Поделиться

ИНСТРУКЦИОННО – ТЕХНОЛОГИЧЕСКАЯ КАРТА ПРОЦЕССА СВАРКИ (НАПЛАВКИ) ПРАКТИЧЕСКОГО ЗАДАНИЯ №2
Дифференцированного зачета УП. «Учебная практика»
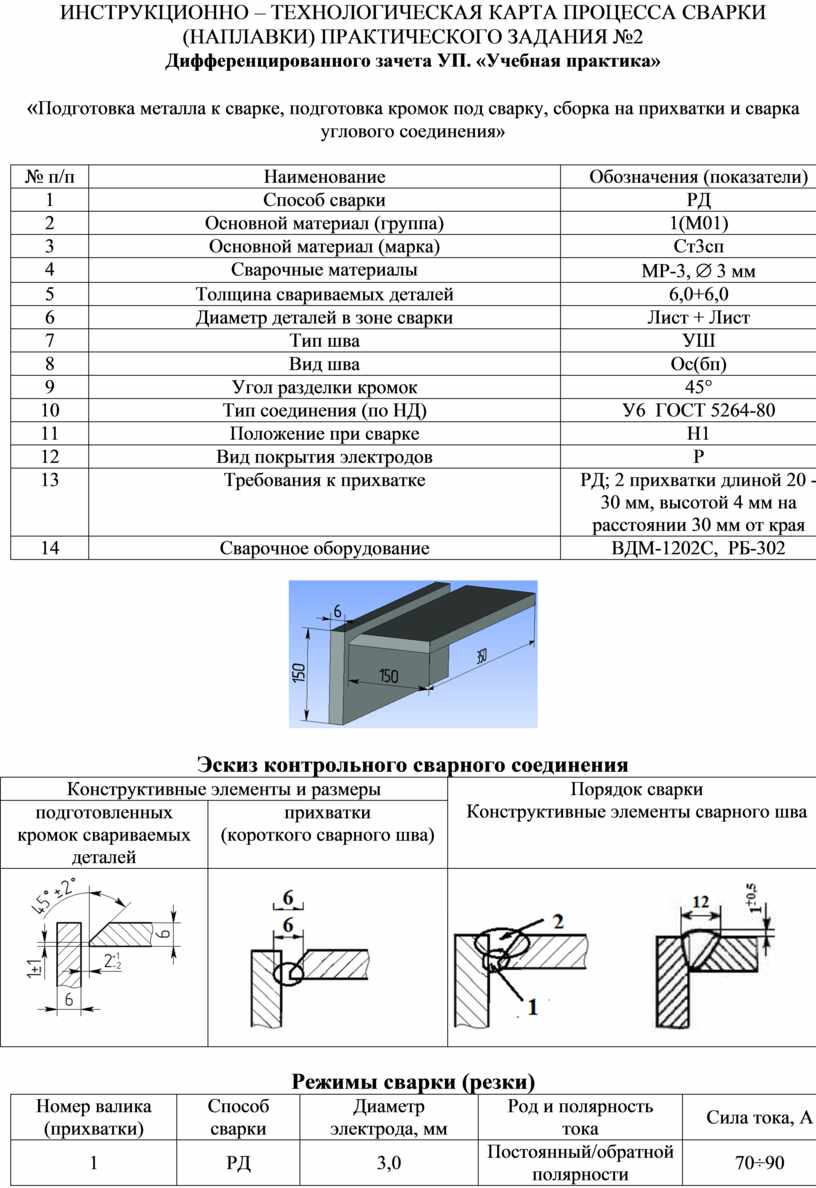
«Подготовка металла к сварке, подготовка кромок под сварку, сборка на прихватки и сварка углового соединения»
|
№ п/п |
Наименование |
Обозначения (показатели) |
|
1 |
Способ сварки |
РД |
|
2 |
Основной материал (группа) |
1(М01) |
|
3 |
Основной материал (марка) |
Ст3сп |
|
4 |
Сварочные материалы |
МР-3, Æ 3 мм |
|
5 |
Толщина свариваемых деталей |
6,0+6,0 |
|
6 |
Диаметр деталей в зоне сварки |
Лист + Лист |
|
7 |
Тип шва |
УШ |
|
8 |
Вид шва |
Ос(бп) |
|
9 |
Угол разделки кромок |
45° |
|
10 |
Тип соединения (по НД) |
У6 ГОСТ 5264-80 |
|
11 |
Положение при сварке |
Н1 |
|
12 |
Вид покрытия электродов |
Р |
|
13 |
Требования к прихватке |
РД; 2 прихватки длиной 20 - 30 мм, высотой 4 мм на расстоянии 30 мм от края |
|
14 |
Сварочное оборудование |
ВДМ-1202С, РБ-302 |
|
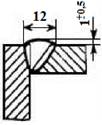
Конструктивные элементы и размеры |
