Поделиться

ФЕДЕРАЛЬНАЯ СЛУЖБА ИСПОЛНЕНИЯ НАКАЗАНИЙ
ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ №262 ФЕДЕРАЛЬНОЙ СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ
(ФКП образовательное учреждение № 262)
|
|
УТВЕРЖДАЮ Заместитель директора по учебно-производственной работе ____________ С.А. Борзенков «30» августа 2021г. |
КОМПЛЕКТ КОНТРОЛЬНО - ОЦЕНОЧНЫХ СРЕДСТВ
учебной практики
|
Профессия:
|
Сварщик ручной дуговой сварки плавящимся покрытым электродом
|
|
|
|
Квалификационный разряд: |
2 |
||
г. Кемерово
2020–2021
Комплект контрольно-оценочных средств учебной практики разработан в соответствии с требованиями основной программы профессионального обучения (далее – ОППО) ФКП образовательного учреждения №262 по профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом 2-го разряда
Разработчик:
Мастер производственного обучения Баландин Николай Иванович
Рассмотрено и одобрено на заседании методической комиссии ФКП образовательного учреждения № 262 (протокол №9 от 30 августа 2021 года).
![]()
Председатель методической комиссии О.Н. Попова
|
СОДЕРЖАНИЕ |
||
|
|
|
Стр.
|
|
1 |
ПАСПОРТ КОМПЛЕКТА КОНТРОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ
|
4 |
|
|
Результаты освоения программы учебной практики, подлежащие проверке
|
4 |
|
2 |
СИСТЕМА КОНТРОЛЯ И ОЦЕНКИ ОСВОЕНИЯ ПРОГРАММЫ УЧЕБНОЙ ПРАКТИКИ
|
5 |
|
2.1. |
Организация контроля и оценки освоения программы учебной практики
|
5 |
|
2.2. |
Виды контроля по учебной практике
|
5 |
|
2.3. |
Контроль результатов освоения программы учебной практики
|
6 |
|
2.4. |
Критерии оценивания освоения программы учебной практики |
10 |
|
|
|
|
|
ПРИЛОЖЕНИЯ: |
|
|
Приложение 1. Перечень практических заданий дифференцированного
зачета УП «Учебная практика»
Приложение 2. Инструкционно-технологические карты практических заданий дифференцированного зачета УП «Учебная практика»
Результаты освоения программы учебной практики, подлежащие проверки
Комплект КОС программы учебной практики – это совокупность методических материалов, форм и процедур текущего контроля умений и промежуточной аттестации, обеспечивающих оценку соответствия образовательных результатов (квалификационная характеристика - уметь) обучающихся требованиям ОППО.
Цели КОС по программе учебной практики:
- проверка обучающихся на соответствие их персональных достижений поэтапным требованиям ОППО (текущий контроль и промежуточная аттестация);
- проверка освоения умений (в готовности применять освоенные умения для успешного решения профессиональных задач).
Задачи КОС по программе учебной практики:
- контроль и управление процессом приобретения обучающимися необходимых умений, определенных ОППО;
- обеспечение соответствия результатов обучения задачам будущей профессиональной деятельности.
