Поделиться

КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
коробочка для фурнитуры
|
Вид (способ) сварки (наплавки): 1. Внутренние швы — полуавтоматическая сварка 2. Наружные швы — газовая сварка |
Основной материал (марка) |
|
Тип шва — угловой |
Пластина- сталь 09Г2С(М01), S - 3мм |
|
Тип соединения (по ГОСТ) — У1, ГОСТ 5264-80 |
|
|
Положение при сварке — нижнее, вертикальное |
Способ сборки - на прихватках |
|
Сварочные материалы: Углекислый газ Проволока сварочная Св08ГС(о) Ø -0,8мм Ацетилен Кислород |
Требования к прихватке - 2-3 шт, 10-15мм |
|
Сварочное оборудование: сварочный полуавтомат INMIG 200 PLUS, газосварочное оборудование и аппаратура |
|
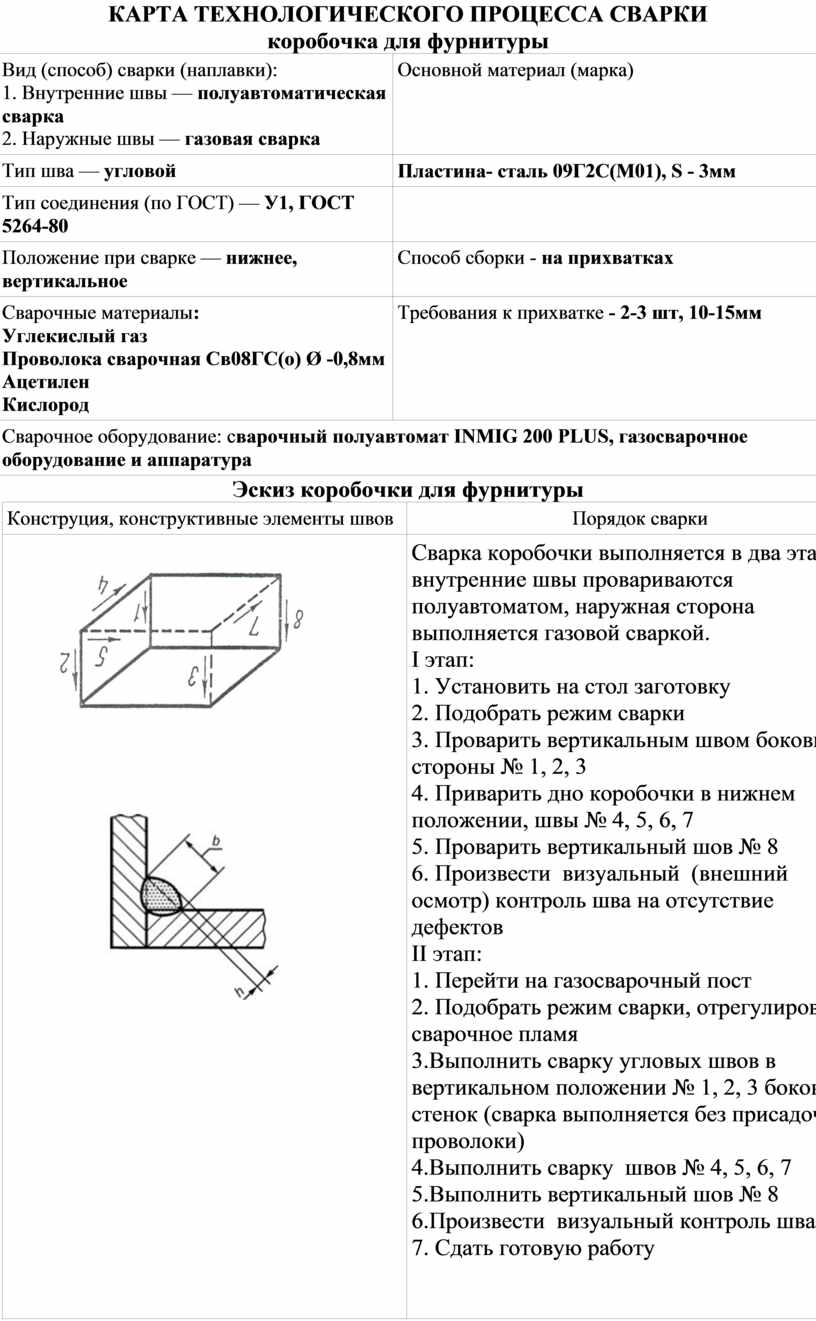
Эскиз коробочки для фурнитуры
|
Конструция, конструктивные элементы швов |
Порядок сварки |
|
|
Сварка коробочки выполняется в два этапа: внутренние швы провариваются полуавтоматом, наружная сторона выполняется газовой сваркой. I этап: 1. Установить на стол заготовку 2. Подобрать режим сварки 3. Проварить вертикальным швом боковые стороны № 1, 2, 3 4. Приварить дно коробочки в нижнем положении, швы № 4, 5, 6, 7 5. Проварить вертикальный шов № 8 6. Произвести визуальный (внешний осмотр) контроль шва на отсутствие дефектов II этап: 1. Перейти на газосварочный пост 2. Подобрать режим сварки, отрегулировать сварочное пламя 3.Выполнить сварку угловых швов в вертикальном положении № 1, 2, 3 боковых стенок (сварка выполняется без присадочной проволоки) 4.Выполнить сварку швов № 4, 5, 6, 7 5.Выполнить вертикальный шов № 8 6.Произвести визуальный контроль шва 7. Сдать готовую работу
|

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.

