Поделиться

Численность основных рабочих занятых на изготовлении
сварной конструкции
Методика определения численности основных рабочих зависит от характера производственных процессов и организации труда. На работах технологического характера, которые выполняются рабочими-сдельщиками, непосредственно воздействующие на предмет труда с помощью оборудования и инструмента, численность определяется, как правило, исходя из трудоемкости работ. На аппаратурных и агрегатных работах, где действия рабочих заключаются в основном в управлении механизированными и автоматизированными процессами, численность рабочих рассчитывается по нормам обслуживания или нормативам численности.
При определении численности основных рабочих по трудоемкости работ исходными данными являются:
- Объем производственной программы
- Норма времени или норма выработки
- Среднее число часов работы 1 рабочего в год
- Плановый коэффициент выполнения норм выработки
Расчет основных рабочих - сдельщиков начинают с определения нормативной трудоемкости производственной программы. Исходными данными для этого расчета являются ведомости норм и расценок, на основе которых определяются суммарные нормы затрат рабочего времени по отдельным деталям, а затем узлам и изделиям. Прежде всего определяют нормативную трудоемкость 1 детали путем суммирования норм времени на все операции технологического процесса ее изготовления. Суммируя затраты нормированного времени по всем деталям (сборочным, отделочным и другим), заключительной операцией получается нормативная трудоемкость изготовления 1 изделия, на основе которого определяется нормативная трудоемкость всей сопоставимой продукции.
К рабочим относятся работники предприятия, непосредственно занятые созданием материальных ценностей или оказанием производственных и транспортных услуг. Рабочие подразделяются на основных и вспомогательных. К основным относятся рабочие, которые непосредственно связаны с производством продукции, к вспомогательным рабочие, которые обслуживают процесс производства, хотя это деление очень условное.
Расчёт численности основных производственных рабочих, занятых на изготовлении «Трубы с отводом», определится по каждой операции отдельно (см. таблицу 1)
Таблица 1
Численность основных производственных рабочих
|
№ п/п |
Действие операции по маршрутной карте |
Профессия Разряд |
Количество работников |
|
1
|
Получить у мастера участка задание на изготовление изделия «Трубы с отводом» и инструктаж по безопасным приемам выполнения работы |
слесарь 3 разр. сварщик 4 разр. |
1 1 |
|
2 |
Изучить чертеж, технологический процесс и маршрутную карту на изготовление изделия «Трубы с отводом» |
слесарь 3 разр. сварщик 4 разр. |
1 1 |
|
3 |
Подготовить, осмотреть инструмент и оборудование для выполнения работы на предмет его целостности и соответствия ПТБ |