В результате освоения программы учебной практики обучающиеся должны:
|
Уметь |
|
|
У 1 |
Пользоваться конструкторской, производственно-технологической и нормативной документацией для выполнения трудовых функций по коду A/01.2 и A/03.2 |
|
У 2 |
Проверять работоспособность и исправность сварочного оборудования для РД |
|
У 3 |
Настраивать сварочное оборудование для РД |
|
У 4 |
Подготавливать и проверять сварочные материалы для РД |
|
У 5 |
Использовать ручной и механизированный инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку |
|
У 6 |
Применять сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку |
|
У 7 |
Использовать измерительный инструмент для контроля собранных элементов конструкции (изделий, узлов, деталей) на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
|
У 8 |
Выбирать пространственное положение сварного шва для сварки элементов конструкции (изделий, узлов, деталей) |
|
У 9 |
Владеть техникой предварительного, сопутствующего (межслойного) подогрева металла в соответствии с требованиями производственно-технологической документации по сварке |
|
У 10 |
Владеть техникой РД простых деталей неответственных конструкций в нижнем, вертикальном и горизонтальном пространственном положении сварного шва. |
|
У 11 |
Владеть техникой дуговой резки металла |
|
У 12 |
Использовать ручной и механизированный инструмент для зачистки сварных швов и удаления поверхностных дефектов после сварки |
|
У 13 |
Контролировать с применением измерительного инструмента сваренные РД детали на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
|
У 14 |
Выполнять работы по приемке и сдаче приспособлений, инструмента, а также содержанию их в надлежащем состоянии |
|
У 18 |
Читать чертежи в объеме, необходимом для выполнения работы |
|
У 19 |
Определять группы и марки материалов, свариваемых РД |
2.1. Организация контроля и оценки освоения программы учебной практики
Предметом оценки освоения программы учебной практики являются умения.
Текущий контроль освоения программы учебной практики осуществляется в процессе проведения занятий (пункт 2.4, с оценкой в журнале учета учебной и производственной практики в конце каждого занятия).
Обязательной формой промежуточной аттестации по итогам освоения программы учебной практики является дифференцированный зачет (приложение 1, приложение 2).
Результатом дифференцированного зачета по программе учебной практики является демонстрация или подтверждение того, что во время выполнения практических заданий, обучающиеся освоили требуемые умения.
2.2. Виды контроля по учебной практике
|
Элементы разделов профессионального цикла |
Виды контроля (формы контроля) |
|
УП «Учебная практика» |
Промежуточная аттестация: Дифференцированный зачет по УП |
2.3. Контроль результатов освоения программы учебной практики
Контроль и оценка результатов освоения программы учебной практики осуществляется мастером производственного обучения в процессе проведения практических занятий, а также выполнения обучающимися индивидуальных заданий. В результате выполнения требований программы учебной практики обучающийся должен овладеть умениями, приемами выполнения практических работ в пределах квалификационных требований, установленных ОППО по профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом 2-го разряда
|
Результаты обучения |
Основные показатели оценки результата |
Формы и методы оценки результата |
|
|
Код |
содержание |
||
|
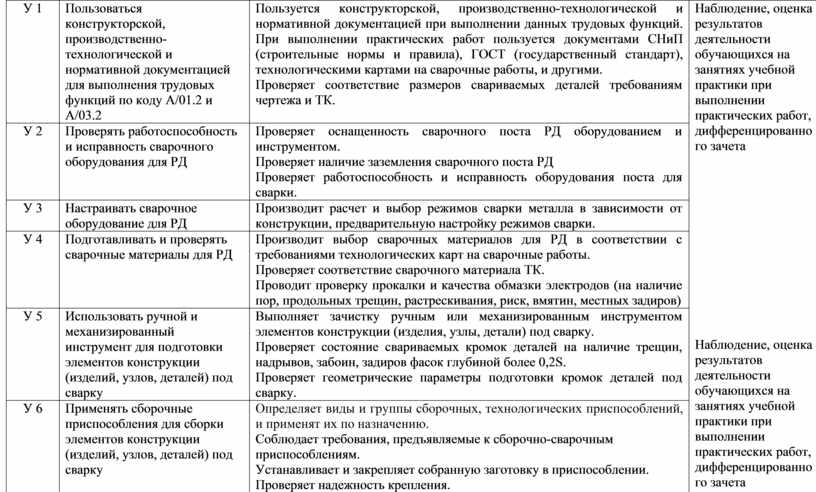
У 1 |
