Поделиться


МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ЗАПОРОЖСКОЙ ОБЛАСТИ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧЕРЕЖДЕНИЕ «Днепрорудненский индустриальный колледж»
Курсовой проект по дисциплине :
«РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН»
Тема: «Разработка технологического процесса изготовления детали» Актуальность темы курсовой работы обусловливается тем, что вал является важным и ответственным элементом оборудования, применяемого в разных отраслях промышленности, поэтому особое внимание необходимо уделять технологическому процессу изготовления вал-шестерни.
Целью курсовой работы является разработка технологического процесса изготовления вал-шестерня.
Задачи курсовой работы:
Анализ технологичности детали.
Выбор исходной заготовки и метода ее получения.
Составление технологического маршрута обработки детали «Вал-шестерня».
Выбор средств технологического оснастки.
Расчет технических норм на изготовление детали.

3D модель детали «Вал-шестерня»

Описание конструкции и назначение детали В работе предлагается технология, которая обеспечивает технические требования, заданные на рабочем чертеже.
Материал Сталь 40Х, благодаря высокой прочности, износостойкости и ударной вязкости отлично подходит под изготовление вала.
Форма конструктивных элементов стандартная, включая канавку под выход инструмента.
С точки зрения всех показателей данная деталь имеет хорошую технологичность.
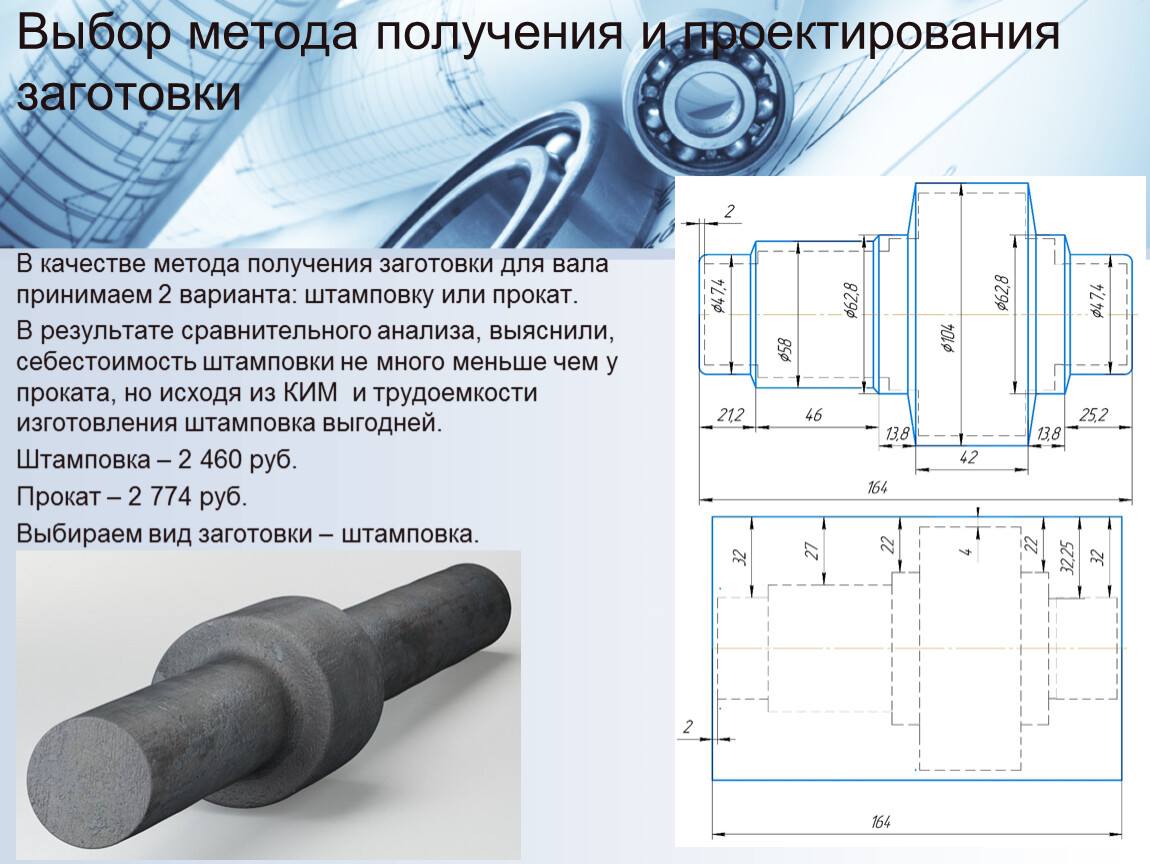
Выбор метода получения и проектирования заготовки
В качестве метода получения заготовки для вала принимаем 2 варианта: штамповку или прокат.
В результате сравнительного анализа, выяснили, себестоимость штамповки не много меньше чем у проката, но исходя из КИМ и трудоемкости изготовления штамповка выгодней.
Штамповка – 2 460 руб.
Прокат – 2 774 руб.
Выбираем вид заготовки – штамповка.
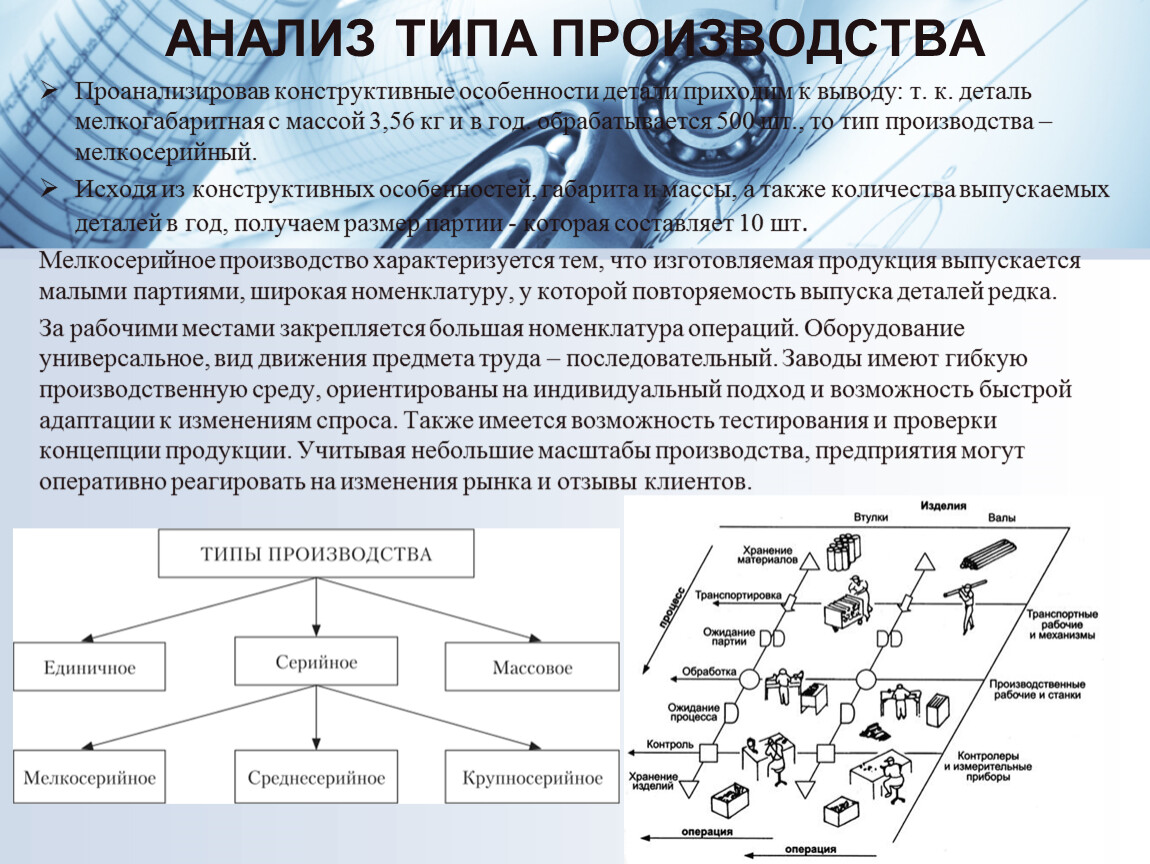
Анализ типа производства
Проанализировав конструктивные особенности детали приходим к выводу: т. к. деталь мелкогабаритная с массой 3,56 кг и в год. обрабатывается 500 шт., то тип производства – мелкосерийный.
