Поделиться

ГОСУДАРСТВЕННОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ «ГОРЛОВСКИЙ КОЛЛЕДЖ ПРОМЫШЛЕННЫХ ТЕХНОЛОГИЙ И ЭКОНОМИКИ»
Комиссия профессиональной компьютерно-экономической подготовки
МЕТОДИЧЕСКАЯ РАЗРАБОТКА ОТКРЫТОГО ЗАНЯТИЯ
по дисциплине ОП.06 Процессы формообразования и инструменты
на тему «Электрофизические и электрохимические методы обработки»
Специальность: 15.02.08 Технология машиностроения
|
Рассмотрено на заседании цикловой комиссии профессиональной компьютерно-экономической подготовки и рекомендовано к утверждению Протокол № 3 от «03».11. 2021г. Председатель комиссии _________________Н.В.Горбатовская
|
Подготовил преподаватель Е.Н.Кропивная
|
г.Горловка, 2021
Методическая разработка открытого занятия по дисциплине ОП.06 Процессы формообразования и инструменты на тему «Электрофизические и электрохимические методы обработки». Подготовил преподаватель Е.Н. Кропивная, специалист 1-ой квалификационной категории - Горловка: ГПОУ «Горловский колледж промышленных технологий и экономики», 2021. - 31 с.
В методической разработке раскрывается методика проведения открытого занятия по дисциплине ОП.06 Процессы формообразования и инструменты на тему «Электрофизические и электрохимические методы обработки ».
Методическая разработка предназначена для преподавателей, работающих с мультимедийной техникой.
Для преподавателей.
Одобрено к использованию на заседании цикловой комиссии профессиональной компьютерно-экономической подготовки и рекомендовано к утверждению
Протокол № 3 от «03».11.2021г.
Председатель комиссии __________________Н.В.Горбатовская
СОДЕРЖАНИЕ
С.
|
Введение |
4 |
|
Методические рекомендации по проведению занятия |
6 |
|
План занятия |
7 |
|
Ход занятия |
8 |
|
Список использованной литературы |
21 |
|
Приложение А «Опорный конспект студентов» |
22 |
|
Приложение Б «Критерии оценивания» |
24 |
|
Приложение В «Фронтальный опрос» |
25 |
|
Приложение Г «Презентация лекции» |
28 |
|
Приложение Д «Видеоролик о электроэрозионной обработке» |
29 |
|
Приложение Е «Обобщение и систематизация знаний» |
30 |
ВВЕДЕНИЕ
Предметом теории резания является система резания и оптимизация её функционирования. Под системой резания имеется в виду совокупность взаимосвязанных процессов стружкообразования, изнашивания режущих инструментов и образование обработанной поверхности. К оптимизации функционирования системы резания относят определение оптимальных режимов резания и геометрических параметров режущего лезвия, выбор рациональных инструментальных материалов, износостойких покрытий и технологических сред, методы повышения износостойкости и надежности режущих инструментов.
Дисциплина ОП.06 Процессы формообразования и инструменты является базовой для усвоения других дисциплин направления «Машиностроение», так как большинство деталей машин получают механической обработкой заготовок резанием. Она содержит основные сведения о физической сущности процессов формообразования, конструкциях инструментов, методику расчета режимов обработки, дает обзорную информацию о новой технике формообразования.
Цель изучения дисциплины ОП.06 Процессы формообразования и инструменты – дать основные теоретические сведения по физическим и кинематическим особенностям процессов обработки материалов, методам формообразования поверхностей, необходимые при проектировании технологических процессов, режущих инструментов и станков.
Задачами изучения дисциплины являются:
- формирование представления о роли инструмента в машиностроении и об основных путях повышения режущей способности инструмента;
- приобретение навыков в решении задач, связанных с расчетом режимов резания;
- получение опыта использования основных закономерностей, действующих в процессе изготовления машиностроительной продукции для производства изделий требуемого качества, заданного количества при наименьших затратах общественного труда;
- приобретение навыков в выборе материалов и оборудования и других средств технологического оснащения и автоматизации для реализации производственных и технологических процессов.
Лекция-презентация на тему «Электрофизические и электрохимические методы обработки» обеспечивает наглядность материала, которая способствует комплексному восприятию и лучшему запоминанию материала.
Все это обеспечивает «эффективность» восприятия информации – излагаемый материал подкрепляется зрительными образами и воспринимается на уровне ощущений. Так, информация закрепляется подсознательно на уровне интуиции. Известно, что человек большую часть информации воспринимает органами зрения (80%) и органами слуха (15%).
Использование мультимедийных презентаций способствует повышению познавательной активности студентов, положительному эмоциональному настрою, концентрации внимания, повышению качества усвоения материала.
Методические рекомендации по проведению занятия
Вид лекции: тематическая лекция с использованием мультимедийных технологий
Формируемые компетенции:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникационные технологии для совершенствования профессиональной деятельности.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации
Учебные цели:
В результате освоения учебной дисциплины обучающийся должен знать:
- основные методы обработки материалов резанием;
В результате освоения учебной дисциплины обучающийся должен уметь:
- пользоваться справочной документацией по выбору лезвийного инструмента, режимов резания в зависимости от конкретных условий обработки.
Продолжительность проведения лекции: 80 мин.
Место проведения: ауд. №107 «Информатики и ИКТ»
Оснащение:
- методическое: рабочая программа, перспективно-тематический план, методическая разработка лекции, теоретическое пособие, тесты.
- материально-техническое: компьютер, проектор, презентации, видеоматериалы
ПЛАН ЗАНЯТИЯ
Дисциплина: ОП.06 Процессы формообразования и инструменты
Специальность: 15.02.08 Технология машиностроения
Дата: 16.12.2021 г.
Группа: 31ТМ
Количество студентов по списку: 13
Место проведения: аудитория № 107 «Информатики и ИКТ»
Тема по программе: «Электрофизические и электрохимические методы обработки»
Тема занятия: «Электрофизические и электрохимические методы обработки»
Вид занятия: лекционное
Тип занятия: тематическая лекция с использованием мультимедийных технологий
Цели занятия:
Методическая: совершенствование методики проведения лекционного занятия, направленного на усвоение студентами знаний по теме «Электрофизические и электрохимические методы обработки» с использованием мультимедийных технологий.
Обучающая: способствовать формированию представлений студентов о токарных резцах, их классификации и применении.
Воспитательная: содействовать формированию профессиональной мотивации будущего специалиста.
Развивающая: развитие познавательного интереса студентов к изучению учебной дисциплины
Материально-техническое обеспечение занятия
Методическое обеспечение: рабочая программа учебной дисциплины, перспективно-тематический план, конспект лекции; тесты.
