В настоящее время в мире производится несколько различных видов механической (древесной) массы: дефибрерная древесная масса (ДДМ), дефибрерная древесная масса, полученная под давлением (ДМД), термомеханическая, химико-термомеханическая и химико-механическая масса (ТММ/ХТММ/ХММ).
ДДМ — первый волокнистый полуфабрикат, применяемый для изготовления бумаги, промышленное производство которого осуществляется с 1857г. ДДМ получается истиранием балансов на дефибрерных камнях цепных, прессовых и других типов дефибреров.Анализ технологического процесса производства механической (древесной) массы
Анализ технологического процесса производства механической (древесной)
массы
В настоящее время в мире производится несколько различных видов
механической (древесной) массы: дефибрерная древесная масса (ДДМ),
дефибрерная древесная масса, полученная под давлением (ДМД),
термомеханическая, химикотермомеханическая и химикомеханическая
масса (ТММ/ХТММ/ХММ).
ДДМ — первый волокнистый полуфабрикат, применяемый для изготовления
бумаги, промышленное производство которого осуществляется с 1857г. ДДМ
получается истиранием балансов на дефибрерных камнях цепных, прессовых
и других типов дефибреров.
Древесной массой называют волокнистый полуфабрикат, получаемый
механическим разделением древесины на волокна. Древесная масса является
одним из самых экономичных полуфабрикатов, так как при ее изготовлении
достигается 95%й выход волокна из древесины. В ее производстве
отсутствуют процессы варки, приготовления и регенерации полуфабрикатов,
что значительно снижает загрязнение окружающей среды. Древесная масса
входит в композицию подавляющего большинства видов бумажнокартонной
продукции. Недостатком является низкая по сравнению с целлюлозным
прочность бумажного листа. В настоящее время существуют два метода
производства древесной массы: дефибрерный и рафинерный.
С
использованием первого метода древесная масса производится истиранием
балансов абразивной поверхностью камня в дефибрерах, второго древесная
масса вырабатывается из щепы размолом ее в дисковых мельницах и
называется рафинерной древесной массой.
Для производства дефибрерной массы в основном применяется
малосмолистая высококачественная древесина ели и пихты в виде балансов.
Балансы после распиловки на отрезки длиной 11,2 м подаются на линию
загрузки дефибреров. В дефибрерах происходит разделение древесины на
волокна, которые, смешиваясь с водой, подаваемой на спрыски, образуют
водноволокнистую суспензию древесную массу концентрацией 1,52,5%.
Далее масса разбавляется водой и проходит грубую очистку на щеполовках.
Щепа, обломыши направляются на размол в молотковые мельницы, а хорошая
масса в бассейн. Из бассейна масса направляется на тонкое сортирование,
очистку и далее в композиционный бассейн. Дефибрирование древесины
осуществляется с помощью рабочего органа керамического камня, который
вращается с частотой 300 об/мин. Керамические камни обладают большой
твердостью, прочностью и служат 23 года.Наибольшее применение в промышленности получили дефибреры цепного
типа. Рабочий орган дефибрера керамический дефибрерный камень
диаметром 1800 мм расположен внутри станины. Камень закреплен на
главном валу и приводится в движение от электродвигателя.
Над камнем расположена шахта для загрузки балансов. В нижней части шахты
вдоль образующей камня закреплены гребенки, удерживающие баланс в зоне
дефибрирования. При первом пуске дефибрера балансы вкладываются в
шахту вручную. В дальнейшем они поступают в шахту с линии загрузки
дефибрера. К вращающемуся камню балансы со скоростью 80…100 мм/мин
подаются под действием массы штабеля и под давлением выступов
движущихся вниз цепей.
Дефибрерные камни являются основным рабочим органом дефибрера. Камень
должен иметь высокую механическую прочность,
термо и
кислотостойкость, так как работает с большой окружной скоростью под
большим давлением и при значительных колебаниях температуры. Применяют
искусственные кварцевоцементные и керамические камни. Кварцево
цементные камни состоят из армированного стальными кольцами бетонного
сердечника и рабочего абразивного слоя. В абразивный слой входят зерна
абразивного материала кварцевого песка, наждака или электрокорунда,
скрепленного цементным связующим.
Керамические камни в качестве абразивного материала содержат корунд или
карбид кремния. Абразивный слой состоит из сегментов, прикрепляемых
болтами к бетонному сердечнику. Керамические камни обладают прочностью
и могут работать при высоких окружных скоростях. Древесная масса,
получаемая этим методом, более однородна, но имеет меньшую прочность из
за разрезания волокон древесины.