Исходя из конструктивных особенностей, габарита и массы, а также количества выпускаемых деталей в год, получаем размер партии - которая составляет 10 шт.
Мелкосерийное производство характеризуется тем, что изготовляемая продукция выпускается малыми партиями, широкая номенклатуру, у которой повторяемость выпуска деталей редка.
За рабочими местами закрепляется большая номенклатура операций. Оборудование универсальное, вид движения предмета труда – последовательный. Заводы имеют гибкую производственную среду, ориентированы на индивидуальный подход и возможность быстрой адаптации к изменениям спроса. Также имеется возможность тестирования и проверки концепции продукции. Учитывая небольшие масштабы производства, предприятия могут оперативно реагировать на изменения рынка и отзывы клиентов.
Оценка технологичности
Конструкция детали представляет собой изделие, имеющее ступенчатую наружную поверхность. При конструировании данной детали использованы простые геометрические формы, которые позволяют применять высокопроизводительные методы механической обработки. Основные поверхности ─ цилиндрические, что позволяет совмещать установочные, сборочные и измерительные базы и облегчают ее базирование при обработке на металлорежущем оборудовании.
Качественная оценка показала, что деталь имеет малые размеры и массу что исключает использование специальных грузоподъемных механизмов, по конструкции деталь представляет собой среднюю по сложности форму удобную для механической обработки.
Анализ чертежа показал все конструктивные элементы унифицированны, изготовлена из стандартной заготовки, позволяет применять типовые и стандартные приспособления, режущие, мерительные инструменты и технологические процессы.
Исходя из проведенных расчетов количественной оценки мы получили ─ максимально приближенный коэффициент использования материала к единице, среднее значение квалитетов точности и параметров шероховатости поверхностей детали она точно не относится к труднообрабатываемым деталям, согласно зависимости L/D деталь жесткая.