Технические средства обучения: компьютер; проектор.
Наглядные пособия:
- презентация;
- видеоматериалы.
Основная литература:
Основные источники:
1. Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту. - М.: Машиностроение, 1990. - 448с.
2. Справочник технолога машиностроителя. В 2-х т. Т.1/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., пер. и доп. - М.: Машиностроение, 1986. – 456с.
3. Справочник технолога машиностроителя. В 2-х т. Т.2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., пер. и доп. - М.: Машиностроение, 1986. – 496с.
Дополнительная литература:
1 Гапонкин Г.А., Лукашев Л.К., Суворова Т.Г. Обработка резанием, металлорежущий инструмент и станки. - М.: Машиностроение, 1990. - 448с.
2 Завистовский, С. Э. Обработка материалов и инструмент : учеб. пособие / С. Э. Завистовский - Минск : РИПО, 2014. - 448 с. - ISBN 978-985-503-342-5. - Текст : электронный // ЭБС "Консультант студента" : [сайт]. - URL : https://www.studentlibrary.ru/book/ISBN9789855033425.html
3 Завистовский, С. Э. Обработка материалов и инструмент. Практикум : учеб. пособие / С. Э. Завистовский - Минск : РИПО, 2014. - 168 с. - ISBN 978-985-503-350-0. - Текст : электронный // ЭБС "Консультант студента" : [сайт]. - URL : https://www.studentlibrary.ru/book/ISBN9789855033500.html
Электронные учебники:
1. Гоцеридзе Р. М. Процессы формообразования и инструменты. - М.: Издательский центр «Академия», 2006. - 384с. [Электронный ресурс] —Режим доступа: http://anybook4free.ru/book/4778108.html
2. Агафонова Л.С. Процессы формообразования и инструменты: Лабораторно-практические работы: учеб. пособие для студентов учреждений сред. проф. образования/ Л.С. Агафонова — М.: Издательский центр «Академия», 2012. - 240с. [Электронный ресурс] —Режим доступа: http://x-uni.com/shkolnik/knigi/processi-formoobrazovaniya-i-instrumenti-laboratorno-prakticheskie-raboti-agafonova-l-s-2012
Межпредметные связи:
Обеспечивающие — ОДП.18 Математика, ОП.01 Инженерная графика, ОП.03 Техническая механика.
Обеспечиваемые — курсовое и дипломное проектирование
ХОД ЗАНЯТИЯ
1. Организационная часть 1 мин.
1.1. Приветствие студентов
1.2. Проверка отсутствующих
Добрый день! Я очень рада видеть вас! Я хочу поприветствовать вас на нашем занятии!
2. Сообщение темы и целей занятия 4 мин.
Сегодня мы будем изучать новую тему, которая является важной темой для дальнейшего изучения учебной дисциплины ОП.06 Процессы формообразования и инструменты. Также знания, полученные вами сегодня на нашем занятии, пригодятся для изучения других дисциплин профессионального цикла, для выполнения курсового и дипломного проектирования.
Итак, наша сегодняшняя тема – Электрофизические и электрохимические методы обработки
И на занятии вы познакомитесь с различными видами электрофизических и электрохимических методов обработки, их сущностью и областью применения.
Работать мы с вами будем сегодня с опорными конспектами (Приложение А), в которых указана тема занятия и рассматриваемые вопросы:
Тема: Электрофизические и электрохимические методы обработки
План:
1 Электрофизические и электрохимические методы обработки, их классификация.
2 Электроконтактная обработка. Сущность метода, область применения, оборудование, инструмент. Режимы обработки.
3 Электроэрозионная (электроискровая) обработка. Сущность метода, область применения, оборудование, инструмент. Режимы обработки.
4 Электроимпульсная обработка.
5 Анодно-механическая обработка. Сущность метода, область применения, оборудование и инструмент. Режимы обработки.
За работу на занятии вы будете получать баллы, которые мы переведем затем в оценку. Критерии оценивания у вас лежат на партах (Приложение Б).
3. Мотивация учебной деятельности для студентов 5 мин.
Скажите, пожалуйста, кто из вас был на машиностроительном предприятии и наблюдал за работой, например, токаря или другого рабочего, который на станке обрабатывал детали? - (Студенты поднимают руку)
Сейчас я хочу предложить вам посмотреть небольшой видеоролик о возможностях современного машиностроения.
Просмотр видеоролика.
Вам, будущим специалистам, необходимо с каждым днем учиться чему-то новому для овладения будущей профессией. Поэтому знания, полученные на сегодняшнем занятии, будут иметь для вас практическую значимость, так как, вы сможете успешно продолжить обучение на последующих курсах, успешно учиться, сдавать экзамены на хорошо и отлично, приобретать глубокие и прочные знания, получить диплом и стать специалистом. Обеспечить успешность будущей профессиональной деятельности.
4. Актуализация опорных знаний 10 мин.
Прежде, чем мы перейдем изучению новой темы, предлагаю вам вспомнить основные термины и понятия по пройденному материалу.
Фронтальный опрос проводится в виде тестирования в программе «Мастер-Тест». За каждый правильный ответ студент получает по 0,5 балла.
Вопросы теста приведены в приложении В.
Комментарии преподавателя.
5. Изучение нового материала 40мин.
Приступаем к изучению первого вопроса.
Лекция сопровождается демонстрацией презентации (Приложение Г)
1 Электрофизические и электрохимические методы обработки, их классификация.
Электрохимические и электрофизические методы обработки материалов за последние годы все больше применяются как наиболее эффективные и экономичные, а нередко и как единственно возможные способы изготовления заготовок и деталей.
К электрохимическим и электрофизическим методам обработки материалов относят методы изменения формы, размеров, шероховатости и свойств обрабатываемых поверхностей заготовок, происходящие под воздействием электрического тока и его разрядов, электромагнитного поля, электронного или оптического излучения, плазменной струи, а также высокоэнергетических импульсов и магнитострикционного эффекта. Отличительной особенностью этих методов является использование электрической энергии непосредственно для технологических целей без промежуточного преобразования ее в другие виды энергии. Причем использование электрической энергии осуществляется непосредственно в рабочей зоне через химические, тепловые и механические воздействия.
К этим методам относят также и различные сочетания (совмещения) в одном процессе нескольких из указанных, способов воздействия между собой или с традиционными методами обработки резанием или давлением. Такие методы называют комбинированными.