Пользоваться конструкторской, производственно-технологической и нормативной документацией для выполнения трудовых функций по коду A/01.2 и A/03.2 |
Пользуется конструкторской, производственно-технологической и нормативной документацией при выполнении данных трудовых функций. При выполнении практических работ пользуется документами СНиП (строительные нормы и правила), ГОСТ (государственный стандарт), технологическими картами на сварочные работы, и другими. Проверяет соответствие размеров свариваемых деталей требованиям чертежа и ТК. |
Наблюдение, оценка результатов деятельности обучающихся на занятиях учебной практики при выполнении практических работ, дифференцированного зачета
Наблюдение, оценка результатов деятельности обучающихся на занятиях учебной практики при выполнении практических работ, дифференцированного зачета
Наблюдение, оценка результатов деятельности обучающихся на занятиях учебной практики при выполнении практических работ, дифференцированного зачета
Наблюдение, оценка результатов деятельности обучающихся на занятиях учебной практики при выполнении практических работ, дифференцированного зачета
|
|
У 2 |
Проверять работоспособность и исправность сварочного оборудования для РД |
Проверяет оснащенность сварочного поста РД оборудованием и инструментом. Проверяет наличие заземления сварочного поста РД Проверяет работоспособность и исправность оборудования поста для сварки. |
|
|
У 3 |
Настраивать сварочное оборудование для РД |
Производит расчет и выбор режимов сварки металла в зависимости от конструкции, предварительную настройку режимов сварки. |
|
|
У 4 |
Подготавливать и проверять сварочные материалы для РД |
Производит выбор сварочных материалов для РД в соответствии с требованиями технологических карт на сварочные работы. Проверяет соответствие сварочного материала ТК. Проводит проверку прокалки и качества обмазки электродов (на наличие пор, продольных трещин, растрескивания, риск, вмятин, местных задиров) |
|
|
У 5 |
Использовать ручной и механизированный инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку |
Выполняет зачистку ручным или механизированным инструментом элементов конструкции (изделия, узлы, детали) под сварку. Проверяет состояние свариваемых кромок деталей на наличие трещин, надрывов, забоин, задиров фасок глубиной более 0,2S. Проверяет геометрические параметры подготовки кромок деталей под сварку. |
|
|
У 6 |
Применять сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку |
Определяет виды и группы сборочных, технологических приспособлений, и применят их по назначению. Соблюдает требования, предъявляемые к сборочно-сварочным приспособлениям. Устанавливает и закрепляет собранную заготовку в приспособлении. Проверяет надежность крепления. |
|
|
У 7 |
Использовать измерительный инструмент для контроля собранных элементов конструкции (изделий, узлов, деталей) на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
Определяет виды измерительного инструмента. Использует измерительный инструмент в соответствии с его предназначением. Использует приспособления и щупы для проверки точности сборки под сварку. Проверяет соответствие геометрических размеров собранных элементов конструкции (изделий, узлов, деталей) сборочному чертежу. Проверяет соответствие размеров и расположения прихваток требованиям технологической карты. При обнаружении несоответствия размеров собранного соединения требованиям ТК стык разбирает, кромки зачищает, и детали заново собираются на прихватки и контролируются. |
|
|
У 8 |
