Поделиться

|
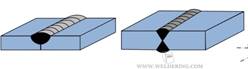
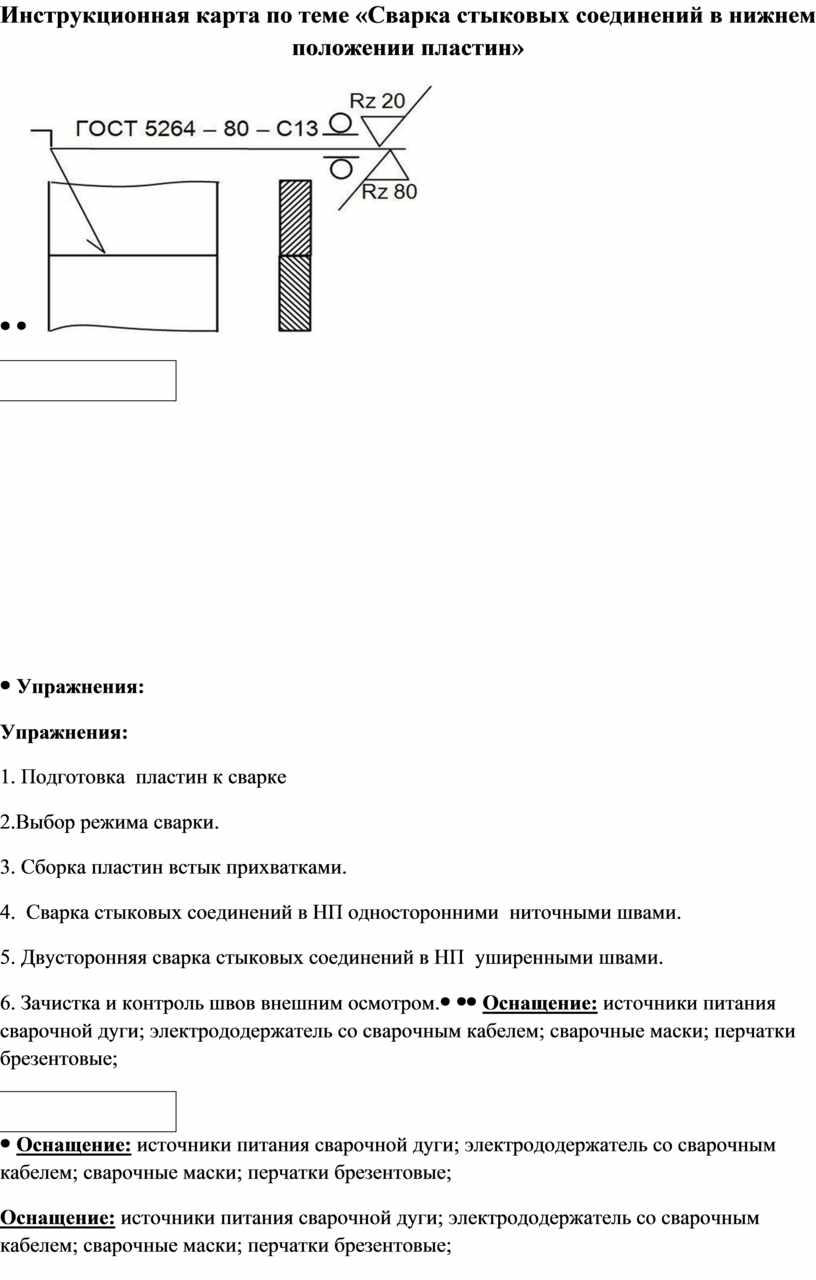
Инструкционная карта по теме «Сварка стыковых соединений в нижнем положении пластин»
|
|||
|
|
Упражнения: 1. Подготовка пластин к сварке 2.Выбор режима сварки. 3. Сборка пластин встык прихватками. 4. Сварка стыковых соединений в НП односторонними ниточными швами. 5. Двусторонняя сварка стыковых соединений в НП уширенными швами. 6. Зачистка и контроль швов внешним осмотром. |
||
|
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые; Костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали 250*150*3 мм; 250*150*3 мм; электроды марки УОНИИ-13/55, МР -3р диаметром 3; 4 мм. |
|||
|
Порядок выполнения |
Инструкционные указания и пояснения
|
Эталон выполнения работы |
|
|
Подготовка рабочего места сварщика. |
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток. |
|
|
|
1. Подготовить пластины к сварке
|
Взять в руки пластину, внимательно осмотреть ее. Произвести правку пластин молотком (рис.3) Взять металлическую щетку и произвести зачистку поверхности кромок на расстояние не менее 200мм до металлического блеска с двух сторон пластин.