Классификация электрофизических и электрохимических методов обработки:
- Электрофизические методы обработки:
а) Электромеханические методы
б) Лучевые методы
в) Плазменная обработка
- Электрохимические методы обработки:
а) Поверхностные методы
б) Размерные методы
- Комбинированные методы обработки
Электрофизические и комбинированные методы обработки характеризуются следующими технологическими особенностями:
- обработка материалов без приложения значительных механических усилий и без непосредственного механического контакта обрабатывающей поверхности инструмента с обрабатываемой поверхностью заготовки;
- получением сложных по форме поверхностей заготовок при сравнительно простой кинематике процессов;
- значительно меньшей зависимостью основных технологических показателей процессов от физико-механических свойств обрабатываемого материала;
- простотой, низкой себестоимостью и высокой стойкостью применяемого инструмента, а иногда и отсутствием его износа;
- большими возможностями интенсификации многих технологических процессов механической обработки, нанесения покрытий, сварки, пайки и других;
- возможностями механизации и автоматизации основных технологических и вспомогательных переходов;
- возможностями сокращения, а во многих случаях и исключения необходимости расходования остродефицитных и дорогих инструментальных сталей и сплавов, а также потерь обрабатываемых материалов.
Наряду с перечисленными положительными особенностями электрофизических и комбинированных методов обработки им присущи и некоторые недостатки или ограничения. Основные недостатки:
- повышенная энергоемкость процессов при равнозначных с механической обработкой производительности и качественных показателях;
- относительная громоздкость применяемого технологического оборудования и оснастки, а также необходимость применения специальных источников питания;
- необходимость размещения технологического оборудования в отдельных помещениях.
Электрохимические методы обработки основаны на законах электрохимии. По используемым принципам эти методы разделяют на анодные и катодные, по технологическим возможностям – на поверхностные и размерные.
Механизм съема (растворения, удаления) металла при ЭХО основан на электролизе – процессе, при котором происходит окисление или восстановление поверхностей электродов, соединенных с источником питания и помещенных в токопроводящий раствор – электролит. Один из электродов (заготовка) присоединен к положительному полюсу ИП и является анодом, а второй (инструмент) — к отрицательному; последний является катодом.
Поверхностная электрохимическая обработка. Суть метода состоит в том, что под действием электрического тока в электролите происходит растворение материала анода (анодное растворение), причём быстрее всего растворяются выступающие части поверхности, что приводит к её выравниванию. При этом материал снимается со всей поверхности, в отличие от механического полирования, где снимаются только наиболее выступающие части. Электролитическое полирование позволяет получить поверхности весьма малой шероховатости. Важное отличие от механического полирования — отсутствие каких-либо изменений в структуре обрабатываемого материала.
Размерная электрохимическая обработка. К этим методам обработки относят анодно-гидравлическую и анодно-механическую обработку.
В соответствии с ГОСТ 25330-82 наименования видов ЭХО отражают как физико-химические особенности съема материала заготовки, так и их технологическое назначение.
В зависимости от физико-химических особенностей съема металла разновидности ЭХО объединяют в две группы.
К первой группе относятся все виды ЭХО, при осуществлении которых припуск с заготовок удаляется только за счет электрохимического растворения, а ко второй — разновидности, при реализации которых наряду с электрохимическим растворением происходит одновременное удаление припуска за счет дополнительного механического или электротермического воздействий.
При выполнении операций первой группы разновидностей ЭХО образуются легкорастворимые в воде соединения, выпадающие в электролит и с его потоком удаляемые из зоны обработки. Необходимость дополнительного механического или электротехнического воздействия на металл заготовки при ЭХО обусловлена образованием при анодном растворении на поверхности электропроводящих заготовок труднорастворимых соединений (пленок). При осуществлении процессов, входящих в первую группу, инструменты не изнашиваются, а во вторую — изнашиваются.
Электрохимическая обработка выполняется в стационарном или в проточном электролите.
2 Электроконтактная обработка. Сущность метода, область применения, оборудование, инструмент. Режимы обработки.
Электроконтактная обработка основана на введении в зону механической обработки электрической энергии — возбуждении мощной дуги переменного или постоянного тока (до 12кА при напряжении до 50 В) между инструментом и изделием. Применяется для обдирки литья, резки и других видов обработки, аналогичных по кинематике движений почти всем видам механической обработки. Преимущества метода — высокая производительность на грубых режимах, простота инструмента, работа при относительно небольших напряжениях. Недостатки — большая шероховатость обработанной поверхности, тепловые воздействия на металл при жёстких режимах.
Разновидностью электроконтактной обработки является электроабразивная обработка — обработка абразивным инструментом (в т. ч. алмазно-абразивным), изготовленным на основе проводящих материалов. Введение в зону обработки электрической энергии значительно сокращает износ инструмента.
3 Электроэрозионная (электроискровая) обработка. Сущность метода, область применения, оборудование, инструмент. Режимы обработки.
Электроэрозионная обработка основана на вырывании частиц материала с поверхности импульсом электрического разряда. Если задано напряжение между электродами, погруженными в жидкий диэлектрик, то при их сближении происходит пробой диэлектрика — возникает электрический разряд, в канале которого образуется плазма с высокой температурой.
Так как длительность используемых в данном методе обработки электрических импульсов не превышает 10 -2 сек., выделяющееся тепло не успевает распространиться в глубь материала и даже незначительной энергии оказывается достаточно, чтобы разогреть, расплавить и испарить небольшое количество вещества. Кроме того, давление, развиваемое частицами плазмы при ударе об электрод, способствует выбросу не только расплавленного, но и просто разогретого вещества. Поскольку электрический пробой, как правило, происходит по кратчайшему пути, то прежде всего разрушаются наиболее близко расположенные участки электродов. При приближении одного электрода заданной формы к другому поверхность последнего примет форму поверхности первого. Производительность процесса, качество получаемой поверхности в основном определяются параметрами электрических импульсов (их длительностью, частотой следования, энергией в импульсе). Электроэрозионный метод обработки объединил электроискровой и электроимпульсный методы.
Электрофизические методы основаны на разрушении (эрозии) поверхности заготовки, происходящем в результате теплового воздействия импульсов электрического разряда, которые возникают между электродами (инструментом и заготовкой), поэтому называются электроэрозионными. Электрический разряд между электродами происходит в газовой среде или при заполнении межэлектродного промежутка диэлектрической жидкостью (керосин, минеральное масло). Эрозия электродов в жидкой среде происходит значительно интенсивнее.
При замыкании электрической цепи межэлектродное пространство ионизируется. При достижении пороговой разности потенциалов образуется канал проводимости, по которому проходит искровой или дуговой разряд. За время 10 –8 –10 –5 с плотность тока возрастает до 8–10 кА/мм 2 . В результате температура на поверхности заготовки возрастает до 10 000–12 000 °С, что влечет плавление, испарение и выброс частиц материала с поверхности заготовки. Следующий импульс тока пробивает межэлектродный промежуток там, где расстояние между электродами окажется минимальным. Эрозия металла происходит до тех пор, пока расстояние между электродами не окажется больше критического (0,01–0,05 мм). При сближении электродов процесс эрозии повторяется. Кроме теплового, имеют место электростатическое, электродинамическое воздействие и кавитационные явления.
