

Методические рекомендации разработаны на основе требований Федерального государственного образовательного стандарта среднего профессионального образования по программе подготовки квалифицированных рабочих по профессии 23.01.08 Слесарь по ремонту строительных машин.
Государственная итоговая аттестация является завершающей частью обучения студентов. Государственная итоговая аттестация выпускников, проводится государственной экзаменационной комиссией. Государственная итоговая аттестация включает защиту выпускной квалификационной работы.
Выпускная квалификационная работа выполняется в два этапа:
- выполнение выпускной практической квалификационной работы;
- выполнение письменной экзаменационной работы.
Методические рекомендации к ПЭР Слесарь по ремонту строительных машин+.docx
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
ЧЕЛЯБИНСКОЙ ОБЛАСТИ
ГБПОУ «КАСЛИНСКИЙ ПРОМЫШЛЕННОГУМАНИТАРНЫЙ
ТЕХНИКУМ»
ВЕРХНЕУФАЛЕЙСКИЙ ФИЛИАЛ
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПИСЬМЕННОЙ ЭКЗАМЕНАЦИОННОЙ РАБОТЫ
ПО ПРОФЕССИИ: 23.01.08 СЛЕСАРЬ ПО РЕМОНТУ СТРОИТЕЛЬНЫХ
МАШИН
(
Разработал: преподаватель
Худышкин Сергей Алексеевич
Хаев Сергей Петрович 2018 г.
РАССМОТРЕНО: на заседании предметно
УТВЕРЖДАЮ:____________________
цикловой комиссии
Протокол № _____
от»___»___________2018 г.
Председатель ПЦК
_____________/Беспалько А.Н.
«___»______________2018 :
Шебалин А.В., директор ГБПОУ «КПГТ»
Методические рекомендации разработаны на основе требований Федерального
государственного образовательного стандарта среднего профессионального
образования по программе подготовки квалифицированных рабочих по профессии
23.01.08 Слесарь по ремнту строительных машин
Разработчики: Худышкин С.А. – преподаватель, мастер производственного
обучения, Хаев С.П. – преподаватель.
Методические рекомендации предназначены для выполнения студентами
письменной экзаменационной работы (ПЭР) в Верхнеуфалейском филиале ГБПОУ
«Каслинский промышленногуманитарный техникум».
2 СОДЕРЖАНИЕ
1. Общие положения и требования
1.1. Назначение письменной экзаменационной работы
1.2. Цель письменной экзаменационной работы
2. Выбор темы ПЭР
3. Структура, объем и содержание разделов
3.1. Структура ПЭР
3.2. Описание содержания частей, разделов ПЭР
4. Требования к оформлению ПЭР
5. Обязанности руководство ПЭР
6. Подготовка к защите и защита письменной экзаменационной работы.
Предварительная защита.
7. Критерии оценки
8. Рекомендуемая литература
Приложения
4
4
5
6
7
7
8
18
19
20
22
24
25
3 1. Общие положения и требования
1.1. Назначение письменной экзаменационной работы
Государственная итоговая аттестация является завершающей частью обучения
студентов. Государственная итоговая аттестация выпускников, проводится
государственной экзаменационной комиссией. Государственная итоговая аттестация
включает защиту выпускной квалификационной работы.
Выпускная квалификационная работа выполняется в два этапа:
выполнение выпускной практической квалификационной работы;
выполнение письменной экзаменационной работы.
Сама письменная экзаменационная работа (ПЭР) состоит из двух частей:
первая часть техническое обслуживание и ремонт узла, механизма или
оборудования автомобиля (МДК.02.01 Конструкция, эксплуатация и техническое
обслуживание автомобилей);
часть
вторая
описание
технологического процесса изготовления
стальной конструкции
(МДК.03.01
Оборудование, техника и технология
сварки и резки металлов) (см. рис. 1).
Рисунок 1. Содержание ПЭР
4 Выполнение письменной экзаменационной работы способствует закреплению,
углублению и систематизации полученных в процессе обучения знаний и навыков,
выявляет уровень профессиональной и общенаучной подготовки студентов, их
способность к самостоятельной практической работе на предприятиях различных
форм собственности, а также в сфере индивидуального предпринимательства.
1.2. Цель письменной экзаменационной работы
Целями выполнения выпускной письменной экзаменационной работы
являются:
систематизация, закрепление, углубление и расширение теоретических и
практических знаний по профессии и применение этих знаний при решении
конкретных технологических, технических, экономических и производственных
задач;
развитие навыков самостоятельной работы, при решении разрабатываемых в
выпускной письменной экзаменационной работе проблем и вопросов;
уровня готовности студента к самостоятельной работе в современных
условиях.
В соответствии с поставленными целями студент в процессе работы должен
решить следующие задачи:
обосновать актуальность выбранной темы;
изучить
положения,
теоретические
нормативнотехническую
документацию, справочную и научную литературу по теме;
сделать выводы и рекомендации на основе собранного материала.
Письменная экзаменационная работа, будучи квалификационной работой
студента должна быть целостной, т.е. содержать все разделы и соответствовать
выполняемым работам на практике.
5 2. Выбор темы письменной экзаменационной работы
Студенту предоставляется право самостоятельного выбора темы
ПЭР.
Выбор осуществляется на основании имеющегося
утвержденного перечня тем письменных экзаменационных работ,
или может быть предложен для утверждения студентами.
При выборе темы следует руководствоваться интересом к
проблеме, её актуальностью, возможностью получения конкретных
данных, наличием литературы.
Если студент работал ранее над какой-либо темой, то в
письменной экзаменационной работе можно предложить и глубже
исследовать эту тему. Студент, желающий выполнить работу на
тему, не предусмотренную тематикой письменных экзаменационных
работ, должен обосновать свой выбор.
Учитывая способности студента и его склонность к научно-
исследовательской деятельности,
тема может иметь
исследовательскую направленность.
Название темы письменной экзаменационной работы должно
быть кратким и отражать суть проекта. Выбор темы и её
утверждение должны быть решены до начала производственной
практики.
Выбранная студентом тема, вносится в утвержденный Список тем письменных
экзаменационных работ с отметкой студента (дата, Ф.И.О., подпись) и окончательно
закрепляется за студентом приказом директора ГБПОУ «КПГТ». После подписания
приказа изменение (уточнение) темы производится в порядке исключения с
обоснованием причины.
Примерные темы представлены в Приложении А.
Задание на выполнение ПЭР является нормативным документом,
устанавливающим границы и глубину исследования темы, а также сроки выполнения
отдельных этапов и разделов ПЭР, включая предоставление работы заместителю
директора по УПР в завершенном виде. Руководитель обязан выдать студенту
задание, которое оформляется на отдельном бланке установленной формы
6 (Приложение Б). Задание утверждается заместителем директора по УПР, а затем
вместе с ПЭР представляется в ГЭК.
В задании указывают:
профессию, группу;
тему выпускной квалификационной работы, утвержденную приказом по
техникуму;
сроки сдачи выпускной квалификационной работы в учебную часть;
перечень подлежащих разработке вопросов;
объем работы;
сведения о консультантах по специальным разделам (при необходимости);
дату выдачи задания.
3. Структура, объем и содержание разделов
3.1. Структура письменной экзаменационной работы
Письменная экзаменационная работа должна быть представлена в виде
пояснительной записки и графической части.
Пояснительная записка формата А4 состоит из:
Титульного листа;
Задания на письменную экзаменационную работу;
Рецензии (внутренней);
Рецензии (практика);
Содержание.
Разделы Пояснительной записки должны соответствовать Заданию на
письменную экзаменационную работу и Содержанию.
Выполненная студентом письменная экзаменационная работа брошюруется и
передается руководителю работы для подготовки письменного отзыва (рецензии) в
срок, определенный приказом директора техникума.
Титульного лист, задание на письменную экзаменационную работу, рецензия
внутренняя, рецензия внешняя и содержание распечатываются на отдельных листах
(в т. ч. с оборотной стороны) и вшиваются в пояснительную записку в указанном
порядке. Пояснительная записка начинается с 6го листа и имеет сквозную
нумерацию. Порядок оформления пояснительной записки указан в Методическом
пособии «Основные положения о нормоконтроле письменной экзаменационной
работы для студентов по профессии 23.01.08 «Слесарь по ремонту строительных
машин»».
7 3.2. Описание содержания частей, разделов ПЭР
Во введении обосновывается актуальность выбранной темы,
характеризуется её практическое значение, принцип действия,
историческая справка. Ставятся цели и задачи, которые, которые
необходимо решить при написании письменной экзаменационной
работы.
В разделах по теме ПЭР раскрываются основное содержание вопроса на основе
изучения теоретических источников и анализа практического опыта, полученного во
время практики. Должны быть отражены следующие вопросы первом разделе:
1. Описание технического обслуживания и ремонта
1.1. Назначение и устройство.
