Поделиться

15 Автоматизация сборочных операции тор
автоматизация сборочных операций легче внедряется при, изготовлении нормализованных узлов, например подшипников и подобных элементов массового производства. Развитие комплексной автоматизации производства приводит к созданию линий и автоматических станков, в которых изготовление деталей и их сборка осуществляются на одном агрегате. Это, в частности, широко применяется при изготовлении деталей методом штамповки. Обрабатывать детали и собирать их на одном агрегате очень удобно, так как это облегчает ориентацию деталей в момент сборки.
Автоматизация сборочных операций легче внедряется при изготовлении нормализованных узлов, например подшипников и подобных элементов массового производства.
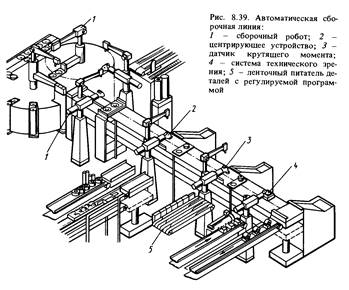
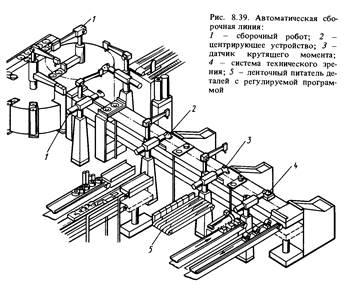
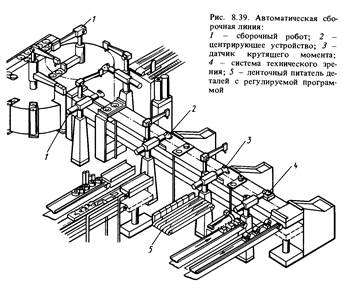
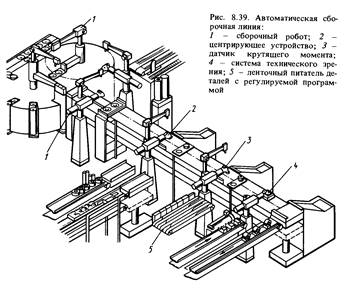
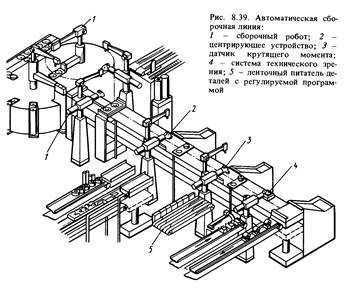
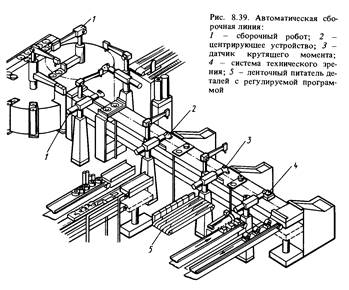
Для автоматизации сборочных операций широко стали применяться роботы типа СКАРА, о которых уже упоминалось в гл. Они удобны тем, что имеют податливость по отношению к горизонтальному усилию и обладают жесткостью по отношению к вертикальному усилию, поэтому с их использованием облегчается вставление валиков и болтов в отверстия и другие подобные операции с ликвидацией ошибки взаимного позиционирования за счет податливости.
При автоматизации сборочных операций целесообразно использовать машины и роботы с адаптивным управлением, способные автоматически приспосабливаться к неизбежным на практике помехам и изменениям в рабочей зоне. В принципе такие роботы могут собирать изделия из неориентированных деталей, поступающих навалом.
Для автоматизации сборочных операций широко стали применяться роботы типа СКАРА, о которых уже упоминалось в гл. Они удобны тем, что имеют податливость по отношению к горизонтальному усилию и обладают жесткостью по отношению к вертикальному усилию, поэтому с их использованием облегчается вставление валиков и болтов в отверстия и другие подобные операции с ликвидацией ошибки взаимного позиционирования за счет податливости.
Наиболее перспективными для автоматизации сборочных операций являются ПР компоновки ScARA, которые отвечают большинству требований, предъявляемых к ПР этого класса.
Максимальная механизация и автоматизация сборочных операций является одной из главных задач в усовершенствовании технологии сборки. В настоящее время в отечественной и зарубежной промышленности имеется много примеров частичной и полной автоматизации сборки машин.
Максимальная механизация и автоматизация сборочных операций является одной из важнейших задач в усовершенствовании технологии сборки. В настоящее время в отечественной и зарубежной промышленности имеется много примеров частичной и полной автоматизации сборки машин. Первым этапом в усовершенствовании сборочного производства является применение более совершенных механизированных инструментов, оборудования и устройств, таких, как дрели, машины для клепки, тарированные ключи, машины для автоматической сборки, паяния и склеивания деталей, различные стенды.
При рассмотрении возможности автоматизации сборочных операций необходимо прежде всего учитывать программу выпуска изделий, так как масштаб выпуска определяет целесообразность проведения работ по механизации и автоматизации сборочных операций, универсализации и маневренности сборочного оборудования.
Трудности на пути автоматизации сборочных операций с помощью роботов связаны с нетехнологичностью конструкций многих собираемых изделий, а также с неопределенностью положения и ориентации деталей. Суммарные погрешности иногда существенно ( на порядок и более) превышают допустимую неточность позиционирования детали при сборке. Для сопряжения деталей в этих условиях применяются пассивные и активные средства адаптации.