Электроэрозионную обработку подразделяют на электроискровую и электроимпульсную.
Электроискровая обработка
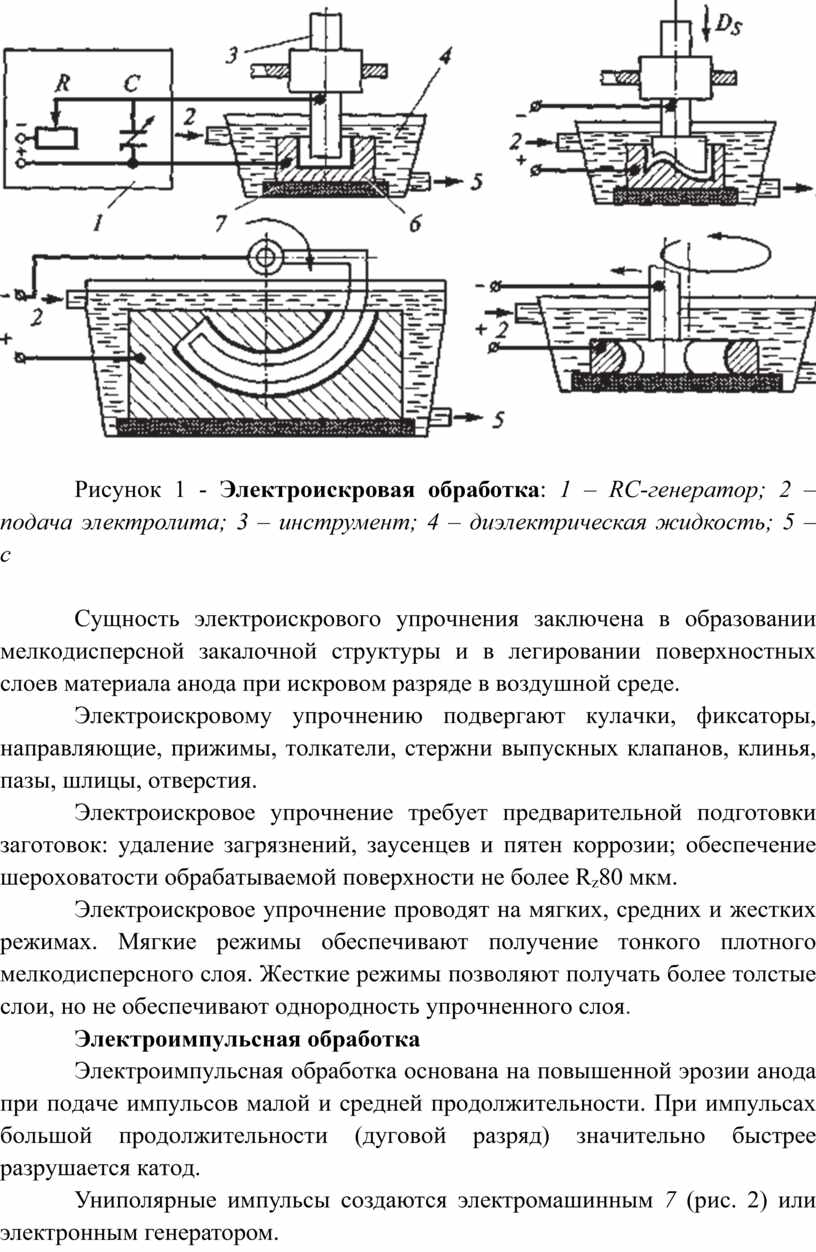
Электроискровая обработка основана на использовании импульсного искрового разряда между анодом (заготовкой) и катодом (инструментом). Принципиальная схема процесса показана на рис. 1. В ванне с диэлектрической жидкостью 4 размещены подставка-изолятор 7 и заготовка 6. Между заготовкой и инструментом 3 пропускается импульсный ток амплитудой 100–200 В. Импульс продолжительностью 20–200 мкс генерируется RС-генератором 1. В зависимости от энергии импульса различают обработку на особо мягких, мягких, средних и жестких режимах. Мягкие режимы позволяют вести обработку с размерной точностью до 2 мкм и шероховатостью обработанной поверхности до Rz 0,32 мкм.
Обработка на средних и жестких режимах позволяет получать фасонные открытые полости (полость штампа), цилиндрические отверстия с радиусной осью, прошивать сквозные отверстия любой поперечной формы диаметром 1–50 мм и разрезать заготовку.
Обработка на особо мягких режимах позволяет шлифовать внутреннюю поверхность особо точных отверстий малого диаметра (фильер) и проводить окончательную отделку заготовки.
Электроискровая обработка применяется для изготовления штампов, пресс-форм, фильер, режущего инструмента, деталей топливной аппаратуры двигателей, сеток и сит. Кроме того, электроискровая обработка применяется для повышения износостойкости, жаростойкости и коррозионной стойкости поверхности деталей машин, стойкости режущего инструмента, для создания шероховатости под последующее гальваническое покрытие, легирования поверхностных слоев, увеличения размеров изношенных деталей.
Рисунок 1 - Электроискровая обработка: 1 – RС-генератор; 2 – подача электролита; 3 – инструмент; 4 – диэлектрическая жидкость; 5 – слив электролита; 6 – заготовка; 7 – изолятор; Ds – движение подачи
Сущность электроискрового упрочнения заключена в образовании мелкодисперсной закалочной структуры и в легировании поверхностных слоев материала анода при искровом разряде в воздушной среде.
Электроискровому упрочнению подвергают кулачки, фиксаторы, направляющие, прижимы, толкатели, стержни выпускных клапанов, клинья, пазы, шлицы, отверстия.
Электроискровое упрочнение требует предварительной подготовки заготовок: удаление загрязнений, заусенцев и пятен коррозии; обеспечение шероховатости обрабатываемой поверхности не более Rz80 мкм.
Электроискровое упрочнение проводят на мягких, средних и жестких режимах. Мягкие режимы обеспечивают получение тонкого плотного мелкодисперсного слоя. Жесткие режимы позволяют получать более толстые слои, но не обеспечивают однородность упрочненного слоя.
Электроимпульсная обработка
Электроимпульсная обработка основана на повышенной эрозии анода при подаче импульсов малой и средней продолжительности. При импульсах большой продолжительности (дуговой разряд) значительно быстрее разрушается катод.
