Поделиться

федеральное государственное бюджетное образовательное учреждение
высшего образования
Мичуринский государственный аграрный университет
Центр-колледж прикладных квалификаций
Фонд оценочных средств
дисциплины
ОП.06 Процессы формообразования и инструменты
программы подготовки специалистов среднего звена (ППССЗ)
по специальности 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Базовая подготовка
Мичуринск, 2021
1. Паспорт фонда оценочных средств3
2. Результаты освоения учебной дисциплины, подлежащие проверке5
3. Оценка освоения учебной дисциплины7
3.1. Формы и методы оценивания7
3.2. Типовые задания для оценки освоения учебной дисциплины11
4. ФОС для итоговой аттестации по учебной дисциплине…15
5. Приложения. Задания для оценки освоения дисциплины………………….24
1. Паспорт комплекта контрольно-оценочных средств
В результате освоения учебной дисциплины: ОП.06 Процессы формообразования и инструменты обучающийся должен обладать предусмотренными ФГОС по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (базовая подготовка) следующими умениями, знаниями, которые формируют профессиональные и общие компетенции:
У1. Выбирать режущий инструмент и назначать режимы резания в зависимости от условий обработки;
У2. Рассчитывать режимы резания при различных видах обработки;
З1. Классификацию и область применения режущего инструмента;
З2. Методику и последовательность расчетов режимов резания;
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес;
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество;
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития;
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями.
ОК 7. Брать на себя ответственность за работу членов команды (подчиненных), результат выполнения заданий.
ПК 1.1. Руководить работами, связанными с применением грузоподъёмных механизмов, при монтаже и ремонте промышленного оборудования;
ПК 1.2. Проводить контроль работ по монтажу и ремонту промышленного оборудования с использованием контрольно-измерительных приборов;
ПК 1.3. Участвовать в пусконаладочных работах и испытаниях промышленного оборудования после ремонта и монтажа;
ПК 1.4. Выбирать методы восстановления деталей и участвовать в процессе их изготовления;
ПК 1.5. Составлять документацию для проведения работ по монтажу и ремонту промышленного оборудования.
ПК 2.1. Выбирать эксплуатационно-смазочные материалы при обслуживании оборудования;
ПК 2.2. Выбирать методы регулировки и наладки промышленного оборудования в зависимости от внешних факторов;
ПК 2.3. Участвовать в работах по устранению недостатков, выявленных в процессе эксплуатации промышленного оборудования;
ПК 2.4 Составлять документацию для проведения работ по эксплуатации промышленного оборудования.
ПК 3.1. Участвовать в планировании работы структурного подразделения;
ПК 3.2. Участвовать в организации работы структурного подразделения;
ПК 3.3. Участвовать в руководстве работой структурного подразделения;
ПК 3.4. Участвовать в анализе процесса и результатов работы подразделения, оценке экономической эффективности производственной деятельности.
Формой аттестации по учебной дисциплине является дифференцированный зачет.
2. Результаты освоения учебной дисциплины, подлежащие проверке
2.1. В результате аттестации по учебной дисциплине осуществляется комплексная проверка следующих умений и знаний:
Таблица 1.1
|
Результаты обучения: умения, знания |
Показатели оценки результата
|
Форма контроля и оценивания |
|
Уметь: |
|
|
|
У1. Выбирать режущий инструмент и назначать режимы резания в зависимости от условий обработки
|
Выбор режущего инструмента в зависимости от условий обработки Назначение режимов резания в зависимости от условий обработки
|
Устный опрос, систематическое наблюдение за деятельностью обучающегося в процессе практической работы, практическая проверка, письменная проверка, тестирование, контрольная работа, дифференцированный зачет |
|
У2. Рассчитывать режимы резания при различных видах обработки |
Расчет режимов резания при различных видах обработки |
Устный опрос, систематическое наблюдение за деятельностью обучающегося в процессе практической работы, практическая проверка, письменная проверка, тестирование, контрольная работа, дифференцированный зачет |
|
Знать: |
|
|
|
З1. Классификацию и область применения режущего инструмента |
Понимание классификации и области применения режущего инструмента для конкретных случаев |
Устный опрос, систематическое наблюдение за деятельностью обучающегося в процессе практической работы, письменная проверка, тестирование, контрольная работа, дифференцированный зачет |
|
З2. Методику и последовательность расчетов режимов резания;
|
Понимание методики, последовательности и расчета режимов резания |
Устный опрос, систематическое наблюдение за деятельностью обучающегося в процессе практической работы, письменная проверка, тестирование, контрольная работа, дифференцированный зачет |
2.2. В результате аттестации по учебной дисциплине осуществляется проверка динамики формирования общих компетенций:
Таблица 1.2
|
Общие компетенции |
Показатели оценки результата |
|
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес |
– участие во внеурочной деятельности (олимпиадах, конкурсах, неделях ЦМК, празднике «Студенческая весна»); – систематическая подготовка к практическим занятиям; – оформление портфолио |
|
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество |
– точное выполнение требований преподавателя; – рациональное планирование этапов деятельности; – оптимальный выбор методов и способов выполнения практических и самостоятельных работ |
|
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность. |
– объективная оценка деятельности обучающегося в процессе учебной деятельности; – проведение своевременного контроля и корректировки деятельности в соответствии с методическими указаниями |
|
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития |
– целесообразное использование разнообразных источников информации, при подготовке к практическим занятиям, написании докладов, сообщений и т.д. |
|
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности. |
– подготовка презентаций к теоретическим и практическим занятиям; – оформление результатов деятельности с применением ИКТ в соответствии с нормативными документами, использование портфолио; – разработка проектов, связанных с профессиональной и учебной деятельностью обучающихся; – участие обучающихся в учебной исследовательской деятельности |
|
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями. |
– корректное взаимодействие с обучающимися, коллегами в процессе учебной деятельности; – соблюдение норм этикета и профессиональной деятельности; – оценка презентации проекта; – самостоятельное групповое оценивание; – рейтинговая система оценки; – открытая защита творческих работ; – лабораторно – практический контроль; – использование портфолио |
|
ОК 7. Брать на себя ответственность за работу членов команды (подчиненных), результат выполнения заданий. |
– контроль результатов работы обучающихся в малых группах; – рефлексия и саморефлексия Фонд оценочных средств обучающихся |
2.3. Требования к портфолио (раздел включается по усмотрению преподавателя)
3. Оценка освоения учебной дисциплины:
3.1. Формы и методы оценивания
Предметом оценки служат умения и знания, предусмотренные ФГОС СПО специальности 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям) по дисциплине ОП.06 Процессы формообразования и инструменты, направленные на формирование общих и профессиональных компетенций.
Оценка освоения дисциплины предусматривает использование рейтинговой системы оценивания. Модульно-рейтинговая система обучения и оценки успеваемости обучающихся представляет собой комплексную систему поэтапного оценивания уровня освоения основной образовательной программы по специальности. При функционировании модульно-рейтинговой системы обучения проводится регулярная оценка знаний и умений обучающихся в течение семестра. При функционировании модульно-рейтинговой системы обучения все знания, умения и навыки, приобретаемые обучающимися в процессе изучения дисциплины, оценивается в рейтинговых баллах. Рейтинговые баллы набираются в течение всего периода обучения по дисциплине и фиксируются путем занесения в единую экзаменационно - зачетную ведомость при рубежном и итоговом контроле. Промежуточный рейтинг дисциплины составляет 50 баллов.
Промежуточный рейтинг включает в себя:
1) рейтинг обучающегося за 1 модуль – 20 баллов;
2) рейтинг обучающегося за 2 модуль – 20 баллов;
3) рейтинг поощрительный (творческий балл) – 10 баллов.
|
Таблица 2.2 -Контроль и оценка освоения учебной дисциплины по темам (разделам) |
||||||
|
Элемент учебной дисциплины |
Формы и методы контроля |
|||||
|
Текущий контроль |
Рубежный контроль |
Промежуточная аттестация |
||||
|
Форма контроля |
Проверяемые ОК, У, З |
Форма контроля |
Проверяемые ОК, У, З |
Форма контроля |
Проверяемые ОК, У, З |
|
|
Раздел 1 Процес точения |
|
|
Контрольная работа №1 |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3, ОК4,ОК5, ОК6, ОК7 |
Дифференцированный зачет |
У1, У2,З1,З2, ОК 1, ОК 2, ОК3, ОК4,ОК5, ОК6,ОК7 |
|
Тема 1.1. Инструментальные материалы. |
Устный опрос Письменная проверка Самостоятельная работа |
У1,З1, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 1.2. Элементы и геометрия резца. Токарные резцы. |
Устный опрос Практическая работа №1 Письменная проверка Самостоятельная работа |
У1, З1, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 1.3. Кинематика токарной обработки. |
Устный опрос Письменная проверка Самостоятельная работа |
У1, З1, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 1.4. Физические основы процесса стружкообразования. |
Устный опрос Письменная проверка Самостоятельная работа |
У1, З1, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 1.5. Сопротивление резанию при точении.
|
Устный опрос Практическая работа №2 Письменная проверка Самостоятельная работа |
У1, З1 ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 1.6. Тепловые явления при резании
|
Устный опрос Письменная проверка Самостоятельная работа |
У1, З1, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 1.7. Износ инструмента. Допускаемая скорость резания.
|
Устный опрос Письменная проверка Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 1.8. Расчет и конструирование токарных резцов. |
Устный опрос Письменная проверка Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 1.9. Заточка резцов. |
Устный опрос Письменная проверка Самостоятельная работа |
У1, З1, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 1.10. Расчет режима резания при точении. |
Устный опрос Практическая работа №3 Письменная проверка Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Раздел 2 Процессы лезвийной обработки. |
|
|
Контрольная работа №2
|
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3, ОК4,ОК5, ОК6, ОК7 |
Дифференцированный зачет |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3, ОК4,ОК5, ОК6, ОК7 |
|
Тема 2.1. Процессы строгания и долбления. |
Устный опрос Письменная проверка Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 2.2. Процессы сверления, зенкерования и развертывания. |
Устный опрос Практическая работа №4 Практическая работа №5 Письменная проверка Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 2.3. Процесс фрезерования. |
Устный опрос Письменная проверка Практическая работа №6 Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 2.4. Процессы зубонарезания. |
Устный опрос Практическая работа №7 Практическая работа №8 Письменная проверка Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 2.5. Процессы резьбонарезания. |
Устный опрос Практическая работа №9 Письменная проверка Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 2.6. Процессы протягивания. |
Устный опрос Практическая работа №10 Письменная проверка Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Раздел 3 Процессы абразивной обработки. |
|
|
Контрольная работа №2 |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3, ОК4,ОК5, ОК6, ОК7 |
Дифференцированный зачет
|
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4,ОК5, ОК6,ОК7 |
|
Тема 3.1. Процесс шлифования. |
Устный опрос Практическая работа №11 Письменная проверка Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 3.2 Особенности инструмента для автоматизированного производства. |
Устный опрос Практическая работа №12 Письменная проверка Самостоятельная работа |
У1, У2,З1,З2, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
|
Тема 3.3. Обработка материалов давлением
|
Устный опрос Практическая работа №13 Письменная проверка Самостоятельная работа |
У1, З1,ОК 1, ОК 2, ОК 3, ОК4,ОК5, ОК6,ОК7 |
|
|
|
|
|
Тема 3.4. Сварочное производство
|
Устный опрос Практическая работа №14 Практическая работа №15 Письменная проверка Самостоятельная работа |
У1, З1, ОК 1, ОК 2, ОК 3,ОК4, ОК5, ОК6, ОК7 |
|
|
|
|
3.2. Типовые задания для оценки освоения учебной дисциплины
3.2.1. Типовые задания для оценки знаний З1,З2 умений У1,У2 (рубежный контроль). Раздел 1.
Контрольная работа № 1
Вариант 1.
1. Станки токарной группы. Их разновидности.
2. Электрошлаковая сварка, ее особенности, применение.
3. Понятия: наклеп, нарост, причина их возникновения, меры борьбы с ними.
4. Прокатка и ее использование в производстве.
5. Автоматические линии обработки деталей и их использование в пищевой промышленности.
Вариант 2.
1. Основные узлы токарного станка, их назначение.
2. Пайка материалов. Особенности пайки. Применяемый припой.
3. Литье под давлением. Особенности литья. Применение.
4. Производство стали в мартеновских и двухванных печах.
5. Модернизация и автоматизация станков.
Вариант 3.
1. Приспособления к токарно – винторезным станкам.
2. Шлифовальные, шлифовальные станки и инструменты.
3. Контактная сварка, применение в технике.
4. Прокатка листовая и трубная. Достоинства, применение.
5. Вспомогательные инструменты и приспособления к сверлильным станкам.
Вариант 4.
1. Понятие токарные автоматы и полуавтоматы.
2. Понятие шероховатость поверхности. Обозначение шероховатость поверхности на чертежах.
3. Станки с ЧПУ. Особенности. Применение.
4. Прессование. Виды прессования ( прямое и обратное прессование ).
5. Приводы и передачи, применяемые в станках.
Вариант 5.
1. Образование стружки при резке металлов ( от чугуна, стали, меди ).
2. Дуговая электросварка металлов. Особенности, применение.
3. Кинематические схемы токарных станков. Особенности.
4. Волочение. Изделия получаемые этим методом. Волочильные станы, их устройство.
5. Связь данной дисциплины с другими дисциплинами цикла.
Вариант 6.
1. Понятие наклеп, нарост, причина их возникновения. Мера борьбы с ними.
2. Газовая резка металлов. Оборудование, используемое при газовой резке.
3. Кинематические схемы токарных станков. Особенности.
4. Отделочные механические обработки ( шлифование, хонингование, притирка ).
5. Механическая обработка пластмасс.
Вариант 7.
1. Связь данной дисциплины с другими дисциплинами цикла.
2. Сверлильные станки. Назначение, устройство, работы выполняемые на них.
3. Понятие: шлифование, хонингование, притирка. Применение при обработке деталей.
4. Ультразвуковая обработка деталей.
5. Сварка трением.
Вариант 8.
1. Чугун. Производство чугуна. Виды чугуна.
2. Сверла. Виды сверл, движение сверл в сверлильных станках.
3. Контактная сварка. Особенности сварки. Стыковая, точечная, роликовая сварка.
4. Ковка. Применение ее для изготовления деталей.
5. Понятия: модернизация и автоматизация станков.
Вариант 9.
1. Доменная печь, получение чугуна в доменных печах. Продукты доменного производства.
2. Понятия – производственный процесс, технологический процесс, технологическое оборудование.
3. Холодная сварка, ее применение, особенности сварки.
4. Штамповка. Горячая штамповка, особенности.
5. Волочение. Изделия получаемые при волочении.
Вариант 10.
1. Литейное производство. Сущность и использование в производстве.
2. Сварка лазером. Применение сварки. Особенности, достоинства.
3. Внепечное рафинирование и разливка стали.
4. Понятие мелкосерийное, единичное и массовое производство деталей.
5. Газовая сварка металлов. Особенности, достоинства и недостатки.
Критерии оценки:
- оценка «отлично» выставляется обучающемуся, если он получил: 17…20 баллов;
- оценка «хорошо» 14…16 баллов;
- оценка «удовлетворительно» 10…13 баллов;
- оценка «неудовлетворительно» до 9 баллов.
Баллы начисляются следующим образом:
каждый вопрос оценивается от 1 до 4 баллов в зависимости от полноты ответа;
(после все полученные баллы суммируются и выставляется оценка).
3.2.2. Типовые задания для оценки знаний З1,З2 умений У1,У2 (рубежный контроль). Раздел 2,3.
Контрольная работа № 2
Вариант 1.
1. Литье в разовые формы. Особенности.
2. Процесс резания и образование стружки.
3. Производство стали в электропечах. Особенности.
4. Фрезерные станки. Типы фрез. Типы фрезерных станков.
5. Способы формирования изделий из пластмасс.
Вариант 2.
1. Прямое ( внедоменное ) получение губчатого железа.
2. Протяжные станки, особенности работы на станках, выполняемые работы.
3. Литейное производство. Формовочные смеси. Приготовление формовочных смесей.
4. Элементы резания. Геометрия резца.
5. Литье в многоразовые формы. Особенности.
Вариант 3.
1. Формирование крупногабаритных изделий из пластмасс.
2. Пайка. Особенности.
3. Ультразвуковая обработка деталей.
4. Контактная сварка точечная, роликовая.
5. Литье керамики.
Вариант 4.
1. Пайка конструкционных материалов.
2. Обработка керамики.
3. Бензорезки металлов. Особенности бензорезки. Применение.
4. Понятие машинная формовка, применение, особенности.
5. Типы металлорежущих станков.
Вариант 5.
1. Переработка пластмасс.
2. Понятие: заготовка, полуфабрикат, деталь, сборочный узел.
3. Точение. Понятие черновое и чистовое обтачивание. Используемые резцы.
4. Термитная сварка металлов.
5. Абразивные инструменты и материалы ( шлифовальные круги, пасты, порошки )
Вариант 6.
1. Ультразвуковая сварка.
2. Понятие о режимах резания.
3. Литье под давлением. Особенности.
4. Виды механической обработки резанием.
5. Строгальные станки. Особенности.
Вариант 7.
1. Электрическая обработка деталей.
2. Виды резцов.
3. Способы нарезания зубьев.
4. Профили проката применяемые в производстве.
5. Штамповка. Холодная штамповка, особенности.
Вариант 8.
1. Прокатка бесшовной трубы.
2. Вырубка. Особенности. Применение.
3. Электромеханический способ обработки материалов.
4. Входной контроль материалов.
5. Метчики и плашки применяемые в производстве.
Вариант 9.
1. Способы шлифования. Особенности.
2. Разделение материалов на заготовки.
3. Понятие: рабочий ход, вспомогательный ход, технологическая операция, технологический переход.
4. Промышленные роботы, их структура.
5. Понятие допуски, посадки и технические измерения.
Вариант 10.
1. Условные обозначения допусков и посадок.
2. Измерительные инструменты.
3. Формовка в опоках. Особенности и примение.
4. Общие сведения об обработке давлением.
5. Расточные станки и работы, выполняемые на них.
Критерии оценки:
- оценка «отлично» выставляется обучающемуся, если он получил: 17…20 баллов;
- оценка «хорошо» 14…16 баллов;
- оценка «удовлетворительно» 10…13 баллов;
- оценка «неудовлетворительно» до 9 баллов.
Баллы начисляются следующим образом:
каждый вопрос оценивается от 1 до 4 баллов в зависимости от полноты ответа; (после все полученные баллы суммируются и выставляется оценка).
4. ФОС для итоговой аттестации по учебной дисциплине
Предметом оценки являются умения и знания. Контроль и оценка осуществляются с использованием следующих форм и методов: устный опрос, систематическое наблюдение за деятельностью обучающегося в процессе практической работы, практическая проверка, письменная проверка, тестирование, контрольная работа, проверка выполнения расчетно-графических работ, дифференцированный зачет.
Оценка освоения дисциплины предусматривает использование рейтинговой системы оценивания и проведение дифференцированного зачета.
Начисление баллов итогового рейтинга осуществляется по результатам сдачи дифференцированного зачета. При выставлении балла экзаменационного рейтинга преподаватель руководствуется следующей шкалой соответствия:
0 – 17 баллов соответствуют 0 - 34% положительного ответа на предложенное задание (билет);
18 – 24 балла соответствуют 35% - 49% положительного ответа на предложенное задание (билет);
25 – 37 балла соответствуют 50% - 74% положительного ответа на предложенное задание (билет);
38 – 50 баллов соответствуют 75% - 100% положительного ответа на предложенное задание (билет).
Итоговая оценка знаний обучающегося по дисциплине определяется на основании перевода итогового рейтинга (сумма промежуточного и экзаменационного рейтингов) в 5-балльную оценку по следующей шкале:
· оценка «удовлетворительно» - от 35 до 49 баллов;
· оценка «хорошо» - от 50 до 74 баллов;
· оценка «отлично» - от 75 до 100 баллов.
Получение обучающимся итогового рейтинга ниже 35 баллов соответствует оценке «неудовлетворительно».
I. ПАСПОРТ
Назначение:
ФОМ предназначен для контроля и оценки результатов освоения учебной дисциплины: ОП.06 Процессы формообразования и инструменты по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (базовая подготовка)
Умения
У1. Выбирать режущий инструмент и назначать режимы резания в зависимости от условий обработки;
У2. Рассчитывать режимы резания при различных видах обработки.
Знания
З1. Классификацию и область применения режущего инструмента;
З2. Методику и последовательность расчетов режимов резания.
II. ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ.( варианты 1-30)
Вариант №1
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Литейное производство. Общие сведения.
2. Режимы резания при шлифовании.
3. Опишите использование твердых припоев.
Вариант №2
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Виды обработки давлением.
2. Методика назначения режима резания при протягивания.
3. Сварное производство.
Вариант №3
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Встречное, попутное фрезерование.
2. Инструментальный материал, его свойства.
3. Методика назначения режима резания при развертывании.
Вариант №4
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Геометрия токарного резца.
2. Режим резания при нарезании резьбы резцами.
3. Физические явления в зоне обработки.
Вариант №5
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Полное, неполное, симметрическое, несимметричное фрезерования.
2. Силы сопротивления резанию.
3. Как осуществляется электрошлаковая сварка?
Вариант №6
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Режимы резания при обработке зубьев зубчатых колес.
2. Тепловыделение.
3. Опишите устройство для электроискровой обработки металлов.
Вариант №7
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Методика назначения режима резания при шлифовании.
2. Токарные резцы.
3. Обработка металлов давлением. Вытяжка.
Вариант №8
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Режимы резания при нарезании резьбы метчиками, плашками.
2. Методика назначения режима резания при фрезеровании.
3. Зенкерование. Особенности процесса.
Вариант №9
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Элементы режимов резания при токарной обработке.
2. Развертывание. Особенности процесса.
3. Литье и обработка керамики.
Вариант №10
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Методика назначения режима резания при сверлении.
2. Шлифование. Особенности инструмента.
3. Резание материалов. Общие сведения.
Вариант №11
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Силы, действующие при сверлении.
2. Фрезерование. Особенности процесса.
3. Обработка металлов давлением. Прокатка.
Вариант №12
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Нарезание зубьев зубчатых колес по методу копирования.
2. Схемы протягивания
3. Фрезы. Классификация.
Вариант №13
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Нарезание резьб фрезами и резцами.
2. Нарезание зубьев зубчатых колес по методу обкатки..
3. Резание материалов на заготовки.
Вариант №14
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Нарезание резьб плашками и метчиками.
2. Протягивание. Особенности процесса.
3. Наружное круглое шлифование.
Вариант №15
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Электрохимические методы обработки.
2. Плоское шлифование.
3. Обработка металлов давлением. Прессование (экструдирование).
Вариант №16
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Чистовые методы обработки зубьев.
2. Методика назначения режима резания при протягивании.
3. Встречное, попутное фрезерование.
Вариант №17
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Режимы резания при шлифовании.
2. Протягивание. Особенности инструмента.
3. Обработка металлов давлением. Вырубка.
Вариант №18
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Опишите использование мягких припоев.
2. Опишите особенности выбора материалов для сварки.
3. Понятие о электронных автоматических устройствах.
Вариант №19
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Взаимозаменяемость.
2. Дуговая сварка.
3. Обработка металлов давлением. Ковка.
Вариант №20
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Допуски и посадки.
2. Специальные виды литья.
3. Фактор свариваемости.
Вариант №21
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Модернизация в изготовлении осевого инструмента.
2. Методы заточки червячных фрез.
3. Обработка металлов давлением. Волочение.
Вариант №22
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Конструкционные особенности фрез с механическим креплением пластин.
2. Методика выбора абразивного материала.
3. Электрофизические методы обработки.
Вариант №23
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Резание металлов алмазом.
2. Премущества метода протягивания.
3. Входной контроль материалов.
Вариант №24
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Конструктивные элементы и геометрия специальных протяжек.
2. Вибрационная обработка методом пластической деформации.
3. Обработка металлов давлением. Горячая и холодная штамповка.
Вариант №25
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Метод алмазного выглаживания.
2. Оборудование для холодного выпаривания.
3. Резание материалов. Виды и применяемый инструмент.
Вариант №26
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Литье в разовые формы.
2. Строгание. Особенности инструмента.
3. Материалы для штампов и пресс – форм.
Вариант №27
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Пайка металлов и неметеллов. Технология.
2. Строгание. Особенности процесса.
3. Литье металлов. Способы и виды литья.
Вариант №28
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Пайка металлов и неметеллов. Применяемое оборудование.
2. Механическая обработка материалов. Виды, способы, применение.
3. Приводы и передачи, применяемые в станках.
Вариант №29
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Пайка металлов и неметаллов. Применяемый инструмент.
2. Электрические методы обработки металлов. Способы и применение.
3. Способы формирования изделий из пластмасс.
Вариант №30
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания –90 мин
1. Наплавка металлов и неметаллов. Технология, применяемое оборудование, инструмент
2. Механическая обработка пластмасс.
3. Заготовительные операции.
III. ПАКЕТ ЭКЗАМЕНАТОРА
III а. УСЛОВИЯ
Дифференцированный зачет проводится в устной форме. Количество обучающихся в аудитории при проведении дифференцированного зачета не должно превышать 6 человек. Уровень подготовки обучающегося оценивается в баллах: 5 (отлично), 4 (хорошо), 3 (удовлетворительно), 2 (неудовлетворительно).
Количество вариантов задания для экзаменующегося – 30
Время выполнения задания – 1 час, в том числе на подготовку – 0,6 часа, на ответ – 0,4 часа.
IIIб. КРИТЕРИИ ОЦЕНКИ
В критерии оценки уровня подготовки обучающихся входят:
- Уровень освоения материала, предусмотренного учебной программой дисциплины;
- Умение использовать теоретические знания при решении практических задач;
- Обоснованность, четкость, краткость изложения ответа.
Начисление баллов итогового рейтинга осуществляется по результатам сдачи дифференцированного зачета.
Итоговая оценка знаний по дисциплине определяется на основании перевода итогового рейтинга (сумма промежуточного и экзаменационного рейтингов) в 5-балльную оценку по следующей шкале:
· оценка «удовлетворительно» - от 35 до 49 баллов;
· оценка «хорошо» - от 50 до 74 баллов;
· оценка «отлично» - от 75 до 100 баллов.
Получение итогового рейтинга ниже 35 баллов соответствует оценке «неудовлетворительно».
