Поделиться

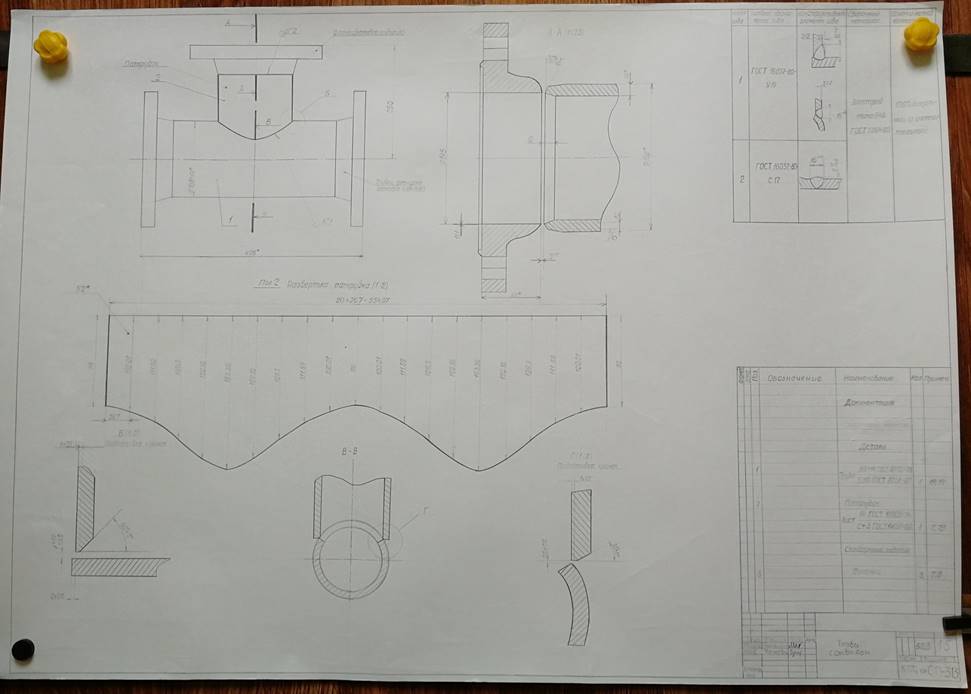
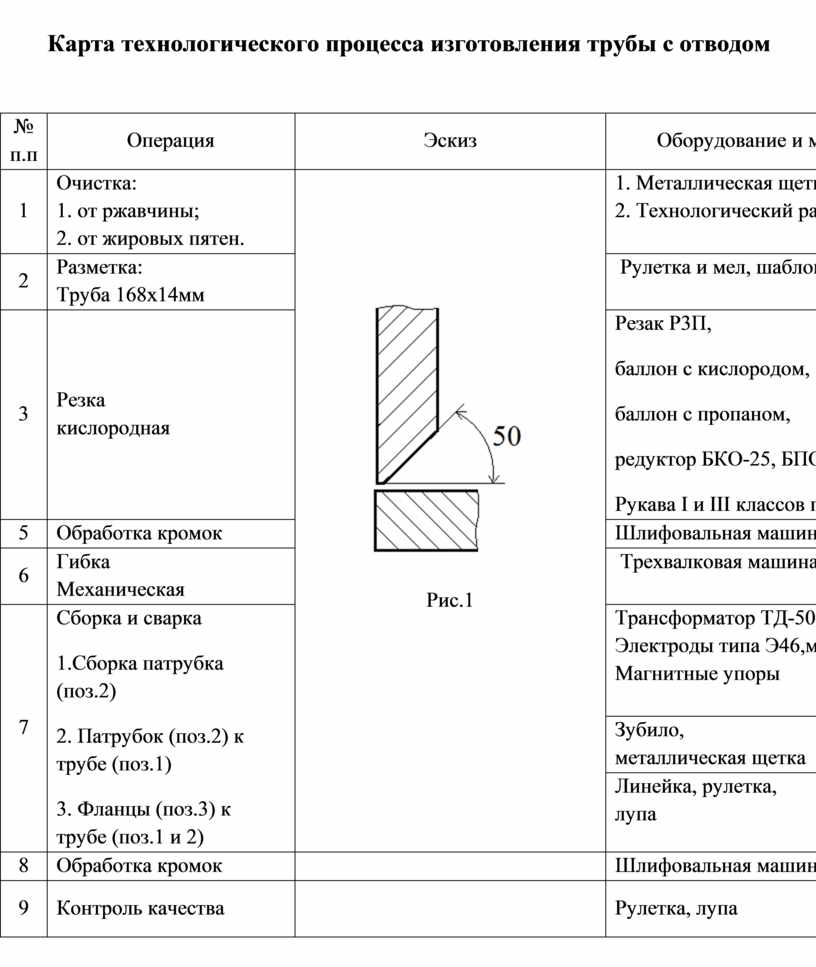
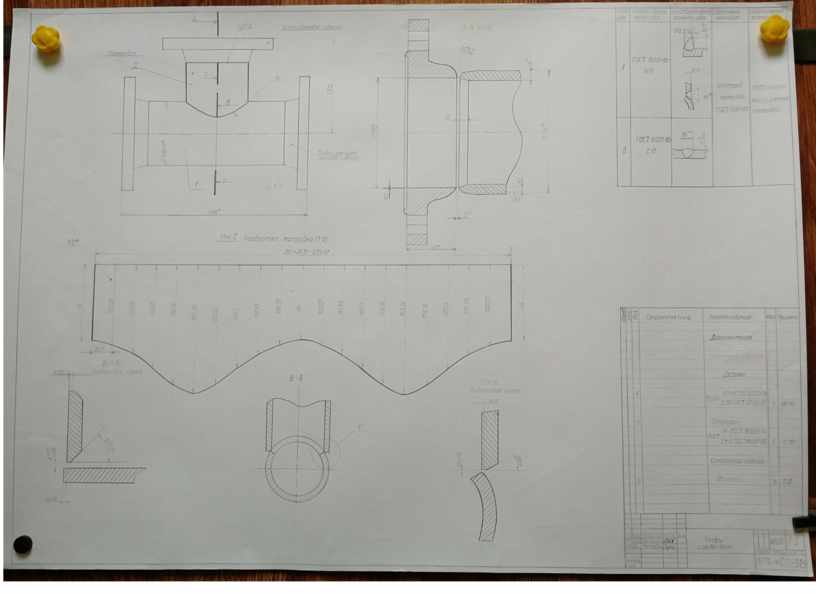
Карта технологического процесса изготовления трубы с отводом
|
№ п.п |
Операция |
Эскиз |
Оборудование и материалы |
Режимы и технологические требования, контроль качества |
|
1 |
Очистка: 1. от ржавчины; 2. от жировых пятен. |
Рис.1
|
1. Металлическая щетка, обтир 2. Технологический раствор
|
|
|
2 |
Разметка: Труба 168x14мм |
Рулетка и мел, шаблон
|
Оставить припуск на дальнейшую обработку под кислородную резку 3-4мм; Труба (поз.1) отверстие по шаблону; Труба (поз.2)-по развертке. |
|
|
3 |
Резка кислородная |
Резак Р3П, баллон с кислородом, баллон с пропаном, редуктор БКО-25, БПО-5. Рукава I и III классов по 30 м. |
||
|
5 |
Обработка кромок |
Шлифовальная машина |
|
|
|
6 |
Гибка Механическая |
Трехвалковая машина |
Патрубок завальцевать под диаметр 168мм |
|
|
7 |
Сборка и сварка 1.Сборка патрубка (поз.2) 2. Патрубок (поз.2) к трубе (поз.1) 3. Фланцы (поз.3) к трубе (поз.1 и 2) |
Трансформатор ТД-500 Электроды типа Э46,марки МР-3; Магнитные упоры |
d=4мм, ток переменный I=160А – для нижнего I=144А – для вертикального I=128А – для горизонтального |
|
|
Зубило, металлическая щетка |
Удаление шлака и очистка швов от остатков шлака |
|||
|
Линейка, рулетка, лупа |
Визуальный контроль после выполнения каждого шва |
|||
|
8 |
Обработка кромок |
|
Шлифовальная машина |
Для придания эстетичного вида |
|
9 |
Контроль качества |
|
Рулетка, лупа |
ВИК – 100% УЗД – 100% |
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.