Униполярные импульсы создаются электромашинным 7 (рис. 2) или электронным генератором.
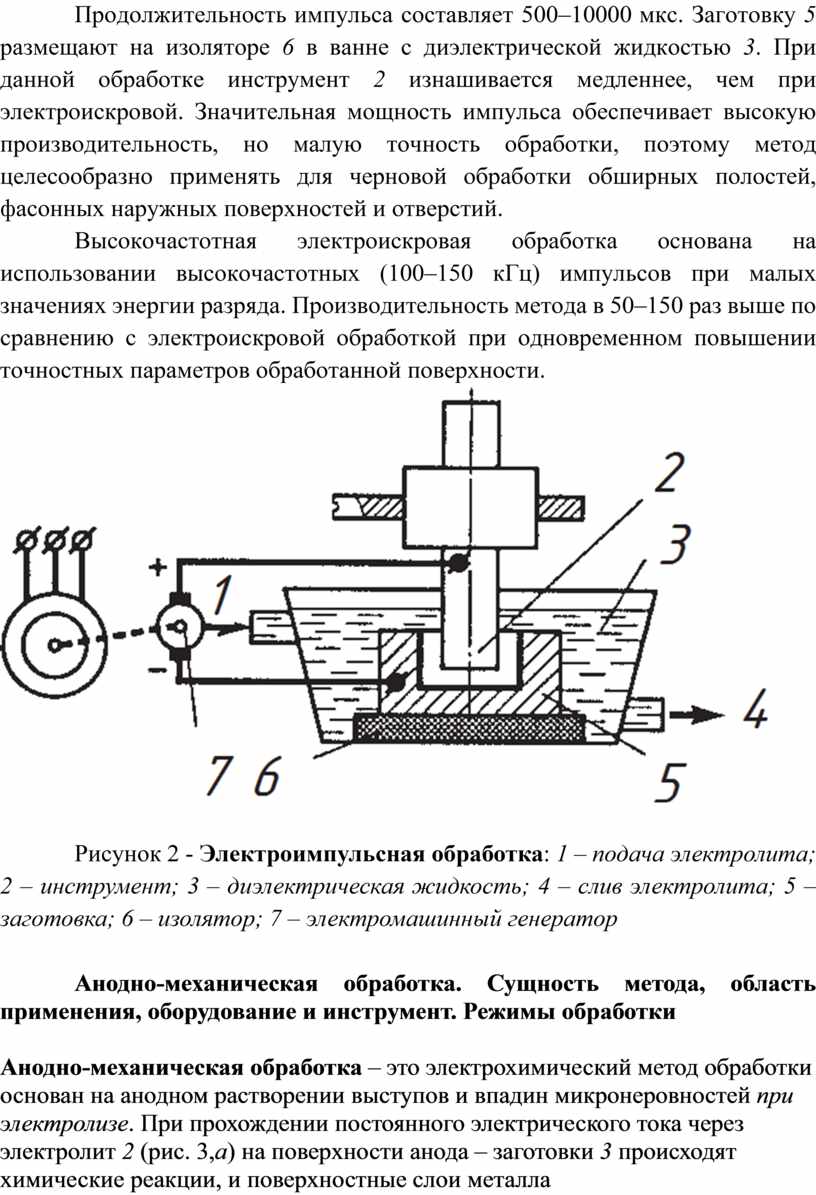
Продолжительность импульса составляет 500–10000 мкс. Заготовку 5 размещают на изоляторе 6 в ванне с диэлектрической жидкостью 3. При данной обработке инструмент 2 изнашивается медленнее, чем при электроискровой. Значительная мощность импульса обеспечивает высокую производительность, но малую точность обработки, поэтому метод целесообразно применять для черновой обработки обширных полостей, фасонных наружных поверхностей и отверстий.
Высокочастотная электроискровая обработка основана на использовании высокочастотных (100–150 кГц) импульсов при малых значениях энергии разряда. Производительность метода в 50–150 раз выше по сравнению с электроискровой обработкой при одновременном повышении точностных параметров обработанной поверхности.
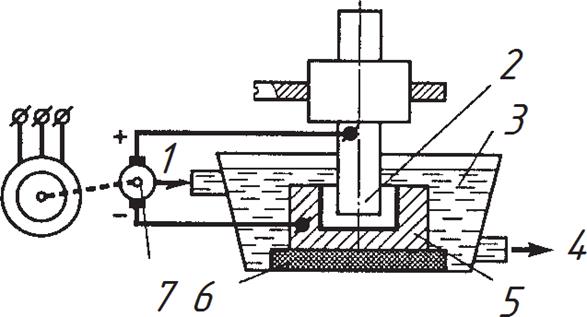
Рисунок 2 - Электроимпульсная обработка: 1 – подача электролита; 2 – инструмент; 3 – диэлектрическая жидкость; 4 – слив электролита; 5 – заготовка; 6 – изолятор; 7 – электромашинный генератор
Анодно-механическая обработка. Сущность метода, область применения, оборудование и инструмент. Режимы обработки
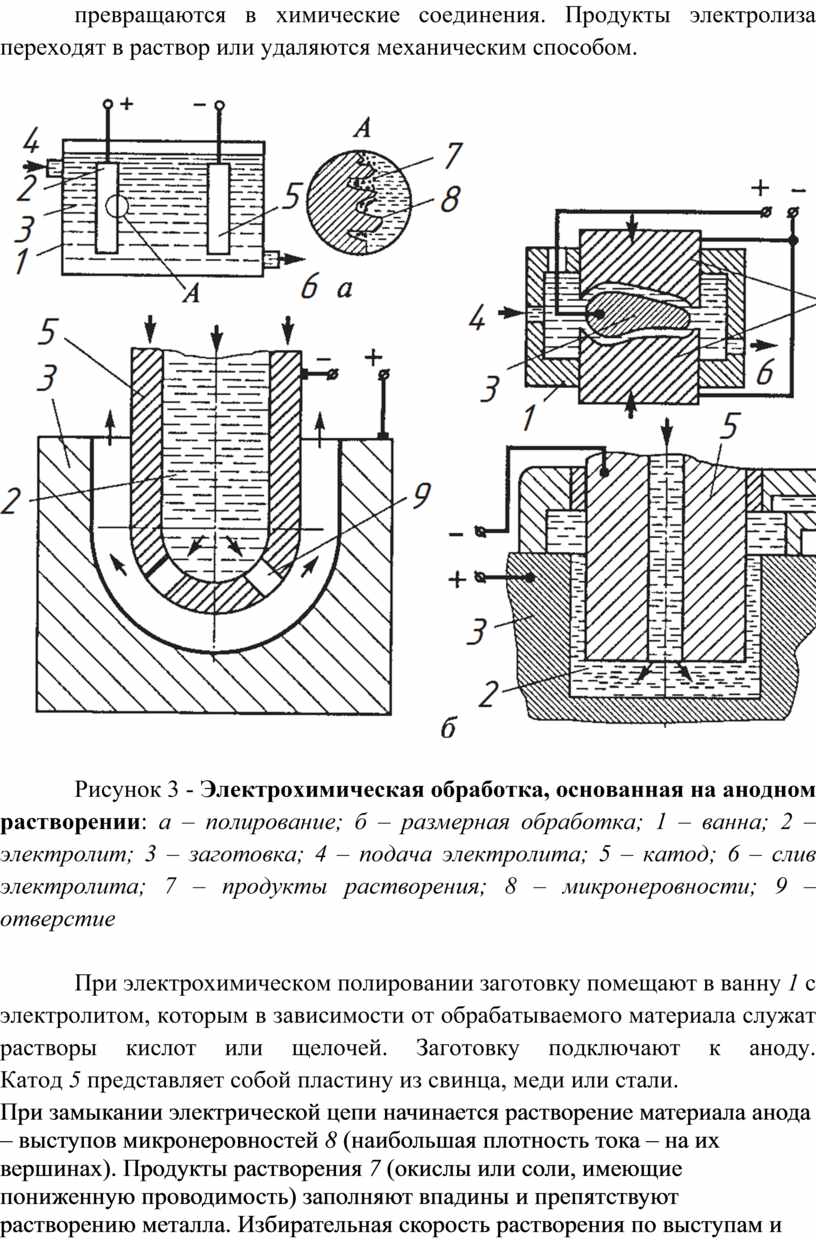
Анодно-механическая обработка – это электрохимический метод обработки основан на анодном растворении выступов и впадин микронеровностей при электролизе. При прохождении постоянного электрического тока через электролит 2 (рис. 3,а) на поверхности анода – заготовки 3 происходят химические реакции, и поверхностные слои металла превращаются в химические соединения. Продукты электролиза переходят в раствор или удаляются механическим способом.
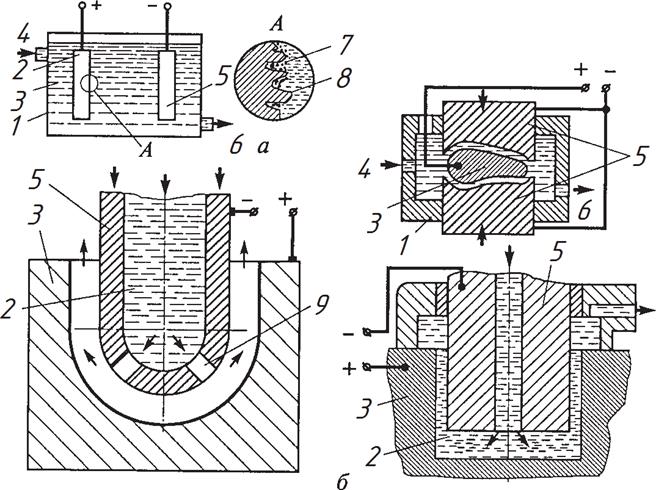