1.2. Работы, выполняемые при техническом обслуживании.
1.3. Технологический процесс ремонта.
1.4. Техника безопасности при ремонте и техническом обслуживании.
2.Описание технологического процесса изготовления конструкции
В данном разделе обучающийся кратко описывает назначение конструкции с
описанием (при его наличии) действующего технологического процесса.
Также, например, приводится эскиз конструкции с указанием габаритных размеров
(см. рис. 1)
8 Рисунок 1. Рама.
Характеристика свариваемого и сварочного
материалов
В данном разделе необходимо обосновать выбор свариваемого и сварочного
материалов.
По химическому составу различают стали углеродистые и легированные.
Содержание углерода в конструкционных углеродистых сталях составляет 0,06–
0,9%. Углерод является основным легирующим элементом сталей этой группы и
определяет механические свойства и их свариваемость. В зависимости от содержания
углерода конструкционные углеродистые стали могут быть низкоуглеродистые
(С≤0,25 %), среднеуглеродистые (С=0,26–0,45 %), высокоуглеродистые (С=0,46–0,76
%). По качественному признаку различают углеродистые стали обыкновенного
качества и качественные. Качественные стали имеют пониженное содержание
вредных примесей (серы, фосфора). Примером низкоуглеродистой стали
обыкновенного качества, широко используемой в сварных конструкциях, является
сталь ВСт3, содержащая 0,14–0,22 % С, 0,40–0,65 % Мn, 0,12–0,30 % Si
В зависимости от содержания легирующих элементов легированные
конструкционные стали разделяют на следующие группы:
низколегированные, в которых содержание одного легирующего элемента не
превышает 2 %, а суммарное содержание легирующих элементов менее 2,5–4 %;
среднелегированные, в которых содержание одного легирующего элемента
составляет 2–5 % при суммарном содержании 2,5–10 %;
высоколегированные, в которых содержание легирующих элементов составляет
более 10 %.
При выборе свариваемый и сварочного материала необходимо помнить что:
свариваемый и сварочный материал должны быть максимально однородными:
повышение углерода и легирующих элементов в стали затрудняет процесс
сварки, т. е. требует применения специальных методов.
При окончательном выборе свариваемого и сварочного материала указывается
марка стали и электрода (проволоки) с их расшифровкой.
Например, к группе низколегированных сталей относятся теплоустойчивые
стали, используемые в энергетическом машиностроении (12МХ (0,12% углерода, до
9 1% молибдена и до 1% хрома), 12X1МФ, 20ХМФЛ и др.), в которых содержание
легирующих компонентов допускается до 4 %.
Ручную дуговую сварку покрытыми электродами низкоуглеродистых сталей
выполняют электродами типа Э38, Э42, Э46 со всеми типами покрытий (кислыми,
рутиловыми, целлюлозными и основными) марок МР3, СМ5, АНО2, ОЗС3,
УОНИ13/45 и др. Низколегированные низкоуглеродистые стали сваривают
электродами типов Э42, Э50 с основным покрытием марок УОНИ13/45, СМ11,
УОНИ13/55 и др. Для сварки под флюсом в основном применяют марганцевые
высококремнистые флюсы (ОСЦ45, АН348) и низкоуглеродистые сварочные
проволоки Св08, Св08А, Св08ГА (для низкоуглеродистых) и Св08ГА, Св10Г2, Св
08ХН, Св08ХМФА и др. (для
низколегированных сталей). При
сварке в защитных газах
используют углекислый газ, а
также смеси углекислого газа с
аргоном и кислородом,
в
качестве сварочных проволок в
этом
применяют
проволоки марок Св08ГС, Св
08Г2С и др., для повышения
коррозионной
стойкости
используют проволоку марки
Св08ХГ2С.
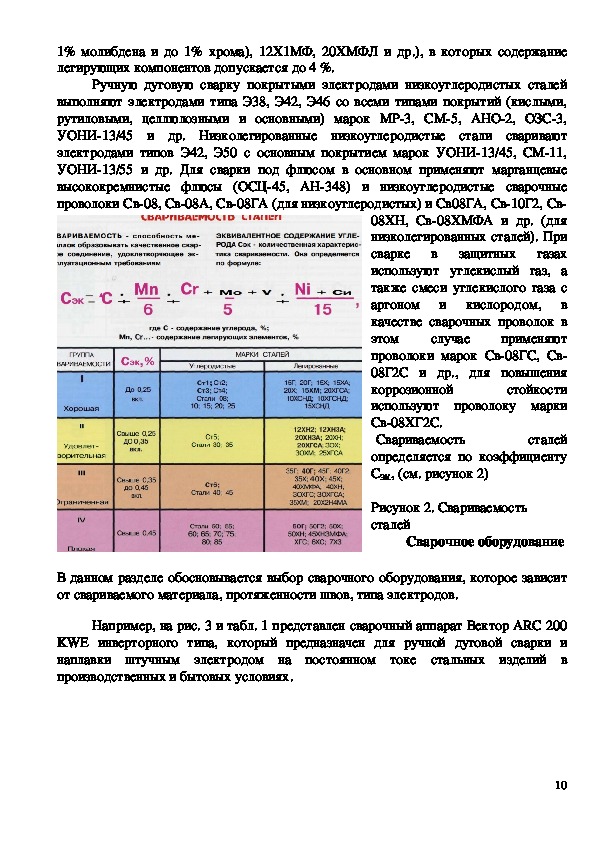
Свариваемость
сталей
определяется по коэффициенту
СЭК, (см. рисунок 2)
случае
Рисунок 2. Свариваемость
сталей
Сварочное оборудование
В данном разделе обосновывается выбор сварочного оборудования, которое зависит
от свариваемого материала, протяженности швов, типа электродов.
Например, на рис. 3 и табл. 1 представлен сварочный аппарат Вектор ARC 200
KWE инверторного типа, который предназначен для ручной дуговой сварки и
наплавки штучным электродом на постоянном токе стальных изделий в
производственных и бытовых условиях.
10 Рисунок 3. Сварочный аппарат Вектор ARC 200 KWE
Таблица № 1. Технические характеристики Вектор ARC
200 KWE
Технические характеристики инвертора Вектор ARC 200
Напряжение питающей сети, В
Потребляемая мощность, кВА
Частота питающей сети, Гц
Напряжение холостого хода, В
Диапазон регулирования сварочного тока, А
Номинальное напряжение, В
Потери холостого хода, Вт
КПД, %
Коэффициент мощности
Класс изоляции
Степень защиты
Диаметр электрода, мм
Вес, кг
Габаритные размеры, мм
220±15%
7,0
50/60
56
20–200
28,0
40
85
0,93
B
IP23
1,6–5
5,9
330×120×200
Технологический процесс
Технологический процесс изготовления сварной конструкции как правило
состоит из следующих операций:
подготовительная;
сборочная;
сварочная;
контрольная;
лакокрасочная (дополнительно).
Подготовительная операция
11 В данной операции необходимо указать способы получения заготовки (разметка,
вырубка, вырезка) используемый мерительный (рулетка, угольник, линейка) и
режущий инструмент (зубило, болгарка, ножницы и. т. п.).
Зачистка и подготовка кромок (при толщине металла свыше 5мм), (см рис. 4).
Рисунок 4. Разделка кромок
При необходимости указать рихтовку металла.
Кроме того, необходимо перечислить размеры полученных заготовок,
например:
2 прямоугольника для боковых стенок бака 800х300мм;
2 прямоугольника для передней и задней стенок бака 800х500мм;
2 прямоугольника для днища и верха бака 500х300мм;
Сборочная операция
В данном разделе необходимо указать алгоритм (последовательность) сборки с
использованием приспособлений и прихваток.
Например, на ровной поверхности укладываем профиль в прямоугольную форму.