Выбор технологических баз
Технологическая база – это поверхность, линия или точка детали, по отношению к которой определяется ее положение в процесс изготовления или ремонта.
Выбранные мной технологические базы позволяют использовать их на разных видах оборудования, что дает снизить погрешность взаимного расположения обрабатываемых поверхностей.
При токарной и шлифовальной операциях, базами служат центровочные отверстия с обоих сторон торцов.
При фрезерной, зубофрезерной, зубошлифованой операциях, базами являются торцевые поверхности вала.
Схема показывает общий
принцы базирования
торцевых поверхностей
Базирование в центровых отверстиях.

Разработка технологического процесса

Технологическое оборудование
Для обработки детали «Вал–шестерня» используем различное оборудование.
Горизонтально-ковочная машина ВВ1134
Фрезерно–центровальный станок МР-71М
Токарно-винторезный станок 16К20
Фрезерный станок 6Р82

Технологическое оборудование
Зубофрезерный станок 53В30П
Индукционно закалочный станок ИЗС-500
Автоматическая помывочная
установка АМ-500 ЕКО
Круглошлифовальный
станок 3М131
Зубошлифовальный
станок 5В833

Станочное приспособление и инструмент
Фреза торцевая
ГОСТ 9473-80
Тиски пневматические
Центровочное сверло
ГОСТ 14952-75
Резцы

Станочное приспособление и инструмент
Центр вращающийся
ГОСТ 8742-75
Концевая фреза
ГОСТ 32831-2014
Штангельцыркуль
ГОСТ 166-89
Угломер Штангельзубомер
ГОСТ 1643-81 ГОСТ 5378-88
ГОСТ 5378-88
РАСЧЕТ ВРЕМЕНИ
Штучно-калькуляционное время (Тш-к) для партии деталей равно сумме штучного времени (Тшт) и доли подготовительно-заключительного времени (Тп-з) на одну деталь.
Тшт - состоит из четырех элементов:
to – время затрачиваемое на изменение формы и свойств заготовки;
tв – время обеспечивающие выполнение основной работы;
tобс – время на наладку, смену или правку инструмента, чистку и смазку станка;
tотх – время на снижение утомляемости и поддержание работоспособности в течении смены.
Подготовительно-заключительное время – затрачивается на всю партию деталей и не зависит от ее величины. Оно включает в себя ознакомление с чертежом, подготовку к работе (наладка станка, приспособления и инструментов для изготовления деталей), а также выполнение действий, связанных с окончанием работы (снятием со станка и возврат приспособлений и инструмента, сдача обработанных деталей).
Тшт-к 015 =10,12+ 5 10 5 5 10 10 5 10 = 10,62 мин.
Для изготовления одной детали затрачивается 56,8 мин.
заключение
Подводя итог, разработка технологического процесса обработки моей детали – позволила нам повысить точность изготовления, снизить трудоемкость, сократить время цикла. Дальнейшее совершенствование процесса возможно за счет автоматизации отдельных операций. Оптимизированных техпроцесс позволит обеспечить стабильное качество продукции, снижение затрат на производство и повысить эффективность использования оборудования.
Предложенные технологические решения могут быть масштабированы и применены для обработки других деталей машиностроения.
Разработанный мною технологический процесс может быть прогрессивным и обеспечивающим повышение производительности труда и качества детали, сокращение трудовых и материальных затрат на его реализацию, уменьшение вредных воздействий на окружающую среду.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