Порядок сварки Конструктивные элементы сварного шва |
|
|
подготовленных кромок свариваемых деталей |
прихватки (короткого сварного шва) |
|
|
|
|
|
Режимы сварки (резки)
|
Номер валика (прихватки) |
Способ сварки |
Диаметр электрода, мм |
Род и полярность тока |
Сила тока, А |
|
1 |
РД |
3,0 |
Постоянный/обратной полярности |
70÷90 |
|
2 |
РД |
3,0 |
Постоянный/обратной полярности |
70÷90 |
Технологические требования к сварке
|
Операция |
Оборудование и инструмент |
|
Инструкция по технике безопасности при выполнении сварочных работ: - прослушать инструктаж по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности и ТБ при аварийных ситуациях. Средства индивидуальной защиты сварщика. |
Сварочная маска; перчатки брезентовые; костюм сварочный брезентовый. Очки защитные. |
|
Подготовка рабочего места сварщика: - подготовить рабочее место сварщика, инструмент сварщика, проверить целостность кабелей и проводов, проверить электрододержатель и заземление, отрегулировать сварочное оборудование. |
|
|
Подготовка сварочных материалов: - электроды МР-3 Æ 3 мм, перед использованием прокалить при температуре 180 ±20°С в течение 1 – 1,5 часов. |
Электроды МР-3 Æ 3 мм. Печь. |
|
Подготовка деталей: - очистить поверхность пластины от грунта, грязи, снега и других загрязнений, внимательно осмотреть ее. |
Щетка, ветошь |
|
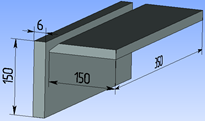
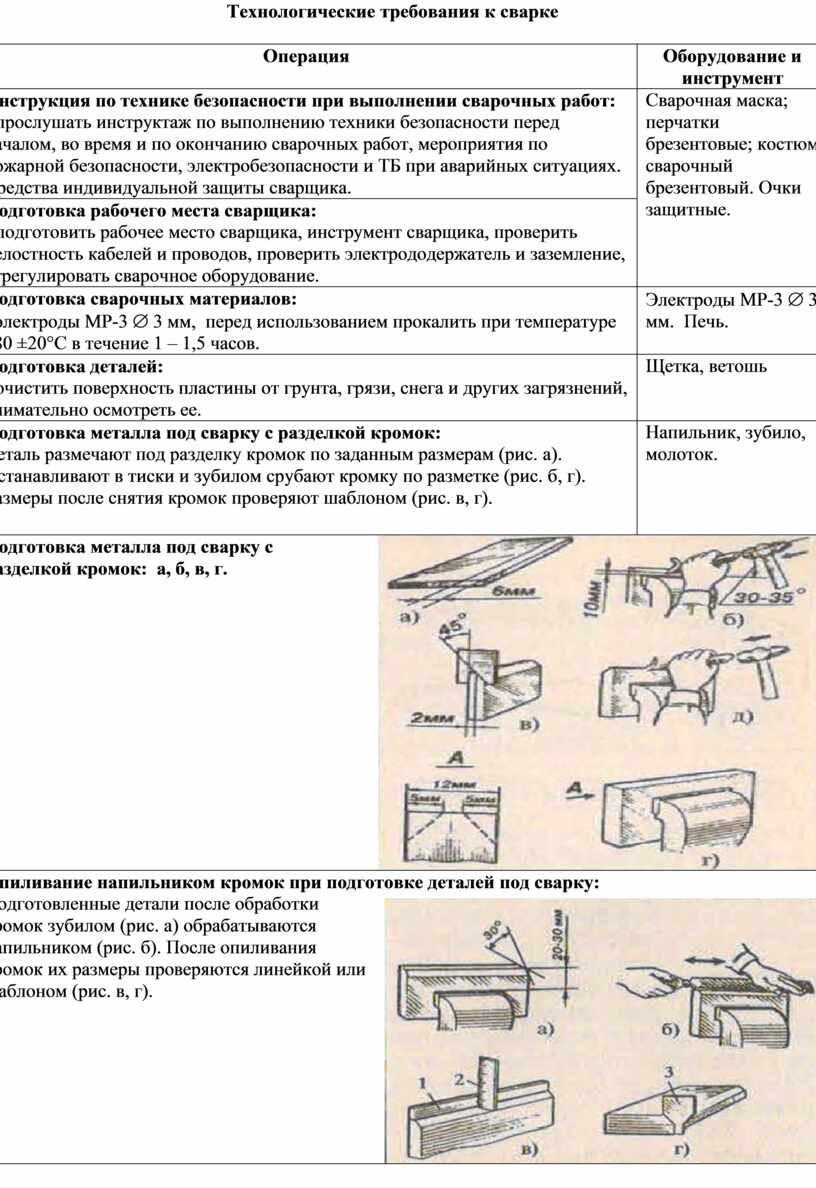
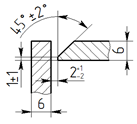
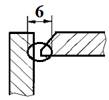
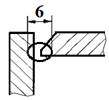
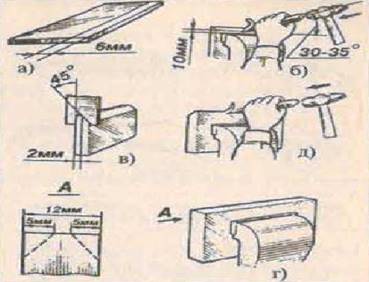
Подготовка металла под сварку с разделкой кромок: Деталь размечают под разделку кромок по заданным размерам (рис. а). Устанавливают в тиски и зубилом срубают кромку по разметке (рис. б, г). Размеры после снятия кромок проверяют шаблоном (рис. в, г). |
Напильник, зубило, молоток. |
|
|
|
|
Опиливание напильником кромок при подготовке деталей под сварку:
|
|
|
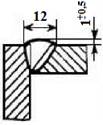
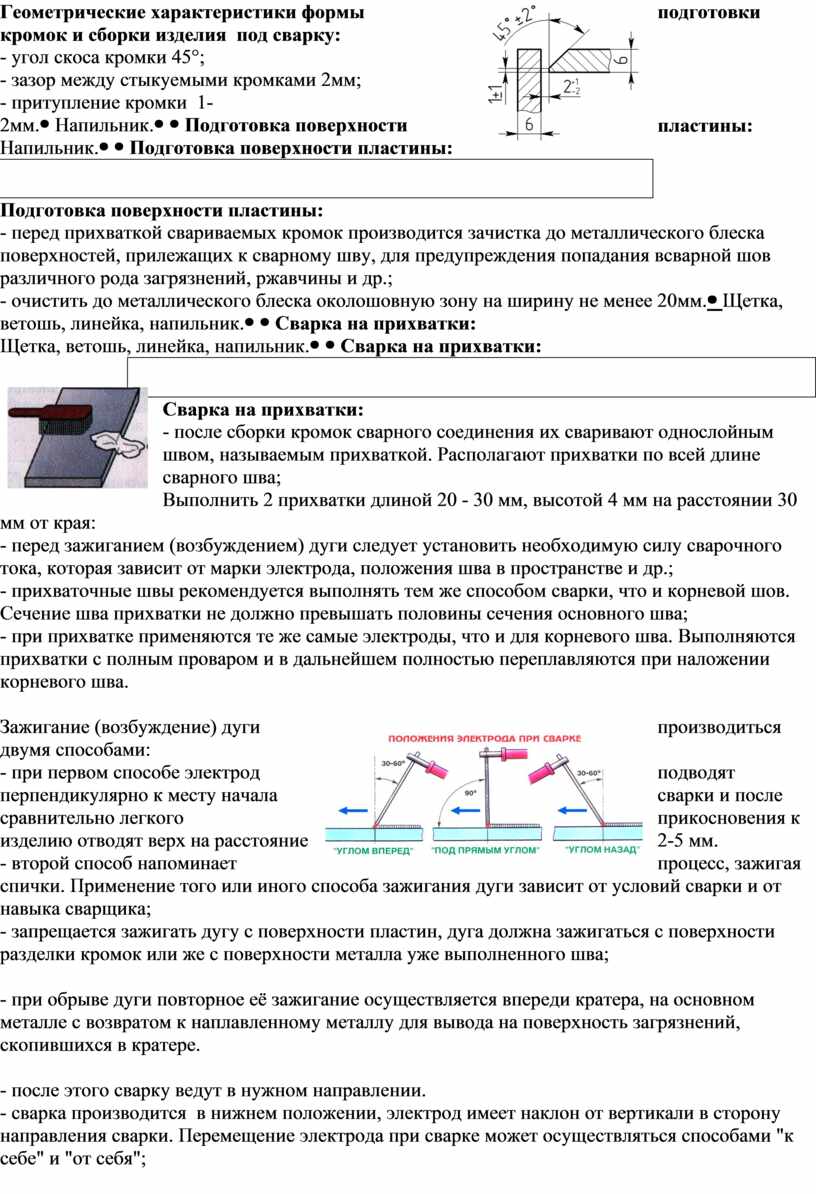
Геометрические характеристики формы подготовки кромок и сборки изделия под сварку: - угол скоса кромки 45°; - зазор между стыкуемыми кромками 2мм;
|
Напильник. |
|
Подготовка поверхности пластины: - перед прихваткой свариваемых кромок производится зачистка до металлического блеска поверхностей, прилежащих к сварному шву, для предупреждения попадания всварной шов различного рода загрязнений, ржавчины и др.; - очистить до металлического блеска околошовную зону на ширину не менее 20мм. |
|
|
Сварка на прихватки: - после сборки кромок сварного соединения их сваривают однослойным швом, называемым прихваткой. Располагают прихватки по всей длине сварного шва; Выполнить 2 прихватки длиной 20 - 30 мм, высотой 4 мм на расстоянии 30 мм от края: - перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, положения шва в пространстве и др.; - прихваточные швы рекомендуется выполнять тем же способом сварки, что и корневой шов. Сечение шва прихватки не должно превышать половины сечения основного шва; - при прихватке применяются те же самые электроды, что и для корневого шва. Выполняются прихватки с полным проваром и в дальнейшем полностью переплавляются при наложении корневого шва.