Проверку прямых углов осуществляем с помощью угольника и шнуровки, крепление
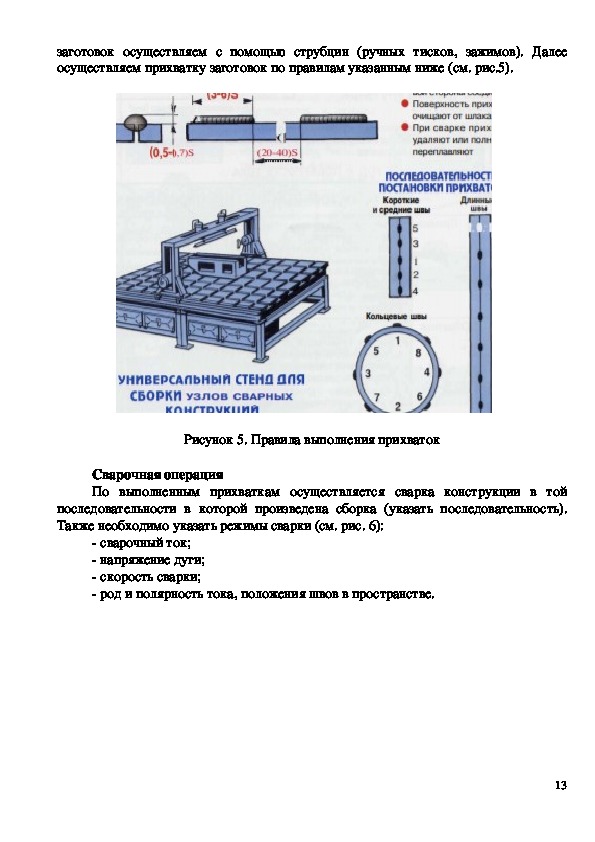
12 заготовок осуществляем с помощью струбцин (ручных тисков, зажимов). Далее
осуществляем прихватку заготовок по правилам указанным ниже (см. рис.5).
Рисунок 5. Правила выполнения прихваток
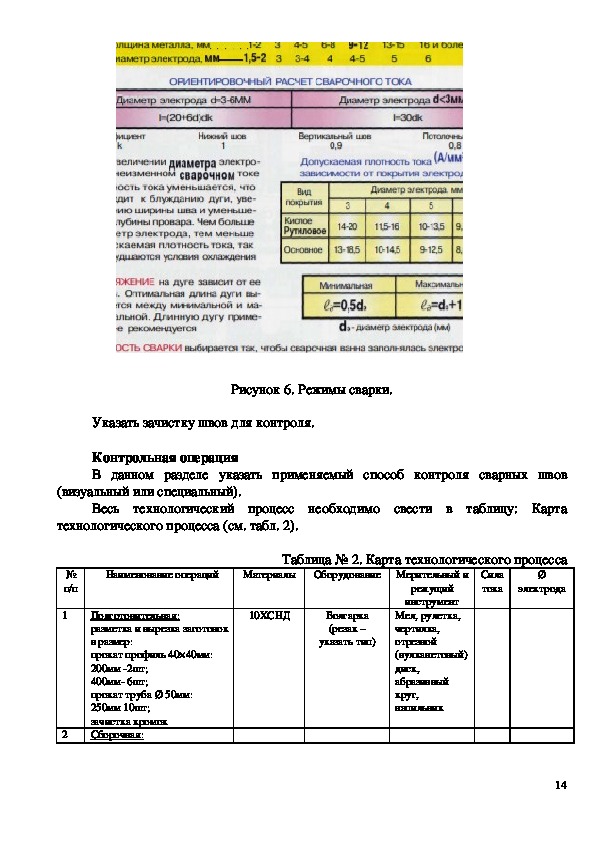
Сварочная операция
По выполненным прихваткам осуществляется сварка конструкции в той
последовательности в которой произведена сборка (указать последовательность).
Также необходимо указать режимы сварки (см. рис. 6):
сварочный ток;
напряжение дуги;
скорость сварки;
род и полярность тока, положения швов в пространстве.
13 Рисунок 6. Режимы сварки.
Указать зачистку швов для контроля.
Контрольная операция
В данном разделе указать применяемый способ контроля сварных швов
(визуальный или специальный).
Весь технологический процесс необходимо свести в таблицу: Карта
технологического процесса (см. табл. 2).
Таблица № 2. Карта технологического процесса
Сила
тока
Ø
электрода
№
п/п
1
2
Наименование операций
Материалы
Оборудование Мерительный и
10ХСНД
Болгарка
(резак –
указать тип)
режущий
инструмент
Мел, рулетка,
чертилка,
отрезной
(вулканетовый)
диск,
абразивный
круг,
напильник
Подготовительная:
разметка и вырезка заготовок
в размер:
прокат профиль 40×40мм:
200мм 2шт;
400мм 6шт;
прокат труба Ø 50мм:
250мм 10шт;
зачистка кромок
Сборочная:
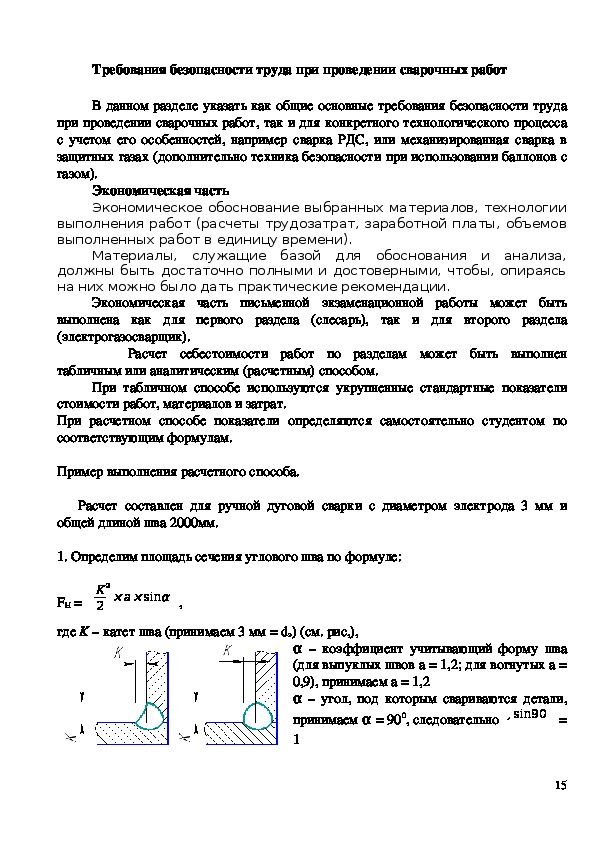
14 Требования безопасности труда при проведении сварочных работ
В данном разделе указать как общие основные требования безопасности труда
при проведении сварочных работ, так и для конкретного технологического процесса
с учетом его особенностей, например сварка РДС, или механизированная сварка в
защитных газах (дополнительно техника безопасности при использовании баллонов с
газом).
Экономическая часть
Экономическое обоснование выбранных материалов, технологии
выполнения работ (расчеты трудозатрат, заработной платы, объемов
выполненных работ в единицу времени).
Материалы, служащие базой для обоснования и анализа,
должны быть достаточно полными и достоверными, чтобы, опираясь
на них можно было дать практические рекомендации.
Экономическая часть письменной экзаменационной работы может быть
выполнена как для первого раздела (слесарь), так и для второго раздела
(электрогазосварщик).
Расчет себестоимости работ по разделам может быть выполнен
табличным или аналитическим (расчетным) способом.
При табличном способе используются укрупненные стандартные показатели
стоимости работ, материалов и затрат.
При расчетном способе показатели определяются самостоятельно студентом по
соответствующим формулам.
Пример выполнения расчетного способа.
Расчет составлен для ручной дуговой сварки с диаметром электрода 3 мм и
общей длиной шва 2000мм.
1. Определим площадь сечения углового шва по формуле:
FH =
2
K
2
×a×sinα ,
где K – катет шва (принимаем 3 мм = dэ) (см. рис,),
α
– коэффициент учитывающий форму шва
(для выпуклых швов а = 1,2; для вогнутых а =
0,9), принимаем а = 1,2
α
принимаем
1
– угол, под которым свариваются детали,
0, следовательно ,sin90 =
α
= 90
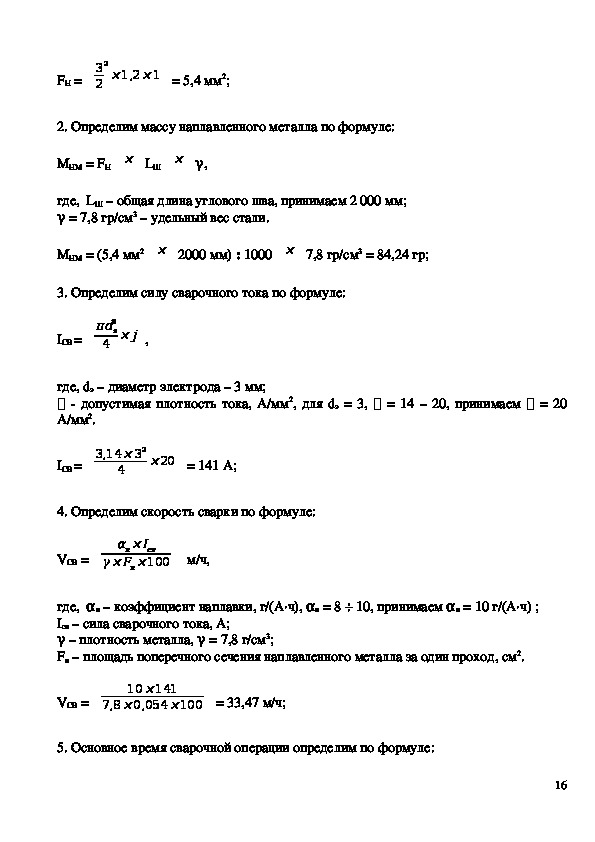
15 FH =
2
3
2
×1,2×1 = 5,4 мм2;
2. Определим массу наплавленного металла по формуле:
МНМ = FH × LШ ×
, γ
где, LШ – общая длина углового шва, принимаем 2 000 мм;
γ
= 7,8 гр/см
3 – удельный вес стали.