Выбирать пространственное положение сварного шва для сварки элементов конструкции (изделий, узлов, деталей) |
Определяет классификацию сварных швов по положению в пространстве. В соответствии с требованиями определяет пространственное положение сварного шва. Устанавливает и закрепляет собранную заготовку в приспособлении (в необходимом пространственном положении сварного шва). |
|
|
У 9 |
Владеть техникой предварительного, сопутствующего (межслойного) подогрева металла в соответствии с требованиями производственно-технологической документации по сварке |
В целях предотвращения и устранения сварочных деформаций, внутренних напряжений, трещин при сварке малопластичных, и хрупких закалочных структур определяет режимы использует предварительный, сопутствующий (межслойный) или последующий подогрев сварных швов и околошовной зоны. |
|
|
У 10 |
Владеть техникой РД простых деталей неответственных конструкций в нижнем, вертикальном и горизонтальном пространственном положении сварного шва. |
Владеет способами зажигания сварочной дуги, владеет способами окончания сварки (обрыв дуги, заварка кратера). Владеет техникой перемещения электрода в процессе сварки. Владеет техникой выполнения односторонних и двухсторонних швов. Владеет техникой выполнения однопроходных и многопроходных швов (коротких, средних и длинных). Владеет техникой удержания металла при наложении корневого слоя шва. Владеет техникой наложения швов при сварке толстостенных конструкций. Владеет техникой сварки тонкостенных стальных деталей. Владеет техникой выполнения сварного шва по внешнему виду (выпуклый, нормальный, вогнутый). Контролирует положение электрода при сварке в нижнем, вертикальном и горизонтальном пространственном положении сварного шва. Владеет техникой дуговой наплавки покрытыми электродами. |
|
|
У 11 |
Владеть техникой дуговой резки металла |
Владеет техникой дуговой резки металла покрытыми электродами. Выполняет зачистку кромок после разделительной резки. |
|
|
У 12 |
Использовать ручной и механизированный инструмент для зачистки сварных швов и удаления поверхностных дефектов после сварки |
Определяет виды ручного и механизированного инструмента и применяет их по назначению. Выполняет зачистку ручным или механизированным инструментом сварные швы после сварки. Внешним осмотром проверяет сварной шов на наличие \ отсутствие дефектов. В случае обнаружения поверхностных дефектов сварного шва, дефекты удаляет (исправленный шов сварного соединения должен быть повторно проконтролирован в соответствии с требованиями, предъявляемыми к качеству изделия). |
|
|
У 13 |
Контролировать с применением измерительного инструмента сваренные РД детали на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
Определяет виды измерительного инструмента. Использует измерительный инструмент в соответствии с его предназначением. Проверяет соответствие геометрических размеров сварного изделия требованиям чертежа.
|
|
|
У 14 |
Выполнять работы по приемке и сдаче приспособлений, инструмента, а также содержанию их в надлежащем состоянии |
Выполняет работы по чистке оборудования Выполняет работы по приемке и сдаче приспособлений, инструмента, а также содержанию их в надлежащем состоянии |
|
|
У 18 |
Читать чертежи в объеме, необходимом для выполнения работы |
Использует чертежи и проверяет соответствие геометрических размеров сварного изделия требованиям чертежа.
|
|
|
У 19 |
Определять группы и марки материалов, свариваемых РД |