Литература
Основные источники:
1. Черепахин А. А. Технология машиностроения. Обработка ответственных деталей : учебное пособие для СПО / А. А. Черепахин, В. В. Клепиков, В. Ф. Солдатов. — М. : Издательство Юрайт, 2017. — 142 с. — (Серия : Профессиональное образование). — ISBN 978-5-534-05334-0.-Режим доступаhttps://www.biblio-online.ru/book/8ADDCB78-F153-49F3-8D28-E7276876970F
Дополнительные источники:
1. Резание материалов. Режущий инструмент в 2 ч. Часть 1 : учебник для СПО / А. Г. Схиртладзе [и др.] ; под общ.ред. Н. А. Чемборисова. — М. : Издательство Юрайт, 2017. — 263 с. https://www.biblio-online.ru/book/44BBAA29-84F7-4211-85FF-66B7032E9382
2.Резание материалов. Режущий инструмент в 2 ч. Часть 2 : учебник для СПО / С. Н. Григорьев [и др.] ; под общ.ред. Н. А. Чемборисова. — М. : Издательство Юрайт, 2017. — 246 с. — (Профессиональное образование). https://www.biblio-online.ru/book/6852B41F-86C4-4F28-A1D8-94AEF6E6BD03
3. Гуртяков, А. М. Металлорежущие станки. Расчет и проектирование : учебное пособие для СПО / А. М. Гуртяков. — 2-е изд. — М. : Издательство Юрайт, 2017. — 135 с. — (Профессиональное образование). — https://www.biblio-online.ru/book/DA03B3B3-0ABD-4192-BD9E-802B758A86FF
4.Дедюх, Р. И. Технология сварочных работ: сварка плавлением : учебное пособие для СПО / Р. И. Дедюх. — М. : Издательство Юрайт, 2017. — 169 с. — (Профессиональное образование). https://www.biblio-online.ru/book/B2074BCE-0CC2-4047-95AD-0A8840C13931
Информационные технологии (программное обеспечение и информационные справочные материалы):
1.Электронно-библиотечная система ООО «Издательство Лань» (https://e.lanbook.com/) (договор на предоставление доступа № 435/18 от 28.02.2019)
2 Электронные информационные ресурсы ФГБНУ ЦНСХБ (договор по обеспечению доступа № 12 – УТ/2019 от 20.03.2019)
3 Электронно-библиотечная система «AgriLib» ФГБОУ ВО РГАЗУ (http://ebs.rgazu.ru/)
(дополнительное соглашение на предоставление доступа от 12.04.2019 № 18/19 ПДД 13/18 к Лицензионному договору от 04.07.2013 № 27)
4 Электронные базы данных «Национальный цифровой ресурс «Руконт» Коллекция «Базовый массив» (https://rucont.ru/) (контракт на оказание услуг по предоставлению доступа №2502/2222-2019 от 20.03.2019)
5 ЭБС «Электронно-библиотечной системе «ЭБС ЮРАЙТ www.biblio-onlaine.ru» (www.biblio-onlaine.ru) (договор на оказание услуг по предоставлению доступа № 2949 от 21.05.2018)
6.Программы АСТ-тестирования для рубежного контроля и промежуточной аттестации
обучающихся (договор Л-21/16 от 18.10. 2016)
7.Программные комплексы НИИ мониторинга качества образования: «Федеральный интернет- экзамен в сфере профессионального образования (ФЭПО)» (договор № ФЭПО -2019/1/0065 от 12.04.2019)
8 Система Консультант Плюс (договор поставки и сопровождения экземпляров № 9662 /13900/ЭС от 26.02.2019)
9 Электронный периодический справочник «Система ГАРАНТ» (Договор на услуги по сопровождению № 194 – 01/2019СД от 25.02.2019)
5. Приложения. Задания для оценки освоения дисциплины
1. Приложение 1: Вопросы к зачету.
2. Приложение 2: Практические работы.
3. Приложение 3. Темы рефератов, докладов, сообщений.
Приложение 1
Вопросы к зачету.
1. Станки токарной группы. Их разновидности.
2. Электрошлаковая сварка, ее особенности, применение.
3. Понятия: наклеп, нарост, причина их возникновения, меры борьбы с ними.
4. Прокатка и ее использование в производстве.
5. Автоматические линии обработки деталей и их использование в пищевой промышленности.
6. Основные узлы токарного станка, их назначение.
7. Пайка материалов. Особенности пайки. Применяемый припой.
8. Литье под давлением. Особенности литья. Применение.
9. Производство стали в мартеновских и двухванных печах.
10. Модернизация и автоматизация станков.
11. Приспособления к токарно – винторезным станкам.
12. Шлифовальные, шлифовальные станки и инструменты.
13. Контактная сварка, применение в технике.
14. Прокатка листовая и трубная. Достоинства, применение.
15. Вспомогательные инструменты и приспособления к сверлильным станкам.
16. Понятие токарные автоматы и полуавтоматы.
17. Понятие шероховатость поверхности. Обозначение шероховатость поверхности на чертежах.
18. Станки с ЧПУ. Особенности. Применение.
19. Прессование. Виды прессования ( прямое и обратное прессование ).
20. Приводы и передачи, применяемые в станках.
21. Образование стружки при резке металлов ( от чугуна, стали, меди ).
22. Дуговая электросварка металлов. Особенности, применение.
23. Кинематические схемы токарных станков. Особенности.
24. Волочение. Изделия получаемые этим методом. Волочильные станы, их устройство.
25. Связь данной дисциплины с другими дисциплинами цикла.
26. Понятие наклеп, нарост, причина их возникновения. Мера борьбы с ними.
27. Газовая резка металлов. Оборудование, используемое при газовой резке.
28. Кинематические схемы токарных станков. Особенности.
29. Отделочные механические обработки ( шлифование, хонингование, притирка ).
30. Механическая обработка пластмасс.
31. Связь данной дисциплины с другими дисциплинами цикла.
32. Сверлильные станки. Назначение, устройство, работы выполняемые на них.
33. Понятие: шлифование, хонингование, притирка. Применение при обработке деталей.
34. Ультразвуковая обработка деталей.
35. Сварка трением.
36. Чугун. Производство чугуна. Виды чугуна.
37. Сверла. Виды сверл, движение сверл в сверлильных станках.
38. Контактная сварка. Особенности сварки. Стыковая, точечная, роликовая сварка.
39. Ковка. Применение ее для изготовления деталей.
40. Понятия: модернизация и автоматизация станков.
41. Доменная печь, получение чугуна в доменных печах. Продукты доменного производства.
42. Понятия – производственный процесс, технологический процесс, технологическое оборудование.
43. Холодная сварка, ее применение, особенности сварки.
44. Штамповка. Горячая штамповка, особенности.
45. Волочение. Изделия получаемые при волочении.
46. Литейное производство. Сущность и использование в производстве.
47. Сварка лазером. Применение сварки. Особенности, достоинства.
48. Внепечное рафинирование и разливка стали.
49. Понятие мелкосерийное, единичное и массовое производство деталей.
50. Газовая сварка металлов. Особенности, достоинства и недостатки.
51. Литье в разовые формы. Особенности.
52. Процесс резания и образование стружки.
53. Производство стали в электропечах. Особенности.
54. Фрезерные станки. Типы фрез. Типы фрезерных станков.
55. Способы формирования изделий из пластмасс.
56. Прямое ( внедоменное ) получение губчатого железа.
57. Протяжные станки, особенности работы на станках, выполняемые работы.
58. Литейное производство. Формовочные смеси. Приготовление формовочных смесей.
59. Элементы резания. Геометрия резца.
60. Литье в многоразовые формы. Особенности.
61. Формирование крупногабаритных изделий из пластмасс.
62. Пайка. Особенности.
63. Ультразвуковая обработка деталей.
64. Контактная сварка точечная, роликовая.
65. Литье керамики.
66. Пайка конструкционных материалов.
67. Обработка керамики.
68. Бензорезки металлов. Особенности бензорезки. Применение.
69. Понятие машинная формовка, применение, особенности.
70. Типы металлорежущих станков.
71. Переработка пластмасс.
72. Понятие: заготовка, полуфабрикат, деталь, сборочный узел.
73. Точение. Понятие черновое и чистовое обтачивание. Используемые резцы.
74. Термитная сварка металлов.
75. Абразивные инструменты и материалы ( шлифовальные круги, пасты, порошки )
76. Ультразвуковая сварка.
77. Понятие о режимах резания.
78. Литье под давлением. Особенности.
79. Виды механической обработки резанием.
80. Строгальные станки. Особенности.
81. Электрическая обработка деталей.
82. Виды резцов.
83. Способы нарезания зубьев.
84. Профили проката применяемые в производстве.
85. Штамповка. Холодная штамповка, особенности.
86. Прокатка бесшовной трубы.
87. Вырубка. Особенности. Применение.
88. Электромеханический способ обработки материалов.
89. Входной контроль материалов.
90. Метчики и плашки применяемые в производстве.
91. Способы шлифования. Особенности.
92. Разделение материалов на заготовки.
93. Понятие: рабочий ход, вспомогательный ход, технологическая операция, технологический переход.
94. Промышленные роботы, их структура.
95. Понятие допуски, посадки и технические измерения.
96. Условные обозначения допусков и посадок.
97. Измерительные инструменты.
98. Формовка в опоках. Особенности и примение.
99. Общие сведения об обработке давлением.
100.Расточные станки и работы, выполняемые на них.
Приложение 2
Практические работы
ПРАКТИЧЕСКая работа № 1
Тема: Исследование конструкций резцов с механическим креплением пластины.
Цель : Изучить особенности конструкций зенкеров и разверток.
Режущая часть резца любой конструкции ограничена передней и задними( главной и вспомогательной ) поверхностями, в результате пересечения которых образуются главная и вспомогательная режущие кромки.
Переднюю, поверхность у цельных и составных резцов, в зависимости от условий обработки, назначения и марки инструментального материала выполняют в виде плоскости, уступа, лунки, ломаной поверхности, что обеспечивает лучшие условия для ломания и завивания стружки и способствует безопасности рабочего. Формообразование передних и задних поверхностей этих резцов осуществляют затачиванием шлифовальными кругами.
У сборных резцов с механическим креплением многогранных пластинок форму передней поверхности получают прессованием при изготовлении пластинок. Формы и конструктивные особенности некоторых типов пластинок приведены в табл. 1. Пластинки изготовляют как с задними углами, так и без них. При использовании последних ( табл. 1 ) требуемые значения задних углов обеспечиваются конструктивно, за счет специальной установки в державке резца.
Конструкция узла крепления
многогранной пластинки во многом определяет работоспособность резцов. Наиболее
распространенные схемы крепления многогранных пластинок показаны на рис 1. 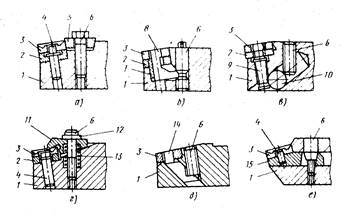
Рисунок 1. Схемы узлов крепления многогранных пластинок:
а- плоским клином; б- угловым рычагом; в- качающимся штифтом; г- прихватом сверху; д- косой тягой; е- подвижной опорой; 1- корпус; 2- подкладка;3- пластинка; 4- штифт; 5- клин; 6- винт; 7- втулка; 8- рычаг; 9- качающийся штифт; 10- шарик; 11- прихват; 12- шайба; 13- пружина; 14- цапфа; 15- подвижная опора.
Крепление пластинки плоским клином имеет ряд недостатков, обусловленных неудовлетворительной схемой приложения сил зажима, направленных навстречу действующей силе резания и неопределенностью ее базирования на опорной поверхности.
В значительной степени исключить недостатки крепления плоским клином позволяют конструкции резцов, в которых пластинки закрепляют с помощью углового рычага, качающегося штифта и косой тяги. Во всех этих конструкциях сила зажима пластинки по направлению совпадает с силой резания, что улучшает условия базирования и повышает надежность крепления пластинки.
Повышенной надежностью обладает конструкция крепления пластинки с помощью прихвата, расположенного над ней и обеспечивающего прижим пластинки к опорной поверхности гнезда державки. К недостаткам конструкции следует отнести громоздкость узла крепления.
Для расточных резцов используют более компактные крепления многогранных пластинок, например, с подвижной опорой, что позволяет использовать их для обработки отверстий диаметром свыше 20 мм.
Все типы резцов, несмотря на многообразие их конструктивного оформления и специфические особенности, имеют общие геометрические параметры ( рис. 2 )
На режущей кромке резцов с плоской передней поверхностью и положительным переднем углом делается фаска под углом γф ( рис.2.) У твердосплавных резцов угол фаски γф , как правило, принимают 0 ÷ ( - 10 )0 ; у резцов из быстрорежущей стали – 0 ÷ + 80 . При отсутствии фаски кромку резца рекомендуется притуплять . Для конкретных условий эксплуатации углы резания выбирают по справочной литературе [2]. Наиболее употребляемые пределы значений углов и их допустимые отклонения приведены в табл. 1.
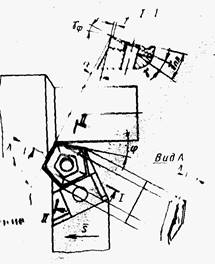
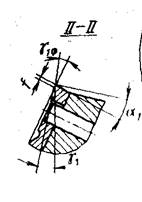
Рисунок 2. Геометрические параметры резца.
Таблица 1.
|
Параметры резца |
Углы, 0 |
|||||
|
α |
α 1 |
γ |
λ |
φ |
φ1 |
|
|
Углы резца: Твердосплавного из быстрорежущей стали. |
6÷ 15 |
1 ÷15 |
-20 ÷ +16 5 ÷ 30 |
-20 ÷ +20 |
30÷ ÷ 100 |
0 ÷ 45 |
|
Допускаемые отклонения углов |
+1 |
+ 0,5 при α1<2; + 1при α1 >2 |
+ 1при γ<12; + 2при γ>12 |
+ 1 |
+ 2 |
+ 0,5 при φ1═2 –5; + 2 при φ1>5 |
Полный ресурс работы резца определяется числом его периодов стойкости.
Средние значения допускаемого износа режущей части резцов даны в справочной литературе [2 ].
Восстановление режущей способности у цельных и составных резцов при их затуплении производится затачиванием, которое обеспечивает также и формообразование режущей части инструментов. У резцов с механическим креплением многогранных пластинок число периодов стойкости определяется числом рабочих вершин пластинки.
Схемы установки резца в двух поворотных тисках при формообразовании передней, главной задней и вспомогательной задней поверхностей показаны на рис.3, 4 и 5. Углы поворота тисков при обработке:
Передней поверхности ( углы γ2 и γ1′ )
tgγ2 = tgγsin + tgλcosφ ;
tg γ1′ =![]() ;
;
где
tgλ΄ ═ tgλ ⁄ cosφ ;
главной задней поверхности ( углы α2 и φ΄ )
ctgα2 = ctgα sinφ + tg λcosφ ;
tgφ΄ = ![]() ;
;
вспомогательной задней поверхности ( углы α2′ и φ1′ )
ctgα2′ ═ ctgα 1sinφ1− tgλ1 cosφ1 ;
tgφ1′ = ![]() ;
;
где
tgλ′1= tgλ1 / cosφ1 ;
tgλ1= tgγ sin(φ +φ1) + tgλ cos ( φ + φ1) ;
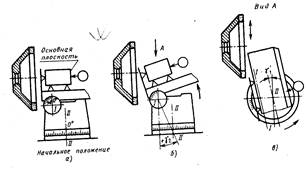
Рисунок 3. Настройка тисков для заточки передней поверхности резца:
а- начальное положение; б- поворот на угол γ2; в- поворот на угол γ′1;
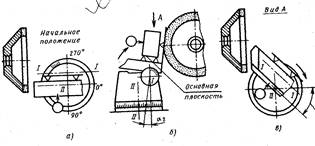
Рисунок 4. Настройка тисков для заточки главной задней поверхности резца:
а- начальное положение; б- поворот на угол α 2 ; в- поворот на угол φ′ ;
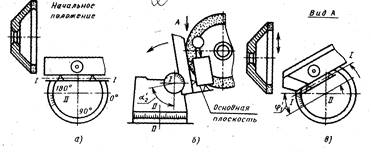
Рисунок 5 . Настройка тисков для заточки вспомогательной задней поверхности резца:
а- начальное положение ; б- поворот на угол α′2; в- поворот на угол φ′1.
Практическая работа № 2
Тема: Определение сил, действующих при точении, и мощности резания.
Цель работы: изучить методику расчета сил резания и мощности, затрачиваемой на резание, аналитическим способом.Ознакомиться и приобрести навыки работы со справочной литературой.
Общие сведения
Для изучения действия силы сопротивления резанию принято ее раскладывать на три взаимно перпендикулярные составляющие силы, направленные по осям координат станка: Px - осевая сила; Py - радиальная сила; Pz - тангенциальная сила, которую обычно называют силой резания [1].
Осевая сила Px действует вдоль заготовки, при продольном точении противодействует механизму подач.
Радиальная сила Py - отжимает резец, ее реакция изгибает заготовку.
Сила резания Pz направлена по касательной к поверхности резания, определяет расходуемую мощность на резание Np.
Составляющие силы резания при точении рассчитывают по аналитической формуле :
Pz(x,y)=10CptxSyVnKp , H
где Cp - коэффициент , учитывающий условия обработки;
x,y,n - показатели степени;
t - глубина резания, мм;
S - подача, мм/об;
V - скорость резания, м/мин;
Кр - обобщенный поправочный коэффициент, учитывающий изменение условий по отношению к табличным.
![]() ,
,
где ![]() - поправочный
коэффициент, учитывающий свойства обрабатываемого материала;
- поправочный
коэффициент, учитывающий свойства обрабатываемого материала;
![]() - коэффициенты, учитывающие
соответствующие геометрические параметры резца .
- коэффициенты, учитывающие
соответствующие геометрические параметры резца .
Мощность резания рассчитывают по фориуле
![]()
где Pz - сила резания, Н;
V - скорость резания, м/мин.
Пример решения задачи
Определить силы, действующие при продольном точении
заготовки из стали 40Х с пределом прочности ![]() , резцом с пластиной из
твердого сплава Т5К10. Определить мощность резания. Глубина резания t=3
мм, подача S=0,8 мм\об, скорость резания V=67 м/мин.
, резцом с пластиной из
твердого сплава Т5К10. Определить мощность резания. Глубина резания t=3
мм, подача S=0,8 мм\об, скорость резания V=67 м/мин.
Геометрические параметры резца: форма передней
поверхности - радиусная с фаской; ![]()
![]()
![]()
![]()
![]()
![]()
Решение
1. Силы резания при точении
Pz(x,y)=10CptxSyVnKp
1.1 Определяем значения постоянной и показателей степени [2],
![]() х=1,0 y=0,75 n= -
0,15
х=1,0 y=0,75 n= -
0,15
![]() x=1,0 y=0,5 n= -
0,4
x=1,0 y=0,5 n= -
0,4
![]() x=0,9 y=0,6 n=
-0,3
x=0,9 y=0,6 n=
-0,3
1.2 Определяем значения поправочных коэффициентов
![]()
 n=0,75 [2],
n=0,75 [2],
 ; n=1 [3],
; n=1 [3],
 n=1,35 [2],
n=1,35 [2],
Поправочные коэффициенты, учитывающие геометрию резца [2],
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() - учитывается только для резцов из
быстрорежущей стали
- учитывается только для резцов из
быстрорежущей стали
Pz=10×300×31×0,80,75×67-0,15×0,95×0,94×1,25=4050 H
Px=10×339×31×0,80,5×67-0,4×0,93×1,11×2=1685,5 H
Py=10×243×30,9×0,80,6×67-0,3×0,91×0,77×2=1611 H
2. Мощность резания

ЗАДАНИЕ НА ПРАКТИЧЕСКУЮ РАБОТУ № 2
Выполнить расчет силы резания (Pz) и мощности, затрачиваемой на резание по заданному варианту.
Исходные данные приведены в таблице1.
Порядок выполнения работы
1. Пользуясь инструкцией и литературой [1,2], изучить методику и выполнить расчет по заданию.
2. Составить отчет по форме 1.
Форма 1
1. Наименование работы.
2. Цель работы.
3. Задание.
4. Расчет силы резания и мощности, затрачиваемой на резание.
Таблица 1
Варианты задания к практическому занятию 2
|
Номер варианта |
Материал заготовки |
Режим резания |
Геометрические параметры резца* |
|||||||
|
|
|
t, мм |
S, мм |
V, м/мин |
j° |
a° |
g° |
l° |
r, мм |
Форма передней поверхности |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
Сталь 20, sв=550 МПа |
4 |
0,7 |
140 |
45 |
8 |
10 |
5 |
1 |
Радиусная с фаской |
|
2 |
Серый чугун СЧ10, НВ 160 |
5 |
0,78 |
60 |
60 |
8 |
5 |
10 |
1 |
Плоская |
|
3 |
Сталь 12Х18Н9Т; НВ180 |
1 |
0,21 |
265 |
90 |
12 |
10 |
0 |
2 |
Радиусная с фаской |
|
4 |
Сталь 14Х17Н2; НВ200 |
1,5 |
0,195 |
250 |
90 |
12 |
10 |
0 |
2 |
Радиусная с фаской |
|
5 |
Серый чугун СЧ30, НВ 220 |
1,5 |
0,26 |
150 |
45 |
10 |
5 |
-5 |
2 |
Плоская |
|
6 |
Серый чугун СЧ20, НВ 210 |
2 |
0,35 |
155 |
45 |
10 |
12 |
0 |
1 |
Радиусная с фаской |
|
7 |
Сталь 38ХА, sв=680 МПа |
3 |
0,61 |
120 |
60 |
8 |
10 |
5 |
|
Радиусная с фаской |
|
8 |
Сталь 35, sв=560 МПа |
1,5 |
0,2 |
390 |
60 |
12 |
15 |
0 |
|
Плоская с фаской |
|
9 |
Серый чугун СЧ15, НВ 170 |
4,5 |
0,7 |
65 |
90 |
8 |
5 |
0 |
|
Плоская |
|
10 |
Серый чугун СЧ10, НВ 160 |
3,5 |
0,6 |
65 |
45 |
10 |
10 |
5 |
|
Плоская |
|
11 |
Сталь 40ХН, sв=700 МПа |
1,5 |
0,3 |
240 |
60 |
12 |
10 |
-5 |
2 |
Радиусная с фаской |
|
12 |
Сталь Ст3, sв=600 МПа |
5 |
0,8 |
240 |
60 |
10 |
5 |
0 |
|
Радиусная с фаской |
|
13 |
Сталь 40Х, sв=750 МПа |
1,0 |
0,15 |
240 |
90 |
12 |
10 |
-5 |
|
Плоская с фаской |
|
14 |
Сталь Ст5, sв=600 МПа |
3,5 |
0,52 |
130 |
45 |
8 |
10 |
5 |
1 |
Плоская |
|
15 |
Серый чугун СЧ20, НВ 180 |
4,0 |
0,87 |
75 |
60 |
8 |
5 |
10 |
|
Плоская |
|
16 |
Серый чугун СЧ20, НВ 200 |
2,5 |
0,25 |
100 |
45 |
10 |
5 |
0 |
|
Плоская с фаской |
|
17 |
Сталь 20Х, sв=580 МПа |
1,0 |
0,125 |
180 |
45 |
12 |
15 |
0 |
|
Радиусная с фаской |
|
18 |
Сталь 50, sв=750 МПа |
2,0 |
0,25 |
150 |
60 |
10 |
12 |
5 |
2 |
Радиусная с фаской |
|
19 |
Бронза Бр АЖН 10-4, НВ170 |
1,5 |
0,15 |
130 |
60 |
6 |
20 |
10 |
|
Плоская с фаской |
|
20 |
Латунь ЛМцЖ 52-4-1, НВ100 |
2,5 |
0,3 |
80 |
90 |
8 |
25 |
-5 |
1 |
Радиусная с фаской |
|
21 |
Серый чугун СЧ30, НВ 220 |
1,5 |
0,1 |
130 |
45 |
10 |
8 |
0 |
15 |
Плоская |
|
22 |
Серый чугун СЧ20, НВ 200 |
3 |
0,4 |
90 |
90 |
8 |
10 |
-5 |
Плоская с фаской |
|
|
23 |
Сталь 30ХН3А, sв=800 МПа |
5 |
0,8 |
110 |
60 |
12 |
12 |
-5 |
|
Радиусная с фаской |
|
24 |
Сталь 30ХМ, sв=780 МПа |
2,5 |
0,2 |
100 |
45 |
10 |
10 |
2 |
2 |
Радиусная с фаской |
|
25 |
Сталь 45, sв=650 МПа |
4 |
1,2 |
90 |
60 |
8 |
15 |
0 |
|
Плоская с фаской |
|
26 |
Сталь 15Х, sв=687 МПа |
2,0 |
0,35 |
100 |
45 |
6 |
8 |
5 |
1,5 |
Радиусная с фаской |
|
27 |
Ковкий чугун КЧ30, НВ 163 |
3,0 |
0,5 |
120 |
90 |
8 |
10 |
0 |
1 |
Плоская |
|
28 |
Сталь 20ХНР, sв=700 МПа |
4,5 |
0,06 |
80 |
60 |
12 |
5 |
-5 |
|
Плоская с фаской |
|
29 |
Сталь 30Г, sв=550 МПа |
1,5 |
0,35 |
120 |
45 |
10 |
12 |
10 |
2 |
Плоская |
|
30 |
Сталь 35ХГСА, sв=700 МПа |
2,5 |
0,05 |
140 |
90 |
8 |
5 |
0 |
|
Радиусная с фаской |
* Для всех вариантов принять резец с пластиной из твердого сплава.
ПРАКТИЧЕСКАЯ РАБОТА №3
Расчет режима резания при точении аналитическим способом
Цель работы: изучить методику расчета режима резания аналитическим способом. Ознакомиться и приобрести навыки работы со справочной литературой.
ОБЩИЕ СВЕДЕНИЯ
Обработка заготовки точением осуществляется при сочетании двух движений: равномерного вращательного движения детали - движения резания (или главное движение) и равномерного поступательного движения резца вдоль или поперек оси детали - движение подачи. К элементам режима резания относятся: глубина резания t, подача S, скорость резания V.