Рисунок 3 - Электрохимическая обработка, основанная на анодном растворении: а – полирование; б – размерная обработка; 1 – ванна; 2 – электролит; 3 – заготовка; 4 – подача электролита; 5 – катод; 6 – слив электролита; 7 – продукты растворения; 8 – микронеровности; 9 – отверстие
При электрохимическом полировании заготовку помещают в ванну 1 с электролитом, которым в зависимости от обрабатываемого материала служат растворы кислот или щелочей. Заготовку подключают к аноду. Катод 5 представляет собой пластину из свинца, меди или стали.
При замыкании электрической цепи начинается растворение материала анода – выступов микронеровностей 8 (наибольшая плотность тока – на их вершинах). Продукты растворения 7 (окислы или соли, имеющие пониженную проводимость) заполняют впадины и препятствуют растворению металла. Избирательная скорость растворения по выступам и впадинам сглаживает микронеровности. Обработанная поверхность получает металлический блеск.
Электрохимическое полирование уменьшает глубину микротрещин, не деформирует заготовку, исключает термические изменения структуры и позволяет обрабатывать нежесткие заготовки одновременно по всей поверхности. Чаще всего этот способ применяется для финишной обработки режущих инструментов.
Анодно-механическая обработка
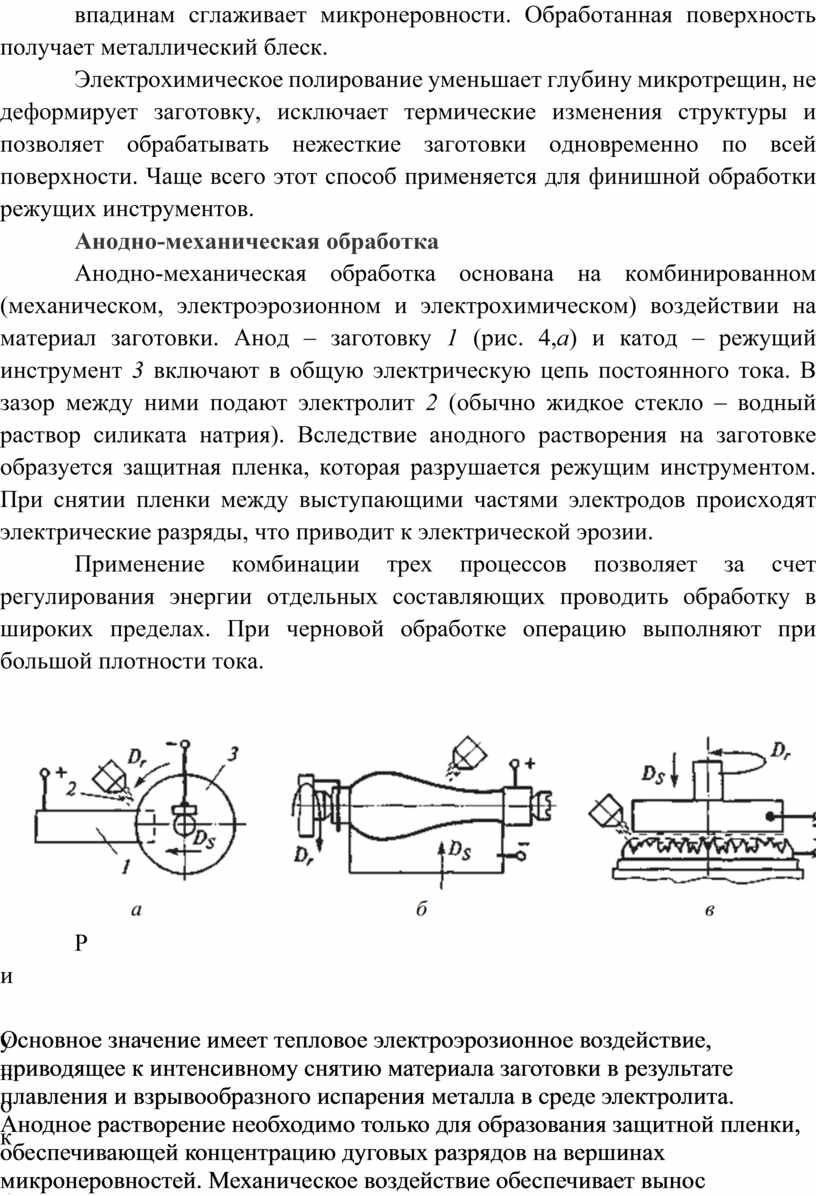
Анодно-механическая обработка основана на комбинированном (механическом, электроэрозионном и электрохимическом) воздействии на материал заготовки. Анод – заготовку 1 (рис. 4,а) и катод – режущий инструмент 3 включают в общую электрическую цепь постоянного тока. В зазор между ними подают электролит 2 (обычно жидкое стекло – водный раствор силиката натрия). Вследствие анодного растворения на заготовке образуется защитная пленка, которая разрушается режущим инструментом. При снятии пленки между выступающими частями электродов происходят электрические разряды, что приводит к электрической эрозии.