Зажигание (возбуждение) дуги производиться двумя способами: - при первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят верх на расстояние 2-5 мм. - второй способ напоминает процесс, зажигая спички. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика; - запрещается зажигать дугу с поверхности пластин, дуга должна зажигаться с поверхности разделки кромок или же с поверхности металла уже выполненного шва;
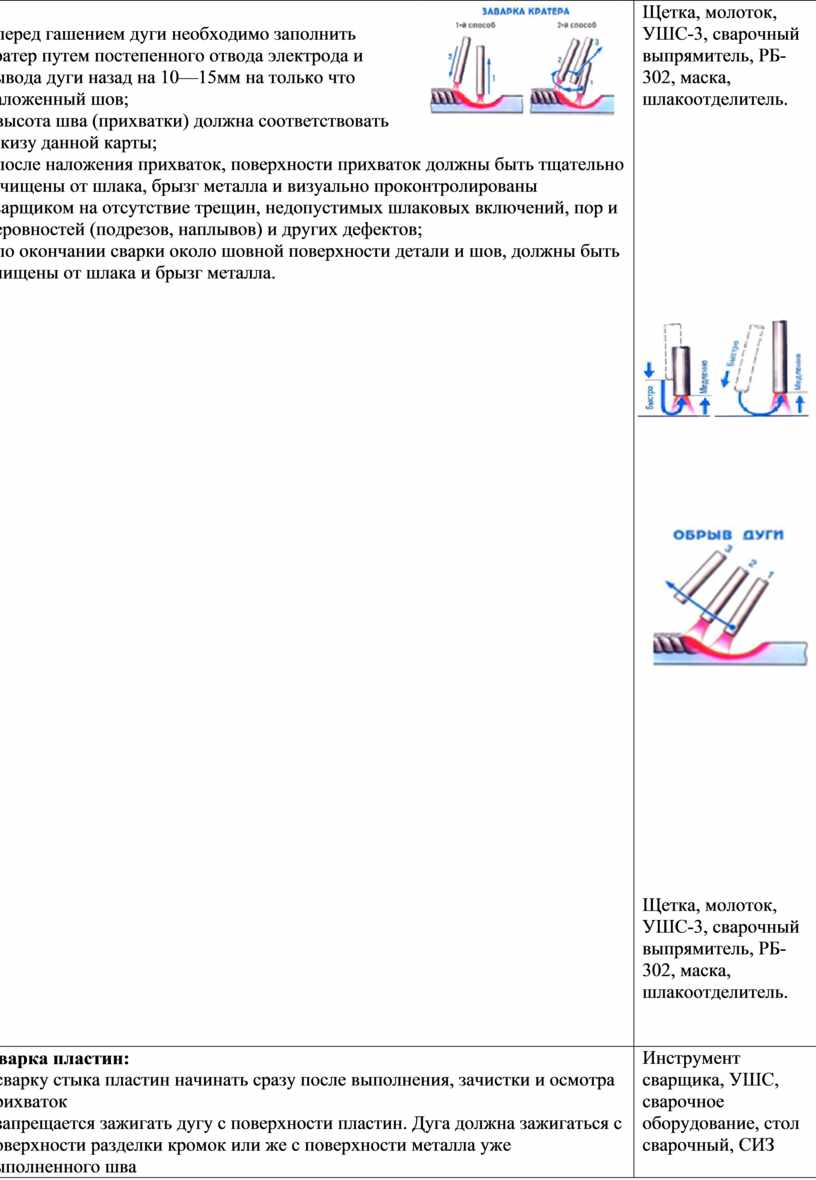
- при обрыве дуги повторное её зажигание осуществляется впереди кратера, на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере.
- после этого сварку ведут в нужном направлении.
- прихватки выполняются без поперечных колебательных движений конца электрода, при этом ширина валика равна (0,8 - 1,5) d электрода, длиной не менее 20-30мм;
- перед гашением дуги необходимо заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 10—15мм на только что наложенный шов; - высота шва (прихватки) должна соответствовать эскизу данной карты;
- по окончании сварки около шовной поверхности детали и шов, должны быть очищены от шлака и брызг металла.
|
Щетка, молоток, УШС-3, сварочный выпрямитель, РБ-302, маска, шлакоотделитель.
Щетка, молоток, УШС-3, сварочный выпрямитель, РБ-302, маска, шлакоотделитель.