Процесс дефибрирования является сложным и подразделяется на два
разделение древесины на волокна (собственно дефибрирование) и размол
волокон. Высокая температура, возникающая в процессе истирания древесины
(до 179190оС), вызывает интенсивное парообразование, обуславливающее
размягчение древесины, ослабление связей между волокнами. Слои волокон
отделяются и расщепляются абразивными зернами на поверхности камня на
пучки и отдельные волокна. Очистка камня производится смыванием
оборотной водой.Рис.1. Упрощенная схема цепного дефибрера
1 шахта дефибрера, 2 цепи, 3 натяжное устройство, 4 камень,
5 ванна дефибрера, 6 спрыски.
Температура дефибрирования является важнейшим фактором, влияющим
на качество древесной массы, поэтому автоматическое регулирование
температуры в зоне истирания является актуальной задачей.3 Выбор средств контроля регулируемого параметра и всей САУ.
Для технической реализации заданной системы автоматического
регулирования необходимо выбирать современные средства
автоматизации средства из каталогов ведущих отечественных и
зарубежных фирм, а именно – Метран, Овен, Термодат, Элемер,
Альбатрос, Omron. Rousemaunt, Siemens и других.
Для данной системы целесообразно использовать следующие приборы:
1 Измерительный преобразователь температуры(термометр
сопротивление) термосопротивление ТС716 «Термодат»
Термосопротивление ТС716 предназначено для измерения в широком
диапазоне температур от 70 до +500оC. Корпус термосопротивления
выполнен из нержавеющей стали 12Х18Н10Т, наружный диаметр 6мм. Корпус
снабжён упорным кольцом и штуцером М16х1,5. Экранированный
удлинительный провод МГТФЭ 3х0,2 имеет изоляцию из фторопласта.
Рабочая температура провода от 200 до +250оC. Переход с корпуса на
провод защищён пружиной.
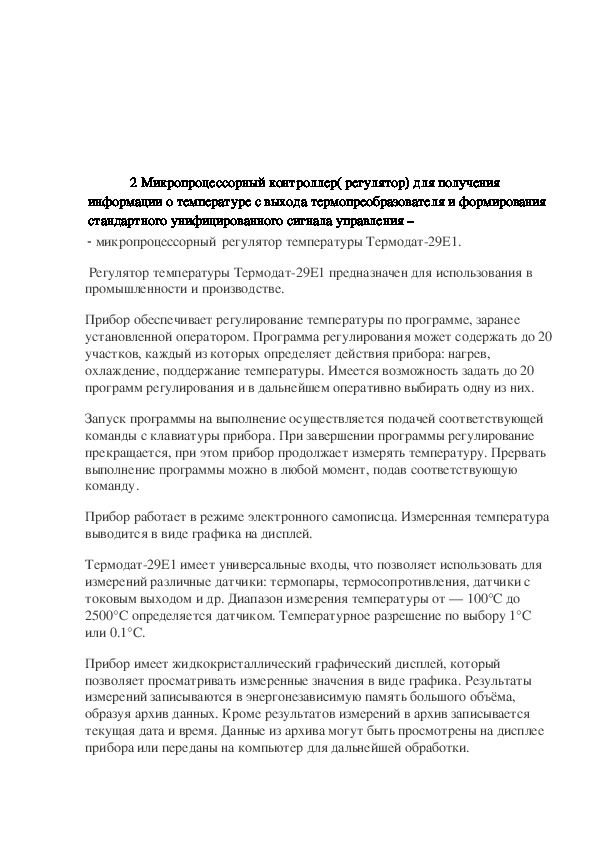
Рис.2 Внешний вид термометра сопротивления ТС7162 Микропроцессорный контроллер( регулятор) для получения
информации о температуре с выхода термопреобразователя и формирования
стандартного унифицированного сигнала управления –
микропроцессорный регулятор температуры Термодат29Е1.
Регулятор температуры Термодат29Е1 предназначен для использования в
промышленности и производстве.
Прибор обеспечивает регулирование температуры по программе, заранее
установленной оператором. Программа регулирования может содержать до 20
участков, каждый из которых определяет действия прибора: нагрев,
охлаждение, поддержание температуры. Имеется возможность задать до 20
программ регулирования и в дальнейшем оперативно выбирать одну из них.
