В материале рассматриваются простейшие правила обычной контактной пайки. Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим электрическим паяльником с медным жалом. Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой. Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.Доклад Советы и рекомендации по правильной пайке
Как правильно паять? Советы и рекомендации по правильной пайке.
Прежде чем начать рассматривать вопрос: ”Как правильно паять?”
Нужно обозначить одно но… Пайка бывает разная.
Нужно понимать, что существует большая разница в методике пайки
здоровенного резистора мощностью 2 Ватта на обычную печатную плату и,
например, микросхемы BGA на многослойную плату сотового телефона. Если
в первом случае можно обойтись простейшим электрическим паяльником
мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае
потребуется применение таких приборов, как термовоздушная станция,
безотмывочный флюс, паяльная паста, трафареты и, возможно, станция
нижнего подогрева плат. Как видим, разница существенная. В каждом
конкретном случае нужно выбирать тот метод пайки, который является
наиболее подходящим для конкретного вида монтажа. Так для пайки
микросхем в планарном корпусе лучше применять термовоздушную пайку, а
для монтажа обычных выводных резисторов,
крупногабаритных
электролитических конденсаторов стоит применять контактную пайку
электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки. Для начала
начинающему радиолюбителю вполне достаточно освоить обычную
контактную пайку простейшим электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и
паяльный инструмент. Первое правило качественной пайки – это чистота
спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине,
выводы покрываются окислами и загрязнениями. Но с этими незначительными
загрязнениями, как правило, справляется флюс, который применяют в
процессе пайки. Если же видно, что выводы радиодеталей или медные
проводники сильно загрязнены или покрыты окислом (зеленоватого или
тёмносерого цвета), то перед пайкой их нужно очистить либо перочинным
ножом, либо наждачной бумагой. Особенно это актуально, если при сборке
электронного устройства применяются радиодетали, бывшие в употреблении.
На их выводах обычно образуется тёмный налёт. Это окисел, который будет
препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и
ровным слоем припоя. Если обратить внимание на выводы новых
радиодеталей, то в большинстве случаев можно заметить, что их выводы и
контакты залужены. Пайка лужёных выводов происходит быстрее и
качественнее, так как отпадает необходимость в предварительной подготовкевыводов к пайке. Лужение провода и выводов радиоэлементов легко
проводить обычным электрическим паяльником с медным жалом. Как
известно, при подготовке паяльника к работе также производят лужение
медного жала. Чтобы залудить медный проводник для начала удаляют с его
поверхности изоляцию и очищают от загрязнений, если таковые имеются.
Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса
применяется кусковая канифоль, то медный провод можно положить на кусок
канифоли и коснуться провода хорошо прогретым жалом паяльника.
Предварительно на жало паяльника необходимо взять немного припоя. Далее
движением вдоль провода распределяем расплавленный припой по
поверхности проводника, стараясь как можно лучше и равномернее прогреть
сам проводник. При этом кусковая канифоль плавиться и начинает
испаряться под действием температуры. На поверхности проводника должно
образоваться ровное покрытие оловянносвинцовым припоем без комочков и
катышков.
Лужение медного провода Расплавившаяся канифоль способствует
уменьшению поверхностного натяжения расплавленного припоя и улучшает
смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае
– канифоли) обеспечивается равномерное покрытие проводника тонким слоем
припоя. Также флюс способствует удалению загрязнений и предотвращает
окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры. Перед началом пайки
необходимо включить электрический паяльник и подождать, пока его жало
хорошо прогреется и температура его достигнет значения 180 – 2400 C. Так
как у обычного паяльника нет индикации температуры жала, то судить о
достаточном нагреве жала можно по вскипанию канифоли. Для проверки
нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если
канифоль плохо плавиться и медленно растекается по жалу паяльника, то он
ещё недогрет. Если же происходит вскипание канифоли и обильное выделение
пара, то паяльник готов к работе. В случае пайки недогретым паяльником,
припой будет иметь вид кашицы, будет быстро застывать, а поверхность
паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком.