МНМ = (5,4 мм2 × 2000 мм) : 1000 × 7,8 гр/см3 = 84,24 гр;
3. Определим силу сварочного тока по формуле:
IСВ =
2
πdэ
4 ×j ,
где, dэ – диаметр электрода – 3 мм;
допустимая плотность тока, А/мм2, для dэ = 3, = 14 – 20, принимаем = 20
А/мм2.
IСВ =
3,14×32
4
×20 = 141 А;
4. Определим скорость сварки по формуле:
VСВ =
αн×Iсв
γ×Fн×100 м/ч,
где, αн – коэффициент наплавки, г/(А∙ч), αн = 8 ÷ 10, принимаем αн = 10 г/(А∙ч) ;
Iсв – сила сварочного тока, А;
γ
γ
– плотность металла,
Fн – площадь поперечного сечения наплавленного металла за один проход, см2.
= 7,8 г/см
3;
VСВ =
10×141
7,8×0,054×100 = 33,47 м/ч;
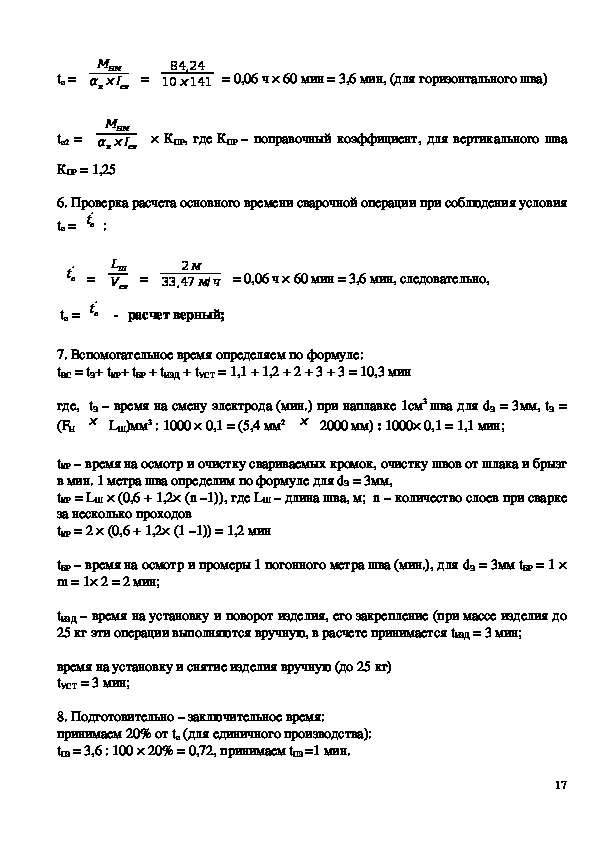
5. Основное время сварочной операции определим по формуле:
16 tо =
МНМ
αн×Iсв =
84,24
10×141 = 0,06 ч × 60 мин = 3,6 мин, (для горизонтального шва)
tо2 =
МНМ
αн×Iсв × КПР, где КПР – поправочный коэффициент, для вертикального шва
КПР = 1,25
6. Проверка расчета основного времени сварочной операции при соблюдения условия
tо = tо
:
ʹ
ʹ
tо
=
tо = tо
ʹ
LШ
Vсв =
2м
33,47м/ч = 0,06 ч × 60 мин = 3,6 мин, следовательно,
расчет верный;
7. Вспомогательное время определяем по формуле:
tВС = tЭ+ tКР+ tБР + tИЗД + tУСТ = 1,1 + 1,2 + 2 + 3 + 3 = 10,3 мин
где, tЭ – время на смену электрода (мин.) при наплавке 1см3 шва для dЭ = 3мм, tЭ =
(FH × LШ)мм3 : 1000 × 0,1 = (5,4 мм2 × 2000 мм) : 1000× 0,1 = 1,1 мин;
tКР – время на осмотр и очистку свариваемых кромок, очистку швов от шлака и брызг
в мин. 1 метра шва определим по формуле для dЭ = 3мм,
tКР = LШ × (0,6 + 1,2× (n –1)), где LШ – длина шва, м; n – количество слоев при сварке
за несколько проходов
tКР = 2 × (0,6 + 1,2× (1 –1)) = 1,2 мин
tБР – время на осмотр и промеры 1 погонного метра шва (мин.), для dЭ = 3мм tБР = 1 ×
m = 1× 2 = 2 мин;
tИЗД – время на установку и поворот изделия, его закрепление (при массе изделия до
25 кг эти операции выполняются вручную, в расчете принимается tИЗД = 3 мин;
время на установку и снятие изделия вручную (до 25 кг)
tУСТ = 3 мин;
8. Подготовительно – заключительное время:
принимаем 20% от tо (для единичного производства):
tПЗ = 3,6 : 100 × 20% = 0,72, принимаем tПЗ =1 мин.
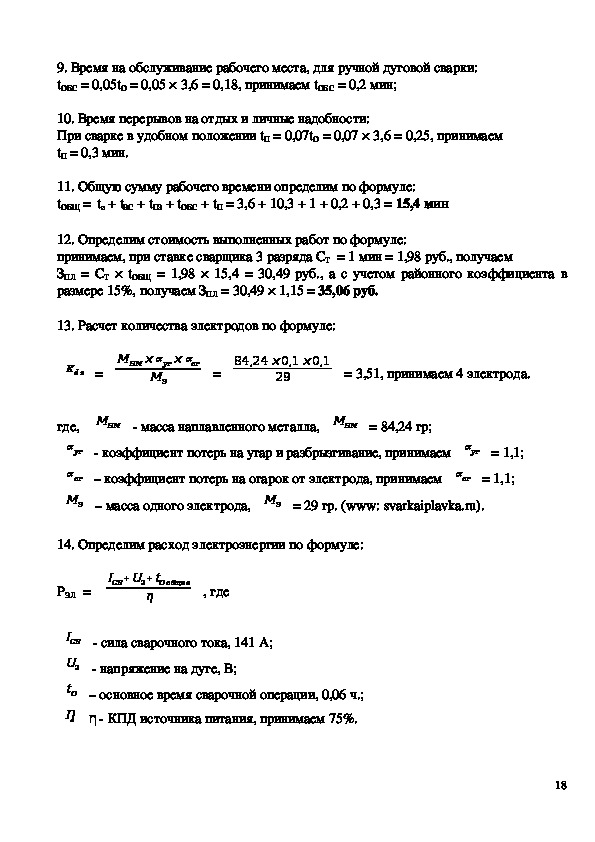
17 9. Время на обслуживание рабочего места, для ручной дуговой сварки:
tОБС = 0,05tО = 0,05 × 3,6 = 0,18, принимаем tОБС = 0,2 мин;
10. Время перерывов на отдых и личные надобности:
При сварке в удобном положении tП = 0,07tО = 0,07 × 3,6 = 0,25, принимаем
tП = 0,3 мин.
11. Общую сумму рабочего времени определим по формуле:
tОБЩ = tо + tВС + tПЗ + tОБС + tП = 3,6 + 10,3 + 1 + 0,2 + 0,3 = 15,4 мин
12. Определим стоимость выполненных работ по формуле:
принимаем, при ставке сварщика 3 разряда СТ = 1 мин = 1,98 руб., получаем
ЗПЛ = СТ × tОБЩ = 1,98 × 15,4 = 30,49 руб., а с учетом районного коэффициента в
размере 15%, получаем ЗПЛ = 30,49 × 1,15 = 35,06 руб.
13. Расчет количества электродов по формуле:
кdэ =
МНМ×∝уг×∝ог
МЭ
=
84,24×0,1×0,1
29
= 3,51, принимаем 4 электрода.
где, МНМ масса наплавленного металла, МНМ = 84,24 гр;
∝уг коэффициент потерь на угар и разбрызгивание, принимаем ∝уг = 1,1;
∝ог – коэффициент потерь на огарок от электрода, принимаем ∝ог = 1,1;
МЭ – масса одного электрода, МЭ = 29 гр. (www: svarkaiplavka.ru).