Запуск программы на выполнение осуществляется подачей соответствующей
команды с клавиатуры прибора. При завершении программы регулирование
прекращается, при этом прибор продолжает измерять температуру. Прервать
выполнение программы можно в любой момент, подав соответствующую
команду.
Прибор работает в режиме электронного самописца. Измеренная температура
выводится в виде графика на дисплей.
Термодат29Е1 имеет универсальные входы, что позволяет использовать для
измерений различные датчики: термопары, термосопротивления, датчики с
токовым выходом и др. Диапазон измерения температуры от — 100°C до
2500°C определяется датчиком. Температурное разрешение по выбору 1°C
или 0.1°C.
Прибор имеет жидкокристаллический графический дисплей, который
позволяет просматривать измеренные значения в виде графика. Результаты
измерений записываются в энергонезависимую память большого объёма,
образуя архив данных. Кроме результатов измерений в архив записывается
текущая дата и время. Данные из архива могут быть просмотрены на дисплее
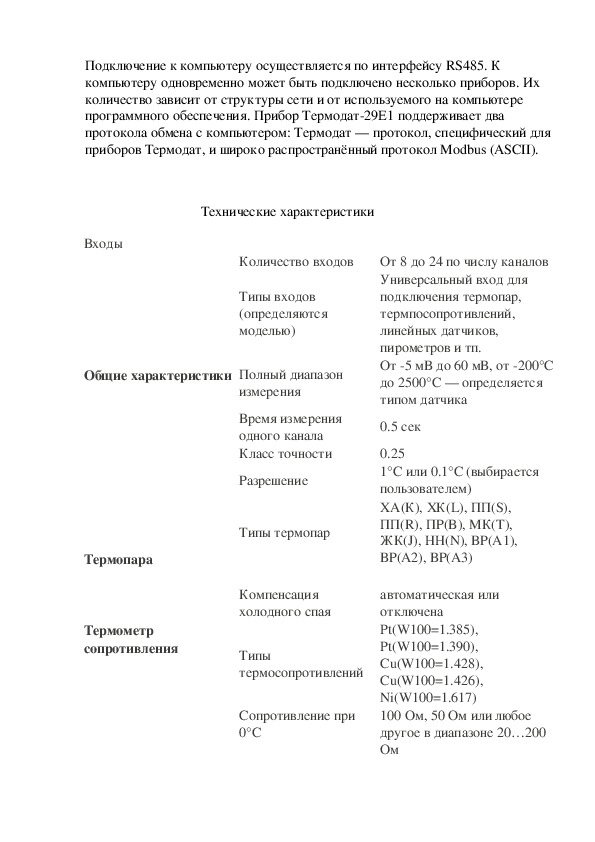
прибора или переданы на компьютер для дальнейшей обработки.Подключение к компьютеру осуществляется по интерфейсу RS485. К
компьютеру одновременно может быть подключено несколько приборов. Их
количество зависит от структуры сети и от используемого на компьютере
программного обеспечения. Прибор Термодат29Е1 поддерживает два
протокола обмена с компьютером: Термодат — протокол, специфический для
приборов Термодат, и широко распространённый протокол Modbus (ASCII).
Технические характеристики
Входы
Общие характеристики
Термопара
Термометр
сопротивления
Количество входов
Типы входов
(определяются
моделью)
Полный диапазон
измерения
Время измерения
одного канала
Класс точности
Разрешение
Типы термопар
Компенсация
холодного спая
Типы
термосопротивлений
Сопротивление при
0°C
От 8 до 24 по числу каналов
Универсальный вход для
подключения термопар,
термпосопротивлений,
линейных датчиков,
пирометров и тп.
От 5 мВ до 60 мВ, от 200°С
до 2500°С — определяется
типом датчика
0.5 сек
0.25
1°C или 0.1°C (выбирается
пользователем)
ХА(К), ХК(L), ПП(S),
ПП(R), ПР(B), МК(Т),
ЖК(J), НН(N), ВР(А1),
ВР(А2), ВР(А3)
автоматическая или
отключена
Pt(W100=1.385),
Pt(W100=1.390),
Cu(W100=1.428),
Cu(W100=1.426),
Ni(W100=1.617)
100 Ом, 50 Ом или любое
другое в диапазоне 20…200
ОмКомпенсация
сопротивления
подводящих проводов
Автоматическая
компенсация по
трёхпроводной схеме
(сопротивление каждого
провода не более 20 Ом)
0.25 мА
Измерительный ток
Измерение напряжения от 5 мВ до 60 мВ
Линейный вход
Рис.3 Внешний вид контроллера Термодат 29Е1