Такая пайка является некачественной и быстро разрушается. Качественный
паяный контакт имеет характерный металлический глянец, а его поверхность
ровная и блестит на солнце. Также при пайке различных радиодеталей стоит
обращать внимание на площади спаиваемых поверхностей. Чем больше
площадь проводника, например, медной дорожки на печатной плате, тем
мощнее должен быть паяльник. При пайке происходит теплопередача и кроме
самого места пайки происходит и побочный прогрев радиодетали или
печатной платы. Если от места пайки происходит существенный теплоотвод,
то маломощным паяльником невозможно хорошо прогреть место пайки и
припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком
случае нужно либо дольше нагревать спаиваемые поверхности (что не всегдавозможно или не приводит к желаемому результату), либо применять более
мощный паяльник. Для пайки малогабаритных радиоэлементов и печатных
плат с плотным монтажом лучше использовать паяльник мощностью не более
25 Ватт. Обычно в радиолюбительской практике используются паяльники
мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При
эксплуатации электрического паяльника стоит регулярно проверять
целостность изоляции сетевого шнура, так как в процессе работы нередки
случаи её повреждения и случайного оплавления разогретыми частями
паяльника. При запаивании либо выпаивании радиодетали с печатной платы
желательно следить за временем пайки и ни в коем случае не перегревать
печатную плату и медные дорожки на её поверхности свыше 2800 C. Если
произойдёт перегрев платы, то она может деформироваться в месте нагрева,
произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте
нагрева. Температура свыше 2402800 C является критической для
большинства радиоэлементов. Перегрев радиодеталей во время пайки может
вызвать их порчу. При спайке деталей очень важно жёстко их зафиксировать.
Если этого не сделать, то любая вибрация или смещение нарушит качество
пайки, так как припою требуется несколько секунд для того чтобы
затвердеть. Для того чтобы качественно производить пайку деталей “на весу”
и избежать смещения или вибрации во время остывания паяного контакта
можно использовать приспособление, которое в быту радиолюбителей
называется “третья рука”. «Третья рука» Такое нехитрое устройство позволит
не только легко и без особых усилий производить пайку деталей, но и избавит
от ожогов, которые можно получить, если придерживать детали во время
пайки рукой. «Третья рука» в работе Меры безопасности при пайке. В
процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще
всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как
правило, является спешка и плохая организация рабочего места. Нужно
помнить, что в процессе пайки не стоит прикладывать больших усилий к
паяльнику. Нет смысла давить им на печатную плату в надежде быстрого
расплавления паяного контакта. Нужно дождаться, когда температура в месте
пайки достигнет необходимой. В противном случае возможно соскальзывание
жала паяльника с платы и случайное касание раскалённым металлом пальцев
рук или ладони. Поверьте, ожоговые раны очень долго заживают ! Также
стоит держать глаза подальше от места пайки. Нередки случаи, что при
перегреве печатная дорожка на плате отслаивается с характерным