Применение комбинации трех процессов позволяет за счет регулирования энергии отдельных составляющих проводить обработку в широких пределах. При черновой обработке операцию выполняют при большой плотности тока.
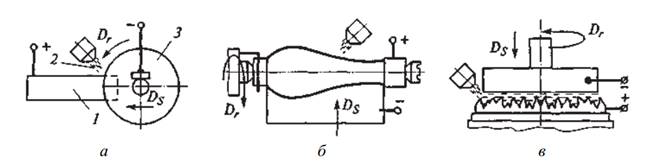
Рисунок 4 - Анодно-механическая обработка: а – разрезание; б – точение; в – обработка плоскости; 1 – заготовка; 2 – электролит; 3 – инструмент; Dr – главное движение; Ds – движение подачи
Основное значение имеет тепловое электроэрозионное воздействие, приводящее к интенсивному снятию материала заготовки в результате плавления и взрывообразного испарения металла в среде электролита. Анодное растворение необходимо только для образования защитной пленки, обеспечивающей концентрацию дуговых разрядов на вершинах микронеровностей. Механическое воздействие обеспечивает вынос продуктов разрушения из зоны обработки. Чистовую обработку осуществляют при малой плотности тока. Основное значение имеет механизм анодного растворения и механического разрушения пленки. Эти процессы происходят на вершинах микронеровностей, что позволяет существенно уменьшить шероховатость поверхности и повысить точность обработки.
Анодно-механической обработке подвергаются все токопроводящие материалы, высокопрочные и труднообрабатываемые сплавы, твердые сплавы, вязкие материалы. Анодно-механической обработкой разрезают заготовки (рис. 4,а), прорезают пазы и щели, точат (рис. 4,б), обрабатывают плоские поверхности (рис. 4,в), полируют поверхности, затачивают режущий инструмент.
6. Обобщение и систематизация изученного материала 10 мин
Теоретическая часть нашего сегодняшнего занятия себя исчерпала. И чтобы выяснить, как вы поняли изученный материал, предлагаю вам ответить на контрольные вопросы. На экране вы видите вопрос. Кто знает правильный ответ, поднимает руку и отвечает на вопрос. За каждый правильный ответ вы получаете 0,5 балла.
Вопросы к опросу (приложение Е).
7. Итоговая часть занятия (подведение итогов занятия, выставление комментируемых оценок) 5 мин
На сегодняшнем занятии мы изучали тему «Электрофизические и электрохимические методы обработки». Познакомились с их особенностями, узнали о том, как их классифицируют, об их применении.
8. Домашнее задание — [2], с.358-374 – проработать материал учебника по изученной теме
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
Электронные учебники:
1. Гоцеридзе Р. М. Процессы формообразования и инструменты. - М.: Издательский центр «Академия», 2006. - 384с. http://anybook4free.ru/book/4778108.html
2. Агафонова Л.С. Процессы формообразования и инструменты: Лабораторно-практические работы: учеб. пособие для студентов учреждений сред. проф. образования/ Л.С. Агафонова — М.: Издательский центр «Академия», 2012. - 240с. http://x-uni.com/shkolnik/knigi/processi-formoobrazovaniya-i-instrumenti-laboratorno-prakticheskie-raboti-agafonova-l-s-2012
Основные источники:
1. Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту. - М.: Машиностроение, 1990. - 448с.
2. Справочник технолога машиностроителя. В 2-х т. Т.1/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., пер. и доп. - М.: Машиностроение, 1986. – 456с.
3. Справочник технолога машиностроителя. В 2-х т. Т.2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., пер. и доп. - М.: Машиностроение, 1986. – 496с.
Дополнительная литература:
1 Гапонкин Г.А., Лукашев Л.К., Суворова Т.Г. Обработка резанием, металлорежущий инструмент и станки. - М.: Машиностроение, 1990. - 448с.
Приложение А
Опорный конспект обучающихся
Тема: Электрофизические и электрохимические методы обработки
1
– это методы изменения формы, размеров, шероховатости, происходящие под воздействием электрического тока и его разрядов, электромагнитного поля, плазменной струи
2
основана на принципе локального анодного растворения при высокой плотности электрического тока и малых межэлектронных зазорах в проточном электролите
3 Электрофизические методы обработки:
а)
б)
в)
4 Электрохимические методы обработки:
а)
б)
5
• обработка материалов без приложения значительных механических усилий и без непосредственного механического контакта обрабатывающей поверхности инструмента с обрабатываемой поверхностью заготовки
• получением сложных по форме поверхностей заготовок при сравнительно простой кинематике процессов
• значительно меньшей зависимостью основных технологических показателей процессов от физико-механических свойств обрабатываемого материала;
• простотой, низкой себестоимостью и высокой стойкостью применяемого инструмента, а иногда и отсутствием его износа;
• возможностями механизации и автоматизации основных технологических и вспомогательных переходов.
6
• повышенная энергоемкость процессов при равнозначных с механической обработкой производительности и качественных показателях;
• относительная громоздкость применяемого технологического оборудования и оснастки, а также необходимость применения специальных источников питания
• ;необходимость размещения технологического оборудования в отдельных помещениях.