сварщик 4 разр. слесарь 3 разр.
|
1 1 |
|
4 |
Осмотреть и принять рабочее место на соответствие требованиям наряда-допуска |
сварщик 4 разр. слесарь 3 разр. |
1 1 |
|
5 |
Складировать и выполнить входной контроль основного и сварочного материала |
сварщик 4 разр. слесарь 3 разр. |
1 1 |
|
6 |
Выполнить разметку и правку основного материала в соответствии с чертежом и технологическим процессом |
слесарь 3 разр.
|
1 |
|
7 |
Разрезать газорезательной аппаратурой (резак пропановый) детали для изготовления изделия |
сварщик 4 разр. |
1 |
|
8 |
Обработать острые кромки, околошовные зоны деталей согласно требованиям |
слесарь 3 разр.
|
1 |
|
9 |
Выполнить сборку изделия с помощью прихваток и пооперационный контроль |
сварщик 4 разр. слесарь 3 разр. |
1 1 |
|
10 |
Выполнить сварку изделия «Трубы с отводом» и очистку сварных швов от шлака (подготовка сварных швов под контроль) |
сварщик 4 разр. |
1 |
|
11
|
Выполнить заключительный контроль сварных швов и устранить дефекты |
сварщик 4 разр. |
1 |
|
12 |
Уборка рабочего места |
сварщик 4 разр. слесарь 3 разр. |
1 |
|
Итого : |
слесарь 3 разр. сварщик 4 разр. |
1 1 |
|
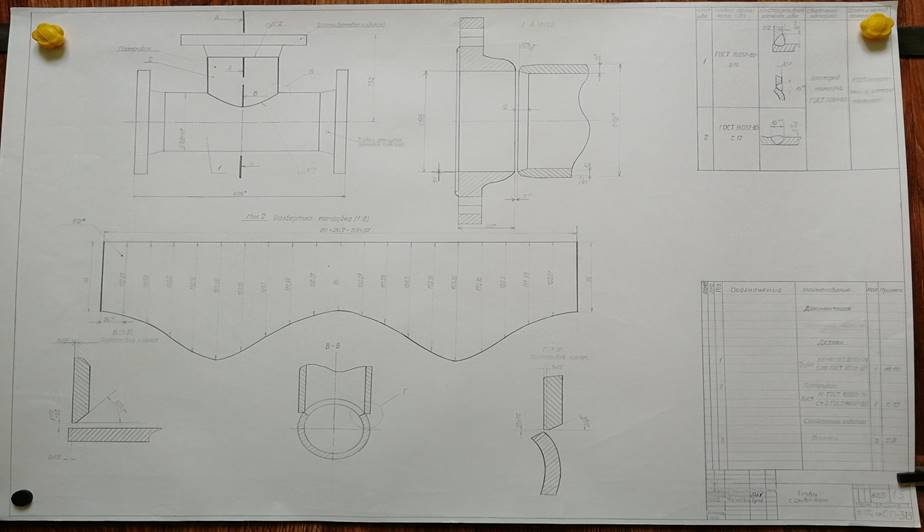
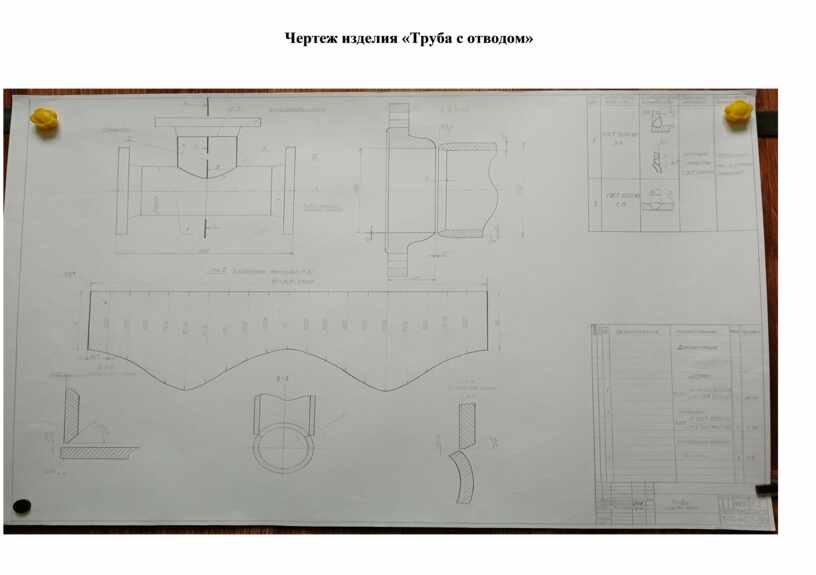
Чертеж изделия «Труба с отводом»
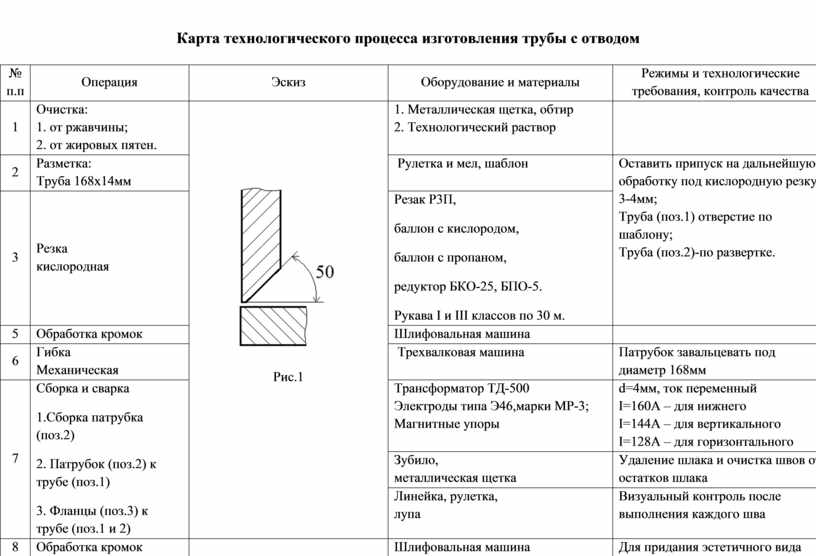
Карта технологического процесса изготовления трубы с отводом
|
№ п.п |
Операция |
Эскиз |
Оборудование и материалы |
Режимы и технологические требования, контроль качества |
|
1 |
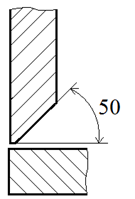
Очистка: 1. от ржавчины; 2. от жировых пятен. |
Рис.1
|
1. Металлическая щетка, обтир 2. Технологический раствор
|
|
|
2 |
Разметка: Труба 168x14мм |
Рулетка и мел, шаблон
|
Оставить припуск на дальнейшую обработку под кислородную резку 3-4мм; Труба (поз.1) отверстие по шаблону; Труба (поз.2)-по развертке. |
|
|
3 |
Резка кислородная |
Резак Р3П, баллон с кислородом, баллон с пропаном, редуктор БКО-25, БПО-5. Рукава I и III классов по 30 м. |
||
|
5 |
Обработка кромок |
Шлифовальная машина |
|
|
|
6 |
Гибка Механическая |
Трехвалковая машина |
Патрубок завальцевать под диаметр 168мм |
|
|
7 |
Сборка и сварка 1.Сборка патрубка (поз.2) 2. Патрубок (поз.2) к трубе (поз.1) 3. Фланцы (поз.3) к трубе (поз.1 и 2) |
Трансформатор ТД-500 Электроды типа Э46,марки МР-3; Магнитные упоры |
d=4мм, ток переменный I=160А – для нижнего I=144А – для вертикального I=128А – для горизонтального |
|
|
Зубило, металлическая щетка |
Удаление шлака и очистка швов от остатков шлака |
|||
|
Линейка, рулетка, лупа |
Визуальный контроль после выполнения каждого шва |
|||
|
8 |
Обработка кромок |
|
Шлифовальная машина |
Для придания эстетичного вида |
|
9 |
Контроль качества |
|
Рулетка, лупа |
ВИК – 100% УЗД – 100% |

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.