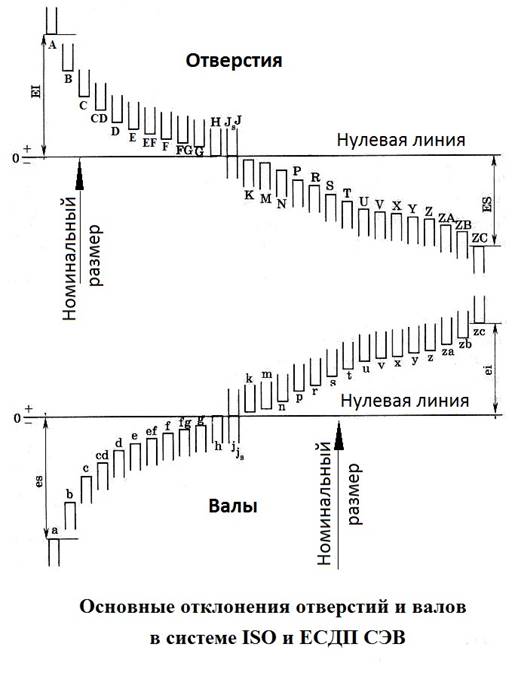 Расположение
поля допуска определяется основным
Расположение
поля допуска определяется основным
отклонения, за которое в
ЕСДП принято отклонение, ближайшее к нулевой линии.
Установлено 28 основных отклонений,
обозначаемых буквами латинского алфавита.
Отклонения от а(А) до h(H) используют для образования посадок с зазором;
от js(Js) до n(N) - переходных посадок;
от р(Р) до zc(ZC) - посадок с натягом.
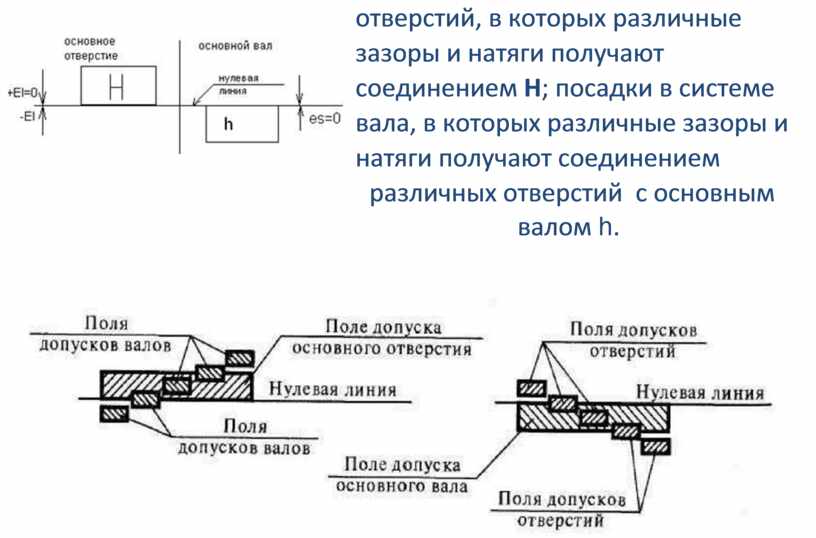
Существуют два основных отклонения, значения которых равны нулю:
основное отверстие Н и основной вал h.
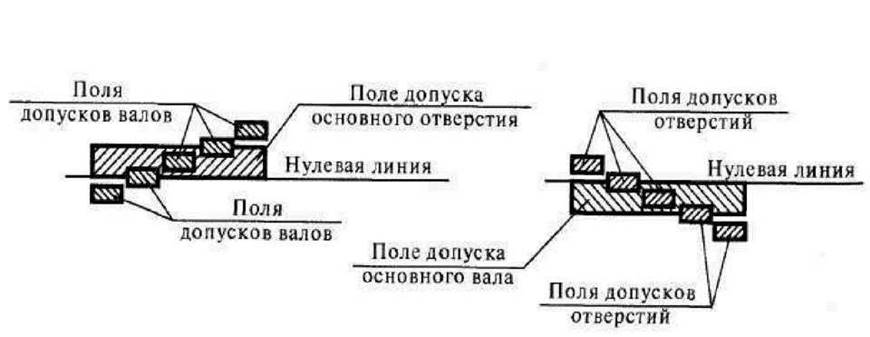
Назначаются посадки в ЕСДП по двум системам: посадки в системе
 отверстий, в которых
различные зазоры и натяги получают
отверстий, в которых
различные зазоры и натяги получают
соединением Н; посадки в системе
вала, в которых различные зазоры и натяги получают соединением
различных отверстий с основным валом h.
 |
которые обеспечивают 90 – 95% посадок общего
применения
1. МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ, СЕРТИФИКАЦИЯ. Шленская Т.В., Чичева-Филатова Л.В., Антонова И.А. Учебно-практическое пособие. – М., МГУТУ, 2004.
2. Метрология стандартизация сертификация. Под редакцией доктора экономических наук, профессора В.М. Мишина - Москва: ЮНИТИ-ДАНА, 2009.- 495 с.
3. Основы метрологии, стандартизации, взаимозаменяемости и сертификации: Учебное пособие для вузов ж. – д. транспорта. – М.: ГОУ «Учебно – методический центр по образованию на железнодорожном транспорте», 2008. – 287с.
4. Иванов И.А. Урушев С.В. Основы метрологии, стандартизации, взаимозаменяемости и сертификации: Учебное пособие для ж.-д. транспорта. – М.: ГОУ «Учебнометодический центр по образованию на железнодорожном транспорте», 2008. – 287 с.
Вопросы для самопроверки (блиц – опрос)
1. Дайте определение взаимозаменяемости.
2. Дайте определение полной взаимозаменяемости.
3. Дайте определение неполной взаимозаменяемости.
4. Дайте определение внутренней взаимозаменяемости.
5. Дайте определение внешней взаимозаменяемости.
6. Дайте определение параметрической взаимозаменяемости.
7. Дайте определение размерной взаимозаменяемости.
8. Сколько размеров имеет деталь?
9. Что понимается под номинальным размером детали?
10. Дайте определение действительного размера детали.
11. Дайте определение предельных размеров деталей.
12. Дайте определение допуска детали.
13. Дайте определение посадки детали.
14. Что такое зазор?
15. Чем характеризуется посадка с зазором?
16. Что такое натяг?
17. Чем характеризуется посадка с натягом?
18. Что такое переходная посадка?
19. Чем характеризуется переходная посадка?
20. Какие бывают посадки?
21. Опишите принципы построения систем допусков и посадок для типовых соединений деталей машин.
22. Опишите принципы выбора допусков и посадок.Что обеспечивает взаимозаменяемость?










Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.