вспучиванием,
что ведёт к разбрызгиванию мельчайших капелек
расплавленного припоя. Если есть защитные очки, то стоит применить их. Как
только будет получен достаточный опыт пайки, то от защитных очков можно
отказаться. Производить пайку желательно в хорошо проветриваемом
помещении. Пары свинца и канифоли вредны для здоровья. Если нет
возможности проветривать помещение, то стоит делать перерывы между
работой.Полная версия расположена по ссылке: http://elektromaster.org/sovetyii
rekomendatsiipopravilnoypayke.html
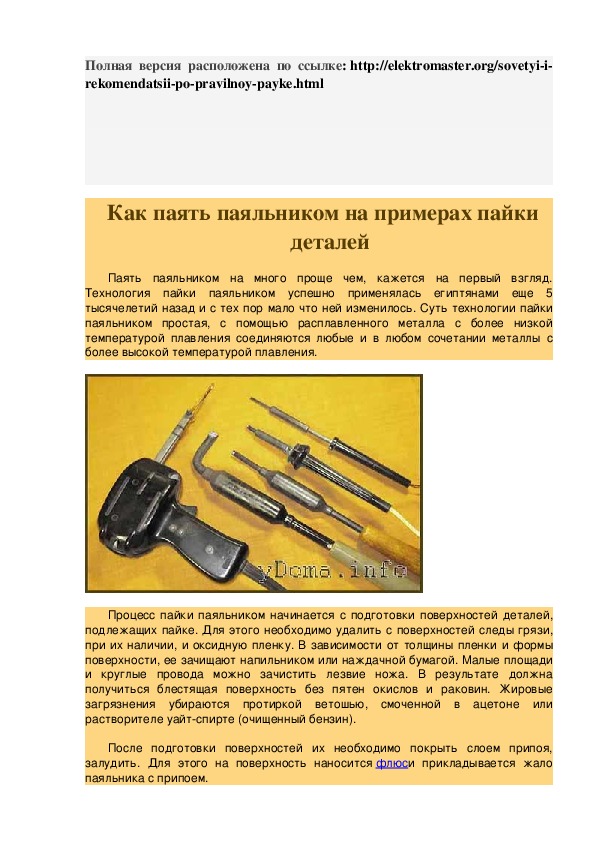
Как паять паяльником на примерах пайки
деталей
Паять паяльником на много проще чем, кажется на первый взгляд.
Технология пайки паяльником успешно применялась египтянами еще 5
тысячелетий назад и с тех пор мало что ней изменилось. Суть технологии пайки
паяльником простая, с помощью расплавленного металла с более низкой
температурой плавления соединяются любые и в любом сочетании металлы с
более высокой температурой плавления.
Процесс пайки паяльником начинается с подготовки поверхностей деталей,
подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи,
при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы
поверхности, ее зачищают напильником или наждачной бумагой. Малые площади
и круглые провода можно зачистить лезвие ножа. В результате должна
получиться блестящая поверхность без пятен окислов и раковин. Жировые
загрязнения убираются протиркой ветошью, смоченной в ацетоне или
растворителе уайтспирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя,
залудить. Для этого на поверхность наносится флюси прикладывается жало
паяльника с припоем.Для лучшей передачи тепла от жала паяльника к детали нужно
прикладывать жало так, что бы площадь соприкосновения была максимальной.
Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры
расплавленного припоя спаиваемые поверхности. При недостаточном прогреве
пайка получится матовой низкой механической прочности. При перегреве припой
не будет растекаться по поверхности спаиваемых деталей и пайка вообще не
получится.
После выполнения выше описанной подготовки детали прикладываются друг
к другу, и выполняется пайка электрическим паяльником. Время пайки в
зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие
радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как
только припой равномерно растечется по поверхностям деталей, паяльник
отводится в сторону. Смещение деталей относительно друг друга до полного
затвердевания припоя не допустимо, иначе механическая прочность и
герметичность пайки будет низкой. Если такое случайно произошло, то нужно
заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается
окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо
очищать. Для очистки удобно использовать увлажненный кусок поролона любой
плотности. Достаточно быстро провести жалом по поролону и вся грязь
останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в
обязательном порядке должны быть облужены. Это гарантия качества паяного
соединения и получения удовольствия от работы. Если Вы не имеете опыта
работы с паяльником, то перед выполнением ответственных работ по пайке
паяльником нужно сначала немного потренироваться. Начинать проще с