14. Определим расход электроэнергии по формуле:
РЭЛ =
IСВ+U2+tОобщее
η
, где
IСВ сила сварочного тока, 141 А;
U2 напряжение на дуге, В;
tО – основное время сварочной операции, 0,06 ч.;
Ƞ
КПД источника питания, принимаем 75%.
η
18 Определим U2 по формуле: U2 = 20 + (0,04 × IСВ ) = 20 + (0,04 × 141) = 25,6 в,
тогда РЭЛ =
141+25,6+0,06
70
= 2,38, принимаем 2,4 квт
15. Расчет стоимости затрат на электроды и электроэнергию:
при стоимости 1 электрода Ø 3 мм от 47 руб/шт. (http://weldteh.ru) затраты на
электроды составят:
ЗЭЛЕКТР = 47 руб. × 4электр. = 188 руб.;
при стоимости 1 квт/ч – 3,09 руб. (тариф ЕТО Челябинской области для
промышленных предприятий) электроэнергии для предприятия затраты на
электроэнергию составят:
ЗЭЛ = 3,09 × РЭЛ = 3,09 × 2,4 = 7,42 руб.
16. Таким образом, обща сумма затрат по операции сварка составила:
ΣЗАТР = ЗПЛ + ЗЭЛЕКТР + ЗЭЛ = 35,06 + 188,0 + 7,42 = 230,48 руб.
Заключение
В заключении отражаются основные результаты, важнейшие
выводы, рекомендации и предложения по их практическому
использованию. В логической последовательности излагаются
теоретические и практические выводы и предложения, к которым
пришёл студент. Они должны быть, краткими и чёткими. Объем
заключения должен составлять 1-3 страниц.
4. Требования к оформлению ПЭР
Оформление выпускной квалификационной работы осуществляется в
соответствии с требованиями ЕСТД и ЕСКД.
Письменная экзаменационная работа должна быть представлена в виде
пояснительной записки и графической части.
Пояснительная записка формата А4 состоит из:
Титульного листа;
Задания на письменную экзаменационную работу;
Рецензии (внутренней);
Рецензии (практика);
Содержания
19 Разделы Пояснительной записки должны соответствовать Заданию на
письменную экзаменационную работу и Содержанию.
Объём пояснительной записки от 25 до 40 листов.
Текст пояснительной записки оформляется на одной стороне листов и должен
быть только чёрного цвета.
Шрифт Times New Roman размером 14, межстрочный интервал 1,5, абзацный
отступ 1,25.
Расстояние от верхней и нижней строк текста до соответственно верхней и
нижней линий рамки листа должно быть не менее 10 мм.
Абзацы в тексте начинают отступом, равным 15 мм.
Текст пояснительной записки разделяют на разделы и подразделы, а при
необходимости – на пункты и подпункты.
Основной порядок оформления ПЭР см. в Методическом пособии «Основные
положения о нормоконтроле письменной экзаменационной работы для студентов по
профессии 23.01.08 «Слесарь по ремонту строительных машин»».
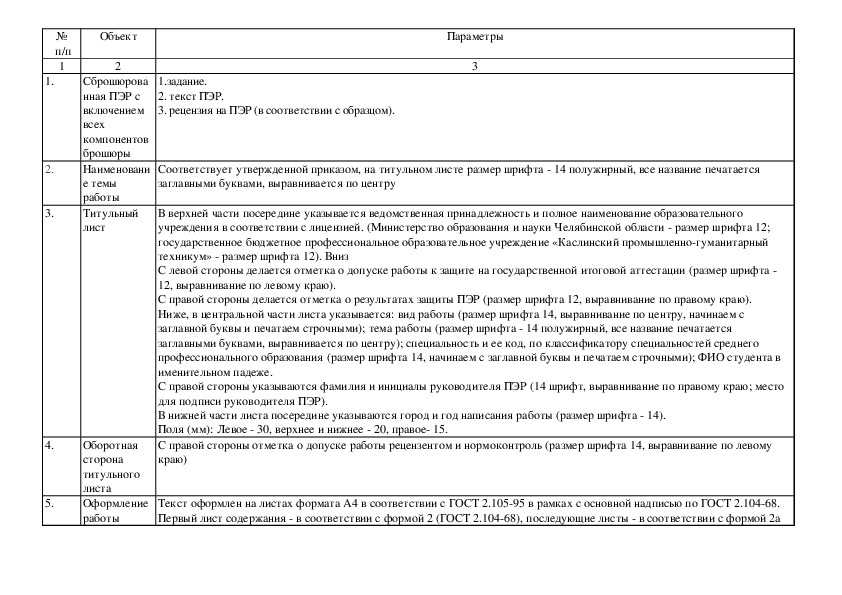
20 №
п/п
1
1.
2.
3.
4.
5.
Объект
2
Сброшюрова
нная ПЭР с
включением
всех
компонентов
брошюры
Наименовани
е темы
работы
Титульный
лист
Оборотная
сторона
титульного
листа
Оформление
работы
1.задание.
2. текст ПЭР.
3. рецензия на ПЭР (в соответствии с образцом).
Параметры
3
Соответствует утвержденной приказом, на титульном листе размер шрифта 14 полужирный, все название печатается
заглавными буквами, выравнивается по центру
В верхней части посередине указывается ведомственная принадлежность и полное наименование образовательного
учреждения в соответствии с лицензией. (Министерство образования и науки Челябинской области размер шрифта 12;
государственное бюджетное профессиональное образовательное учреждение «Каслинский промышленногуманитарный
техникум» размер шрифта 12). Вниз
С левой стороны делается отметка о допуске работы к защите на государственной итоговой аттестации (размер шрифта
12, выравнивание по левому краю).
С правой стороны делается отметка о результатах защиты ПЭР (размер шрифта 12, выравнивание по правому краю).
Ниже, в центральной части листа указывается: вид работы (размер шрифта 14, выравнивание по центру, начинаем с
заглавной буквы и печатаем строчными); тема работы (размер шрифта 14 полужирный, все название печатается
заглавными буквами, выравнивается по центру); специальность и ее код, по классификатору специальностей среднего
профессионального образования (размер шрифта 14, начинаем с заглавной буквы и печатаем строчными); ФИО студента в
именительном падеже.
С правой стороны указываются фамилия и инициалы руководителя ПЭР (14 шрифт, выравнивание по правому краю; место
для подписи руководителя ПЭР).
В нижней части листа посередине указываются город и год написания работы (размер шрифта 14).
Поля (мм): Левое 30, верхнее и нижнее 20, правое 15.
С правой стороны отметка о допуске работы рецензентом и нормоконтроль (размер шрифта 14, выравнивание по левому
краю)
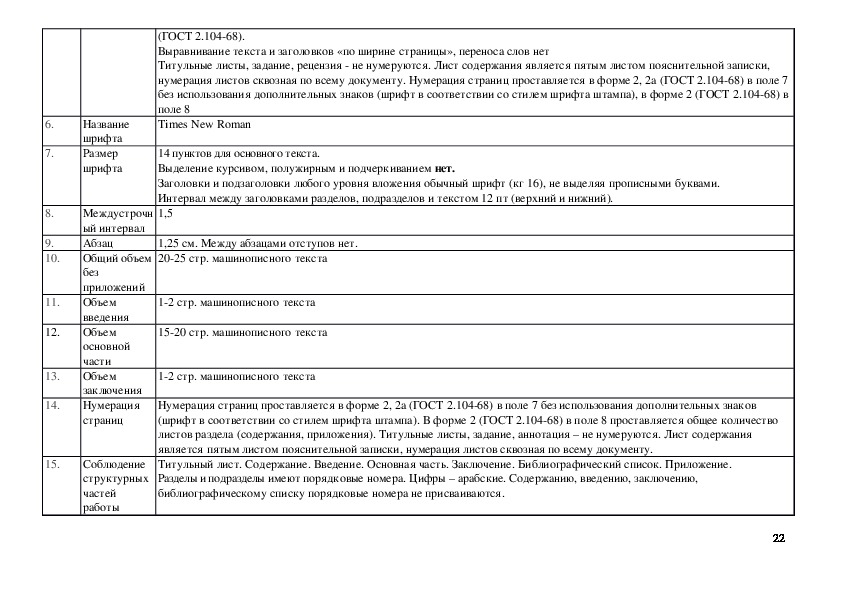
Текст оформлен на листах формата А4 в соответствии с ГОСТ 2.10595 в рамках с основной надписью по ГОСТ 2.10468.
Первый лист содержания в соответствии с формой 2 (ГОСТ 2.10468), последующие листы в соответствии с формой 2а (ГОСТ 2.10468).