По сертификату (ярлык) определяет марку стали. В зависимости от марки стали определяет группу свариваемости. По этикетке на упаковочной таре (пачке, ящике) определяет марку сварочного материала, которые обеспечат однородность металла шва и основного металла |
|
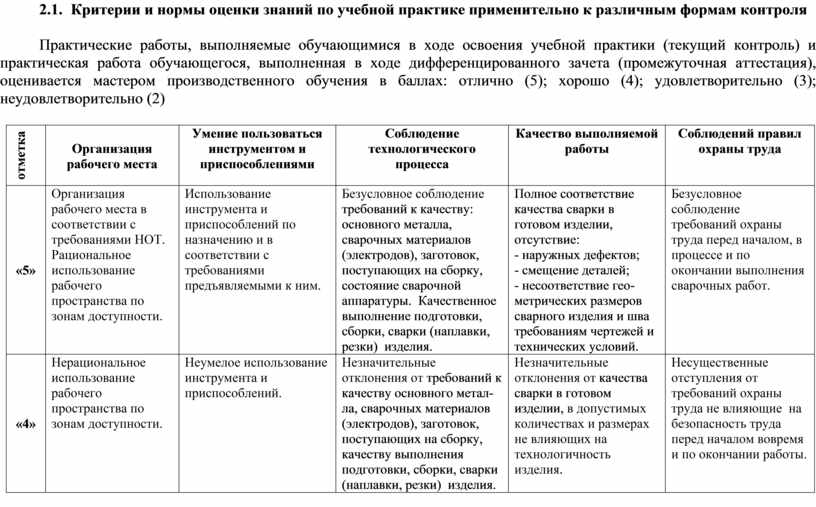
2.4. Критерии и нормы оценки знаний по учебной практике применительно к различным формам контроля
Практические работы, выполняемые обучающимися в ходе освоения учебной практики (текущий контроль) и практическая работа обучающегося, выполненная в ходе дифференцированного зачета (промежуточная аттестация), оценивается мастером производственного обучения в баллах: отлично (5); хорошо (4); удовлетворительно (3); неудовлетворительно (2)
|
отметка |
Организация рабочего места |
Умение пользоваться инструментом и приспособлениями |
Соблюдение технологического процесса |
Качество выполняемой работы |
Соблюдений правил охраны труда |
|
«5» |
Организация рабочего места в соответствии с требованиями НОТ. Рациональное использование рабочего пространства по зонам доступности. |
Использование инструмента и приспособлений по назначению и в соответствии с требованиями предъявляемыми к ним. |
Безусловное соблюдение требований к качеству: основного металла, сварочных материалов (электродов), заготовок, поступающих на сборку, состояние сварочной аппаратуры. Качественное выполнение подготовки, сборки, сварки (наплавки, резки) изделия. |
Полное соответствие качества сварки в готовом изделии, отсутствие: - наружных дефектов; - смещение деталей; - несоответствие геометрических размеров сварного изделия и шва требованиям чертежей и технических условий. |
Безусловное соблюдение требований охраны труда перед началом, в процессе и по окончании выполнения сварочных работ. |
|
«4» |
Нерациональное использование рабочего пространства по зонам доступности. |
Неумелое использование инструмента и приспособлений. |
Незначительные отклонения от требований к качеству основного металла, сварочных материалов (электродов), заготовок, поступающих на сборку, качеству выполнения подготовки, сборки, сварки (наплавки, резки) изделия. |
Незначительные отклонения от качества сварки в готовом изделии, в допустимых количествах и размерах не влияющих на технологичность изделия.
|
Несущественные отступления от требований охраны труда не влияющие на безопасность труда перед началом вовремя и по окончании работы. |
|
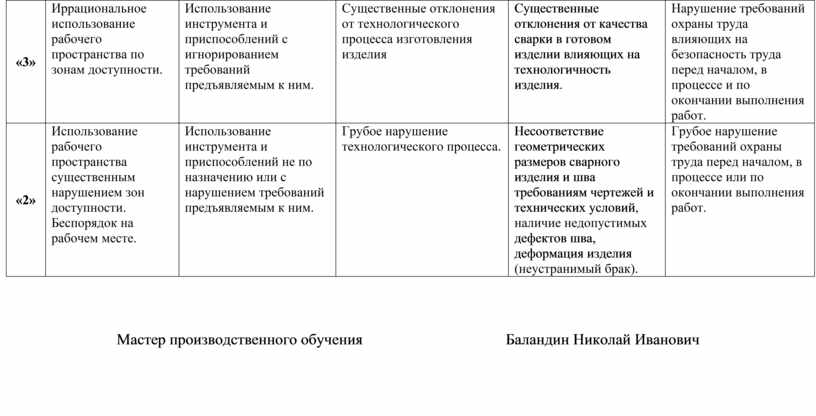
«3» |
Иррациональное использование рабочего пространства по зонам доступности. |
Использование инструмента и приспособлений с игнорированием требований предъявляемым к ним. |
Существенные отклонения от технологического процесса изготовления изделия |
Существенные отклонения от качества сварки в готовом изделии влияющих на технологичность изделия. |
Нарушение требований охраны труда влияющих на безопасность труда перед началом, в процессе и по окончании выполнения работ. |
|
«2» |
Использование рабочего пространства существенным нарушением зон доступности. Беспорядок на рабочем месте. |
Использование инструмента и приспособлений не по назначению или с нарушением требований предъявляемым к ним. |
Грубое нарушение технологического процесса.
|
Несоответствие геометрических размеров сварного изделия и шва требованиям чертежей и технических условий, наличие недопустимых дефектов шва, деформация изделия (неустранимый брак). |
Грубое нарушение требований охраны труда перед началом, в процессе или по окончании выполнения работ. |
Мастер производственного обучения Баландин Николай Иванович
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.