Глубина резания - величина срезаемого слоя за один проход, измеренная в направлении, перпендикулярном обработанной поверхности, т.е. перпендикулярном направлению подачи. При черновой обработке , как правило, глубину резания назначают равной всему припуску, т.е. припуск срезают за один проход
где h - припуск , мм;
D - диаметр заготовки, мм;
d - диаметр детали, мм.
При чистовой обработке припуск зависит от требований точности и шероховатости обработанной поверхности.
Подача - величина перемещения режущей кромки инструмента относительно обработанной поверхности в направлении подачи за единицу времени (минутная подача Sм) или за один оборот заготовки. При черновой обработке назначают максимально возможную подачу исходя из жесткости и прочности системы СПИД, прочности пластинки, мощности привода станка; при чистовой обработке - в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
Скорость резания - величина перемещения точки режущей кромки инструмента относительно поверхности резания в направлении движения резания за единицу времени. Скорость резания зависит от режущих свойств инструмента и может быть определена при точении по таблицам нормативов [4] или по эмпирической формуле
где Сv - коэффициент, учитывающий условия обработки;
m, x, y - показатели степени;
T - период стойкости инструмента;
t - глубина резания, мм;
S - подача, мм/об;
Kv - обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным
![]() ,
,
где Kmv - коэффициент, учитывающий влияние материала заготовки;
Knv - коэффициент, учитывающий состояние поверхности заготовки;
Kuv - коэффициент, учитывающий материал инструмента;
Kjv - коэффициент, учитывающий главный угол в плане резца;
Krv - коэффициент, учитывающий радиус при вершине резца - учитывается только для резцов из быстрорежущей стали.
При настройке станка необходимо установить частоту вращения шпинделя, обеспечивающую расчетную скорость резания.
 , об/мин
, об/мин
Основное технологическое (машинное) время - время, в течение которого происходит снятие сружки без непосредственного участия рабочего
 , мин
, мин
где L - путь инструмента в направлении рабочей подачи, мм;
i - количество проходов.
L=l+y+![]() , мм
, мм
где l - размер обрабатываемой поверхности в направлении подачи;
y - величина врезания, мм;
![]() - величина перебега, мм,
- величина перебега, мм, ![]() =1¸2 мм.
=1¸2 мм.
y=t×ctgj ,
где t - глубина резания;
j - главный угол в плане резца.
Пример решения задачи
На токарно-винторезном станке 16К20 производится черновое обтачивание на проход вала D=68 мм до d=62h12 мм. Длина обрабатываемой поверхности 280 мм; длина вала l1= 430 мм. Заготовка - поковка из стали 40Х с пределом прочности sв=700 МПа. Способ крепления заготовки - в центрах и поводковом патроне. Система СПИД недостаточно жесткая. Параметр шероховатости поверхности Ra=12,5 мкм. Необходимо: выбрать режущий инструмент, назначить режим резания; определить основное время.
Решение
1. Выполнение эскиза обработки.
Рисунок 1. Эскиз обработки.
2. Выбор режущего инструмента
Для обтачивания на проход вала из стали 40Х принимаем токарный проходной резец прямой правый с пластинкой из твердого сплава Т5К10 [2] или [3]. Форма передней поверхности радиусная с фаской [3]; геометрические параметры режущей части резца:
g=150 ; a=12; l=0 [3],
j=600 ; j1=150; [3],
r=1 мм; f=1 мм; [3].
3. Назначение режимов резания
3.1. Глубина резания. При черновой обработке припуск срезаем за один проход, тогда

3.2. Назначаем подачу. Для черновой обработки заготовки из конструкционной стали диаметром до 100 мм резцом сечением 16х25 (для станка 16К20) при глубине резания до 3 мм:
S=0,6¸1,2 мм/об [2], [3].
В соответствии с примечанием 1 к указанной таблице и паспортным данным станка (см. Приложение 1 к данным методическим указаниям) принимаем S=0,8 мм/об.
3.3. Скорость резания , допускаемая материалом резца
 , м/мин
, м/мин
где Cv=340; x=0,15; y=0,45, m=0,2, T=60 мин [2], [3]
Поправочный коэффициент для обработки резцом с твердосплавной пластиной
Kv=Kmv×Knv×Kuv×Kjv
 , [2], [3],
, [2], [3],
где Kr=1; nv=1 [2],
тогда 
Knv=0,8 [2] или [3],
Kuv=0,65 [2] или [3],
Kjv=0,9 [2] или [3].
 м/мин
м/мин
3.4. Частота вращения, соответствующая найденной скорости резания
 , об/мин ;
, об/мин ;  об/мин.
об/мин.
Корректируем частоту вращения шпинделя по паспортным данным станка
nд=315 об/мин.
3.5. Действительная скорость резания
 , м/мин;
, м/мин;  м/мин.
м/мин.
4. Основное время
 , мин
, мин
Путь резца L=l+y +![]() ,
мм
,
мм
Врезание резца y=t×ctgj=3×ctg 600=3×0,58=1,7 мм
Пробег резца ![]() =1,3
мм.
=1,3
мм.
Тогда L=280+1,7+1,3=383 мм.
 мин.
мин.
ПРАКТИЧЕСКая работа № 4
Тема: Исследование конструкций зенкеров и разверток
Цель : Изучить особенности конструкций зенкеров и разверток
Зенкеры и развертки относятся к режущим инструментам для получистовой и чистовой обработки отверстий, которые предварительно получены в детали тем или иным способом.
Зенкеры применяют для обработки отверстий с допусками Н11, Н 12. В зависимости от назначения и условий обработки зенкеры имеют различные конструкции. На рис. 1 показан хвостовой зенкер из быстрорежущей стали, имеющий винтовые передние и задние поверхности. Главный угол в плане у зенкера φ = 600. Для повышения стойкости при обработке стали, зенкер часто снабжают переходной кромкой, расположенной под углом 300. Передний и задний углы зенкера задают в точке, наиболее удаленной от оси зенкера. Передний угол для обработки стали и чугуна γ = 6 ÷120, для обработки цветных металлов и сплавов γ = 20 ÷ 300. Задний угол зенкера α = 6 ÷ 100. Твердосплавные зенкеры имеют обычно двухплоскостную форму задней поверхности.
Характер изнашивания зенкеров зависит от обрабатываемого материала. При обработке деталей из чугуна для зенкеров из инструментальной стали лимитирующим является износ μ у по уголкам. При обработке деталей из стали лимитирующим износом является износ по ленточке μл ( рис. 2)
Средние величины износа зенкеров при обработке стали μл = 1,0 ÷ 1,2 мм, а при обработке чугуна μу = 0,8 ÷ 1,5 мм.
Твердосплавные зенкеры изнашиваются главным образом по задней поверхности и уголкам. Допустимые величины износа по задней поверхности для зенкеров диаметром до 20 мм μз = 1,0 мм; св. 20 до 40 мм μз = 1,2 мм; св.40 до 60мм μ з = 1,4 мм; св. 60 μ з = 1,6 мм.
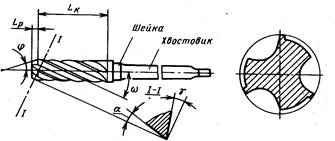
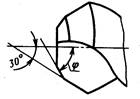
Рисунок 1. Зенкер с коническим хвостовиком.
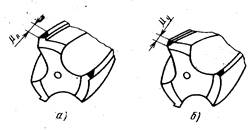
Рисунок 2 . Характер лимитирующего износа зенкеров
а) – при обработке стали; б) – при обработке чугуна.
Для восстановления режущей способности зенкеры необходимо затачивать по задней поверхности перьев ( зубьев ). При затачивание снимается весь затупленный участок и для полной гарантии качества заточки – дополнительный слой толщиной 0,2мм.
Развертки ( рис. 3 ) предназначены для чистовой обработки отверстий после сверления, зенкерования или растачивания и обеспечивают допуски Н6 – Н11 и параметры шероховатости поверхности Rа = 2,5 ÷ 0,16 мм. Передний угол у разверток обычно γ = 00, а задний угол α = 6 ÷100. Главный угол в плане φ у машинных разверток выбирается в пределах от 5 до 450, наиболее распространен φ = 150, у ручных разверток φ = 1 ÷ 1,50.
При изготовление разверток окончательное формообразование режущих и калибрующих частей проводят заточкой по передней и задней поверхностям. В процессе резания развертка изнашивается по задней поверхности в месте перехода режущей части в калибрующую ( рис. 4 ). Допустимая величина износа у быстрорежущих разверток μз = 0,3 ÷ 0,8мм, у твердосплавных разверток
μз= 0,1 ÷0,3 мм
При восстановление режущих свойств разверток обычно их затачивают по задней поверхности.
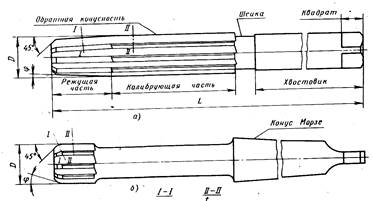
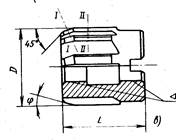

Рисунок 3. Развертки:
а) – ручная ; б) - машинная хвостовая; в) – машинная насадная.
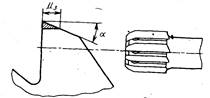
Рисунок 4. Характер изнашивания разверток.
ПРАКТИЧЕСКАЯ РАБОТА № 5
Тема: Назначение режима резания при сверлении, зенкеровании и развертывании
Цель работы: Изучить методику назначения режимов резания по таблицам нормативов. Ознакомиться и приобрести навыки работы с нормативами.
ОБЩИЕ СВЕДЕНИЯ
Наиболее распространенный метод получения отверстий резанием – сверление.
Движение резания (главное движение) при сверлении – вращательное движение, движение подачи – поступательное. В качестве инструмента при сверлении применяются сверла. Самые распространенные из них – спиральные, предназначены для сверления и рассверливания отверстий , глубина которых не превышает 10 диаметров сверла. Шероховатость поверхности после сверления Ra=12,5¸6,3 мкм, точность по 11-14 квалитету. Градация диаметров спиральных сверел должна соответствовать ГОСТ 885-64. Для получения более точных отверстий (8-9 квалитет) с шероховатостью поверхности Ra=6,3¸3,2 мкм применяют зенкерование. Исполнительные диаметры стандартных зенкеров соответствуют ГОСТ1677-75. Развертывание обеспечивает изготовление отверстий повышенной точности (5-7 квалитет) низкой шероховатости до Ra=0,4 мкм.
Исполнительные размеры диаметров разверток из инструментальных сталей приведены в ГОСТ 11174-65, с пластинками из твердого сплава в ГОСТ 1173-65.
Отличительной особенностью назначения режима резания при сверлении является то, что глубина резания t=D/2, при рассверливании, зенкеровании и развертывании.
 , мм.
, мм.
При рассверливании отверстий подача, рекомендуемая для сверления, может быть увеличена в 2 раза.
Порядок назначения остальных элементов режима резания аналогичен назначению режимов резания при токарной обработке.
Средние значения припусков на диаметр, снимаемых зенкерами и развертками см. в приложении 4.
Пример решения задачи
На вертикально-сверлильном станке 2Н125 обработать сквозное отверстие диаметром 25Н7 (Ra=1,6 мкм), l=125 мм. Материал заготовки СЧ18, НВ210.
Необходимо: выбрать режущий инструмент, назначить режим резания по таблицам нормативов, определить основное время.
Решение:
 Рисунок 1.Эскиз обработки
Рисунок 1.Эскиз обработки
1. Выбор инструмента.
Согласно исходных данных операция выполняется в три перехода: сверление, зенкерование и развертывание.
Для сверления чугуна СЧ18 НВ210 согласно [7] выбираем сверло D=22 мм из стали Р18 , заточенное по методу В.И. Жирова, 2j =118°; 2j 0=70°; для зенкерования – цельный зенкер D=24,9 мм из стали Р18; j =45°; aр =10°; для развертывания – цельную развертку D=25 мм, j =5° из стали Р18.
2. Выбор режима резания.
Расчет режимов резания выполним в традиционной последовательности с использованием данных работы [7].
Первый переход. Выбор подачи. Для сверления чугуна НВ210 сверлом диаметром 22 мм выбираем подачу S=0,65¸0,75 мм/об. С учетом поправочного коэффициента на длину сверления Кls=0,9 получам расчетные величины подач
S=0,59¸0,68 мм/об.
По паспорту станка устанавливаем ближайшую подачу к расчетной S=0,56 мм/об.
Выбор скорости и числа оборотов.
Исходя из диаметра сверла 22 мм и установленной подачи S=0,56 мм/об, методом двойной интерполяции определяем нормативные скорость резания и число оборотов (быстрее и удобнее вести расчет только по числу оборотов).
nн=396 об/мин.
Учитывая поправочные коэффициенты на заточку сверла по методу В.И. Жирова (ЖДП) Кфv =1,05, на длину сверления (l=5D), Кlv =0,75 и на механические свойства серого чугуна НВ210 Кмv =0,88 , получаем расчетное число оборотов в минуту
n=nн× Кфv × Кlv × Кмv=396×1,05×0,75×0,88=274 об/мин.
Ближайшее число оборотов по паспорту станка n=250 об/мин.
Тогда фактическая скорость резания будет равна
 м/мин.
м/мин.
Проверка выбранного режима по осевому усилию и мощности.
Для установленных условий сверления D=22 мм, S=0,56 мм/об и n=250 об/мин методом двойной интерполяции получаем осевое усилие Pн=6010 Н и крутящий момент Мкр=6572 кг×мм.
С учетом поправочного коэффициента на обрабатываемый материал КМм=Кмр=1,06 и заточки по методу Жирова (ЖДП) Кфр=0,66 и Кфм=1 получим
Р=Рн× Кмр× Кфр=6010×1,06×0,66=4205 Н
По паспорту станка наибольшее усилие, допускаемое механизмом подачи, равно 15000Н.
М=Ммрн×Кмм×Кфм=6572×1,06×1=6966 кг×мм.
Пользуясь графиком определяем при Мкр=6966 кг×мм и n=250 об/мин мощность, потребную на резание : Nрез=1,6 квт.
По паспорту станка мощность на шпинделе
Nэ=Nд×h=4,5×0,8=3,6 кВт; Nэ=3,6>Nрез=1,6 кВт.
Следовательно, станок не лимитирует выбранного режима резания.
Второй переход. Выбор подачи.
Для зенкерования отверстия в сером чугуне НВ210 зенкером диаметром 24,9 мм (25 мм) при последующей обработке отверстия одной разверткой рекомендуется подача S=0,55¸0,6 мм/об. Ближайшая подача по паспорту станка S=0,56 мм/об.
Выбор скорости резания и числа оборотов.
Исходя из диаметра зенкера D=24,9 (25) мм, для подачи S=0,56 мм/об путем интерполяции определяем число оборотов nн=329 об/мин.
С учетом поправочного коэффициента на обрабатываемый материал Kмv=0,88 число оборотов будет равно n=nн× Kмv=329×0,88=289 об/мин. Ближайшее число оборотов по паспорту станка n=250 об/мин. Фактическая скорость резания
 м/мин.
м/мин.
Третий переход. Выбор подачи.
Для развертывания отверстия в сером чугуне НВ>200 механической разверткой D=25 мм с чистотой поверхности отверстия Ra=1,6 мкм рекомендуется подача S=1,9 мм/об. Ближайшая подача по паспорту станка S=1,6 мм/об.
Выбор скорости резания и числа оборотов.
Для развертывания отверстия диаметром 25 мм с подачей 1,6 мм/об рекомендуется число оборотов nн=105 об/мин. С учетом поправочного коэффициента на обрабатываемый материал серый чугун НВ>200 Кмn=0,88. Тогда
n=nн× Кмn=105×0,88=92 об/мин
Ближайшее число оборотов по паспорту станка
n=90 об/мин.
Фактическая скорость резания
 м/мин.
м/мин.
Определение основного (технологического) времени.
Величина врезания и перебега инструментов l1 при работе на проход для сверла с двойной заточкой равна 12 мм; для зенкера 5 мм и для развертки 30 мм.
При длине отверстия l=125 мм основное (технологическое) время каждого перехода равно
 мин
мин
 мин
мин
 мин
мин
Основное время операции
T0=t01+t02+t03=0,98+0,93+1,0=2,91 мин.
ПРАКТИЧЕСКАЯ РАБОТА № 6
Тема: Расчет режима резания при фрезеровании
Цель работы: Изучить методику назначения режима резания по таблицам нормативов. Ознакомиться и приобрести навыки работы с нормативами.
ОБЩИЕ СВЕДЕНИЯ
Фрезерование – один из самых производительных методов обработки. Главное движение (движение резания) при фрезеровании – вращательное; его совершает фреза, движение подачи обычно прямолинейное, его совершает фреза. Фрезерованием можно получить деталь точностью по 6-12 квалитету шероховатостью до Ra=0,8 мкм. Фрезерование осуществляется при помощи многозубого инструмента – фрезы. Фрезы по виду различают: цилиндрические, торцевые, дисковые, прорезные и отрезные, концевые, фасонные; по конструкции – цельные, составные и сборные.
При торцевом фрезеровании (обработка торцевой фрезой) диаметр фрезы D должен быть больше ширины фрезерования В, т.е. D=(1,25¸1,5)В.
Для обеспечения производительных режимов работы необходимо применять смещенную схему фрезерования (есть симметричная схема), для чего ось заготовки смещается относительно оси фрезы.
При цилиндрическом фрезеровании различают встречное фрезерование, – когда вектор скорости (направление вращения фрезы) направлен навстречу направлению подачи; и попутное фрезерование, когда вектор скорости и направление подачи направлены в одну сторону. Встречное фрезерование применяют для черновой обработки заготовок с литейной коркой, с большими припусками. Попутное фрезерование применяют для чистовой обработки нежестких, предварительно обработанных заготовок с незначительными припусками.
Глубина резания (фрезерования) t во всех видах фрезерования, за исключением торцевого фрезерования и фрезерования шпонок, представляет собой размер слоя заготовки срезаемой при фрезеровании, измеряемый перпендикулярно оси фрезы. При торцевом фрезеровании и фрезеровании шпонок шпоночными фрезами – измеряют в направлении параллельном оси фрезы.
При фрезеровании различают подачу на один зуб Sz подачу на один оборот фрезы S и минутную подачу Sм мм/мин, которые находятся в следующем соотношении:
Sм= S×n= Sz×z×n
Где n – частота вращения фрезы, об/мин;
z – число зубьев фрезы.
При черновом фрезеровании назначают подачу на зуб; при чистовом фрезеровании – подачу на один оборот фрезы.
Скорость резания – окружная скорость фрезы, определяется режущими свойствами инструмента. Ее можно рассчитать по эмпирической формуле [2] , [3], или выбрать по таблицам нормативов [4], [7].
Пример решения задачи.
На вертикально-фрезерном станке 6Р12 производится торцевое фрезерование плоской поверхности шириной В=80 мм, длиной l=400 мм, припуск на обработку h=1,8 мм. Обрабатываемый материал серый чугун СЧ30, НВ220. Заготовка предварительно обработана. Обработка окончательная, параметр шероховатости обработанной поверхности Ra=3,2 мкм. Необходимо: выбрать режущий инструмент , назначить режим резания с использованием таблиц нормативов, определить основное (технологическое) время.
Решение
Рисунок 1. Эскиз обработки
1. Выбор инструмента.
Для фрезерования на вертикально-фрезерном станке заготовки из чугуна выбираем торцевую фрезу с пластинками из твердого сплава ВК6 [2] или [3], диаметром D=(1,25¸1,5)×В=(1,25¸1,5)×80=100¸120 мм. Принимаем D=100 мм; z=10, ГОСТ 9473-71 [2] или [3].
Геометрические параметры фрезы: j=60°, a=12°, g=10°, l=20°, j1=5°.
Схема установки фрезы – смещенная.
2. Режим резания.
2.1 Глубина резания.
Заданный припуск на чистовую обработку срезают за один проход, тогда
t=h=1,8 мм
1.2 Назначение подачи.
Для получения шероховатости Ra=6,3 мкм подача на оборот S0=1,0¸0,7 мм/об [4].
Тогда подача на зуб фрезы
 мм/зуб.
мм/зуб.
2.3 Период стойкости фрезы.
Для фрез торцевых диаметром до 110 мм с пластинками из твердого сплава применяют период стойкости
Т=180 мин [4],
2.4 Скорость резания , допускаемая режущими свойствами инструмента.
Для обработки серого чугуна фрезой диаметром до 110 мм, глубина резания t до 3,5 мм, подаче до 0,1 мм/зуб.
V=203 м/мин [4],
С учетом поправочных коэффициентов Kmv=1;
Knv=1; при  ; КБV=1; Kjv=1 [4],
; КБV=1; Kjv=1 [4],
V=V× Kmv× Knv× КБV× Kj=203×1=203 м/мин.
Частота вращения шпинделя, соответствующая найденной скорости резания
 об/мин.
об/мин.
Корректируем по паспорту станка
n=630 об/мин.
Действительная скорость резания
 м/мин.
м/мин.
2.5 Минутная подача Sм=Sz×z×n=0,1×10×630=630 мм/мин. Это совпадает с паспортными данными станка.
3. Мощность, затрачиваемая на резание.
При фрезеровании чугуна с твердостью до НВ229, ширине фрезерования до 85 мм, глубине резания до 1,8 мм, подаче на зуб до 0,13 мм/зуб, минутной подаче до 660 мм/мин
Np=3,8 кВт [4],
3.1 Проверка достаточности мощности станка
Мощность на шпинделе станка Nшп=Nд×h
Nд=7,5 кВт; h=0,8 (по паспорту станка)
Nшп=7,5×0,8=6 кВт.
Так как Nшп=6 кВт >Np=3,8 кВт, то обработка возможна.
4. Основное время
 , мкм
, мкм
где L=l+l1.
Для торцового фрезерования фрезой диаметром 100 мм, ширине фрезерования 80 мм
l1=23 мм [4],
 мин.
мин.
ЗАДАНИЕ НА ПРАКТИЧЕСКУЮ РАБОТУ № 6
Выполнить расчет режима резания по таблицам нормативов по заданному варианту.
Исходные данные приведены в таблице 1.
Порядок работы аналогичен предыдущим.
Таблица 1
|
№ |
Вид заготовки и ее характеристика |
В, мм |
l, мм |
h, мм |
Вид обработки и параметр шероховатости, мкм |
Модель станка |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Серый чугун СЧ30, НВ200 |
100 |
600 |
5 |
Торцовое фрезерование, Ra=12,5 |
6Р12 |
|
2 |
Серый чугун СЧ20, НВ210 |
150 |
500 |
4 |
Торцовое фрезерование, Ra=1,6 |
6Р12 |
|
3 |
Сталь 38ХА, sв=680 Мпа |
80 |
400 |
6 |
Торцовое фрезерование, Ra=12,5 |
6Р12 |
|
4 |
Сталь 35, sв=360 Мпа |
90 |
480 |
3,5 |
Торцовое фрезерование, Ra=1,6 |
6Р12 |
|
5 |
Серый чугун СЧ15, НВ170 |
50 |
300 |
3,5 |
Цилиндрическое фрезерование, Ra=3,2 |
6Р82Г |
|
6 |
Серый чугун СЧ10, НВ160 |
80 |
250 |
1,5 |
Цилиндрическое фрезерование, Ra=3,2 |
6Р82Г |
|
7 |
Сталь 40ХН, sв=700 Мпа |
70 |
320 |
4 |
Цилиндрическое фрезерование, Ra=12,5 |
6Р82Г |
|
8 |
Сталь Ст3, sв=600 Мпа |
85 |
600 |
1,5 |
Цилиндрическое фрезерование, Ra=3,2 |
6Р82Г |
|
9 |
Сталь 40Х, sв=750 Мпа |
10 |
100 |
5 |
Фрезеровать паз, Ra=6,3 |
6Р12 |
|
10 |
Сталь Ст5, sв=600 Мпа |
12 |
80 |
8 |
Фрезеровать паз ,Ra=6,3 |
6Р12 |
|
11 |
Серый чугун СЧ20, НВ180 |
20 |
120 |
10 |
Фрезеровать паз ,Ra=6,3 |
6Р12 |
|
12 |
Серый чугун СЧ20, НВ200 |
15 |
75 |
8 |
Фрезеровать паз ,Ra=6,3 |
6Р82Г |
|
13 |
Сталь 20Х, sв=580 Мпа |
8 |
110 |
8 |
Фрезеровать паз ,Ra=6,3 |
6Р82Г |
|
14 |
Сталь 50, sв=750 Мпа |
12 |
120 |
6 |
Фрезеровать паз ,Ra=6,3 |
6Р82Г |
|
15 |
Бронза Бр АЖН 10-4 НВ170 |
100 |
300 |
4 |
Торцовое фрезерование, Ra=12,5 |
6Р12 |
|
16 |
Латунь ЛМцЖ 52-4-1, НВ220 |
60 |
180 |
1,5 |
Торцовое фрезерование, Ra=1,6 |
6Р12 |
|
17 |
Серый чугун СЧ30, НВ220 |
180 |
200 |
4,5 |
Торцовое фрезерование, Ra=12,5 |
6Р12 |
|
18 |
Серый чугун СЧ20, НВ220 |
110 |
280 |
2,5 |
Торцовое фрезерование, Ra=3,2 |
6Р12 |
|
19 |
Сталь 30ХНЗА, sв=800 Мпа |
80 |
320 |
5 |
Цилиндрическое фрезерование, Ra=12,5 |
6Р82Г |
|
20 |
Сталь 30ХН, sв=780 МПа |
115 |
300 |
3 |
Цилиндрическое фрезерование, Ra=3,2 |
6Р82Г |
|
21 |
Сталь 45, sв=650 МПа |
40 |
280 |
1,8 |
Цилиндрическое фрезерование, Ra=1,6 |
6Р82Г |
|
22 |
Сталь 20, sв=500 МПа |
35 |
400 |
3,5 |
Цилиндрическое фрезерование, Ra=6,3 |
6Р82Г |
|
23 |
Силумин АЛ4, НВ50 |
55 |
250 |
4 |
Торцовое фрезерование, Ra=6,3 |
6Р12 |
|
24 |
Сталь 30ХМ, sв=950 МПа |
70 |
310 |
4,5 |
Торцовое фрезерование, Ra=12,5 |
6Р12 |
|
25 |
Сталь 18ХГТ, sв=700 МПа |
85 |
350 |
2,5 |
Торцовое фрезерование, Ra=3,2 |
6Р12 |
|
26 |
Чугун ВЧ60, НВ250 |
120 |
300 |
5 |
Торцовое фрезерование, Ra=12,5 |
6Р12 |
|
27 |
Сталь 50, sв=900 МПа |
60 |
250 |
6 |
Торцовое фрезерование, Ra=6,3 |
6Р12 |
|
28 |
Чугун КЧ60, НВ169 |
200 |
450 |
5,5 |
Торцовое фрезерование, Ra=3,2 |
6Р12 |
|
29 |
Сталь 18ХГТ, sв=700 МПа |
85 |
300 |
4,5 |
Цилиндрическое фрезерование, Ra=12,5 |
6Р82Г |
|
30 |
Чугун ВЧ38, НВ170 |
65 |
200 |
3 |
Цилиндрическое фрезерование, Ra=3,2 |
6Р82Г |
ПРАКТИЧЕСКАЯ РАБОТА № 7
Тема: Расчет режима резания при зубонарезании
Профиль зубьев зубчатого колеса образуется путем удаления материала впадины следующими способами обработки: фрезерованием, строганием, долблением, протягиванием, шевингованием и шлифованием.