Выравнивание текста и заголовков «по ширине страницы», переноса слов нет
Титульные листы, задание, рецензия не нумеруются. Лист содержания является пятым листом пояснительной записки,
нумерация листов сквозная по всему документу. Нумерация страниц проставляется в форме 2, 2а (ГОСТ 2.10468) в поле 7
без использования дополнительных знаков (шрифт в соответствии со стилем шрифта штампа), в форме 2 (ГОСТ 2.10468) в
поле 8
Times New Roman
14 пунктов для основного текста.
Выделение курсивом, полужирным и подчеркиванием нет.
Заголовки и подзаголовки любого уровня вложения обычный шрифт (кг 16), не выделяя прописными буквами.
Интервал между заголовками разделов, подразделов и текстом 12 пт (верхний и нижний).
1,5
1,25 см. Между абзацами отступов нет.
2025 стр. машинописного текста
12 стр. машинописного текста
1520 стр. машинописного текста
12 стр. машинописного текста
Нумерация страниц проставляется в форме 2, 2а (ГОСТ 2.10468) в поле 7 без использования дополнительных знаков
(шрифт в соответствии со стилем шрифта штампа). В форме 2 (ГОСТ 2.10468) в поле 8 проставляется общее количество
листов раздела (содержания, приложения). Титульные листы, задание, аннотация – не нумеруются. Лист содержания
является пятым листом пояснительной записки, нумерация листов сквозная по всему документу.
Титульный лист. Содержание. Введение. Основная часть. Заключение. Библиографический список. Приложение.
Разделы и подразделы имеют порядковые номера. Цифры – арабские. Содержанию, введению, заключению,
библиографическому списку порядковые номера не присваиваются.
22
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
Название
шрифта
Размер
шрифта
Междустрочн
ый интервал
Абзац
Общий объем
без
приложений
Объем
введения
Объем
основной
части
Объем
заключения
Нумерация
страниц
Соблюдение
структурных
частей
работы 16.
17.
18.
19.
20.
21.
22.
Оформление
содержания
Оформление
структурных
частей
работы
Структура
основной
части
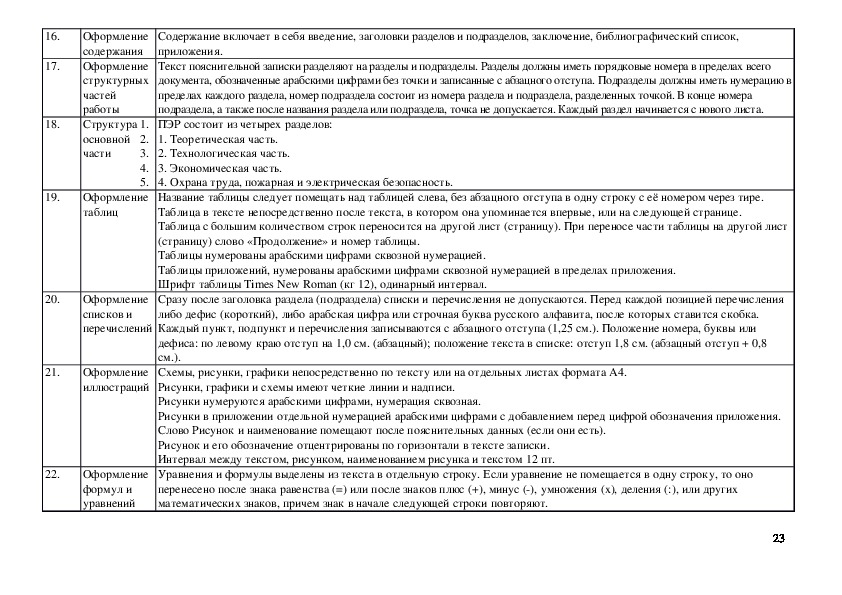
Содержание включает в себя введение, заголовки разделов и подразделов, заключение, библиографический список,
приложения.
Текст пояснительной записки разделяют на разделы и подразделы. Разделы должны иметь порядковые номера в пределах всего
документа, обозначенные арабскими цифрами без точки и записанные с абзацного отступа. Подразделы должны иметь нумерацию в
пределах каждого раздела, номер подраздела состоит из номера раздела и подраздела, разделенных точкой. В конце номера
подраздела, а также после названия раздела или подраздела, точка не допускается. Каждый раздел начинается с нового листа.
1. ПЭР состоит из четырех разделов:
2. 1. Теоретическая часть.
3. 2. Технологическая часть.
4. 3. Экономическая часть.
5. 4. Охрана труда, пожарная и электрическая безопасность.
Оформление
таблиц
Оформление
списков и
перечислений
Оформление
иллюстраций
Оформление
формул и
уравнений
Название таблицы следует помещать над таблицей слева, без абзацного отступа в одну строку с её номером через тире.
Таблица в тексте непосредственно после текста, в котором она упоминается впервые, или на следующей странице.
Таблица с большим количеством строк переносится на другой лист (страницу). При переносе части таблицы на другой лист
(страницу) слово «Продолжение» и номер таблицы.
Таблицы нумерованы арабскими цифрами сквозной нумерацией.
Таблицы приложений, нумерованы арабскими цифрами сквозной нумерацией в пределах приложения.
Шрифт таблицы Times New Roman (кг 12), одинарный интервал.
Сразу после заголовка раздела (подраздела) списки и перечисления не допускаются. Перед каждой позицией перечисления
либо дефис (короткий), либо арабская цифра или строчная буква русского алфавита, после которых ставится скобка.
Каждый пункт, подпункт и перечисления записываются с абзацного отступа (1,25 см.). Положение номера, буквы или
дефиса: по левому краю отступ на 1,0 см. (абзацный); положение текста в списке: отступ 1,8 см. (абзацный отступ + 0,8
см.).
Схемы, рисунки, графики непосредственно по тексту или на отдельных листах формата А4.
Рисунки, графики и схемы имеют четкие линии и надписи.
Рисунки нумеруются арабскими цифрами, нумерация сквозная.
Рисунки в приложении отдельной нумерацией арабскими цифрами с добавлением перед цифрой обозначения приложения.
Слово Рисунок и наименование помещают после пояснительных данных (если они есть).
Рисунок и его обозначение отцентрированы по горизонтали в тексте записки.
Интервал между текстом, рисунком, наименованием рисунка и текстом 12 пт.
Уравнения и формулы выделены из текста в отдельную строку. Если уравнение не помещается в одну строку, то оно
перенесено после знака равенства (=) или после знаков плюс (+), минус (), умножения (х), деления (:), или других
математических знаков, причем знак в начале следующей строки повторяют.
23 23.
24.
Оформление
ссылок
Состав
библиографи
ческого
списка
25.
Наличие
приложений
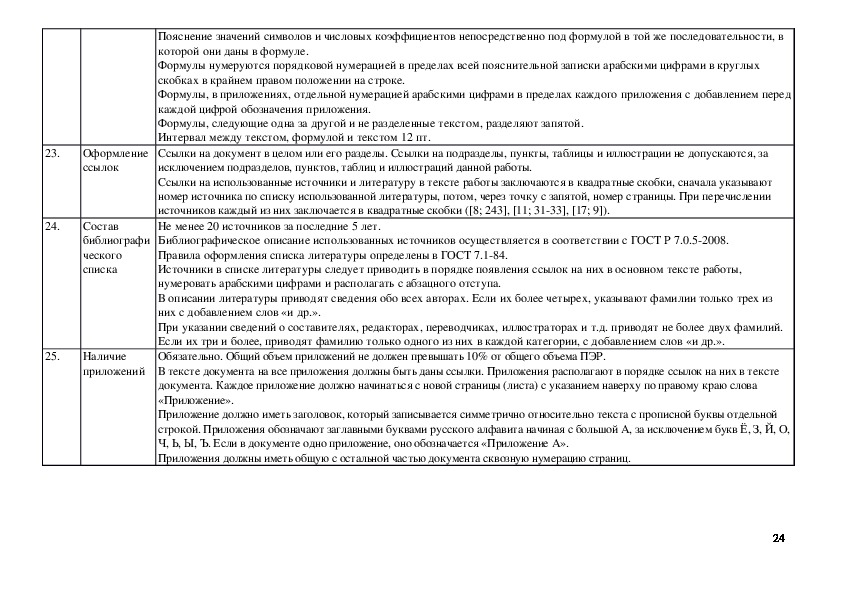
Пояснение значений символов и числовых коэффициентов непосредственно под формулой в той же последовательности, в
которой они даны в формуле.
Формулы нумеруются порядковой нумерацией в пределах всей пояснительной записки арабскими цифрами в круглых
скобках в крайнем правом положении на строке.
Формулы, в приложениях, отдельной нумерацией арабскими цифрами в пределах каждого приложения с добавлением перед
каждой цифрой обозначения приложения.