одножильного медного провода, каким делают электропроводку. Первым делом
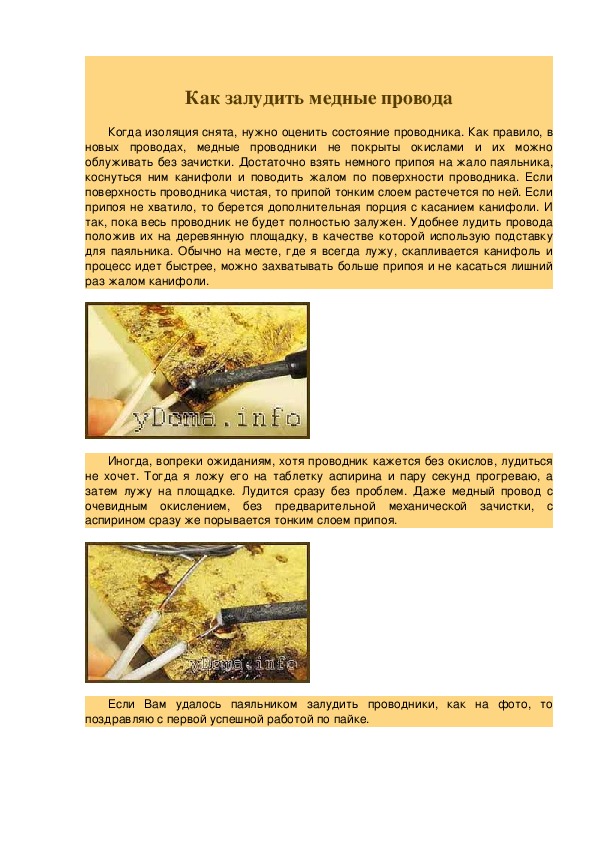
нужно снять с проводника изоляцию.Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в
новых проводах, медные проводники не покрыты окислами и их можно
облуживать без зачистки. Достаточно взять немного припоя на жало паяльника,
коснуться ним канифоли и поводить жалом по поверхности проводника. Если
поверхность проводника чистая, то припой тонким слоем растечется по ней. Если
припоя не хватило, то берется дополнительная порция с касанием канифоли. И
так, пока весь проводник не будет полностью залужен. Удобнее лудить провода
положив их на деревянную площадку, в качестве которой использую подставку
для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и
процесс идет быстрее, можно захватывать больше припоя и не касаться лишний
раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться
не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а
затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с
очевидным окислением, без предварительной механической зачистки, с
аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то
поздравляю с первой успешной работой по пайке.С первого раза получить хорошую пайку паяльником сложно. Причин этому
может быть несколько. Паяльник слишком нагрет для данного вида припоя,
определить это можно по быстро образующейся темной пленке окислов на
припое, который находится на жале паяльника. При чрезмерном нагреве жала
паяльника, рабочая лопатка жала покрывается окислом черного цвета и припой
на жале не удерживается. Температура жала паяльника не достаточна. В этом
случае пайка получается рыхлой и выглядит матовой. Тут может помочь только
применение регулятора температуры. Недостаточный прогрев провода при
облуживании, бывает при малом количестве припоя на рабочей части жала.
Площадь соприкосновения получается маленькой, и тепло плохо передается
проводнику. Практиковаться нужно до тех пор, пока не получится залудить
провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя
виде наплывов. Для того, что бы получился тонкий и равномерный слой нужно
провод расположить вертикально, концом вниз, паяльник вертикально жалом
вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало
паяльника. Только перед этой операцией нужно удалить весь припой с жала,
ударив ним легонько о подставку. Таким способом можно убирать излишки с
места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный
медный провод, задача несколько сложнее, особенно если провод покрыт
окислом. Снять оксидную пленку механическим способом затруднительно, нужно
расплести проводники и зачистить каждые по отдельности. Когда я снял
изоляцию с проводов термическим способом, то обнаружил, что верхний
проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый
сложный случай для лужения. Но лудятся они с такой, же легкостью, как и
одножильные.Первое что необходимо это положить проводник на таблетку аспирина и
прогревая паяльником подвигать, что бы все проводники провода смочились
составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь
разницей, что нужно прижимать провод жалом паяльника к площадке и в
процессе облуживания провод вращать в одну сторону, что бы проводники
сплелись в единое целое.