|
|
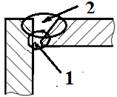
Сварка пластин: - сварку стыка пластин начинать сразу после выполнения, зачистки и осмотра прихваток - запрещается зажигать дугу с поверхности пластин. Дуга должна зажигаться с поверхности разделки кромок или же с поверхности металла уже выполненного шва - выполнить сварку корневого шва №I, в нижнем положении, при этом необходимо полностью переплавлять прихватки - после сварки корневого шва выполнить его зачистку и проверить на наличие дефектов, в случае обнаружения дефектов, необходимо удалить дефектные зоны корневого шва и заварить заново - выполнить сварку облицовочного (перекрытия) шва №II - перед гашением дуги необходимо заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15—20 мм на только что наложенный шов - после наложения каждого валика, поверхности шва и кромки разделки должны быть тщательно зачищены от шлака, брызг металла и визуально проконтролированы сварщиком на отсутствие трещин, недопустимых шлаковых включений, пор и неровностей (подрезов, наплывов и углублений между валиками) и других дефектов |
Инструмент сварщика, УШС, сварочное оборудование, стол сварочный, СИЗ |
|
По окончании сварки снять образец. - зачистить металлической щеткой (ручной) от шлака, и брызг прилегающие к сварным швам поверхности деталей, на ширину не менее 20 мм;
- проверить соответствие геометрических размеров сварного изделия требованиям чертежа; - размеры шва проверить измерительным инструментом, проверить ширину и высоту усиления;
- внешним осмотром проверить сварной шов на наличие \ отсутствие наружных дефектов. В случае обнаружения поверхностных дефектов сварного шва, данные дефекты требуется удалить. Исправленный шов сварного соединения должен быть повторно проконтролирован в соответствии с требованиями, предъявляемыми к качеству изделия. Если при этом вновь будут обнаружены дефекты, то произвести их повторное исправление с соблюдением необходимых требований (но не более 3 раз). |
Инструмент сварщика, стол сварочный, УШС, линейка, СИЗ |
|
Исправление поверхностных дефектов: - чрезмерные выпуклости (усиления), трещины, недопустимые шлаковые включения, поры, неровности (подрезы, наплывы) и другие дефекты, должны быть удалены, и при необходимости заварены. |
|
|
Метод контроля |
НД по методике контроля |
Объем контроля(%, кол-во образцов) |
|
|
1. Визуальный |
РД 03-606-03 |
100 |
|
|
2. Измерительный |
РД 03-606-03 |
100 |
|
|
Место сварки КСС |
|
|
Дата сварки |
|
|
Ф.И.О. |
Мастер производственного обучения __________ Н.И.Баландин
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
 Подготовка
металла под сварку с разделкой кромок: а, б, в, г.
Подготовка
металла под сварку с разделкой кромок: а, б, в, г.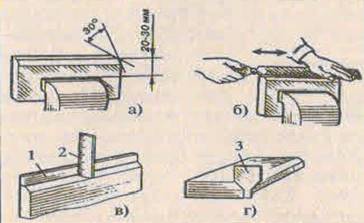 Подготовленные
детали после обработки кромок зубилом (рис. а) обрабатываются напильником
(рис. б). После опиливания кромок их размеры проверяются линейкой или
шаблоном (рис. в, г).
Подготовленные
детали после обработки кромок зубилом (рис. а) обрабатываются напильником
(рис. б). После опиливания кромок их размеры проверяются линейкой или
шаблоном (рис. в, г).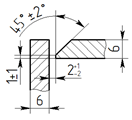 -
притупление кромки 1- 2мм.
-
притупление кромки 1- 2мм.
 - сварка
производится в нижнем положении, электрод имеет наклон от вертикали в
сторону направления сварки. Перемещение электрода при сварке может
осуществляться способами "к себе" и "от себя";
- сварка
производится в нижнем положении, электрод имеет наклон от вертикали в
сторону направления сварки. Перемещение электрода при сварке может
осуществляться способами "к себе" и "от себя"; - после наложения
прихваток, поверхности прихваток должны быть тщательно зачищены от шлака,
брызг металла и визуально проконтролированы сварщиком на отсутствие трещин,
недопустимых шлаковых включений, пор и неровностей (подрезов, наплывов) и
других дефектов;
- после наложения
прихваток, поверхности прихваток должны быть тщательно зачищены от шлака,
брызг металла и визуально проконтролированы сварщиком на отсутствие трещин,
недопустимых шлаковых включений, пор и неровностей (подрезов, наплывов) и
других дефектов;