Цель работы: изучить методику расчета режима резания при зубонарезании по таблицам нормативов. Приобрести навыки работы по нормативам.
ОБЩИЕ СВЕДЕНИЯ
Различают два метода нарезания зубьев:
копирования – когда форма режущей кромки инструмента соответствует форме впадины зубчатого колеса (дисковые, пальцевые модульные фрезы, зубодолбежные головки);
обкатки – поверхность зуба получается в результате обработки инструментом, режущие кромки которого представляют собой профиль сопряженной рейки или профиль зуба сопряженного колеса и во время обработки инструмент с заготовкой образуют сопряженную зубчатую пару (червячные фрезы, долбяки, шеверы и др.).
Метод обкатки имеет следующие преимущества по сравнению с методом копирования: одним и тем же инструментом данного модуля можно нарезать зубчатые колеса с любым числом зубьев; обеспечивается более высокая точность и низкая шероховатость поверхности зубьев нарезаемого колеса; достигается более высокая производительность обработки благодаря непрерывности процесса и участию в работе одновременно большего количества лезвий.
Дисковая и пальцевая модульные фрезы представляют собой фасонные фрезы, профиль зуба которых повторяет профиль впадины нарезаемого колеса. Обработка производится по методу копирования. Пальцевые модульные фрезы применяют для получения шевронных и зубчатых колес большего модуля. Главным движением (движением резания) является вращение фрезы вокруг своей оси. Движением подачи является движение фрезы вдоль оси заготовки.
При обработке червячной фрезой (метод обкатывания) движение резания – вращение фрезы, движение подачи – поступательное движение фрезы вдоль оси заготовки.
Зуборезный долбяк выполнен в виде зубчатого цилиндрического колеса и снабжен режущими кромками. Главное движение (движение резания) при зубодолблении – возвратно-поступательное движение долбяка, движений подачи два: движение обкатывания по делительным окружностям долбяка и нарезаемого колеса и радиальное перемещение. Зубодолбление применяют для нарезания наружных и внутренних зубьев прямых и косозубых колес.
Глубина резания при черновом нарезании зубьев (Ra=12,5 мкм), как правило, принимается равной глубине впадины t=h=2,2×m, где m – модуль нарезаемого колеса, мм.
Обычно черновые червячные фрезы профилируются такими, чтобы ими можно было нарезать зубья на полную глубину, но оставляя припуск на окончательную обработку лишь боковым сторонам зуба. Если мощности и жесткости станка недостаточно, припуск на черновую обработку срезают за два прохода: первый проход h=1,4m, второй проход , h=0,7m.
Чистовую обработку в два прохода применяют только при зубодолблении цилиндрических колес дисковыми долбяками с модулем 6 мм и выше при шероховатости выше Ra=1,6 мкм.
Подачи выбирают с учетом качества и точности нарезаемого колеса, мощности станка, модуля и числа зубьев нарезаемого колеса [5].
Скорость резания устанавливают в зависимости от режущих свойств инструмента. Размеров нарезаемого зуба. Глубины резания, подачи и других факторов по таблицам нормативов [5], или по эмпирической формуле [3].
Основное время при зубофрезеровании червячной фрезой
 , мин
, мин
где z - число зубьев нарезаемого колеса;
n - частота вращения фрезы, об/мин;
S0 – подача фрезы за оборот заготовки, мм/об;
K - число заходов фрезы.
При чистовой обработке применяют однозаходную фрезу, при черновой – многозаходную.
L – величина хода фрезы
L=b+l1,
Где b – ширина венца нарезаемого колеса, мм;
l1 – величина врезания и перебега, мм
Основное время при зубодолблении
 , мин,
, мин,
где m – модуль нарезаемого колеса, мм;
z – число зубьев нарезаемого колеса;
Kд – число двойных ходов в минуту долбяка, дв.ход/мин;
S – круговая подача, мм/дв.ход;
Sp – радиальная подача, мм/дв.ход;
i – число проходов;
h – припуск на обработку, мм.
Пример решения задачи
На зубодолбежном станке 5122 нарезают долбяком прямозубое зубчатое колесо модуля m=3 мм с числом зубьев z=40, шириной венца b=40 мм. Обработка чистовая (Ra=1,6 мкм) по сплошному металлу. Материал заготовки – сталь 40Х, твердость НВ190.
Необходимо: выбрать режущий инструмент, назначить режим резания (по таблицам нормативов), определить основное время.
Решение
Рисунок 1. Эскиз обработки
1. Выбор инструмента
Для зубодолбления цилиндрического колеса принимаем дисковый прямозубый долбяк модуля 3 тип 1 ГОСТ 9323-79 [2] или [3] из быстрорежущей стали Р6М5 [2] или [3].
Угол заточки по передней поверхности зубьев gз=5° [2], [3], [5].
2. Режим резания.
2.1 Круговая подача для станка модели 5122 с мощностью двигателя 3 кВт, т.е. III классификационной группы [5] , для чистовой обработки по сплошному металлу, обработки стали с твердостью до НВ207, при модуле нарезаемого колеса до m=3 мм, S=0,25¸0,3 мм/дв.ход [5].
С учетом поправочных коэффициентов Кms=1 и паспортных данных станка принимаем S=0,25 мм/ дв.ход.
2.2 Радиальная подача.
Sp=(0,1¸0,3)×S [5],
Sp=(0,1¸0,3)×0,25=0,025¸0,075 мм/дв.ход.
С учетом паспортных данных станка принимаем
Sp=0,036 мм/дв.ход.
2.3 Период стойкости долбяка для чистовой обработки Т=240 мин. [3].
2.4. Скорость резания, допускаемая режущими свойствами инструмента. Для чистовой обработки по сплошному металлу, круговой подаче S=0,25 мм/дв.ход и модуле до 4 мм
V=20,5 м/мин.
C учетом поправочных коэффициентов Kmv=1; Kbv=1
Vp=V× Kmv × Kbv=20,5 м/мин.
Число двойных ходов ходов долбяка в минуту , соответствующее найденной скорости резания,
где L – величина хода долбяка, мм
L=b+l1=40+8=48 мм,
Где l1 – перебег долбяка на две стороны.
При ширине венца до 51 мм
l1=8 мм [5],
 мм/дв.ход
мм/дв.ход
В соответствии с паспортными данными принимаем
Кд=200 мм/дв.ход.
Действительная скорость резания
 м/мин.
м/мин.
3. Проверка достаточности мощности станка
3.1 Мощность, затрачиваемая на резание
При чистовой обработке по сплошному металлу для данных условий обработки
N=1,1 кВт [5],
С учетом поправочных коэффициентов KмN=1; KbN=1; KzN=1,1
Np=N× KмN × KbN × KzN=1,1×1×1×1,1=1,21 кВт.
3.2 Мощность на шпинделе станка
Nш=Nд×h кВт,
где Nд=3 кВт; h=0,65 – паспортные данные станка
Nш=3×0,65=1,95 кВт.
Так как Nш=1,95 кВт>Np=1,21кВт, то обработка возможна.
4. Основное время
 , мин
, мин
где i – число проходов
 мин
мин
ЗАДАНИЕ НА ПРАКТИЧЕСКУЮ РАБОТУ № 7
Выполнить расчет режима резания по таблицам нормативов по заданному варианту.
Исходные данные приведены в таблице 1.
Порядок выполнения работы аналогичен предыдущим.
Таблица 1
|
№ |
Материал заготовки и его свойства |
Вид обработки и шероховатость поверхности, мкм |
Мо-дуль, мм |
Число зубьев, z |
Шири-на венца, b |
Угол наклона зубьев, b° |
Число одно-временно обрабаты-ваемых зубьев, д |
Мо-дель станка |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
Сталь 12ХНЗА, НВ210 |
Окончательная (по сплошному металлу) Ra=3,2 |
3 |
20 |
30 |
0 |
6 |
53А50 |
|
2 |
Сталь 30ХГТ, НВ200 |
Окончательная (по предварительно прорезанному зубу)* Ra=1,6 |
8 |
25 |
40 |
0 |
1 |
5122 |
|
3 |
Серый чугун СЧ25, НВ210 |
Предварительное (под последующее зубодолбление) |
6 |
30 |
32 |
15 |
5 |
53А50 |
|
4 |
Серый чугун СЧ20, НВ200 |
Предварительное (под последующее шевингование) |
3 |
60 |
50 |
0 |
1 |
5122 |
|
5 |
Сталь 45, НВ190 |
Окончательная (по сплошному металлу) Ra=1,6 |
2,5 |
80 |
60 |
0 |
3 |
5122 |
|
6 |
Сталь 40Х, НВ200 |
Предварительное (под шевингование) |
7 |
28 |
55 |
0 |
1 |
5122 |
|
7 |
Сталь 35Х, НВ185 |
Окончательная (по сплошному металлу) Ra=1,6 |
2 |
54 |
20 |
30 |
10 |
53А50 |
|
8 |
Сталь 12Х18Н9Т, НВ180 |
Предварительное (под шевингование) |
4 |
45 |
32 |
0 |
1 |
5122 |
|
9 |
Бронза Бр АЖН 10-4, НВ170 |
Предварительное (под последующее зубодолбление) |
2,5 |
65 |
35 |
15 |
6 |
53А50 |
|
10 |
Латунь ЛМцЖ 52-4-1, НВ220 |
Окончательная (по сплошному металлу) Ra=1,6 |
1,5 |
84 |
25 |
0 |
1 |
5122 |
|
11 |
Сталь 14Х17Н2, НВ220 |
Окончательная (по предварительно прорезанному зубу)* Ra=1,6 |
5 |
32 |
50 |
0 |
1 |
5122 |
|
12 |
Сталь 20Х, НВ170 |
Предварительное (под шевингование) |
5,5 |
24 |
24 |
0 |
1 |
5122 |
|
13 |
Серый чугун СЧ10, НВ170 |
Предварительное (под последующее зубодолбление) |
8 |
46 |
25 |
15 |
8 |
53А50 |
|
14 |
Серый чугун СЧ15, НВ190 |
Окончательная (по предварительно прорезанному зубу)* Ra=1,6 |
6 |
30 |
38 |
0 |
1 |
5122 |
|
15 |
Сталь 38ХА, НВ190 |
Окончательная (по сплошному металлу) Ra=1,6 |
1,5 |
55 |
24 |
0 |
1 |
5122 |
|
16 |
Сталь 35, НВ180 |
Предварительное (под шевингование) |
4 |
42 |
40 |
0 |
1 |
5122 |
|
17 |
Сталь 20, НВ200 |
Окончательная (по сплошному металлу) Ra=1,6 |
1,5 |
120 |
60 |
0 |
3 |
53А50 |
|
18 |
Серый чугун СЧ30, НВ220 |
Предварительное (под последующее зубодолбление) |
5 |
66 |
18 |
15 |
10 |
53А50 |
|
19 |
Сталь 20Х, НВ165 |
Окончательная (по предварительно прорезанному зубу)* Ra=1,6 |
8 |
22 |
30 |
0 |
1 |
5122 |
|
20 |
Сталь 45, НВ210 |
Окончательная (по сплошному металлу) Ra=3,2 |
2 |
85 |
50 |
0 |
1 |
5122 |
|
21 |
Сталь 35Х, НВ185 |
Предварительное (под шевингование) |
3 |
65 |
42 |
0 |
1 |
5122 |
|
22 |
Сталь 45ХН, НВ220 |
Окончательная (по предварительно прорезанному зубу)* Ra=1,6 |
6 |
24 |
28 |
0 |
1 |
5122 |
|
23 |
Серый чугун СЧ30, НВ220 |
Предварительное (под последующее зубодолбление) |
8 |
50 |
45 |
30 |
4 |
53А50 |
|
24 |
Серый чугун СЧ10, НВ160 |
Окончательная (по сплошному металлу) Ra=1,6 |
2,5 |
70 |
65 |
15 |
3 |
53А50 |
|
25 |
Сталь 45, НВ215 |
Окончательная (по сплошному металлу) Ra=1,6 |
2 |
80 |
30 |
0 |
6 |
53А50 |
|
26 |
Серый чугун СЧ20, НВ240 |
Окончательная (по сплошному металлу) Ra=1,6 |
3 |
22 |
45 |
0 |
6 |
53А50 |
|
* В вариантах окончательной обработки по предварительно прорезанному зубу принять припуск на зубодолбление по межцентровому расстоянию h=1¸1,4 мм. |
||||||||
ПРАКТИЧЕСКАЯ РАБОТА № 8
Тема: Червячные передачи. Инструмент для нарезания зубьев и червячных колес. Особенности нарезания и применение.
Цель работы: познакомить обучающихся с основными передачами, которые используются в приводах, в редукторах, их особенности применения, эксплуатации и ремонте.
Теоретическое обоснование: Червячные цилиндрические одноступенчатые редукторы общего назначения изготовляют без искусственного охлаждения, с корпусами из алюминиевого сплава, отлитыми по давлением.
Червячные редукторы применяют:
1. При температуре окружающей среды от -40 до +40 градусов.
2. В условиях, не требующих специальной защиты от пыли, в неагрессивных средах.
3. При вращении валов обе стороны при частоте вращения до 1500 об/мин.
4. При горизонтальном положении оси червячного колеса и расположении червяка под колесом, над колесом и сбоку от колеса.
5. С лапами, без лап и в виде насадных на валы рабочих машин.
Пример обозначения червячного редуктора: РЧУ-160-40-4-2-1 Гост 13563-68
А- 160 мм- межосевое расстояние, придаточное число- 40.
с верхним расположением червяка без лап. Допускаемые нагрузки и выбор редукторов.
Для редукторов с А до 80 мм при любом режиме работы, а также для редукторов с Азот 100 мм при повторно-кратковременных режимах работы, если продолжительность работы редуктора под нагрузкой не превышаем 24 мин в час, значение нагрузок, установленные по механической прочности и передач не ограничиваются термической мощностью редукторов при предельно допустимых значениях температуры окружающего воздуха до 40 градусов и температуры масла в ванне до 90 градусов.
Подбор редуктора производят путем сопоставления расчетного момента Мр со значением М2 по таблице, если допускаемая нагрузка ограничивается термической мощностью редуктора.
Пример выбора редуктора:
стр.503 Справочник конструктора-машиностроителя там 3. В.И.Андреев.
ПРАКТИЧЕСКАЯ РАБОТА № 9
Расчет режима резания при резьбонарезании
Цель работы: изучить методику расчета режима резания при резьбонарезании анитическим способом на примере решения задачи № 81 [1] (стр. 280) по заданным вариантам. Приобрести навыки работы со справочной литературой
Выполнить расчет режима резания аналитическим способом по примеру решения № 56 [1] (стр. 278-280).
Оформить отчет
Практическая работа № 10
Тема: Расчет режимов резания при протягивании
Цель работы: изучить методику расчета режимов резания при протягивании аналитическим способом.
Пример решения задачи
На горизонтально- протяжном станке 7Б55 производится протягивание предварительно обработанного цилиндрического отверстия диаметром D=55Н7(+0,03) мм и длиной l= 62мм
Параметр шероховатости обработанной поверхности Ra=2
мкм ( ![]() 6
). Штампованная заготовка из стали 40 ХН твердостью НВ 220. Обрабатывается одна
заготовка. Производство- массовое. Протяжка круглая, переменного резания, из
быстрорежущей стали Р18. Подача ( подъем) черновых зубьев на сторону s0 =
0,07 мм/ зуб. Шаг черновых зубьев t0 = 12мм. Число зубьев в секции zc =
2. Общая длина протяжки L = 570 мм; длина протяжки до первого зуба l1 =
265 мм. Геометрические параметры протяжки: передний угол γ
= 200; задний угол на черновых зубьях α = 30, на чистовых зубьях α =
20, на калибрующих зубьях α = 10.Эскиз обработки приведен на рис. 60.
6
). Штампованная заготовка из стали 40 ХН твердостью НВ 220. Обрабатывается одна
заготовка. Производство- массовое. Протяжка круглая, переменного резания, из
быстрорежущей стали Р18. Подача ( подъем) черновых зубьев на сторону s0 =
0,07 мм/ зуб. Шаг черновых зубьев t0 = 12мм. Число зубьев в секции zc =
2. Общая длина протяжки L = 570 мм; длина протяжки до первого зуба l1 =
265 мм. Геометрические параметры протяжки: передний угол γ
= 200; задний угол на черновых зубьях α = 30, на чистовых зубьях α =
20, на калибрующих зубьях α = 10.Эскиз обработки приведен на рис. 60.
Требуется: назначить режим резания; определить основное время.
Р Е Ш Е Н И Е ( по нормативам [8] ).1. Назначаем режим резания при заданной конструкции протяжки. Подача является элементом конструкции протяжки и рассчитывается конструктором.
1.Устанавливаем группу обрабатываемости протягиваемого материала. По карте 1 ( с.44) сталь 40 ХН твердостью НВ 220 относится к 1-й группе обрабатываемости.
2.Устанавливаем группу качества протягиваемой
поверхности. По карте 2 цилиндрическое отверстие точностью Н7 ( старое
обозначение- 2-й класс) с параметром шероховатости поверхности Ra =
2 мкм ( ![]() 6
) относится ко 2-й группе качества поверхности.
6
) относится ко 2-й группе качества поверхности.
3.Выбираем вид смазочно-охлаждающей жидкости. По карте 23для протягивания стали 1-й группы обрабатываемости и 2-й группы качества поверхности принимаем сульфофрезол ( условное обозначение в карте «В»).
4.Определяем осевую силу резания ( в случаях, когда эта сила на чертеже протяжки не указана, а достаточна ли тяговая сила протяжного станка, вызывает сомнение).
Осевая сила резания
P = q0 ∑ lрkр ,
где q 0 – осевая сила резания ( кгс) , приходящаяся на 1мм длины режущей кромки; ∑ lp - суммарная длина режущих кромок зубьев, одновременно участвующих в работе, мм ; kp – общий поправочный коэффициент на осевую силу резания, учитывающий измененные условия работы.
Рисунок 1. Эскиз обработки к примеру 49.
Определяем q0 ( карта 24, ) для S0 = 0,7 мм и переднего угла
γ = 200 : q0 14,19 кгс/мм.
Учитываем поправочные коэффициенты на осевую силу резания
( карта 25, с 81-82): ![]() = 1, так как сталь 1-й группы обрабатываемости и твердостью НВ 220;
= 1, так как сталь 1-й группы обрабатываемости и твердостью НВ 220; ![]() =1,
так как смазочно- охлаждающая жидкость – сульфофрезол;
=1,
так как смазочно- охлаждающая жидкость – сульфофрезол; ![]() =1,
так как стружка разделяется на зубьях выкружками;
=1,
так как стружка разделяется на зубьях выкружками; ![]() =
1,так как приняты протяжка перетячиваемая по передней поверхности, и 2-й группа
качества протягиваемой поверхности.
=
1,так как приняты протяжка перетячиваемая по передней поверхности, и 2-й группа
качества протягиваемой поверхности.
Определяем ∑lp для цилиндрических отверстий.
Для круглых протяжек переменного резания.
∑lp =![]() ,
,
где D = 55 мм- наибольший диаметр зубьев протяжки;
zp – число зубьев, одновременно участвующих в работе;
z c- число зубьев в секции;
Zp = ![]() ,
,
где l- длина протягиваемой поверхности; t0- шаг черновых зубьев;
![]()
Результат округляется до ближайшего меньшего целого числа, т.е.Zp = 6 ; Zc = 2;
( по принятой конструкции протяжки, см. условие);
![]() .
.
Осевая сила резания
![]()
В единицах СИ Р = 9,81∙ 7350 = 72 103Н.
5. Проверяем, достаточна ли тяговая сила станка.
Протягивание возможно при Р≤ Q,
где Q- тяговая сила станка. У станка 7Б55 Q =
10 000 кгс. Следовательно, протягивание возможно ( 7350 ![]() ).
).
6. Назначаем скорость резания ( карта 4, ):
Для круглых протяжек, 1-й группы обрабатываемости, 2-й
группы качества протягиваемой поверхности и массового производства принята
υ = 8 м/ мин. Поправочный коэффициент на скорость резания ![]() , так как рекомендуется
протяжка из быстрорежущей стали Р18.
, так как рекомендуется
протяжка из быстрорежущей стали Р18.
Корректируем найденную скорость резания по паспортным данным станка ;
υ = 8 м/мин может быть установлена на станке 7Б55, где осуществляется бесступенчатое регулирование скорости в пределах 1,5-11,5 м/мин.
Определяем скорость резания, допускаемую мощностью электродвигателя станка:
υдоп=![]()
По паспортным данным станка 7Б55 мощность его
электродвигателя Nд = 17 кВт, КПД ![]() = 0,85;
= 0,85;
υдоп = ![]()
Таким образом, выполняется условие ![]() ( 8
( 8![]() ).Следовательно,
принимаем скорость резания υ= 8 м /мин ( ~ 0,13 м/с ).
).Следовательно,
принимаем скорость резания υ= 8 м /мин ( ~ 0,13 м/с ).
7. Находим стойкость протяжки. По карте 6 стойкость протяжек определяется в метрах суммарной длины протянутой поверхности до затупления протяжки. Значения стойкостей приведены в зависимости от скорости резания и подачи на зуб.
Стойкость режущих зубьев протяжки указывается в карте раздельно для черновой и чистовой частей. В используемом справочнике во всех картах по определению стойкости протяжек жирной ломаной линией ограничены подачи черновых зубьев и соответствующие им стойкости, которые удовлетворяют условию равной стойкости черновых и чистовых зубьев
( указанные подачи и стойкости приведены слева от жирной линии).
По карте 6 устанавливаем, что при υ = 8 м/мин условие равной стойкости будет достигнуто при подаче черновых зубьев S0 = 0,25 мм/зуб на сторону . В принятой конструкции протяжки предусмотрена меньшая подача черновых зубьев ( S0 = 0,07 мм/зуб), при которой стойкость их Тм = 120 м
( найдено интерполированием значений)
Тм = 125м для S0 = 0,06 мм/ зуб и Тм = 115 м для S0 = 0,08 мм/зуб . Стойкость чистовых зубьев Тм = 68 м . Так как чистовые зубья имеют меньшую стойкость, чем
черновые, то стойкость протяжки в целом будет равна стойкости ее чистовых зубьев, т.е. Тм = 68 м. Нормативная стойкость протяжки
Тм. н= ![]()
Учитываем поправочные коэффициенты на табличное значение стойкости
Тм : ![]() = 1, так как зубья протяжки перетачиваются по
передней поверхности, протягивается цилиндрическое отверстие и принята 2-я группа
качества поверхности;
= 1, так как зубья протяжки перетачиваются по
передней поверхности, протягивается цилиндрическое отверстие и принята 2-я группа
качества поверхности; ![]() = 1, так как протяжка переменного резания;
= 1, так как протяжка переменного резания;
![]() ; так как заготовка штампованная, с предварительно обработанным
отверстием;
; так как заготовка штампованная, с предварительно обработанным
отверстием; ![]() так как материал протяжки- сталь Р18;
так как материал протяжки- сталь Р18; ![]() так как
смазочно-охлаждающая жидкость –сульфофрезол
так как
смазочно-охлаждающая жидкость –сульфофрезол
![]() так как протяжка с доведенными зубьями.
так как протяжка с доведенными зубьями.
Тм.н = 68·1·1·1·1·1·1=68 м.
8. Определяем число заготовок, протянутых между переточками:
nд = ![]()
где l- длина протягиваемой поверхности;
nд = ![]()
II. Основное время
То = ![]()
Где q – число одновременно обрабатываемых заготовок;
k1- коэффициент, учитывающий обратный ускоренный ход;
l – число проходов.
Длина рабочего хода протяжки
Lр.х = lп+l+lдоп.
Длина рабочей части протяжки ln = L- l1 .По условию L = 750мм, l1 = 265мм,
l =62мм. Тогда lп = 570-265= 305 мм.
Перебег lдоп = 30 ÷50 мм; принимаем l доп = 50мм.
Таким образом, Lp.x = 305+62+50 = 417 мм.
Коэффициент
k1 = ![]()
У станка 7Б55 скорость обратного хода υ0.х =20 м/мин;
k1 = ![]()
По условию обрабатывается одна заготовка, т.е. q = 1;
число проходов l = 1,
Т0 = ![]() .
.
ЗАДАНИЕ НА ПРАКТИЧЕСКУЮ РАБОТУ № 10
На горизонтально - протяжном станке протягивают цилиндрическое отверстие диаметром D и длиной l. Параметр шероховатости обработанной поверхности Ra = 2 мкм . Одновременно обрабатывается одна заготовка. Протяжка изготовлена из быстрорежущей стали Р18. Конструктивные элементы протяжки: подъем на зуб на сторону ( подачи) S0 ; общая длина L; длина до первого зуба l1 ; шаг режущих зубьев ( черновых) t0. Число зубьев в секции Zc ( для протяжек переменного резания). Геометрические параметры : передней угол γ; задний угол на режущих ( черновых) зубьях α .
Необходимо: назначить режим резания; определить основное время. Исходные данные приведены в таблице 1
При решении задач кроме нормативов можно пользоваться справочниками [10, 12, 16]..
Порядок выполнения работы
1. Пользуясь инструкцией и дополнительной литературой, изучить методику определения режима резания. Ознакомиться со справочной литературой.
2. Выполнить эскиз обработки.
3. Необходимо:назначить режим резания.
4. Определить основное время.