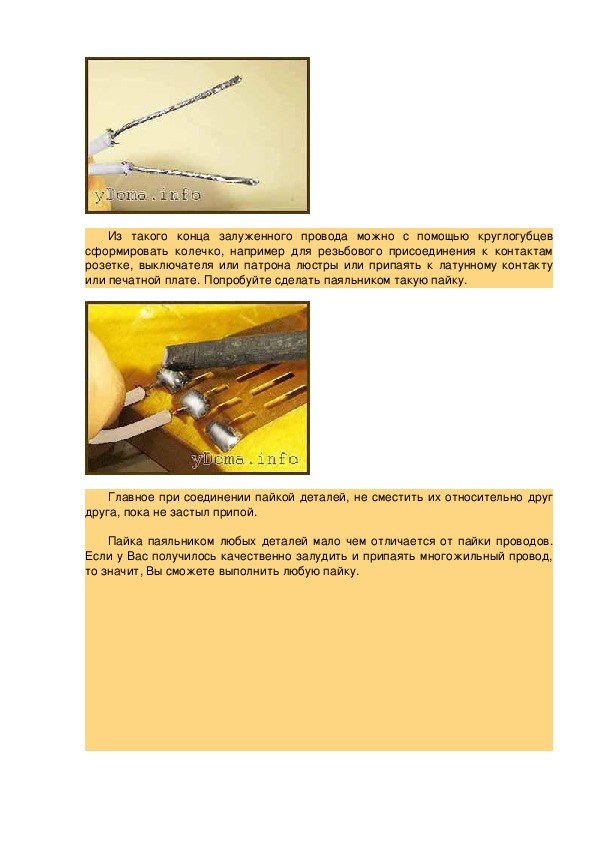
Вот такими стали медные провода после лужения.Из такого конца залуженного провода можно с помощью круглогубцев
сформировать колечко, например для резьбового присоединения к контактам
розетке, выключателя или патрона люстры или припаять к латунному контакту
или печатной плате. Попробуйте сделать паяльником такую пайку.
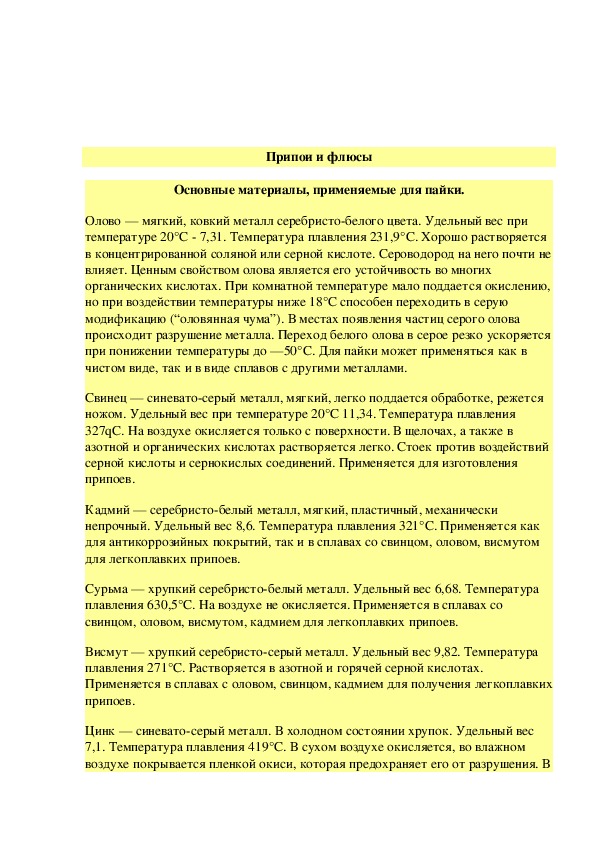
Главное при соединении пайкой деталей, не сместить их относительно друг
друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов.
Если у Вас получилось качественно залудить и припаять многожильный провод,
то значит, Вы сможете выполнить любую пайку.Как залудить очень тонкий медный проводник
покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм
изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие
трубки и изоляция многих проводов делается из этого пластика. Нужно
положить провод на изоляцию и легонько прижать жалом паяльника, затем
протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила
выделяется фтор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат,
представляющий собой много тонких проволочек покрытых эмалью и свитых в
один проводник.Припои и флюсы
Основные материалы, применяемые для пайки.