Чрезвычайно важным компонентом в автоматизации сборочных операций является технологичность конструкции собираемых изделий. Нелегкий путь прошла автомобильная промышленность. Примером может служить опыт фирмы Фольцваген. Дело пошло только после того, как конструкторы и технологи сели за стол переговоров. [11]
В настоящее время процесс автоматизации сборочных операций охватывает уже сравнительно многочисленные и разнохарактерные виды сборочных работ, но это преимущественно отдельные операции, как бы вкрапленные s общий технологический процесс. Примерами этого могут служить операции автоматической сборки валов роторов электродвигателей единой серии и сборки шарикоподшипников. Оборудование для установки и запрессовки ротора на вал электродвигателя встроено в автоматическую линию, предназначенную для изготовления валов. После запрессовки ротора на вал производится автоматизированная балансировка, включающая также автоматическое удаление излишнего веса металла ротора.
При рассмотрении возможности автоматизации сборочных операций необходимо прежде всего учитывать программу выпуска изделий, так как масштаб выпуска определяет целесообразность проведения работ по механизации и автоматизации сборочных операций, универсализации и маневренности сборочного оборудования. Последнее может быть достигнуто за счет мероприятий организационного характера, однако наиболее перспективным являются механизация процесса сборки, оснащение его различного рода сборочными и контрольными устройствами и автоматизация наиболее типовых сборочных операций. Посадки предназначены для подвижных сопряжений, например для подшипников скольжения, а также для неподвижных сопряжений, например для обеспечения беспрепятственной сборки деталей, что особенно важно при автоматизации сборочных операций.
Многошпиндельные блоки, скомпонованные с базирующими, питающими, транспортными и другими устройствами, превращаются в автоматизированные установки, обеспечивающие повышение производительности труда и высокий уровень механизации и автоматизации сборочных операций. С помощью таких автоматизированных установок целесообразно завертывать шпильки и гайки головок цилиндров, блоков цилиндров, картеров коробок передач, болты крепления крышек коренных подшипников блоков цилиндров, собирать шатуны с крышками и другие групповые резьбовые соединения.
Анализ основных методических положений непрерывной сборки машин с учетом современных проблем комплексной механизации и автоматизации производства показывает, что при переходе с ручной непрерывной сборки на автоматическую не возникает каких-либо новых проблем или специфических вопросов, которые могли бы показать устарелость освещенных в научно-технической литературе представлений в области осуществления непрерывного процесса сборки. Однако при автоматизации сборочных операций появляется много технических и экономических проблем иного характера. Несмотря на кажущийся типично ручной характер сборочных работ, сборка не только поддается механизации и автоматизации, но и нередко оказывается наиболее прогрессивным процессом машиностроительного производства. Но при этом необходимо правильно соразмерять намечаемые средства механизации и автоматизации с масштабом производства, степенью его стабильности и требуемой точностью сборки. Следует также учитывать, что достижение полной взаимозаменяемости не всегда экономически целесообразно, и в таких случаях находит применение селективная сборка, при которой собираемые детали предварительно подразделяются на ряд размерных групп, что обеспечивает весьма высокую точность сборки путем сопряжения деталей соответствующих размерных групп. Автоматизации производственных процессов как основному фактору повышения количества и качества выпускаемой продукции и снижения ее себестоимости в последние годы уделяется очень большое внимание. В этом отношении автоматизация сборочных операций дает особую эффективность и. Автоматическая сборка эффективна еще и тем, что способствует стабилизации всего предшествующего производственного процесса, а следовательно, повышает качество изделия в целом.
Необходимо расширить заводской выпуск оборудования и средств автоматизации в литейных, кузнечных и штамповочных цехах, а также усилить работу в этой области для вспомогательных операций, таких, как нагревательные и холодильные, моечно-сушильные, окрасочные, укупорочные. Особое внимание следует уделить вопросам автоматизации сборочных операций, которые в ряде производств составляют 50 - 60 процентов общей трудоемкости. Имея в виду, что на контрольных операциях в настоящее время занято в среднем 10 - 20 и даже более процентов от числа производственных рабочих, а на транспортных операциях - 5 - 10 процентов, проведение работ по автоматизации контрольных и транспортных операций даст возможность перевести большое число вспомогательных рабочих в основное производство.
Приведенные данные говорят о том, что трудоемкость сборочных работ необходимо всемерно снижать. Сделать это можно за счет сокращения времени на ручные операции, широкого внедрения механизации иавтоматизации сборочных операций, предварительных автономных испытаний узлов и агрегатов.
Если в области механической обработки деталей цехи оснащены самым совершенным оборудованием вплоть до автоматических линий, то в такой большой области производственных процессов, какой является производственный цикл сборки, еще очень мало сделано в отношении автоматизации трудоемких операций. Опыт применения полуавтоматических станков и автоматов для сборки деталей, имеющийся на некоторых наших заводах и, в частности, на Горьковском автомобильном заводе им. Молотова, показывает, чтоавтоматизация сборочных операций может и должна во многих случаях получить широкое распространение на всех заводах поточно-массового производства.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.