Формулы, следующие одна за другой и не разделенные текстом, разделяют запятой.
Интервал между текстом, формулой и текстом 12 пт.
Ссылки на документ в целом или его разделы. Ссылки на подразделы, пункты, таблицы и иллюстрации не допускаются, за
исключением подразделов, пунктов, таблиц и иллюстраций данной работы.
Ссылки на использованные источники и литературу в тексте работы заключаются в квадратные скобки, сначала указывают
номер источника по списку использованной литературы, потом, через точку с запятой, номер страницы. При перечислении
источников каждый из них заключается в квадратные скобки ([8; 243], [11; 3133], [17; 9]).
Не менее 20 источников за последние 5 лет.
Библиографическое описание использованных источников осуществляется в соответствии с ГОСТ Р 7.0.52008.
Правила оформления списка литературы определены в ГОСТ 7.184.
Источники в списке литературы следует приводить в порядке появления ссылок на них в основном тексте работы,
нумеровать арабскими цифрами и располагать с абзацного отступа.
В описании литературы приводят сведения обо всех авторах. Если их более четырех, указывают фамилии только трех из
них с добавлением слов «и др.».
При указании сведений о составителях, редакторах, переводчиках, иллюстраторах и т.д. приводят не более двух фамилий.
Если их три и более, приводят фамилию только одного из них в каждой категории, с добавлением слов «и др.».
Обязательно. Общий объем приложений не должен превышать 10% от общего объема ПЭР.
В тексте документа на все приложения должны быть даны ссылки. Приложения располагают в порядке ссылок на них в тексте
документа. Каждое приложение должно начинаться с новой страницы (листа) с указанием наверху по правому краю слова
«Приложение».
Приложение должно иметь заголовок, который записывается симметрично относительно текста с прописной буквы отдельной
строкой. Приложения обозначают заглавными буквами русского алфавита начиная с большой А, за исключением букв Ё, З, Й, О,
Ч, Ь, Ы, Ъ. Если в документе одно приложение, оно обозначается «Приложение А».
Приложения должны иметь общую с остальной частью документа сквозную нумерацию страниц.
24 5. Обязанности руководство ПЭР
В целях оказания выпускнику теоретической и практической
помощи в период подготовки и написания работы ему назначают
руководителя.
Руководитель определяет цели, задачи, этапы по выполнению
работы, сроки их реализации и формы отчетности.
Руководитель обязан:
• консультировать и давать рекомендации по выполнению
письменной экзаменационной работы;
• осуществлять регулярный контроль за состоянием и ходом
исполнения письменной экзаменационной работы.
На первом этапе подготовки письменной экзаменационной
работы руководитель советует как приступить к рассмотрению темы,
корректирует план работы и даёт рекомендации по списку
литературы.
В ходе выполнения работы руководитель выступает как
оппонент, указывает на недостатки аргументации, стиля и т.п. и
советует, как лучше устранить их.
Если студент нуждается в консультациях по отдельным
вопросам, то ему может быть назначен дополнительный
консультант.
После получения окончательного варианта письменной
экзаменационной работы руководитель проверяет его и ставит свою
подпись на титульном листе и больших штампах в каждой главе,
введении, заключении, списке использованных источников.
Руководитель готовит письменный отзыв на выполненную работу. 6. Подготовка к защите и защита письменной экзаменационной работы.
Предварительная защита.
доставляет следующие материалы:
сброшюрованном виде);
В Государственную экзаменационную комиссию выпускник
1. Письменную экзаменационную работу (в напечатанном,
2. Графической части (в виде чертежа, плаката формат А1);
Выпускник, получив положительный отзыв о письменной
экзаменационной работе от руководителя и разрешение заместителя
директора по УПР о допуске к защите, должен подготовить доклад
не более, чем на 5-6 мин., в котором кратко и чётко изложить
основные положения работы, выводы, рекомендации и предложения.
Подготовить необходимую графическую часть, согласованную с
руководителем. Общая схема доклада, его содержание определяется
студентом совместно с руководителем.
Студент должен не только написать качественную работу, но и
уметь защитить её.
Защита письменной экзаменационной работы проходит на
открытом заседании Государственной экзаменационной комиссии.
Порядок защиты следующий:
• секретарь ГЭК объявляет фамилию, имя, отчество автора и
зачитывает
тему письменной экзаменационной работы,
производственную характеристику.
• выпускник в отведенные ему (ей) время (в пределах 5-8 минут)
излагает основное содержание письменной экзаменационной
работы, уделив особое внимание сочетание доклада с графической
частью, а при наличии изготовленной модели представлением ее
совместно с графической частью.
по окончании доклада дипломнику задают вопросы
председатель ГЭК, члены комиссии, присутствующие. Вопросы могут
касаться как непосредственно темы письменной экзаменационной
работы, так и любых вопросов связанных с работой автослесаря и
электрогазосварщика. По докладу и ответам на вопросы, ГЭК
определяет уровень выпускника, его профессиональную подготовку,
эрудицию, умение публично выступать, и аргументировано
отстаивать свою точку зрения при ответах на вопросы;
•после ответов выпускника на вопросы защита считается
оконченной.
•
26 Оценка результата защиты письменной экзаменационной
работы обсуждается на закрытом заседании ГЭК. При выставлении
оценки принимаются во внимание актуальность и практическое
значение темы, глубина проработки проблемы, качество выполнения
и оформления печатной работы, графической части и изготовленной
модели (при ее наличии), а также содержательность доклада и
ответов на вопросы.
Высокая оценка руководителя может быть снижена из-за
плохой защиты. Оценка объявляется после окончания защиты всех
письменных экзаменационных работ на открытом заседании ГЭК.
Для повышения качества подготовки выпускников к защите ПЭР,
администрация техникума принимает решение о проведении предварительной
защиты. Срок проведения предварительной защиты не менее 7 дней до основной
защиты.
На предварительной защите руководитель работы, заместитель директора по
УПР, педагогические работники оценивают готовность выпускника к защите,
указывают на недостатки, помогают усилить положительные моменты.
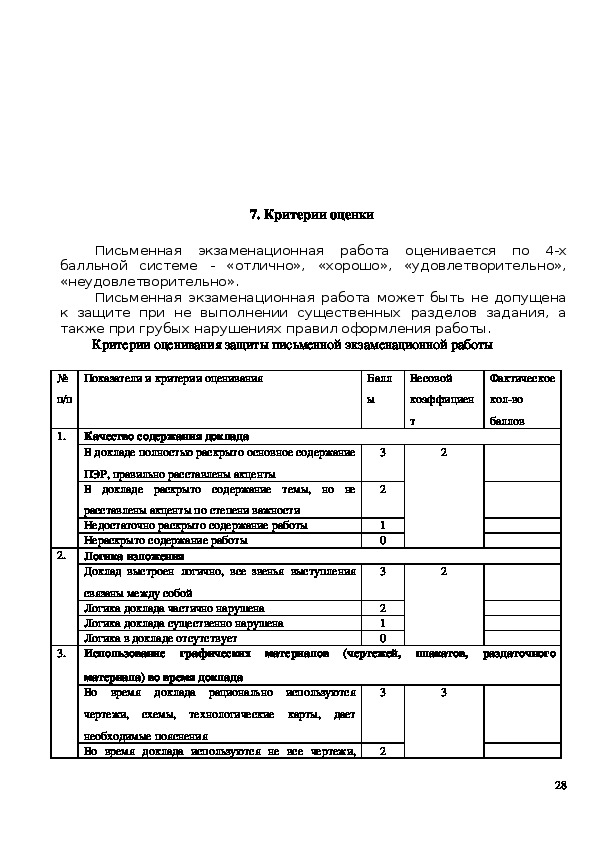
27 7. Критерии оценки
Письменная экзаменационная работа оценивается по 4-х
балльной системе - «отлично», «хорошо», «удовлетворительно»,
«неудовлетворительно».
Письменная экзаменационная работа может быть не допущена
к защите при не выполнении существенных разделов задания, а
также при грубых нарушениях правил оформления работы.