Олово — мягкий, ковкий металл серебристобелого цвета. Удельный вес при
температуре 20°С 7,31. Температура плавления 231,9°С. Хорошо растворяется
в концентрированной соляной или серной кислоте. Сероводород на него почти не
влияет. Ценным свойством олова является его устойчивость во многих
органических кислотах. При комнатной температуре мало поддается окислению,
но при воздействии температуры ниже 18°С способен переходить в серую
модификацию (“оловянная чума”). В местах появления частиц серого олова
происходит разрушение металла. Переход белого олова в серое резко ускоряется
при понижении температуры до —50°С. Для пайки может применяться как в
чистом виде, так и в виде сплавов с другими металлами.
Свинец — синеватосерый металл, мягкий, легко поддается обработке, режется
ножом. Удельный вес при температуре 20°С 11,34. Температура плавления
327qC. На воздухе окисляется только с поверхности. В щелочах, а также в
азотной и органических кислотах растворяется легко. Стоек против воздействий
серной кислоты и сернокислых соединений. Применяется для изготовления
припоев.
Кадмий — серебристобелый металл, мягкий, пластичный, механически
непрочный. Удельный вес 8,6. Температура плавления 321°С. Применяется как
для антикоррозийных покрытий, так и в сплавах со свинцом, оловом, висмутом
для легкоплавких припоев.
Сурьма — хрупкий серебристобелый металл. Удельный вес 6,68. Температура
плавления 630,5°С. На воздухе не окисляется. Применяется в сплавах со
свинцом, оловом, висмутом, кадмием для легкоплавких припоев.
Висмут — хрупкий серебристосерый металл. Удельный вес 9,82. Температура
плавления 271°С. Растворяется в азотной и горячей серной кислотах.
Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких
припоев.
Цинк — синеватосерый металл. В холодном состоянии хрупок. Удельный вес
7,1. Температура плавления 419°С. В сухом воздухе окисляется, во влажном
воздухе покрывается пленкой окиси, которая предохраняет его от разрушения. Всоединении с медью дает ряд прочных сплавов.. Легко растворяется в слабых
кислотах. Применяется для изготовления твердых припоев и кислотных флюсов.
Медь — красноватый металл, тягучий и мягкий. Удельный вес 8,6 8,9.
Температура плавления 1083 С. Растворяется в серной и азотной кислотах и в
аммиаке. В сухом воздухе почти не поддается окислению, в сыром воздухе
покрывается окисью зеленого цвета. Применяется для изготовления тугоплавких
припоев и сплавов.
Канифоль —продукт переработки смолы хвойных деревьев Более светлые сорта
канифоли (более тщательно очищенные) считаются лучшими. Температура
размягчения канифоли от 55 до 83°С. Применяется как флюс для пайки мягкими
припоями.
Припои
Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки,
температурных ограничений, размеров деталей, требуемой механической
прочности, коррозионной стойкости и др.
Наиболее широко применяются в любительской практике легкоплавкие припои.
Рекомендации по их применению, на основании которых можно выбрать припой,
приведены в таблице 1. Буквы ПОС в марке припоя означают припой оловянно
свинцовый, цифры содержание олова в процентах (ПОС 61, ПОС 40). Для
получения специальных свойств в состав оловянносвинцовых припоев вводят
сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев
приведён в таблице 2.
Таблица N1. Легкоплавкие припои.
Марка
припоя
ПОС 90
Температура
Область применения
222 °C
Пайка деталей и узлов, подвергающихся в дальнейшем
гальванической обработке (серебрение, золочение)
ПОС 61
190 °C
Лужение и пайка тонких спиральных пружин в измерительных
приборах и других ответственных деталей из стали, меди,
латуни, бронзы, когда не допустим или нежелателен высокий
нагрев в зоне пайки. Пайка тонких (диаметром 0,05 0,08 мм)
обмоточных проводов, в том числе высоко частотных
(лицендрата), выводов обмоток, радиоэлементов и микросхем,
монтажных проводов в полихлорвиниловой изоляции, а также
пайка в тех случаях, когда требуется повышенная
механическая прочность и электропроводность.