Таблица 1. Данные к задаче
|
№ варианта |
Материал заготовки |
Размеры отверстия |
Конструктивные элементы протяжки |
Модель станка |
||||||||
|
D |
l |
S0 |
L |
l1 |
t0 |
zc |
γ |
α |
Схема резания |
|||
|
мм |
0 |
|||||||||||
|
1 |
Сталь 20, НВ 155 |
32Н9 |
45 |
0,025 |
510 |
265 |
8 |
- |
18
|
3 |
Профильная Переменного резания |
7Б55 |
|
2. |
Серый чугун СЧ 15, НВ 190 |
50Н9 |
75 |
0,10 |
490 |
285 |
13 |
2 |
8 |
|||
|
3 |
Сталь 40Х, НВ 210 |
45Н7 |
58 |
0,025 |
580 |
278 |
10 |
- |
15 |
Профильная Переменного резания |
7Б56 |
|
|
4 |
Сталь 12ХН3, НВ 215 |
65Н7 |
110 |
0,08 |
780 |
320 |
18 |
2 |
||||
|
5 |
Серый чугун СЧ 10, НВ 170 |
60Н9 |
100 |
0,05 |
650 |
320 |
16 |
- |
5 |
Профильная |
||
|
6 |
Сталь 30ХГС, НВ 240 |
35Н7 |
44 |
0,025 |
510 |
265 |
8 |
- |
12 |
|||
|
7 |
Сталь 38ХА, НВ 200 |
40Н7 |
52 |
0,10 |
445 |
272 |
9 |
2 |
15 |
7Б55 |
||
|
8 |
Серый чугун СЧ 30, НВ 220 |
55Н7 |
65 |
0,10 |
450 |
285 |
12 |
2 |
5 |
Переменного резания |
||
|
9 |
Сталь 45, НВ 198 |
28Н9 |
40 |
0,02 |
510 |
265 |
8 |
- |
15 |
Профильная Переменного резания |
||
|
10 |
Сталь 20ХН3А, НВ 232 |
70Н7 |
125 |
0,07 |
820 |
335 |
20 |
3 |
12 |
7Б56 |
||
ПРАКТИЧЕСКАЯ РАБОТА № 11
Тема: Расчет режима резания при круглом шлифовании
Цель работы: изучить методику расчета режима резания при шлифовании аналитическим способом. Приобрести навыки работы со справочной литературой
ОБЩИЕ СВЕДЕНИЯ
Шлифование – процесс резания материалов с помощью абразивного инструмента, режущими элементами которого являются абразивные зерна. Движение резания при шлифовании – вращение шлифовального круга, движение подачи – возвратно-поступательное движение стола станка с заготовкой и (или) поступательное движение шлифовальной бабки со шлифовальным кругом
Различают круглое наружное шлифование, внутреннее круглое шлифование, плоское шлифование, бесцентровое шлифование. Круглое наружное шлифование применяется для обработки цилиндрических наружных поверхностей и осуществляется двумя способами: с продольной подачей (метод врезания) – применяется если длина шлифуемой поверхности меньше ширины круга.
Разработку режимов резания при шлифовании начинают с выбора характеристики шлифовального круга.
Для этого устанавливают:
тип (форму) шлифовального круга [2] или [3],
материал абразивного зерна [2] или [3] , [6],
зернистость [2],
индекс зернистости [2],
твердость [2], [6],
структура [2], [6],
класс круга [2].
(Если выбор характеристики шлифовального круга производится по [3], то ее следует перевести в новое обозначение).
Выбор характеристики шлифовального круга можно провести по приложению 1 к данной инструкции.
После выбора элементов характеристики следует записать полную характеристику, которая содержит такие параметры: форму (тип), марку зерна, зернистость, индекс зернистости, твердость круга, структуру, тип связки, класс круга, допустимую окружную скорость.
Основными элементами режима резания при шлифовании являются: окружная скорость в м/с (указывается в конце характеристики круга и является максимальной допускаемой прочностью круга);
скорость вращательного или поступательного движения детали в м/мин;
глубина шлифования t мм – слой металла, снимаемый шлифовальным кругом за один или двойной ход при круглом или плоском шлифовании или же равная всему припуску на сторону при врезном шлифовании;
продольная подача S – перемещение шлифовального круга вдоль своей оси в мм на оборот заготовки при круглом шлифовании или в мм на каждый ход стола при плоском шлифовании периферией круга;
радиальная подача Sp – перемещение шлифовального круга в радиальном направлении в мм на один оборот детали при врезном шлифовании.
Эффективная мощность (мощность необходимая для резания) рассчитывается по эмпирической формуле [2], [3] или определяется по таблицам нормативов.
Основное время при круглом шлифовании с продольной подачей
ение
 , мин
, мин
где h – припуск на сторону, мм;
Vc – скорость продольного хода стола , м/мин;
t – глубина шлифования, мм;
К – коэффициент выхаживания;
К=1,4 – при чистовом шлифовании;
К=1,1 – при предварительном шлифовании;
L – величина хода стола, мм
L=l-(1-K×m)×Bk , мм
где l – длина шлифуемой поверхности;
К – число сторон перебега круга (К=2 – при сбеге круга в обе стороны, К=1 – при сбеге круга в одну сторону, К=0 – без сбега);
m – перебег в долях ширины круга;
Bk – ширина шлифовального круга, мм.
При круглом наружном шлифовании методом врезания
 , мин,
, мин,
где nз – частота вращения заготовки, об/мин;
Sp – радиальная подача, мм/об.
При круглом шлифовании
 , мин
, мин
где S – продольная подача, мм/об.
При круглом внутреннем шлифовании перебег круга в обе стороны равен 0,5×В, тогда
L=l-(1-2×0,5)×B, т.е.
L=l
Плоское шлифование
 , мин
, мин
L – величина хода стола, мм;
где Н – перемещение шлифовального круга в направлении поперечной подачи, мм;
h – припуск на сторону;
Vc – скорость движения стола, м/мин;
g – число одновременно шлифуемых заготовок.
Н=Вз+Вк+5, мм
|
где Вз – суммарная ширина заготовок, установленных на столе, мм. |
Вк – величина шлифовального круга, мм.
L=l+(10¸15), мм
где l – суммарная длина заготовок , установленных на столе, мм.
Пример решения задачи
На круглошлифовальном станке 3М131 шлифуется шейка вала диаметром D=80h6 мм длиной l=300 мм, длина валаl1=550 мм. Параметр шероховатости обработанной поверхности Ra=0,4 мкм. Припуск на сторону 0,2 мм. Материал заготовки – сталь 45 закаленная, твердостью HRC45.
Необходимо: выбрать шлифовальный круг, назначить режим резания; определить основное время.
Решение
Рисунок 1. Эскиз обработки
1. Выбор шлифовального круга.
Для круглого наружного шлифования с продольной подачей (шлифовать с радиальной подачей нельзя из-за большой длины шлифуемой поверхности), параметра шероховатости Ra=0,4 мкм, конструкционной закаленной стали до HRC45 принимаем шлифовальный круг формы ПП, [2]:
характеристика – 24 А401К, [6],
индекс зернистости – Н, [2],
структура – 5, [6],
класс – А, [2],
Полная маркировка круга ПП24 А40НС15КА 35 м/с.
Размеры шлифовального круга Dk=600 мм; Вк=63 мм (по паспорту станка).
2. Режим резания
2.1 Скорость шлифовального круга: Vk =35 м/с [2].
Частота вращения шпинделя шлифовальной бабки
 ,
об/мин;
,
об/мин;  об/мин
об/мин
Корректируя по паспортным данным станка,
принимаем nш =1112 об/мин.
Режимы резания для окончательного круглого наружного шлифования конструкционных сталей с подачей на каждый ход определяют по [2] или [3].
2.2 Окружная скорость заготовки: Vз =15¸55 м/мин;
принимаем Vз=30 м/мин.
Частота вращения шпинделя передней бабки, соответствующая принятой окружной скорости заготовки, (корректируется только в меньшую сторону).
 , об/мин;
, об/мин;  об/мин.
об/мин.
Так как частота вращения заготовки регулируется бесступенчато, принимаем nз=120 об/мин.
2.3 Глубина шлифования
t=0,005¸0,015 мм.
Принимаем, t=0,005 мм., учитывая бесступенчатое регулирование поперечной подачи шлифовального круга на ход стола.
2.4 Продольная подача
S=(0,2¸0,4)×Вк , мм/об.
Принимаем S=0,25×Вк=0,25×63=15,75 мм/об.
2.5 Скорость продольного хода стола
 м/мин.
м/мин.
С учетом паспортных данных (бесступенчатое регулирование скорости продольного хода стола) принимаем: Vc=1,9 м/мин.
3. Проверка достаточности мощности станка
3.1 Мощность затрачиваемая на резание
Np=CN×Vзz×tx×Sy×dq , кВт [2], [3],
где CN – коэффициент, учитывающий условия шлифования;
x, y, z, q – показатели степени;
V, t, S – элементы режима резания;
d – диаметр шлифования, мм.
Для круглого наружного шлифования закаленной стали с подачей на каждый ход шлифовальным кругом зернистостью 40, твердостью СМ1
CN=2,65; z=0,5; х=0,5; y=0,55; q=0,
Тогда Np=2,65×300,5×0,0050,5×15,750,55×1=2,65×5,48×0,07×4,55=4,63 кВт.
3.2 Мощность на шпинделе станка
Nшп=Nд×h , кВт
где Nд =7,5 кВт; h=0,8 – паспортные данные станка (см. приложение 2 к данным методическим указаниям).
Nшп=7,5×0,8=6 кВт.
Так как Nшп=6 кВт>Np=4,63 кВт, то обработка возможна.
4. Основное время
 , мин
, мин
L=l-(1-K×m)×Вк , мм
где m – доля перебега круга , принимаем m=0,5 (т.е. половина круга); К=1 – число сторон перебега круга (см. эскиз обработки),
тогда
L=l-(1-1×0,5)×Вк=l-0,5× Вк=300-0,5×63=268,5 мм
К=1,4 – коэффициент выхаживания
 мин.
мин.
Задание на практическую работу № 11
Выполнить расчет режима резания аналитическим способом по заданному варианту.
Исходные данные приведены в таблице 1.
Порядок выполнения работы аналогичен предыдущим.
Таблица 1
|
№ |
Материал заготовки и его свойства |
Вид обработки и параметр шерохоатости поверхности, мкм |
Размер шлифуемой поверхности, мм |
Припуск на сторону , мм |
Кол-во одновре-менно обраба-тыва-емых деталей |
Модель станка |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Сталь 45ХН закаленная, НRC45 |
Окончательная, Ra=0,8 |
D=60h8 l=240 |
0,22 |
1 |
3М131 |
|
2 |
Сталь 40Х незакаленная |
Окончательная, Ra=0,4 |
D=55h7 l=40 |
0,15 |
1 |
3М131 |
|
3 |
Серый чугун СЧ30, НВ220 |
Предварительная, Ra=1,6 |
D=120H8 l=140 |
0,25 |
1 |
3К228В |
|
4 |
Серый чугун СЧ15, НВ190 |
Окончательная, Ra=0,8 |
D=80H7 l=60 |
0,2 |
1 |
3К228В |
|
5 |
Сталь 12Х18Н9Т незакаленная |
Предварительная, Ra=1,6 |
B=250 l=300 |
0,4 |
2 |
3П722 |
|
6 |
Сталь 40Х закаленная, НRC52 |
Окончательная, Ra=0,4 |
D=55H7 l=50 |
0,18 |
1 |
3К228В |
|
7 |
Сталь 47А закаленная, НRC60 |
Окончательная, Ra=0,8 |
B=200 l=300 |
0,25 |
6 |
3П722 |
|
8 |
Серый чугун СЧ20, НВ200 |
Предварительная, Ra=1,6 |
B=280 l=650 |
0,5 |
1 |
3П722 |
|
9 |
Бронза Бр АЖН 10-4 НВ170 |
Окончательная, Ra=0,8 |
D=45h7 l=120 |
0,2 |
1 |
3М131 |
|
10 |
Сталь 40 закаленная, НRC35 |
Окончательная, Ra=0,4 |
D=84h7 l=300 |
0,1 |
1 |
3М131 |
|
11 |
Сталь Ст5 незакаленная |
Предварительная, Ra=1,6 |
D=120h8 l=48 |
0,25 |
1 |
3М131 |
|
12 |
Сталь 45Х закаленная, НRC45 |
Окончательная, Ra=0,8 |
D=85H7 l=60 |
0,18 |
1 |
3П722 |
|
13 |
Сталь 40ХНМА закаленная, НRC55 |
Окончательная, Ra=0,8 |
B=120 l=270 |
0,2 |
6 |
3П722 |
|
14 |
Латунь ЛМцЖ 52-4-1 |
Предварительная, Ra=1,6 |
D=120H8 l=80 |
0,25 |
1 |
3К228В |
|
15 |
Сталь 48А закаленная, НRC60 |
Окончательная, Ra=0,4 |
D=80H7 l=70 |
0,15 |
1 |
3К228В |
|
16 |
Сталь 35 незакаленная |
Предварительная, Ra=1,6 |
D=75h8 l=55 |
0,3 |
1 |
3М131 |
|
17 |
Сталь 45 закаленная, НRC40 |
Окончательная, Ra=0,8 |
D=38h7 l=100 |
0,15 |
1 |
3М131 |
|
18 |
Серый чугун СЧ10, НВ180 |
Предварительная, Ra=1,6 |
D=65h7 l=90 |
0,2 |
1 |
3М131 |
|
19 |
Серый чугун СЧ30, НВ220 |
Окончательная, Ra=0,8 |
B=45 l=250 |
0,25 |
10 |
3П722 |
|
20 |
Сталь 40 незакаленная |
Предварительная, Ra=1,6 |
D=58H8 l=60 |
0,3 |
1 |
3К228В |
|
21 |
Сталь 40Х закаленная, НRC50 |
Окончательная, Ra=0,4 |
D=65H7 l=70 |
0,25 |
1 |
3К228В |
|
22 |
Сталь Ст3 незакаленная |
Предварительная, Ra=1,6 |
B=55 l=150 |
0,45 |
20 |
3П722 |
|
23 |
Сталь 45Х закаленная, НRC52 |
Предварительная, Ra=1,6 |
B=80 l=250 |
0,35 |
8 |
3П722 |
|
24 |
Серый чугун СЧ20, НВ200 |
Предварительная, Ra=1,6 |
D=110h8 l=280 |
0,2 |
1 |
3М131 |
|
25 |
Сталь 30ХГТС закаленная, НRC55 |
Окончательная, Ra=0,4 |
D=65h7 l=50 |
0,25 |
1 |
3М131 |
|
26 |
Сталь 40Х закаленная, НRC40 |
Окончательная, Ra=0,8 |
D=65h7 l=200 |
0,3 |
1 |
3М131 |
ПРАКТИЧЕСКАЯ РАБОТА № 12
Тема: Основные направления автоматизации станков. Автоматические поточные линии, промышленные работы, их структура.
Цель работы: познакомить обучающихся с основными направлениями механизации и автоматизации станков для механической обработки деталей, преимущества таких станков и их применение в технике.
Теоретическое обоснование: Модернизацией станков называют их приведение в соответствии с современными требованиями к качеству путем незначительных изменений конструкции, замены отдельных деталей и узлов. При модернизации станков часто повышают их мощность, пересчитывают запасы прочности деталей, заменяют слабые звенья. Для повышения производительности станков повышают жесткость, виброустойчивость, оснащают их подающими, зажимными, транспортирующими устройствами.
Агрегатные станки - это специальные станки, которые в основном комплектуют из стандартных узлов- агрегатов, уже готовых и проверенных в работе. Основная область применения агрегатных станков-поточные и автоматические линии на заводах массового производства.
Автоматические линии- это группа оборудования, состоящая из машин и транспортных устройств и автоматически выполняющая в технологической последовательности цикл апрабаций по обработке заготовок, которые потом с единым темпом обрабатываются и перемещаются от одой машины к другой.
Автоматические станочные линии составляются из агрегатных и специальных станков: они могут быть укомплектованы автоматами, полуавтоматами, универсальными станками и роботами.
Обработка заготовок на универсальных станках требует мастерства, опыта напряжения станочника и обходится дорого.
Все это вызвало необходимость сочетания в одном станке производительность автомата с приспособляемостью универсального станка. В результате появились станки с программным управлением ЧПУ.
Рис.258, стр.348.
ПРАКТИЧЕСКАЯ работа № 13.
Тема: «Разработка чертежа отливки по чертежу деталей для ее изготовления одним из способов литья»
Цель: Приобрести навыки конструирования исходных заготовок выполненных методами литья
Порядок выполнения работы
1. Пользуясь инструкцией изучить основные этапы конструирования исходных заготовок выполненных методами литья
2. Оформить эскиз отливки
3. Составить отчет
Общие сведения
ВЫБОР И КОНСТРУИРОВАНИЕ ИСХОДНЫХ ЗАГОТОВОК
Современное состояние технологии машиностроения предоставляет большие возможности для рационального выбора вида исходной заготовки и способа ее получения.
Чем больше объем выпуска деталей, тем важнее выбрать заготовку прогрессивного вида, у которой форма и размеры приближаются к форме и размерам готовой детали. Такая тенденция современной технологии позволяет исключать обдирку и черновую обработку, добиваться высокой производительности и экономного расхода металла. Правильный выбор исходной заготовки существенно влияет на технико-экономические показатели технологического процесса изготовления детали.
Рисунок 1.
Серьезное внимание должно уделяться конструированию исходной заготовки, т. е. установление ее формы, размеров с допускаемыми отклонениями, припусков на механическую обработку, твердости материала и технических требований, которым она должна отвечать. Установление размеров
Рисунок 2.
Рисунок. 2 исходной заготовки состоит в том, что к размерам наружных поверхностей детали нужно прибавить, а от размеров внутренних поверхностей отнять общие припуски на механическую обработку. Для втулки с размерами dд, Dд и Lд (рис. 1) размеры исходной заготовки определяются так:
d0=dд+2Пoбщd;
D0 = Dд — 2ПобщD;
L0= Lд + ПобщL1 + ПобщL2
где Пoбщd, ПобщD и ПобщL — общие припуски на механическую обработку (на сторону) наружной, внутренней и торцовой поверхностей заготовки. Выбор общего припуска на механическую обработку заготовок из сортового проката производится по таблицам , но размер d0paсч при выборе проката необходимо корректировать по сортаменту (ГОСТ 2590— 71).
Оценка качества исходной заготовки производится также по значению коэффициента использования материала:
Ки.м = mд/m0,
где mд и m0 — массы соответственно детали и заготовки.
Конструирование исходной заготовки-отливки из серого чугуна
Пример решения задачи. Из серого чугуна марки СЧ 20 (ГОСТ 1412—79) изготовляют корпус цилиндра массой 2 кг (рис.3). Годовой объем выпуска 24 000 шт. (крупносерийное производство).
Требуется сконструировать исходную заготовку.
Решение. 1. Деталь относится к классу корпусов. Она имеет полую цилиндрическую часть и прямоугольное основание с четырьмя отверстиями для крепления к плите. Концы цилиндрической части имеют квадратные фланцы толщиной 10 мм с четырьмя резьбовыми отверстиями.
Механической обработке подвергается зеркало цилиндра, плоскость основания, две плоские поверхности фланцев на торцах цилиндра, две площадки на верхней стороне основания и резьбовые отверстия. Деталь достаточно прочная и жесткая и может считаться вполне технологичной.
Крупносерийный тип производства позволяет применить для изготовления заготовки и для ее механической обработки высокопроизводительные методы.
2. В качестве заготовки выбираем отливку. Материал детали — серый чугун обладает хорошими литейными свойствами. Учитывая тип производства, целесообразно и экономически эффективно применить вид литья, при котором форма и размеры заготовки будут максимально приближаться к форме и размерам детали.
В нашем случае применяем литье в разовых песчано - земляных формах с машинной формовкой по металлическим моделям. Этот способ достаточно механизирован, широко распространен, эффективен и соответствует производственным возможностям литейных цехов современных машиностроительных предприятий.
Рисунок 3. Рисунок 4.
3. Допускаемые погрешности для чугунного литья в земляные формы регламентируются ГОСТ 1855—55. Из трех классов точности, предусмотренных этим ГОСТом, принимаем I класс. В качестве литейной оснастки используются подмодельные плиты с металлическими полумоделями и стержневые ящики.
Точность размеров литья соответствует 15...16-му квалитетам, а шероховатость Ra=l00 мкм [7].
4. Заданная деталь обладает симметрией. Плоскость симметрии целесообразно принять за плоскость разъема модели и формы. В этом случае легко осуществляется установка стержня, с помощью которого образуется отверстие в заготовке. Как следует из рисунка, при принятом расположении плоскости разъема модели и формы поверхности А, В, Г и Д находятся при заливке металла в вертикальном положении и, следовательно, будут боковыми поверхностями отливки, а отверстие Б — горизонтально.
При конструировании отливки следует заботиться о ее технологичности, а также проверить отливку методом световых теней. Попутно следует предусмотреть литейные уклоны на вертикально расположенных поверхностях (рис. 4).
5. Общие припуски Побщ на механическую обработку регламентируется ГОСТ 1855—55 и их размеры зависят от класса точности литья, наибольшего габаритного размера отливки, номинального размера и положения рассматриваемой поверхности в форме при заливке металла.
Под номинальным размером понимают наибольшее расстояние между противоположными обрабатываемыми поверхностями или расстояние от базовой поверхности до оси обрабатываемого отверстия.
Табличные припуски на механическую обработку литых отверстий устанавливаются независимо от расположения отверстия. Допускается уменьшение табличных припусков до минимально необходимых, установленных, например, расчетно-аналитическим способом.
6. Определение размеров заготовки и их допусков производят, суммируя размеры детали и припуски на механическую обработку:
для наружных поверхностей L0 = Lд+Побщ1 + Побщ2;
для внутренних поверхностей D0=Dд – Побщ3 - Побщ4;
Таблица 1
|
Обозначение поверхности |
Наименование поверхности |
Положение поверхности при заливке |
Припуск, мм |
|
А |
Плоскость основания |
Боковое |
ПобщА = 2 |
|
Б |
Отверстие |
Горизонтальное |
2 ПобщБ = 2∙2=4 |
|
В |
Торец цилиндра |
Боковое |
ПобщВ = 2 |
|
Г |
То же |
» |
ПобщГ = 2 |
|
Д |
Верхняя площадка снования |
» |
ПобщД = 2 |
Таблица 2
|
Наименование размера |
Обозначение размера |
Формула для расчета |
Размер отливки с допуском, мм |
|
Координирующий размер Диаметр отверстия Длина цилиндрической части Толщина основания |
К0 D0
L0 Н0 |
K0 =KдПобщА=48+2=50 D0 =Dд - 2ПобщБ = 65-2∙2,5=60 L0=Lд+ПобщB+ПобщГ= =115+2+2=119 H0=Hд+ПобщА=10+2=12 |
K0= 50±0,2
D0=60±0,3
L0=119±0,3 H0=12,0±0,2 |
Расчет размеров отливки приведен в табл. 2.
Для размеров необрабатываемых поверхностей допускаемые отклонения устанавливают по таблицам ГОСТ 1855—55. В нашем случае такие размеры отливки имеют допуски:
размер наружного цилиндра ±0,3 мм;
размеры квадратного фланца ±0,3 мм.
7. Технические требования к отливке формулируются в соответствии с ГОСТ 1412—79. В эти требования входят данные о классе точности, твердости отливки, требуемой термической обработке и ее месте в технологическом процессе, размерах литейных уклонов и радиусов, способе очистки от пригаров и формовочной земли, необходимости удаления питателей, выпоров, прибылей и т. п., окраске и др. Так, в нашем случае необходимо указать:
допуски на размеры литья соответствуют I классу по ГОСТ 1855—55;
отливку подвергнуть стабилизирующему отпуску;
твердость участков, подлежащих механической обработке, НВ 240...270;
литейные уклоны 3...5°;
литье очистить от пригара и формовочной земли дробеструйной обработкой;
отливку окрасить.
8. Для определения массы отливки можно к массе детали
прибавить массу т0Тх металла, составляющего его припуски и напуски, удаляемые в
ходе механической обработки. В нашем случае mотх=![]() , где mi —
масса удаляемых элементарных фигур припусков и напусков: m1 -
масса полого цилиндра припуска при обработке отверстия отливки; m2 —
масса параллелепипеда припуска с учетом литейных уклонов, удаляемого с
основания; m3 — масса двух полых 4-гранных параллелепипедов
припуска, удаляемого с торцов фланцев; m4 — масса
металла, удаляемого при образовании отверстий в детали.
, где mi —
масса удаляемых элементарных фигур припусков и напусков: m1 -
масса полого цилиндра припуска при обработке отверстия отливки; m2 —
масса параллелепипеда припуска с учетом литейных уклонов, удаляемого с
основания; m3 — масса двух полых 4-гранных параллелепипедов
припуска, удаляемого с торцов фланцев; m4 — масса
металла, удаляемого при образовании отверстий в детали.
Получаем массу отходов в граммах:

где а и b — размеры основания корпуса, мм; с — длина стороны квадрата фланца, мм; D1 и l1; D2 и l2 — диаметры и длины отверстий, мм, в основании и фланцах соответственно; ρ — плотность чугуна; кг/м3.
Подставляя размеры с чертежа, получаем mотх = 617 г.
Отсюда масса отливки равна m0=mд+mотх = 2 + 0,617 = 2,617 кг.
9. Определяем коэффициент использования материала:
Kи.м = mд/m0==2/2,617 = 0,76.
Коэффициент использования, равный 76%, относительно высок для отливок, получаемых в земляных формах. Применяя точные отливки, получаемые более прогрессивным способом литья, можно и нужно добиваться более высоких значений этого коэффициента.
10. Определяем стоимость одной отливки. По прейскуранту 25-01, введенному в действие с 1 января 1982 г., цена одной тонны литья из чугуна марки СЧ 20 III класса точности 2-й группы сложности составляет 297 руб. Для более точных отливок I класса вводится доплата 10%. Заданному объему выпуска соответствует пятая группа серийности, для которой доплата за серийность равна нулю. Доплата за термообработку составляет 20 руб. за тонну. Цена за тонну с учетом указанных факторов равна
Цт = (297.1,1+20) = 346,7 руб.
Стоимость одной заготовки составляет
С1 = Цтm0 = 0,001∙346,7∙2,617 = 0,907 руб.
11. Чертеж отливки с техническими требованиями должен содержать все данные необходимые для ее изготовления, контроля и приемки.