7 На законах электрохимии
8 Суть поверхностной электрохимической обработки состоит в том,
9 Электроконтактная обработка основана
10 Электроэрозионную обработку подразделяют на:
11
основана на повышенной эрозии анода при подаче импульсов малой и средней продолжительности
12
основан на анодном растворении выступов и впадин микронеровностей при электролизе
Приложение Б
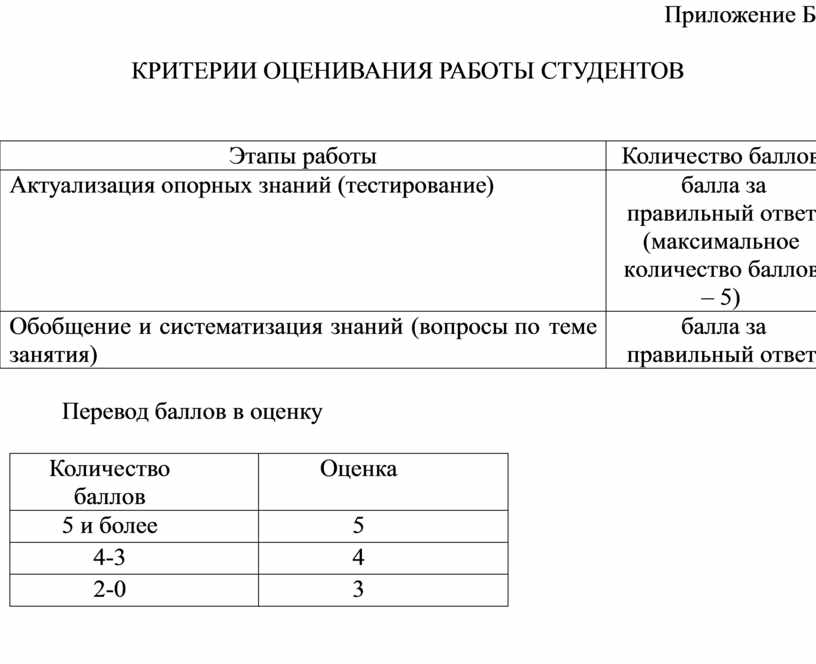
КРИТЕРИИ ОЦЕНИВАНИЯ РАБОТЫ СТУДЕНТОВ
|
Этапы работы |
Количество баллов |
|
Актуализация опорных знаний (тестирование) |
0,5 балла за правильный ответ (максимальное количество баллов – 5) |
|
Обобщение и систематизация знаний (вопросы по теме занятия) |
0,5 балла за правильный ответ |
Перевод баллов в оценку
|
Количество баллов |
Оценка |
|
5 и более |
5 |
|
4-3 |
4 |
|
2-0 |
3 |
Приложение В
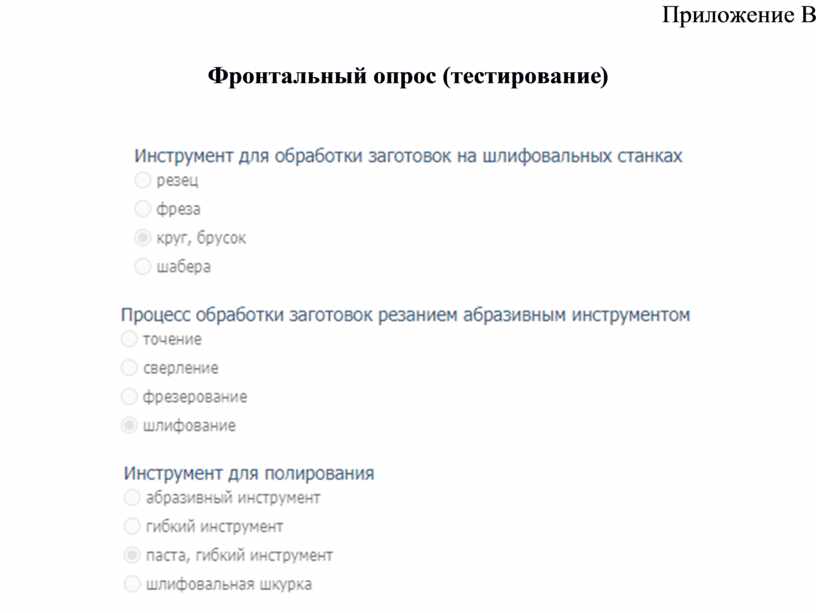
Фронтальный опрос (тестирование)
Приложение Г
Презентация лекции

Слайд №1
Слайд №4
Слайд №12
Приложение Д
Видеоролик об электроэрозионной обработке



Приложение Е
Обобщение и систематизация знаний
Опрос:
1 Дать определение: какие методы относятся к электрофизическим методам обработки?
Ответ:
Электрофизические методы обработки материалов – это методы изменения формы, размеров, шероховатости, происходящие под воздействием электрического тока и его разрядов, электромагнитного поля, плазменной струи
2 На чем основана электрохимическая обработка?
Ответ:
Электрохимическая обработка основана на принципе локального анодного растворения при высокой плотности электрического тока и малых межэлектронных зазорах в проточном электролите
3 Как классифицируют электрофизические методы обработки?
Ответ:
Электрофизические методы обработки:
а) Электромеханические методы
б) Лучевые методы
в) Плазменная обработка
4 Как классифицируют электрохимические методы обработки?
Ответ:
Электрохимические методы обработки:
а) Поверхностные методы
б) Размерные методы
5 На чем основаны электрохимические методы обработки?
Ответ;
Электрохимические методы обработки основаны на законах электрохимии
6 В чем заключается суть поверхностной электрохимической обработки?
Ответ:
Суть метода состоит в том, что под действием электрического тока в электролите происходит растворение материала анода, что приводит к её выравниванию
7 В чем суть электроконтактной обработки?
Ответ:
Электроконтактная обработка основана на введении в зону механической обработки электрической энергии — возбуждении мощной дуги переменного или постоянного тока между инструментом и изделием
8 На какие виды подразделяют электроэрозионную обработку?
Ответ:
Электроэрозионную обработку подразделяют на электроискровую и электроимпульсную
9 На чем основана электроимпульсная обработка?
Ответ:
Электроимпульсная обработка основана на повышенной эрозии анода при подаче импульсов малой и средней продолжительности
10 На чем основана анодно-механическая обработка?
Ответ:
Анодно-механический метод обработки основан на анодном растворении выступов и впадин микронеровностей при электролизе
Вопросы демонстрируются при помощи презентации
Скачано с www.znanio.ru



Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.