ПОС 50
222 °C
То же, но когда допускается более высокий нагрев, чем при
ПОС 61
ПОС 40
235 °С
Лужение и пайка токопроводящих деталей неответственногоназначения, наконечников, соединение проводов с лепестками,
когда допускается более высокий нагрев, чем при ПОС 50 или
ПОС 61.
ПОС 30
256 °С
Лужение и пайка механических деталей неответственного
назначения из меди и её сплавов, стали и железа.
ПОС 18
277 °С
Лужение и пайка при пониженных требованиях к прочности
шва, деталей неответственного назначения из меди и её сплавов,
оцинкованного железа.
Лужение и пайка деталей из меди и железа погружением в
ванну с расплавленным припоем.
Пайка деталей из меди и её сплавов, не допускающих местного
перегрева. Пайка полупроводниковых приборов.
Пайка плавких предохранителей.
Пайка проводов и выводов элементов к слою серебра,
нанесённого на керамику методом вжигания.
Пайка тонкостенных деталей из алюминия и его сплавов.
Пайка, когда требуется особо низкая температура плавления
припоя.
ПОССу 4 6
265 °С
ПОСК 50
145 °С
ПОСВ 33
ПОСК 47
130 °С
180 °С
17
П 200
П 250
Сплав "Розе"
Cплав
д'Арсенваля
Сплав Вуда
200 °С
280 °С
9295 °С
79 °С
60 °С
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент
фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а
также в виде паст, составленных из порошка припоя и жидкого флюса.
Флюсы.
Флюсы растворяют и удаляют оксиды и загрязнения с поверхности паяемого
соединения. Кроме того, во время пайки они защищают от окисления
поверхность нагреваемого металла и расплавленный припой. Всё это
способствует увеличению растекаемости припоя, а следовательно, улучшению
качества пайки.
Флюс выбирают в зависимости от свойств соединяемых пайкой металлов или
сплавов и применяемого припоя, а также от способа пайки.
Остатки флюса, особенно активного, т продукты его разложения нужно удалять
сразу после пайки, так как они загрязняют места соединений и являются очагами
коррозии.
При монтаже электро и радиоаппаратуры наиболее широко применяются
канифоль и флюсы, приготовленные на её основе с добавлением неактивных
веществ спирта, глицерина и даже скипидара. Канифоль негигроскопична,
является хорошим диэлектриком, поэтому не удаленный остаток её непредставляет опасности для паяного соединения. Данные о флюсах, наиболее
часто применяемых в любительской практике, приведены в таблице2 и 3.
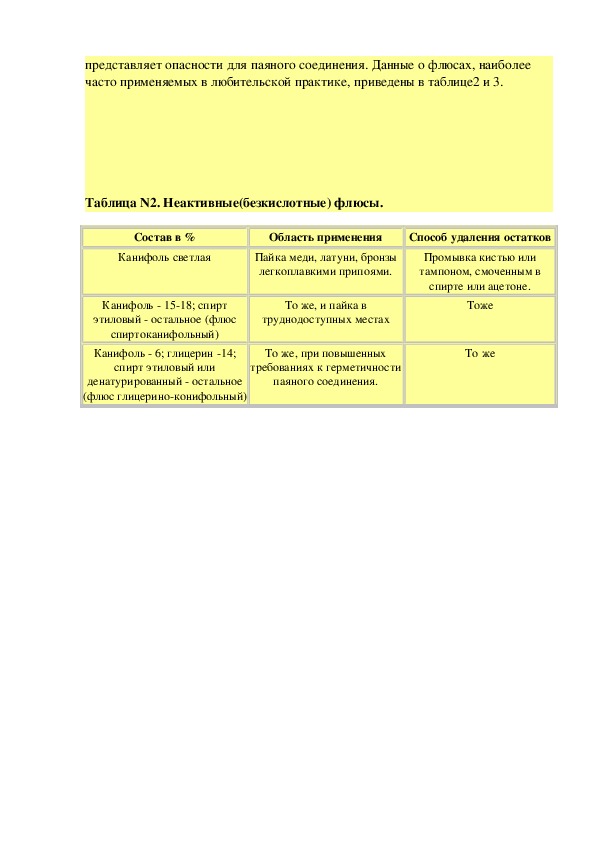
Таблица N2. Неактивные(безкислотные) флюсы.