При выполнении чертежа отливки соблюдают правила, изложенные в ГОСТ 2.423—73, а также в стандартах ЕСКД. Допускается и является целесообразным для выполнения чертежа отливки использовать копию чертежа детали. Разъем модели и формы указывают буквенным обозначением МФ (рис. 5.6); положение отливки в форме обозначают буквами. В (верх) и Н (низ), проставленными у стрелок. Все припуски изображают тонкими сплошными линиями, а их размеры указывают перед знаком шероховатости поверхности или перед линейными размерами.
В основной надписи под наименованием детали пишут слово «Литье». Отверстия, впадины и выточки, не выполняемые в отливке, на чертеже допускается не вычерчивать.
Рисунок 5.
Задача. Сконструировать отливку заготовки из серого чугуна марки СЧ15, отливаемую в земляные формы (варианты показаны на рис. 5). Остальные данные по вариантам приведены в табл. 3
Таблица 3
|
№ варианта |
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
|
Тип производства |
М |
СС |
Е |
Е |
СС |
М |
КС |
МС |
М |
Е |
|
Наименование детали |
Опора низкая |
Корпус |
Шкив |
Опора наклонная |
||||||
|
Масса детали, кг |
0,4 |
5,1 |
10,7 |
6,7 |
||||||
Термическая обработка — стабилизирующий отпуск. Твердость НВ200... 280.
ПРАКТИЧЕСКАЯ РАБОТА № 14
Тема: Сварка металлов. Виды сварки. Дуговая сварка металлов.
Цель работы: познакомить обучающихся с параметрами электрической сварки, с оборудованием , используемым при сварке и практически самим с помощью сварки соединить две детали стальные простые, не требующие большой квалификации.
Теоретические обоснования:
Сварка нашла широкое применение в машиностроении, она применяется для изготовления неразъемных сварных конструкций исправления брака литья, восстановление поломанных изношенных деталей пи ремонте.
Свариваются между собой как однородные металлы, так и разнородные (сталь с медью, медь с алюминием), а так же металлы с неметаллическими изделиями.
Для электрической сварки необходимо: сварочный аппарат (сварочный трансформатор), маска сварщика, держатель электрода.
Электроды: первичный (сетевой) и вторичный провод.
Свариваемые детали.
Основные параметры сварки:
1. Первичное напряжение 22- В (380В)
2. Вторичное напряжение 40-60 В.
3. Вторичный ток от 1-100 А.
4. Мощность дуги от 0,1-150 кВт. Такой диапазон мощности дуги позволяет использовать ее для сварки как мельчайших, так и больших и тяжелых изделий.
5. Щиток или шлем с темными специальными очками.
Оборудование для сварки с. 248 рис. 156.
Автоматизация электродуговой сварки:
При ручной сварке сварщик должен поддерживать дугу, подавать электрод по мере его расходования и передвигать дуду вдоль шва. Автоматизация этих приемов приводит к автоматической сварке. Рис. 157, с. 249.
Дуговая сварка в среде защитных газов. В качестве защитных газов используется- аргон, гелий, углекислый газ, они обеспечивают лучшую, чем при сварке покрытыми электродами защиту от воздействия кислорода и азота воздуха, лучшее использование тепла дуги.
ПРАКТИЧЕСКАЯ РАБОТА № 15
Тема: пайка конструкционных материалов. Особенности пайки, типы припоев.
Цель работы: познакомить обучающегося с процессом пайки металлов, ее особенностью, применяемыми припоями, научить паять простые детали из цветного металла (медь, бронза).
Теоретическое обоснование:
Пайка, как и сварка предназначена для получения неразъемных соединений деталей.. Особенность пайки состоит в применении припоя, имеющего температуру плавления ниже температуры плавления металла припаиваемых частей. При пайке основной металл твердый, а припой расплавлен.
Паять можно углеродистую и легированную стали, ковкие и серые чугуны, также цветные металлы и их сплавы.
Можно также паять разнородные металлы (сталь с твердыми сплавами, керамику, пластмассы). Пайку широко применяют в радиоэлектронной промышленности, в вычислительной технике, в приборостроении.
Пайку при температуре до 400 градусов относят к низкотемпературной, при температуре выше 400 градусов- к высокотемпературной. Припой для низкотемпературной пайки содержит олово, свинец, сурьму и цинк. Припой для высокотемпературной пайки составляются на основе меди или серебра.
Для низкотемпературной пайки медных проводников применяют канифольные стеарино-парафиновые флюсы, для пайки стали, меди.
Для низкотемпературной пайки медных проводников применяют канифольные и стеарино-парафиновые флюсы, для пайки стали, меди, никеля используют пласты на основе вазелина (состав 10-15 % хлористого цинка, хлористого аммония). Для легированных, корозийно-стойких, жаропрочных сталей и сплавов, а также тугоплавких металлов применяют 30 % растворы хлористого цинка (кислотные флюсы).
Для высокотемпературной пайки стали, чугуна, тугоплавких металлов, меди, никеля требуются флюсы, содержащие химически активные вещества для удаления оксидов и защиты зоны шва при температурных пайках.
Здесь применяют флюсы- бура, борная кислота, фтористый кальций, ортофосфорный калий и другие соли.
Нагрев припаиваемых частей и расплавление припоя при низкотемпературной пайке производят медными паяльниками, газовыми горелками, в печах, горячим газом.
Стр. 262-263. таблица 22.
СПРАВОЧНЫЕ ДАННЫЕ
Приложение I
ПАСПОРТНЫЕ ДАННЫЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Токарно-винторезный станок 16К20
Высота центров, мм - 215
Расстояние между центрами, мм - до 2000.
Мощность двигателя, Nд=10 кВт
КПД станка h=0,75.
Частота вращения шпинделя, об/мин: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600.
Продольные подачи, мм/об: 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,36; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8.
Поперечные подачи, мм/об: 0,025; 0,03; 0,0375; 0,045; 0,05; 0,0625; 0,075; 0,0875; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4.
Максимальная осевая сила резания, допускаемая механизмом подачи.
Рх=600 кгс»6000 Н.
Вертикально-фрезерный станок 6В12
Площадь рабочей поверхности стола 320х1250 мм.
Мощность двигателя, Nд=7,5 кВт
КПД станка h=0,8.
Частота вращения шпинделя, об/мин: 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 630; 800; 1000; 1250; 1600.
Подачи стола продольные и поперечные , мм/мин: 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250.
Подачи стола вертикальные, мм/мин: 8; 10; 13,3; 21; 26,6; 33,3; 41,6; 53,3; 66,6; 83,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 400.
Горизонтально-фрезерный станок 6Р82Г
Мощность, частота вращения и подачи такие же , как у станка 6Р12.
Зубофрезерный станок 53А50
Наибольший наружный диаметр нарезаемого колеса, мм – 500.
Наибольший модуль нарезаемого колеса, мм – 8.
Мощность двигателя, Nд=8 кВт
КПД станка h=0,65.
Частота вращения шпинделя, об/мин: 40; 50; 63; 80; 100; 125; 160; 200; 240; 315; 405.
Вертикальные подачи суппорта (фрезы) за один оборот заготовки, мм/об: 0,75; 0,92; 1,1; 1,4; 1,7; 2,0; 2,2; 2,5; 2,8; 3,1; 3,4; 3,7; 4,0; 5,1; 6,2; 7,5.
Радиальные подачи , мм/об: 0,22; 0,27; 0,33; 0,4; 0,48; 0,55; 0,66; 0,75; 0,84; 1,0; 1,2; 1,53; 1,8; 2,25.
Зубодолбежный станок 5122
Наибольший наружный диаметр нарезаемого колеса, мм – 200.
Наибольший модуль нарезаемого колеса, мм – 5.
Мощность двигателя, Nд=3 кВт.
КПД станка h=0,65.
Число двойных ходов долбяка в 1 мин: 200; 280; 305; 400; 430; 560; 615; 850.
Круговые подачи за один двойной ход долбяка, мм/дв.ход: 0,16; 0,2; 0,25; 0,315; 0,4; 0,5; 0,63; 0,8; 1,0; 1,25; 1,6.
Радиальные подачи , мм/дв.ход: 0,006; 0,009; 0,013; 0,036; 0,051; 0,072; 0,15.
Круглошлифовальный станок 3М131
Наибольший диаметр шлифуемой заготовки, мм – 280.
Наибольшая длина заготовки, мм – 700.
Мощность двигателя шлифовальной бабки Nд=7,5 кВт.
КПД станка h=0,8.
Частота вращения круга , об/мин: 1112 и 1285.
Частота вращения обрабатываемой заготовки регулируется бесступенчато, об/мин: 40¸400.
Скорость продольного хода стола регулируется бесступенчато, об/мин: 50¸5000.
Периодическая поперечная подача шлифовального круга регулируется бесступенчато, мм/ход.стола: 0,002¸0,1.
Непрерывная подача для врезного шлифования, мм/мин: 0,1¸4,5.
Размеры шлифовального круга (нового) Dк=600 мм, Вк=63 мм.
Внутришлифовальный станок 3К228В
Наибольший диаметр шлифуемого отверстия, мм – 200.
Наибольшая длина шлифуемой поверхности, мм – 200.
Мощность двигателя шлифовального шпинделя Nд=5,5 кВт.
КПД станка h=0,85.
Частота вращения обрабатываемой заготовки регулируется бесступенчато, об/мин: 100¸600.
Частота вращения шлифовального круга , об/мин: 4500; 6000; 9000; 13000.
Скорость продольного хода шлифовальной бабки регулируется бесступенчато, об/мин: 1¸7.
Поперечная подача шлифовального круга мм/ход: 0,001; 0,002; 0,003; 0,004; 0,005; 0,006.
Наибольшие размеры шлифовального круга Dк=175 мм, Вк=63 мм.
Плоскошлифовальный станок 3П722
Размер стола 320х1250 мм.
Мощность двигателя Nд=15 кВт.
КПД станка h=0,85.
Частота вращения шлифовального круга , об/мин: 1500.
Скорость движения стола – регулируется бесступенчато, м/мин: 3¸45.
Поперечная подача шлифовальной бабки – регулируется бесступенчато, мм/ход: 2¸48.
Вертикальная подача круга, мм, на реверс шлифовальной бабки: 0,004; 0,005; 0,01; 0,015; 0,02; 0,025; 0,03; 0,035; 0,04; 0,045; 0,05; 0,055; 0,06; 0,065; 0,07; 0,075; 0,08; 0,085; 0,09; 0,095; 0,1.
Размер шлифовального круга (нового) Dк=450 мм, Вк=80 мм.
Горизонтально-протяжной станок 7А510
Номинальная тяговая сила, Н=100000.
Длина рабочего хода, мм – 1250.
Высота планшайбы, lпл =70 мм.
Толщина фланца, планшайбы, lа =50 мм.
Толщина стола станка lс=70 мм.
Вертикально-сверлильный станок 2Н135
Мощность двигателя Nд=4,5 кВт.
КПД станка h=0,8.
Частота вращения шпинделя , об/мин: 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1440.
Подачи, мм/об: 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6.
Максимальная осевая сила резания, допускаемая механизмом подачи станка Рmax =15000 Н.
Приложение 2
Выбор характеристик шлифовальных кругов для различных условий шлифования (скорость круга V=35 м/с).
|
Вид шлифования |
Ra, мкм |
Конструкционная (углеродистая и легированная) сталь с твердостью HRC |
Жаропрочная и коррозионно-стойкая сталь |
Чугун и бронза |
||
|
30 |
30-50 |
50 |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Круглое наружное с продольной подачей |
20-10 |
15А50С1К |
15А50СМ2К |
15А50СМ1К |
15А50СМ1Б, К |
54С50СМ1К |
|
2,5-1,25 |
15А40-50С2К |
15А40-50С1К |
15А40-50СМ2К |
15А40-50С1Б, К |
54С40-50СМ1К |
|
|
1,25-0,63 |
15А, 24А40СТ1К |
24А40С1К |
24А40СМ2К |
24А40СМ2Б, К |
63С, 24А40СМ2К |
|
|
0,63-0,32 |
24А16-25СТ1К |
24А16-25С2К |
24А16-25С1К |
24А16-25СМ2Б, К |
63С, 25А16-25СМ2К |
|
|
Круглое наружное с радиальной подачей |
20-10 |
15А50С2К |
15А50С1К |
15А50СМ2К |
15А50СМ2Б, К |
54С50СМ2К |
|
2,5-1,25 |
15А40-50СТ1К |
15А40-50СМ2К |
15А40-50СМ2К |
15А40-50СМ2Б, К |
54С40-50СМ2К |
|
|
1,25-0,63 |
15А, 24А40СТ1К |
24А40С1К |
24А40С1К |
24А40С1Б, К |
63С, 24А40С1К |
|
|
0,63-0,32 |
24А16-25СТ2К |
24А16-25С2К |
24А16-25С2К |
24А16-25С1Б, К |
63С, 24А16-25С1К |
|
|
Круглое внутреннее |
20-10 |
24А50С1К |
24А50СМ2К |
24А50СМ2К |
24А50СМ1К, Б |
54С50СМ1К |
|
2,5-1,25 |
24А40С2К |
24А40С1К |
24А40СМ2К |
24А40СМ2К, Б |
54С40СМ2К |
|
|
1,25-0,63 |
24А25С2К |
24А25С2К |
24А25С1К |
24А25С1К, Б |
63С, 24А25СМ2К |
|
|
0,63-0,32 |
24А16СТ1К |
24А16С2К |
24А16С2К |
24А16С1К, Б |
63С, 24А16С1К |
|
|
Плоское периферией круга |
20-10 |
15А50СМ2К |
15А50СМ1К |
15А50М3К |
15А50М3К, Б |
63С, 54С, 24А50СМ2К |
|
2,5-1,25 |
15А40СМ2К |
15А40СМ1К |
15А40М3К |
15А40М3К, Б |
63С, 54С, 24А40СМ2К |
|
|
1,25-0,63 |
15А25С1К |
15А25СМ2К |
15А25СМ1К |
15А25СМ1К, Б |
63С, 54С, 24А25С1К |
|
|
0,63-0,32 |
15А16С1К |
15А16СМ2К |
15А16СМ1К |
15А16СМ1К, Б |
63С, 54С, 24А16С1К |
|
|
Плоское торцом круга |
20-10 |
15А50СМ1Б |
15А50СМ1Б |
15А50СМ2Б |
15А50М2Б |
63С, 54С, 24А50СМ2Б |
|
2,5-1,25 |
15А40СМ1Б |
15А40СМ1Б |
15А40М2Б |
15А40М2Б |
63С, 54С, 24А40СМ2Б |
|
|
1,25-0,63 |
15А25СМ2Б |
15А25СМ1Б |
15А25М3Б |
15А25М3Б |
63С, 54С, 24А25С1Б |
|
|
0,63-0,32 |
15А25СМ2Б |
15А25СМ1Б |
15А25М3Б |
15А25М3Б |
63С, 54С, 24А25С1Б |
|
|
Бесцентровое с продольной подачей |
20-10 |
15А50С2К |
15А50С1К |
15А50СМ2К |
15А50СМ2Б, К |
63С, 54С50СМ2К |
|
2,5-1,25 |
15А, 24А40-50СТ1К |
15А40-50С2К |
15А40-50СМ2К |
15А40-50СМ2Б, К |
63С, 54С40-50СМ2К |
|
|
1,25-0,63 |
15А, 24А40СТ1К |
15А, 24А40С2К |
15А, 24А40С1К |
15А, 24А40С1Б, К |
63С, 54С15А40С1К |
|
|
0,63-0,32 |
24А16-25СТ2К |
24А16-25СТ1К |
24А16-25С2К |
24А16-25С1Б, К |
63С, 54С15А1625С2К |
|
|
Бесцентровое с радиальной подачей |
20-10 |
15А50СТ1К |
15А50С2К |
15А50С1К |
15А50С1Б, К |
63С, 54С50С1К |
|
2,5-1,25 |
15А40-50СТ1К |
15А40-50С2К |
15А40-50С1К |
15А40-50СМ1Б, К |
63С, 54С40-50С1К |
|
|
1,25-0,63 |
15А, 24А40СТ2К |
15А, 24А40СТ1К |
15А, 24А40С2К |
15А, 24А40С2Б, К |
63С, 54С15А40С2К |
|
|
0,63-0,32 |
24А16-25СТ2К |
24А16-25СТ1К |
24А16-25С2К |
24А16-25С2Б, К |
63С, 54С15А1625С2К |
|
Приложение 3
Параметры шероховатости поверхности и соответствующие им классы шероховатости
|
Класс шероховатости |
Параметры шероховатости для документации, разработанной до 1975 г. (ГОСТ 2789-73) |
Параметры шероховатости по ГОСТ 2789-73 (соответствует предпочтительному ряду) |
|
|
|
Rz |
Ra |
|
|
1 |
|
320 |
50 |
|
2 |
|
160 |
25 |
|
3 |
|
80 |
12,5 |
|
4 |
|
40 |
6,3 |
|
5 |
|
20 |
3,2 |
|
6 |
2,5 |
|
1,6 |
|
7 |
1,25 |
|
0,8 |
|
8 |
0,63 |
|
0,4 |
|
9 |
0,32 |
|
0,2 |
|
10 |
0,16 |
|
0,1 |
|
11 |
0,08 |
|
0,05 |
|
12 |
0,04 |
|
0,025 |
|
13 |
|
0,1 |
0,012 |
|
14 |
|
0,05 |
0,012 |
Приложение 4
Среднее значение припусков на диаметр, снимаемых зенкерами и развертками, в мм
|
Припуск |
Диаметр отверстия, в мм |
|||
|
11-18 |
19-30 |
31-50 |
51-80 |
|
|
Под зенкерование |
0,5-0,8 |
1,0-1,5 |
1,6-1,8 |
3-4 |
|
Общий под черновое и чистовое развертывание |
0,30 |
0,35 |
0,40 |
0,55 |
|
Под черновое развертывание |
0,25 |
0,25 |
0,30 |
0,40 |
|
Под чистовое развертывание |
0,05 |
0,10 |
0,10 |
0,15 |
Приведенные припуски определяют глубину резания для зенкеров и разверток.
ЛИТЕРАТУРА
Основная:
1. Черепахин А. А. Технология машиностроения. Обработка ответственных деталей : учебное пособие для СПО / А. А. Черепахин, В. В. Клепиков, В. Ф. Солдатов. — М. : Издательство Юрайт, 2017. — 142 с. — (Серия : Профессиональное образование). — ISBN 978-5-534-05334-0.-Режим доступаhttps://www.biblio-online.ru/book/8ADDCB78-F153-49F3-8D28-E7276876970F
Дополнительная:
1. Резание материалов. Режущий инструмент в 2 ч. Часть 1 : учебник для СПО / А. Г. Схиртладзе [и др.] ; под общ.ред. Н. А. Чемборисова. — М. : Издательство Юрайт, 2017. — 263 с. https://www.biblio-online.ru/book/44BBAA29-84F7-4211-85FF-66B7032E9382
2.Резание материалов. Режущий инструмент в 2 ч. Часть 2 : учебник для СПО / С. Н. Григорьев [и др.] ; под общ.ред. Н. А. Чемборисова. — М. : Издательство Юрайт, 2017. — 246 с. — (Профессиональное образование). https://www.biblio-online.ru/book/6852B41F-86C4-4F28-A1D8-94AEF6E6BD03
Приложение 3.
Темы рефератов, докладов, сообщений.
1. Специальные виды литья.
2. Методы обработки материалов давлением.
3. Фактор свариваемости.
4. Принцип выбора инструментального материала.
5. Модернизация в изготовлении осевого инструмента.
6. Конструкционные особенности фрез с механическим креплением пластин.
7. Рациональное использование плашек и метчиков.
8. Конструкция и геометрия комплекта фрез.
9. Методы заточки червячных фрез.
10. Преимущества метода протягивания.
11. Конструкционные элементы и геометрия специальных протяжек.
12. Методика выбора абразивного материала.
13. Вибрационная обработка методом пластической деформации.
14. Метод алмазного выглаживания.
15. Оборудование для холодного выпаривания.
16. Электрофизические методы обработки.
17. Обработка металлов когерентными световыми лучами.
18. Конструкция электродов для электрофизических и электрохимических методов обработки металлов.
19. Плазменная обработка.