Уложить пластины на ровную поверхность зачищенными кромками, чтобы не было разностенок и оставить между свариваемыми кромками зазор 1-2мм. |
|
|
|
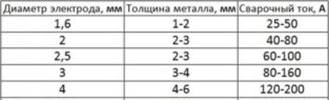
2. Выбрать режим сварки
|
Выбрать диаметр электрода и силу сварочного тока, в зависимости от толщины металла:
|
|
|
|
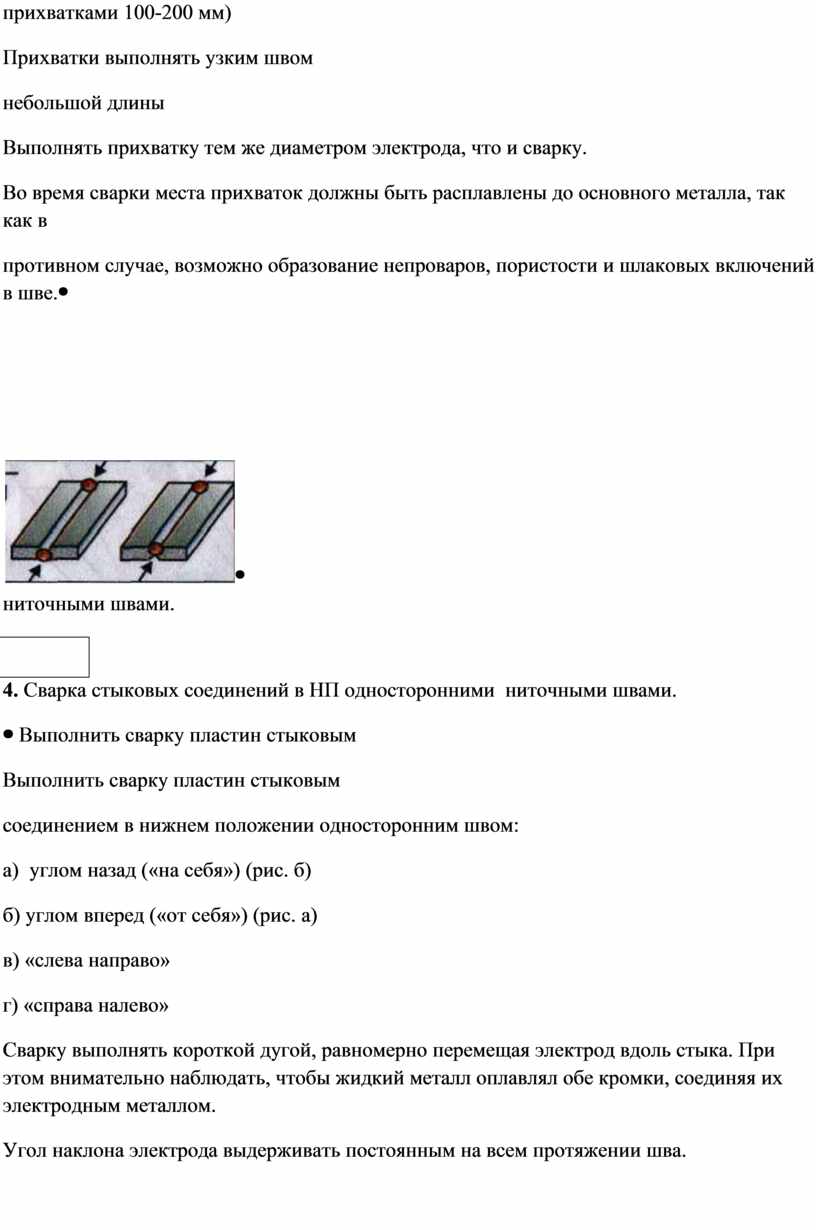
3. Выполнить сборку пластин прихватками. |
Оставить между кромками пластин зазор 1-2мм Выполнить прихватки пластин, отступив от кромки пластины 30-40мм (расстояние между прихватками 100-200 мм) Прихватки выполнять узким швом небольшой длины Выполнять прихватку тем же диаметром электрода, что и сварку. Во время сварки места прихваток должны быть расплавлены до основного металла, так как в противном случае, возможно образование непроваров, пористости и шлаковых включений в шве. |
|
|
|
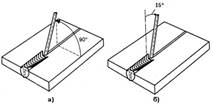
4. Сварка стыковых соединений в НП односторонними ниточными швами.
|
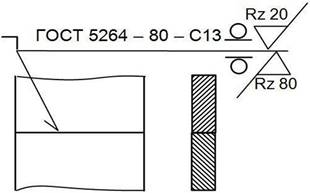
Выполнить сварку пластин стыковым соединением в нижнем положении односторонним швом: а) углом назад («на себя») (рис. б) б) углом вперед («от себя») (рис. а) в) «слева направо» г) «справа налево» Сварку выполнять короткой дугой, равномерно перемещая электрод вдоль стыка. При этом внимательно наблюдать, чтобы жидкий металл оплавлял обе кромки, соединяя их электродным металлом. Угол наклона электрода выдерживать постоянным на всем протяжении шва.
|
|
|
|
5. Двусторонняя сварка стыковых соединений в НП уширенными швами (Sмет.= 6мм)
|
Выполнить сварку стыкового соединения в нижнем положении двусторонним швом уширенными валиками: Сначала стык проварить с одной стороны уширенным валиком, совмещая три движения электродом: Движение 1-равномерная и непрерывная подача электрода к детали по мере его плавления. Движение 2- передвижение электрода вдоль валика по направлению сварки. При этом электрод необходимо наклонять под углом 15-300 к оси, перпендикулярной плоскости сварки. Движение 3-колебательное движение концом электрода вправо и влево валика. Поддерживать постоянную длину дуги 2-3 мм, но не допускать коротких замыканий электрода с деталью, так как возможно «примерзание» электрода. При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Затем зачистить корень шва до металлического блеска и наложить уширенный валик на другую сторону детали. При повторном зажигании дуги, после смены электрода или случайного ее обрыва, необходимо зажигать дугу впереди кратера, а затем электрод возвращать назад и переварить застывший металл сварочной ванны. Нормальная ширина валика L= (2-4) dэ, мм; dэ —диаметр электрода, мм Наплавленный валик должен иметь геометрические размеры, приведенные на рисунке.
|
|
|
|
6. Зачистка и контроль швов внешним осмотром. |
Выполнить зачистку сварных швов и осуществить контроль путем внешнего осмотра. Сравнить с эталоном: 1. Ширина валика должна быть ( 2-4 )* dэ. 2. Высота валика должна быть ( 2-3 )мм. Сдать работу мастеру производственного обучения. |
|
|

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.