Состав в %
Канифоль светлая
Область применения
Способ удаления остатков
Пайка меди, латуни, бронзы
легкоплавкими припоями.
Промывка кистью или
тампоном, смоченным в
спирте или ацетоне.
Канифоль 1518; спирт
этиловый остальное (флюс
спиртоканифольный)
То же, и пайка в
труднодоступных местах
Канифоль 6; глицерин 14;
То же, при повышенных
спирт этиловый или
денатурированный остальное
(флюс глицериноконифольный)
требованиях к герметичности
паяного соединения.
Тоже
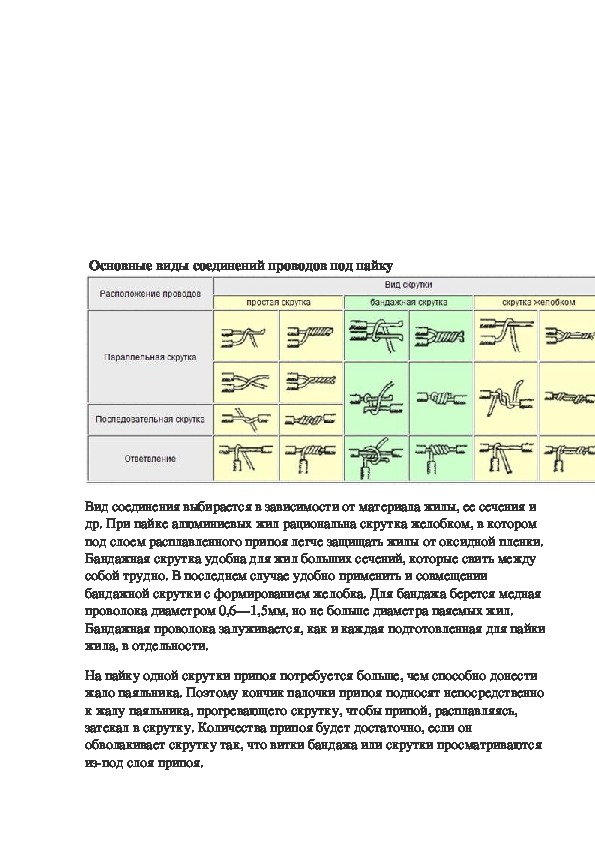
То жеОсновные виды соединений проводов под пайку
Вид соединения выбирается в зависимости от материала жилы, ее сечения и
др. При пайке алюминиевых жил рациональна скрутка желобком, в котором
под слоем расплавленного припоя легче защищать жилы от оксидной пленки.
Бандажная скрутка удобна для жил больших сечений, которые свить между
собой трудно. В последнем случае удобно применить и совмещении
бандажной скрутки с формированием желобка. Для бандажа берется медная
проволока диаметром 0,6—1,5мм, но не больше диаметра паяемых жил.
Бандажная проволока залуживается, как и каждая подготовленная для пайки
жила, в отдельности.
На пайку одной скрутки припоя потребуется больше, чем способно донести
жало паяльника. Поэтому кончик палочки припоя подносят непосредственно
к жалу паяльника, прогревающего скрутку, чтобы припой, расплавляясь,
затекал в скрутку. Количества припоя будет достаточно, если он
обволакивает скрутку так, что витки бандажа или скрутки просматриваются
изпод слоя припоя.После пайки остатки канифоли удаляют ватным тампоном, смоченным в
ацетоне.
Хорошее паяное соединение характеризуется такими признаками: паяная
поверхность должна быть светлой блестящей или светломатовой, без тёмных
пятен и посторонних включений, форма паяных соединений должна иметь
вогнутые галтели припоя (без избытка припоя). Через припой должны
проявляться контуры входящих в соединение выводов элементов и
проводников.