Фонд оценочных средств разработан на основе Федерального государственного образовательного стандарта по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям), утверждённого приказом Министерства образования и науки Российской Федерации от 18 апреля 2014 г. № 344,рабочей программы дисциплины
Автор:
Попов А. А., преподаватель
![]() центра-колледжа прикладных квалификаций
центра-колледжа прикладных квалификаций
ФГБОУ ВО Мичуринский ГАУ _____________ А.А.Попов
Рецензент:
Кусова В.В., преподаватель
высшей квалификационной категории
![]() центра-колледжа
прикладных квалификаций
центра-колледжа
прикладных квалификаций
ФГБОУ ВО Мичуринский ГАУ ___________________ В.В. Кусова
Скачано с www.znanio.ru
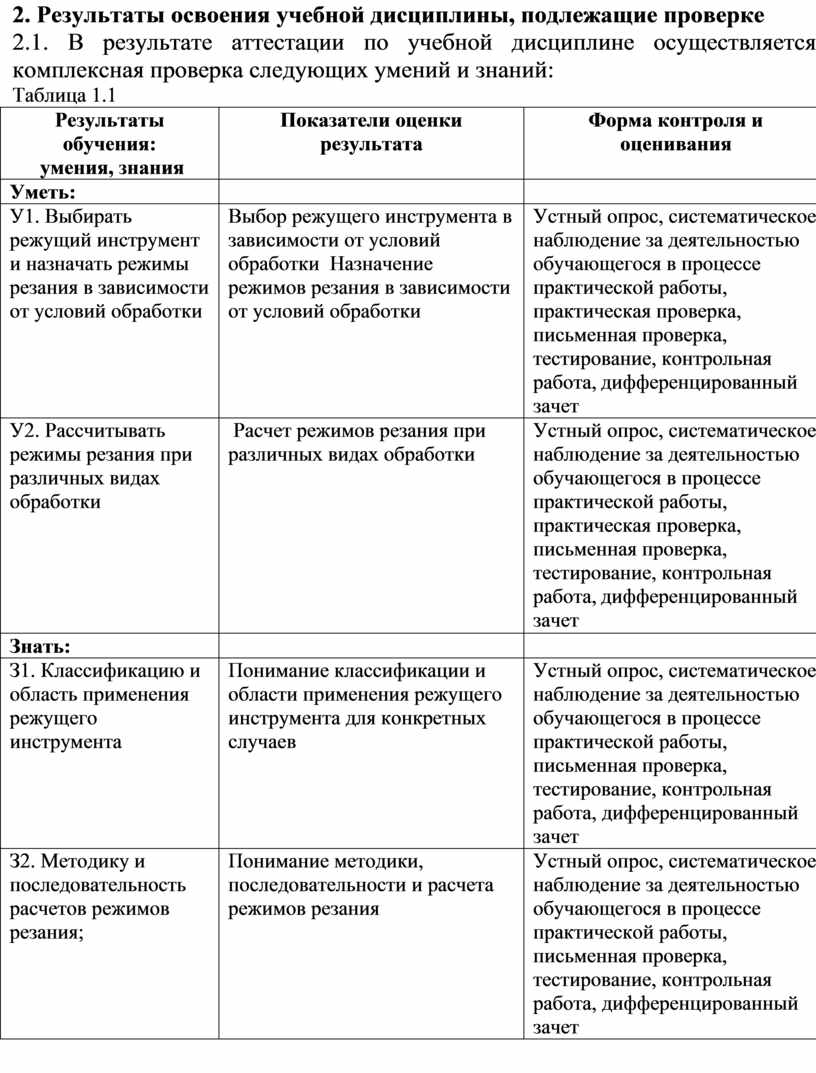
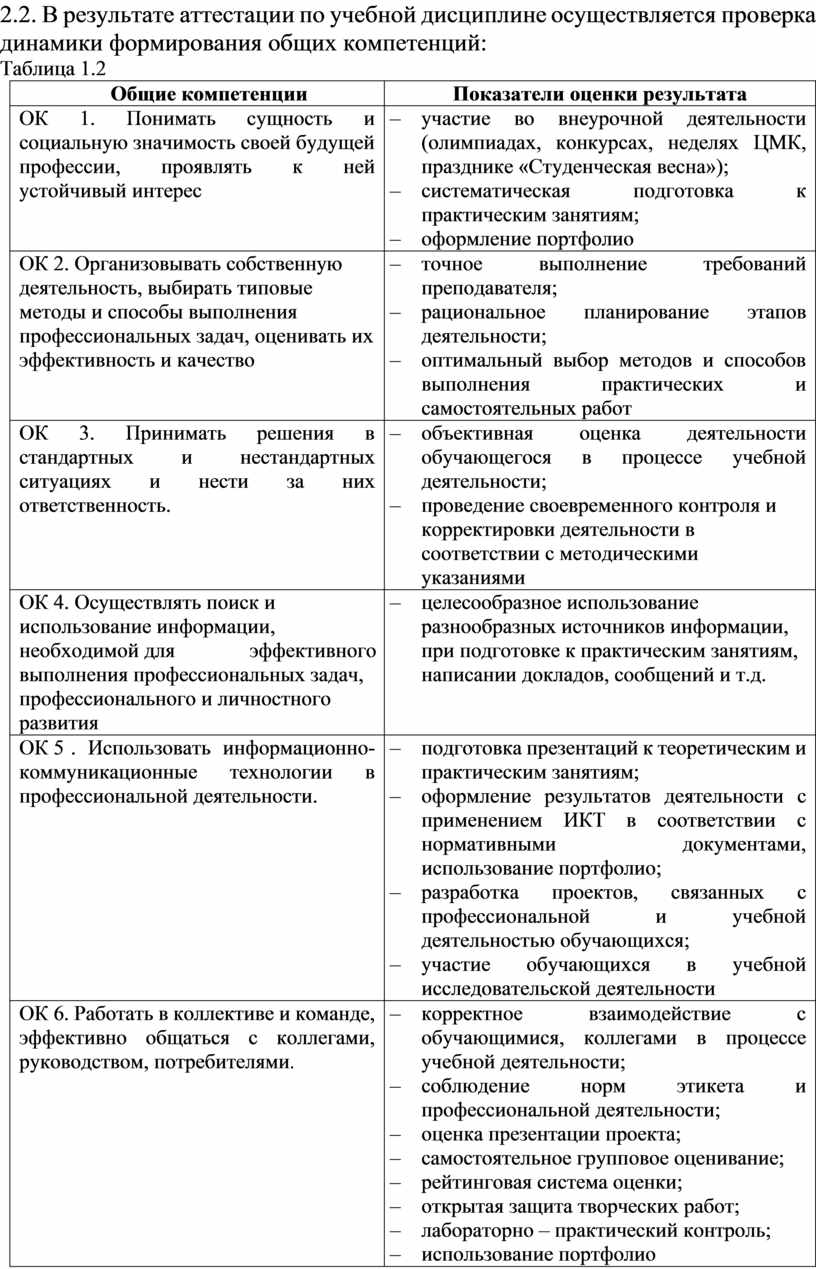
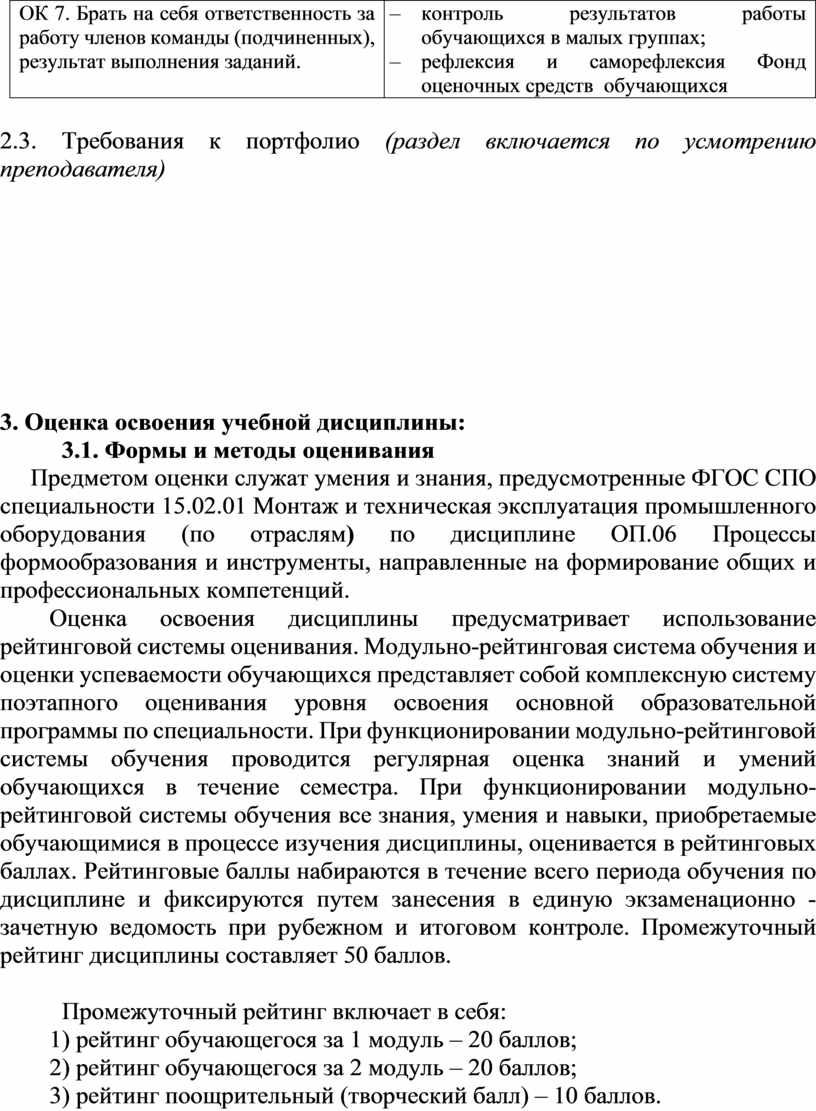
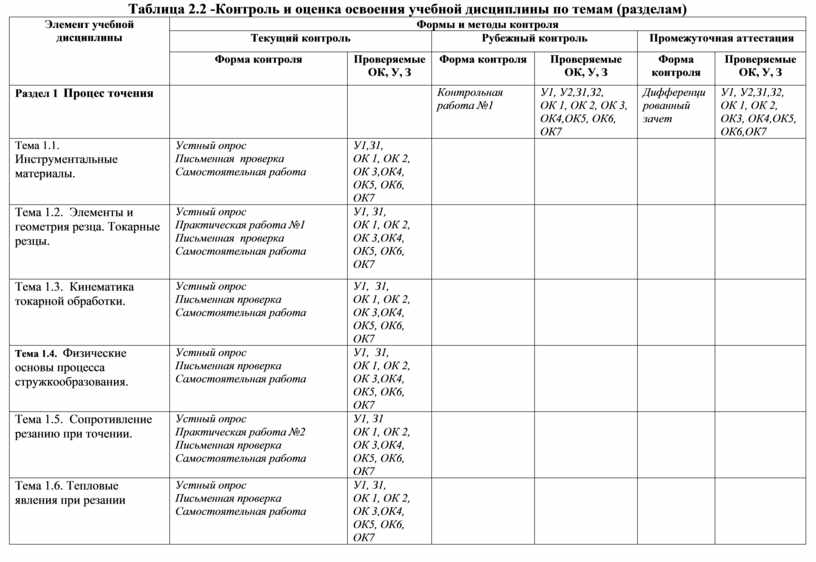
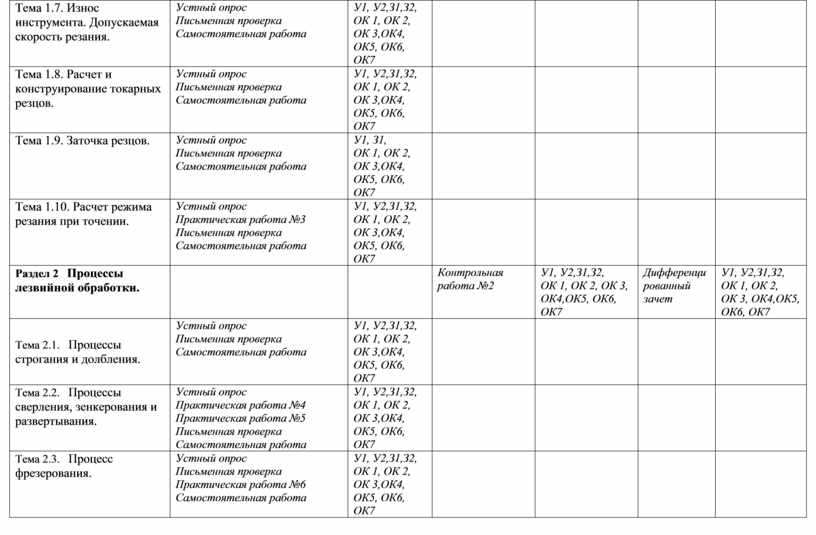
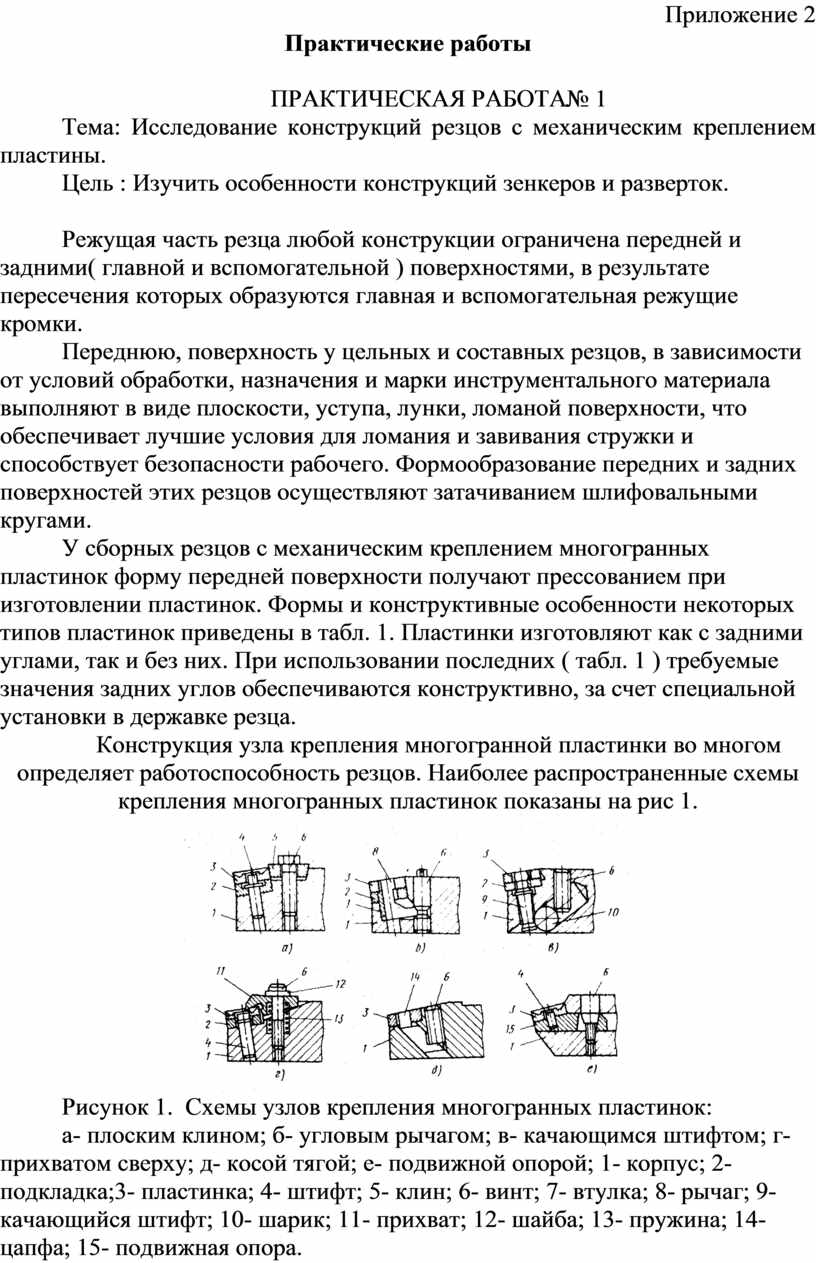
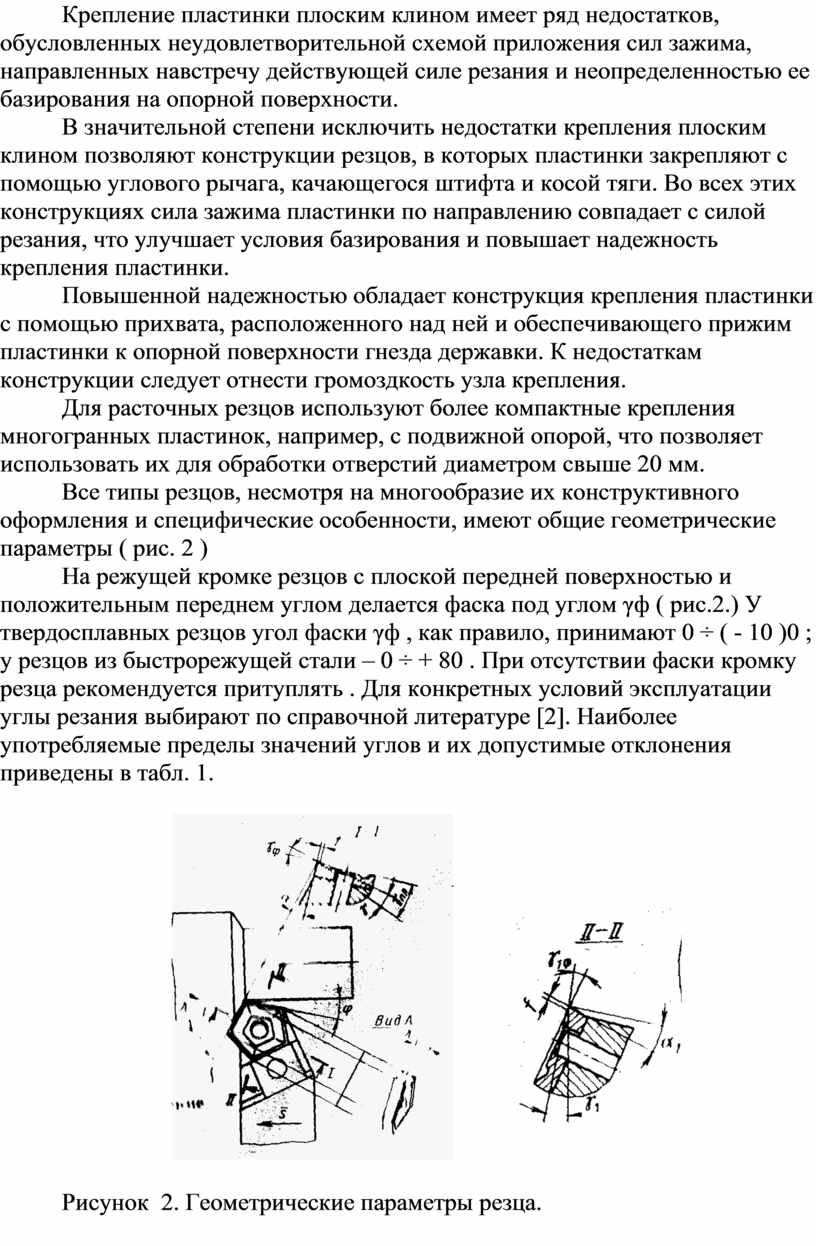
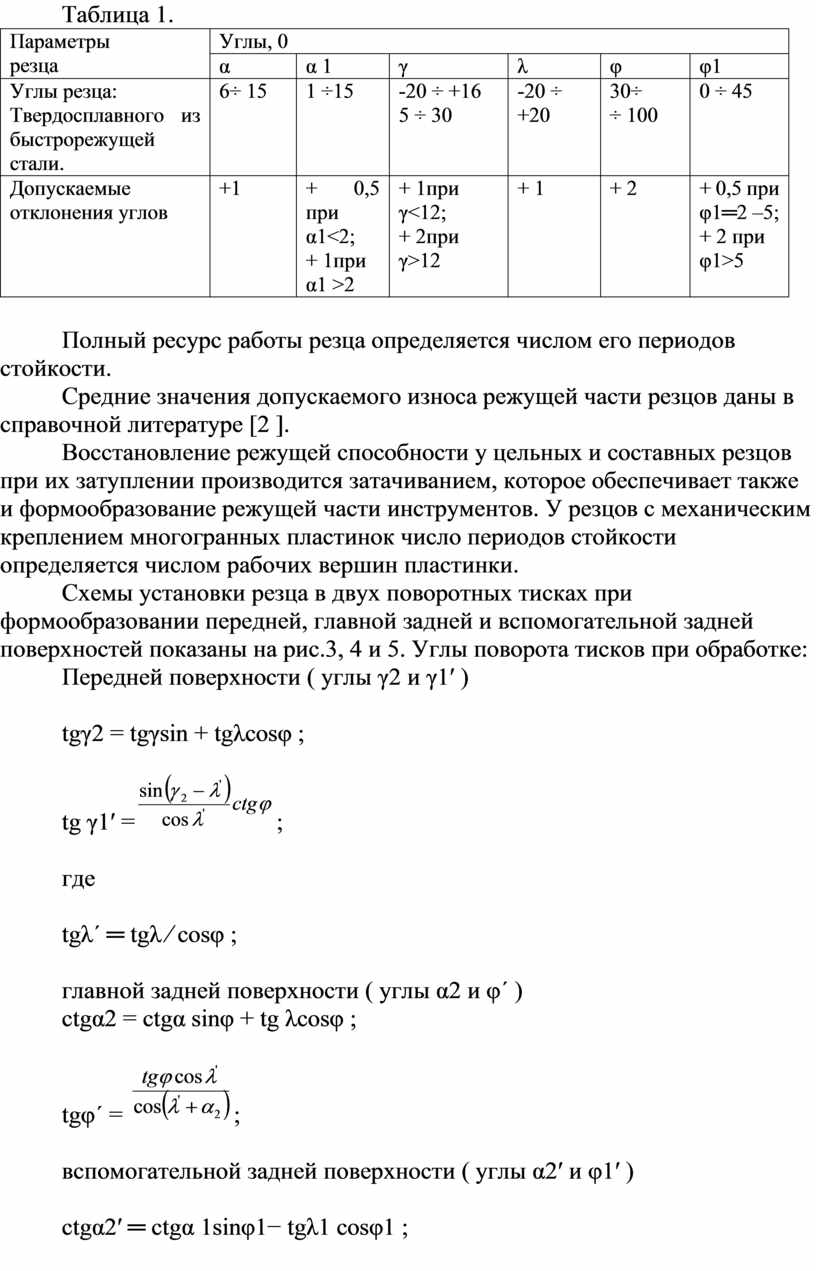
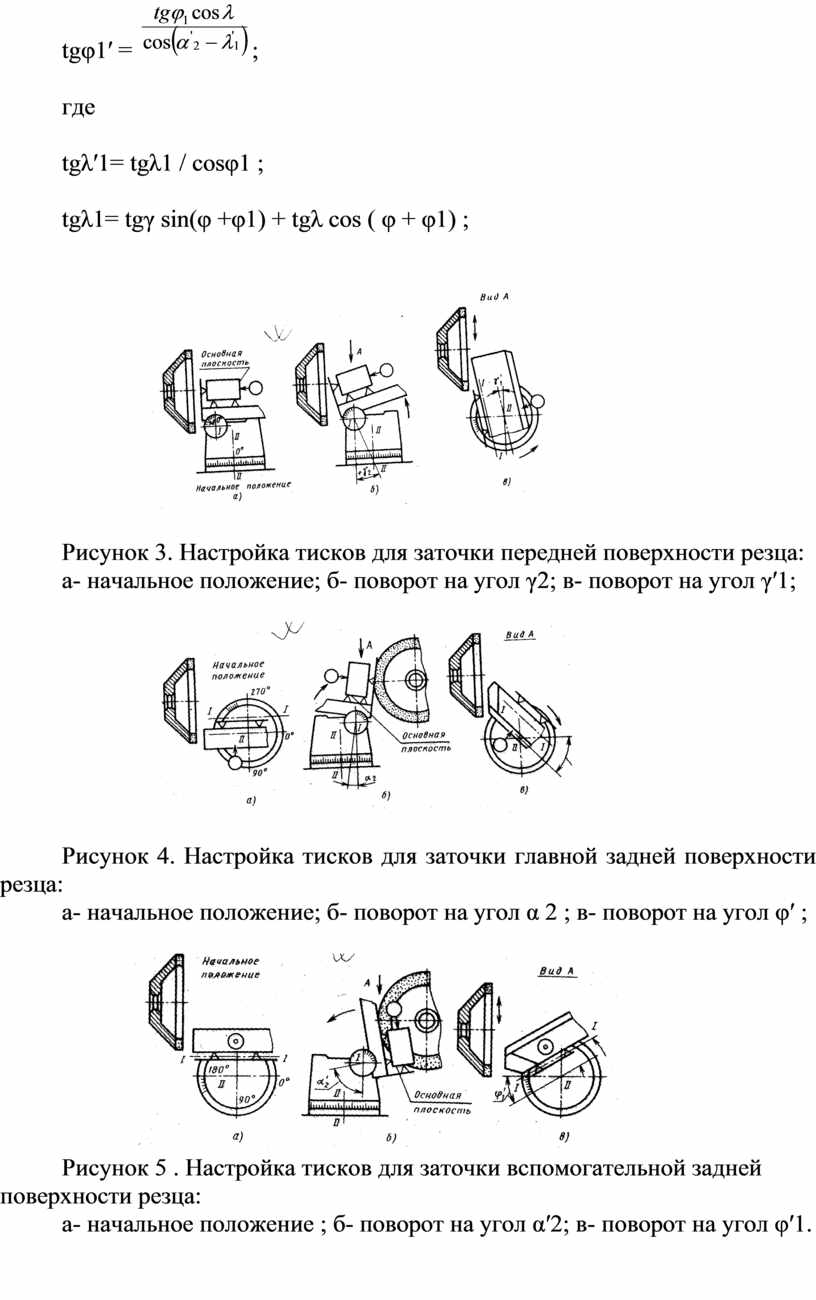
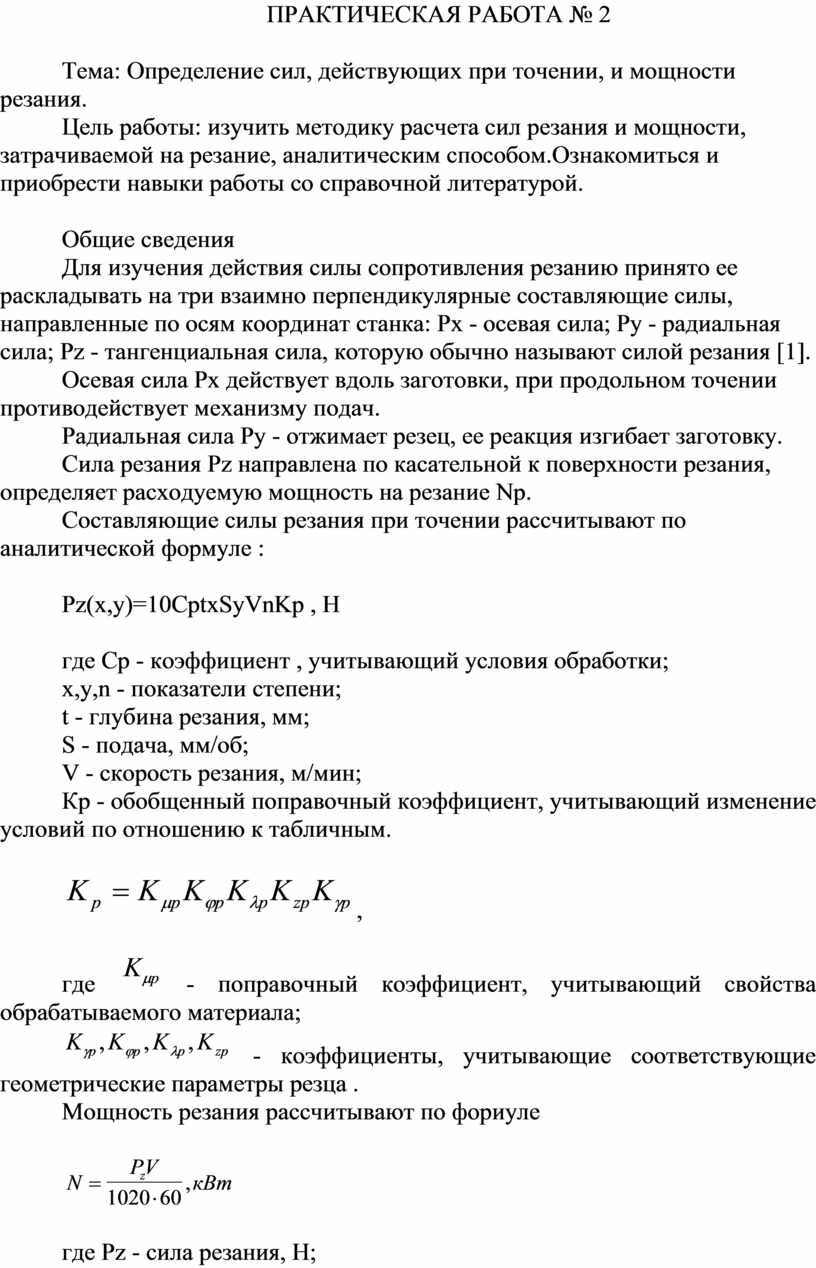
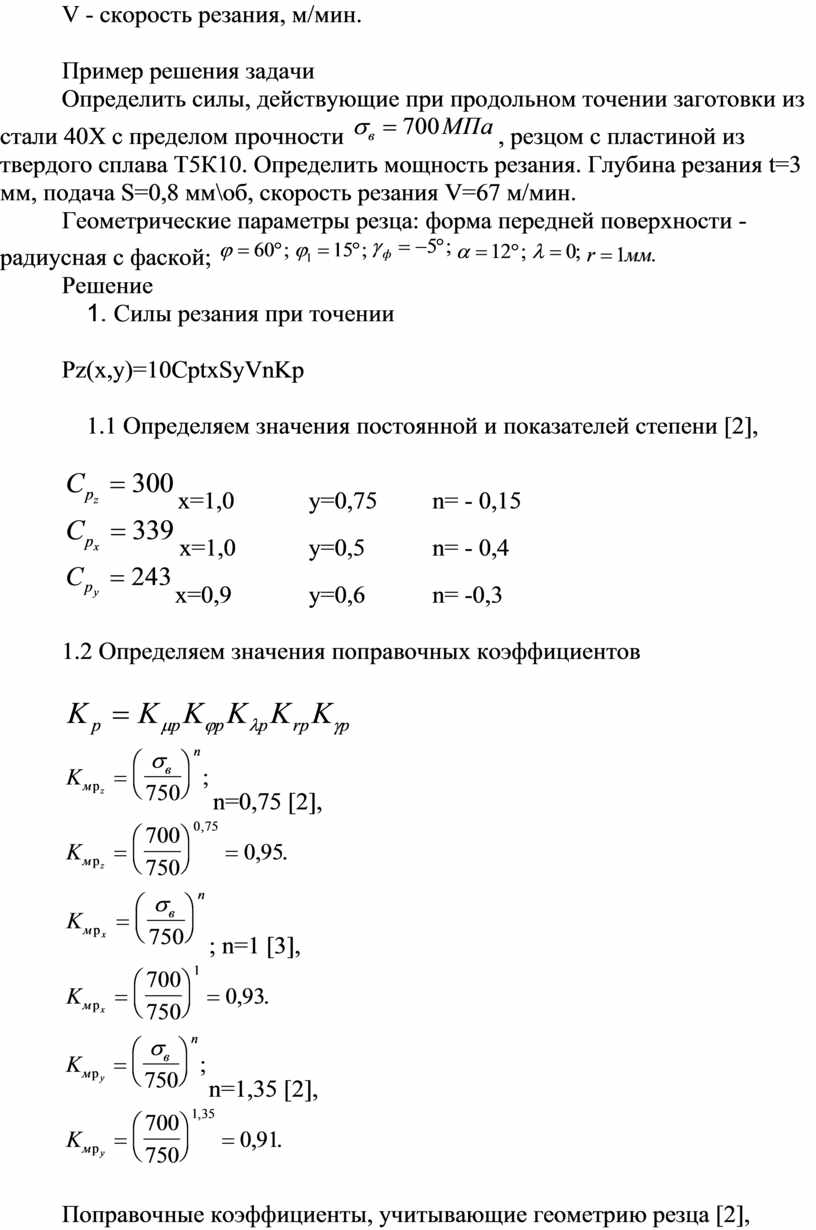
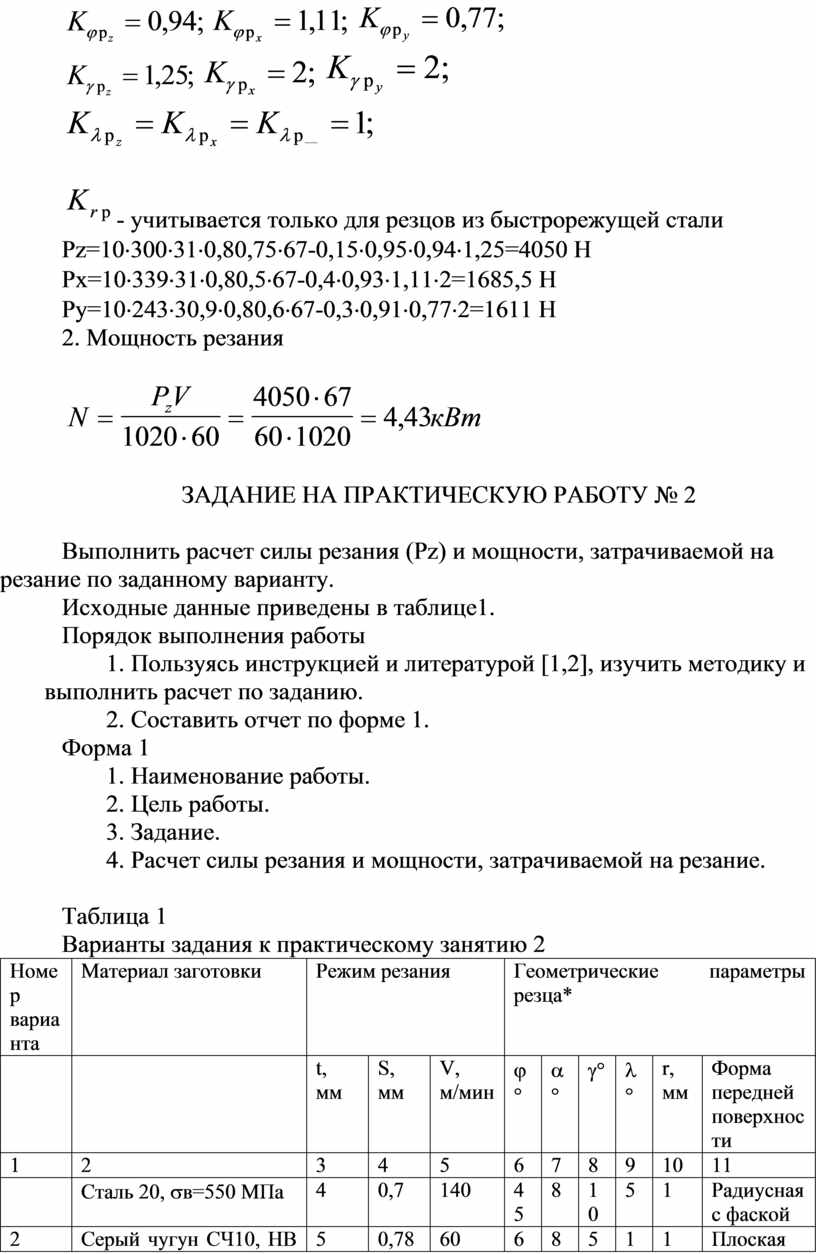
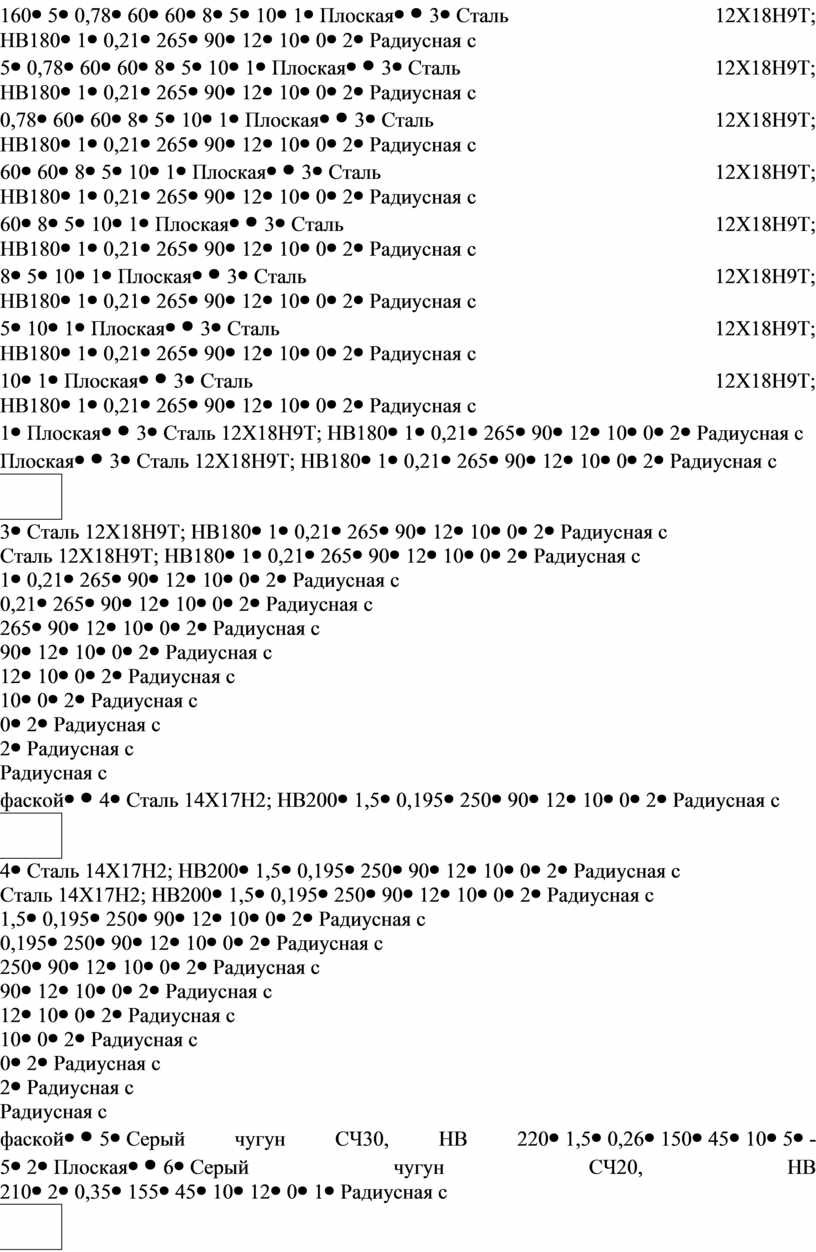
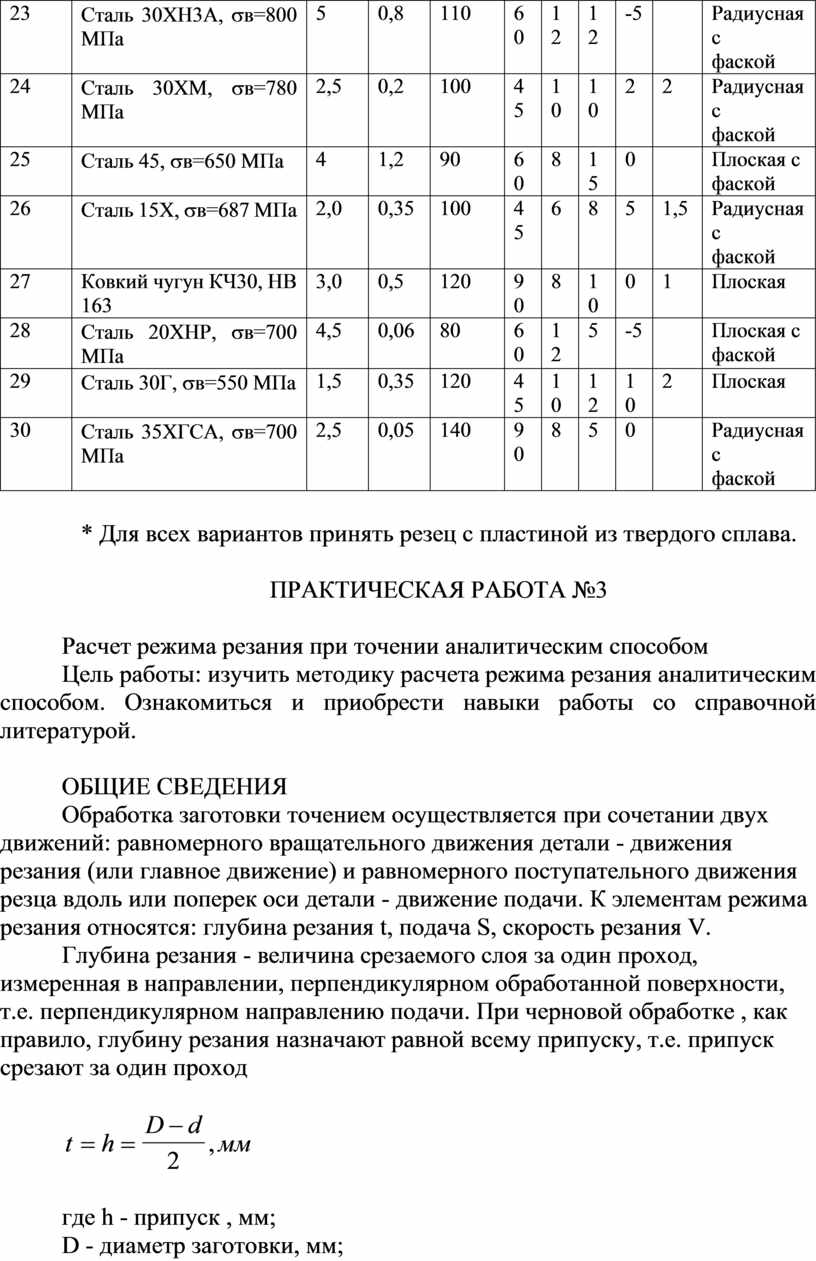
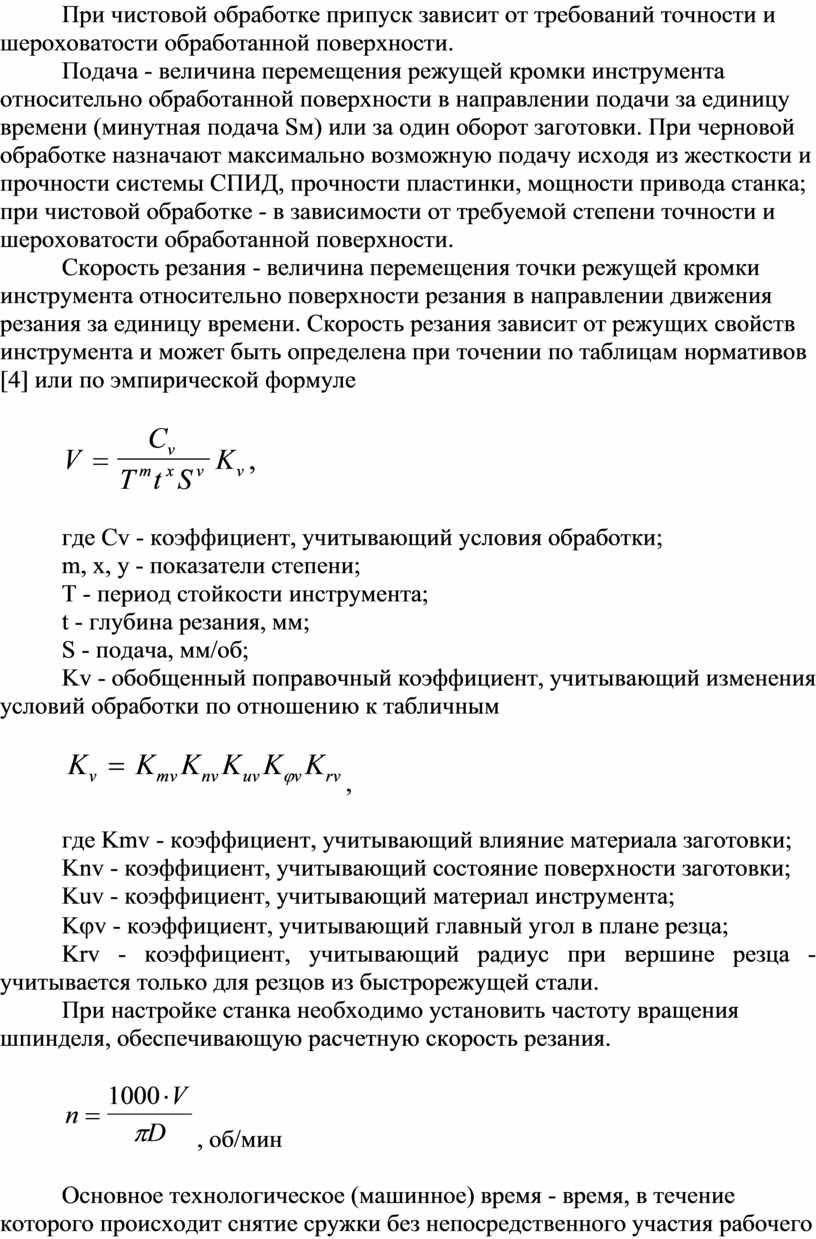
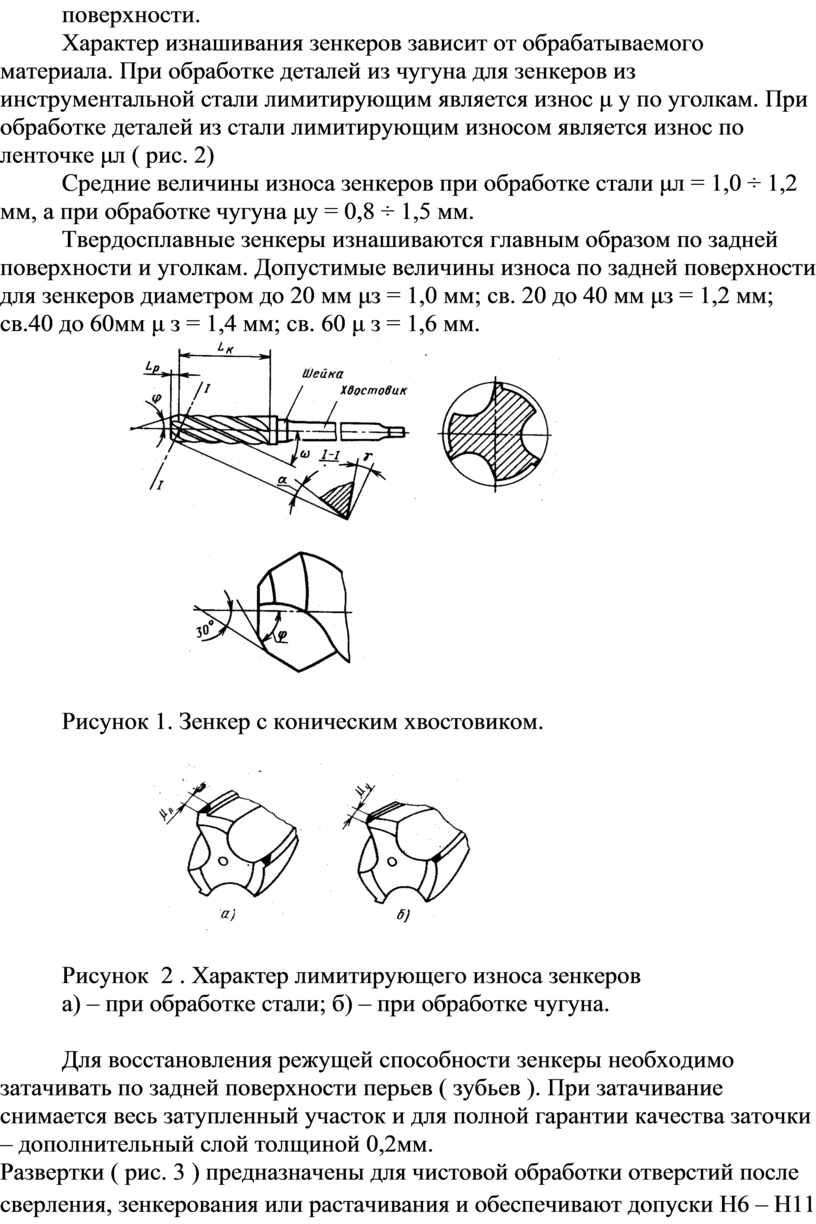
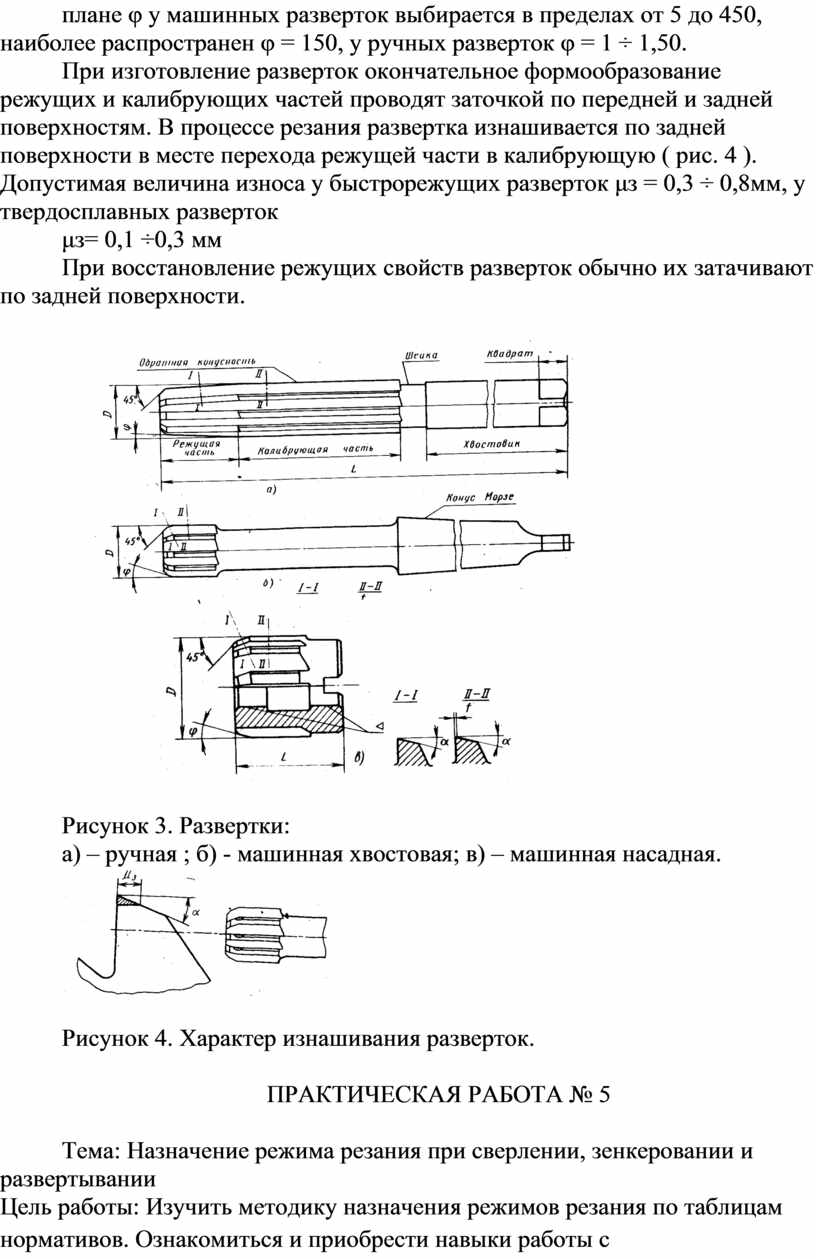
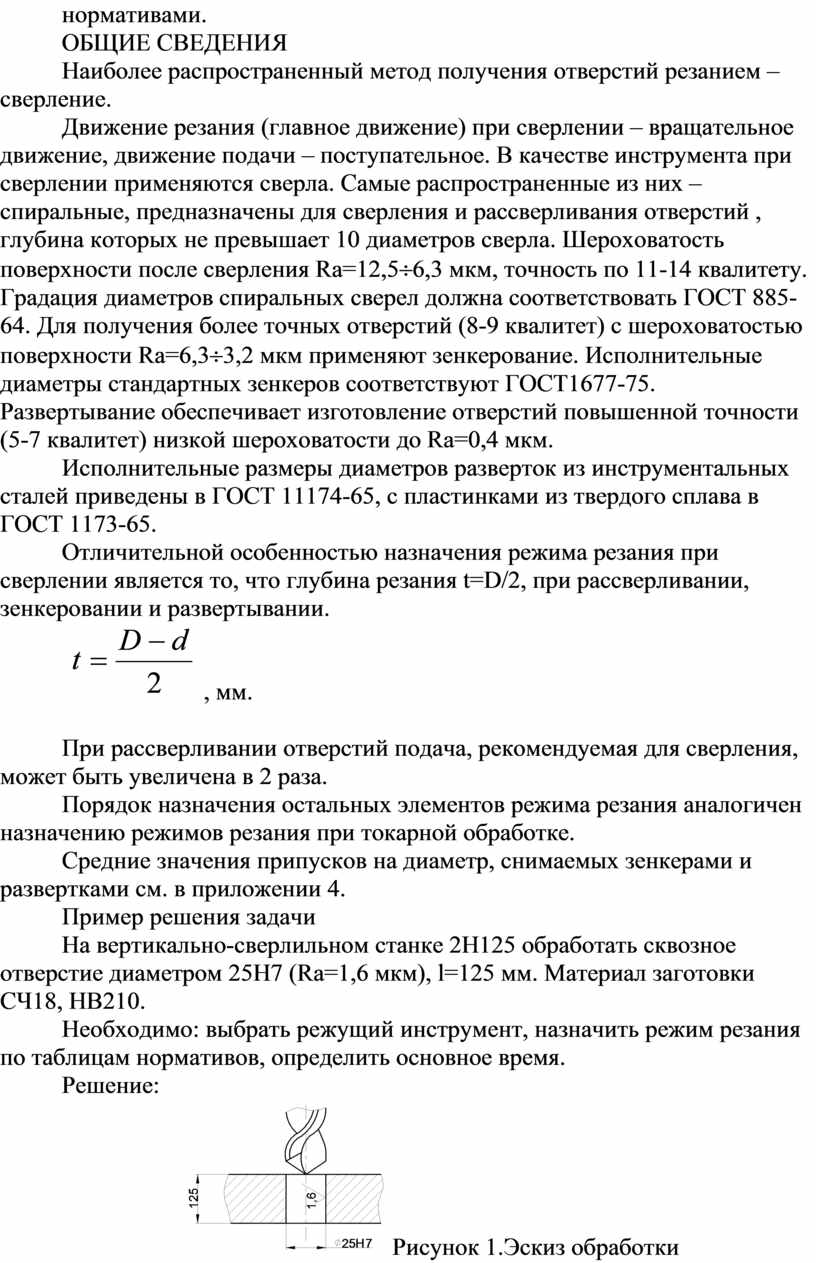
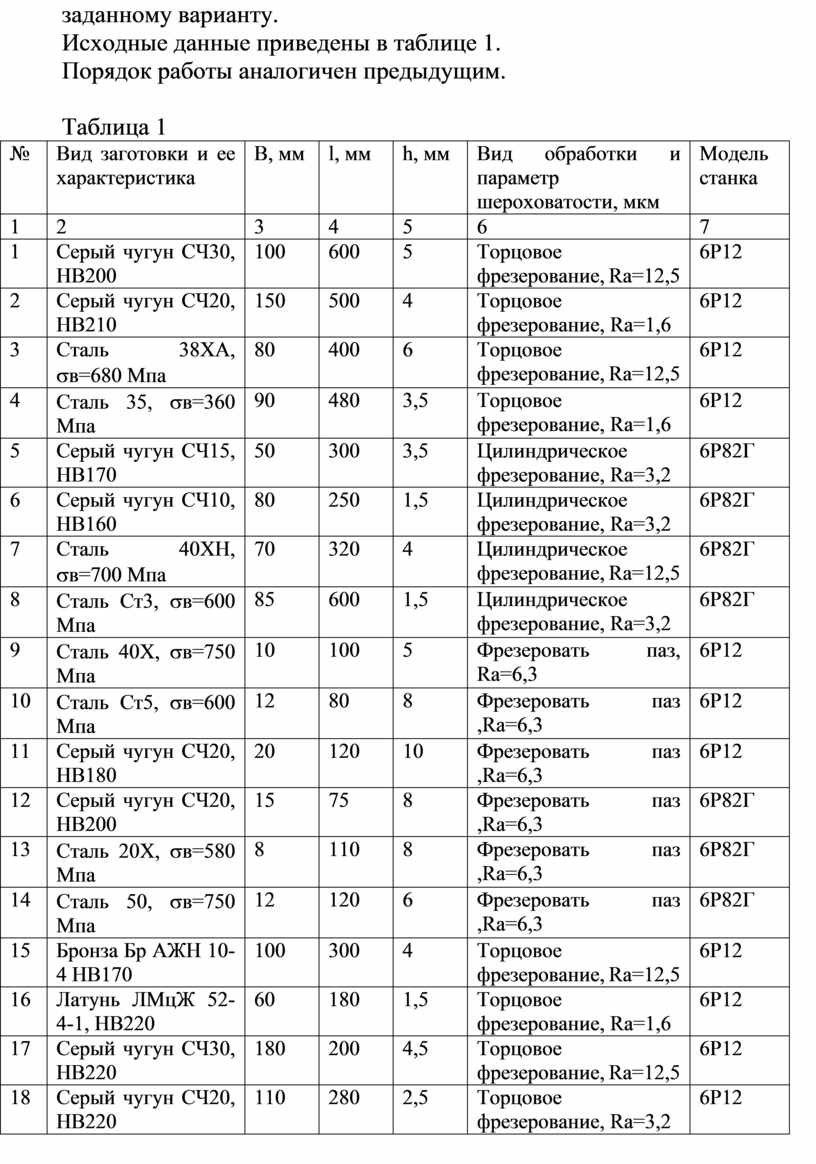
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.