Критерии оценивания защиты письменной экзаменационной работы
Показатели и критерии оценивания
№
п/п
Балл
ы
Весовой
коэффициен
Фактическое
колво
т
баллов
1. Качество содержания доклада
В докладе полностью раскрыто основное содержание
ПЭР, правильно расставлены акценты
В докладе раскрыто содержание темы, но не
расставлены акценты по степени важности
Недостаточно раскрыто содержание работы
Нераскрыто содержание работы
2. Логика изложения
Доклад выстроен логично, все звенья выступления
связаны между собой
Логика доклада частично нарушена
Логика доклада существенно нарушена
Логика в докладе отсутствует
3
2
1
0
3
2
1
0
2
2
3. Использование графических материалов (чертежей, плакатов, раздаточного
материала) во время доклада
Во время доклада рационально используются
чертежи, схемы, технологические карты, дает
необходимые пояснения
Во время доклада используются не все чертежи,
3
2
3
28 схемы, технологические карты не даны все
необходимые пояснения
Во время доклада практически не используются
чертежи, схемы, технологические карты, не даны
необходимые пояснения
Во время доклада не используются чертежи, схемы,
технологические карты, не даны необходимые
пояснения
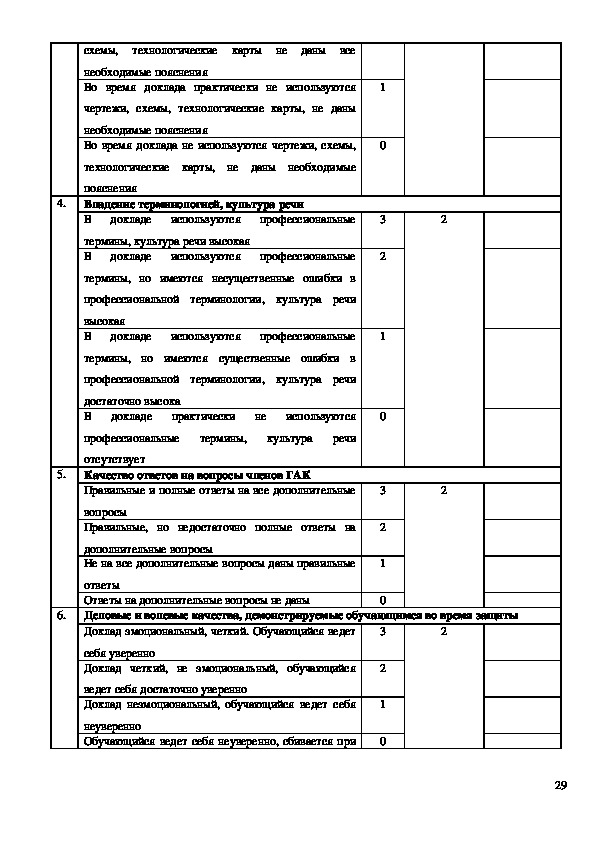
Владение терминологией, культура речи
В докладе используются профессиональные
4.
термины, культура речи высокая
В докладе используются профессиональные
термины, но имеются несущественные ошибки в
профессиональной терминологии, культура речи
высокая
В докладе используются профессиональные
термины, но имеются существенные ошибки в
профессиональной терминологии, культура речи
достаточно высока
В докладе практически не используются
профессиональные термины,
отсутствует
культура речи
5. Качество ответов на вопросы членов ГАК
Правильные и полные ответы на все дополнительные
вопросы
Правильные, но недостаточно полные ответы на
дополнительные вопросы
Не на все дополнительные вопросы даны правильные
ответы
Ответы на дополнительные вопросы не даны
1
0
3
2
1
0
3
2
1
0
2
2
6. Деловые и волевые качества, демонстрируемые обучающимся во время защиты
Доклад эмоциональный, четкий. Обучающийся ведет
себя уверенно
Доклад четкий, не эмоциональный, обучающийся
ведет себя достаточно уверенно
Доклад неэмоциональный, обучающийся ведет себя
неуверенно
Обучающийся ведет себя неуверенно, сбивается при
3
2
1
0
2
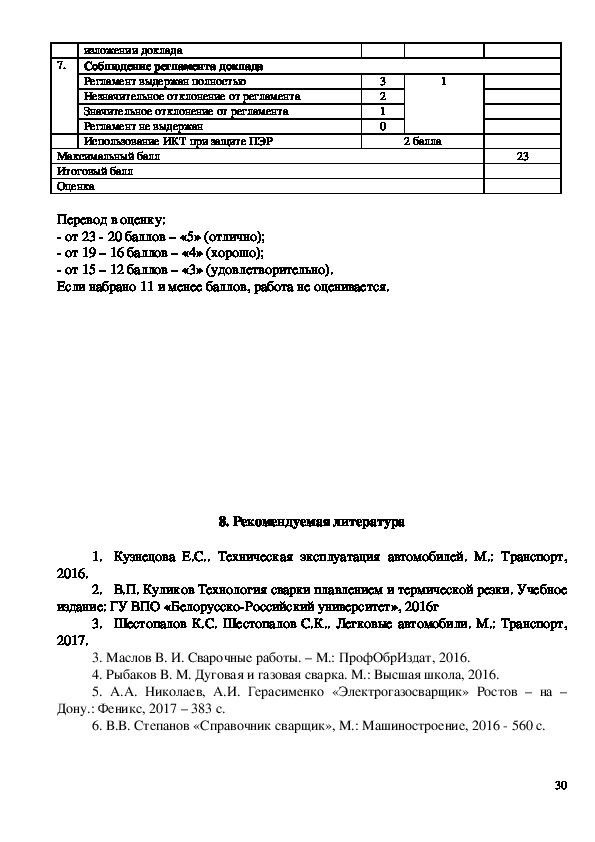
29 7.
изложении доклада
Соблюдение регламента доклада
Регламент выдержан полностью
Незначительное отклонение от регламента
Значительное отклонение от регламента
Регламент не выдержан
Использование ИКТ при защите ПЭР
Максимальный балл
Итоговый балл
Оценка
3
2
1
0
1
2 балла
23
Перевод в оценку:
от 23 20 баллов – «5» (отлично);
от 19 – 16 баллов – «4» (хорошо);
от 15 – 12 баллов – «3» (удовлетворительно).
Если набрано 11 и менее баллов, работа не оценивается.
8. Рекомендуемая литература
1. Кузнецова Е.С.. Техническая эксплуатация автомобилей. М.: Транспорт,
2016.
2. В.П. Куликов Технология сварки плавлением и термической резки. Учебное
издание: ГУ ВПО «БелорусскоРоссийский университет», 2016г
3. Шестопалов К.С. Шестопалов С.К.. Легковые автомобили. М.: Транспорт,
2017.
3. Маслов В. И. Сварочные работы. – М.: ПрофОбрИздат, 2016.
4. Рыбаков В. М. Дуговая и газовая сварка. М.: Высшая школа, 2016.
5. А.А. Николаев, А.И. Герасименко «Электрогазосварщик» Ростов – на –
Дону.: Феникс, 2017 – 383 с.
6. В.В. Степанов «Справочник сварщик», М.: Машиностроение, 2016 560 с.
30 7.
Г.Г. Чернышов «Сварочное дело. Сварка и резка металлов», М.: Проф
Обр Издат, 2017 494 с.
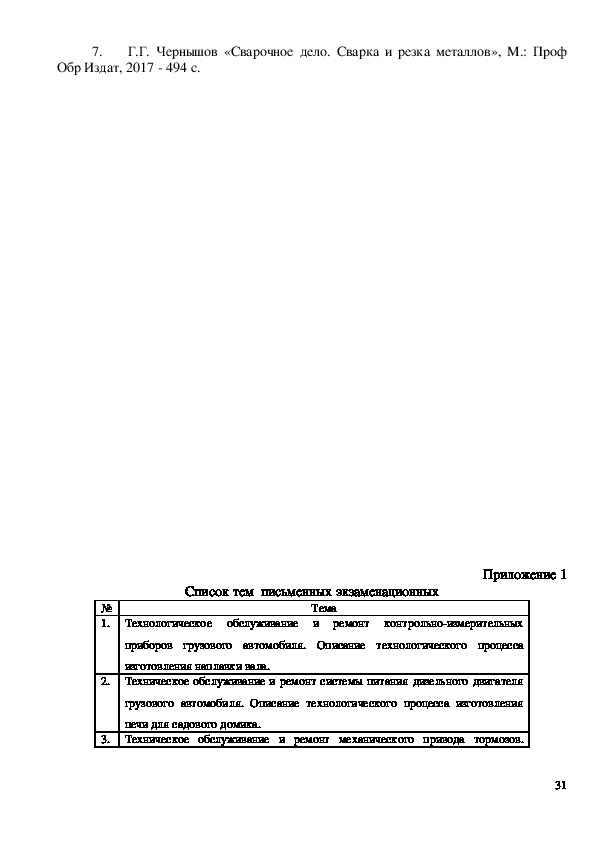
Приложение 1
Список тем письменных экзаменационных
Тема
Технологическое обслуживание и ремонт контрольноизмерительных
приборов грузового автомобиля.
изготовления наплавки вала.
Техническое обслуживание и ремонт системы питания дизельного двигателя
грузового автомобиля. Описание технологического процесса изготовления
Описание технологического процесса
печи для садового домика.
Техническое обслуживание и ремонт механического привода тормозов.
№
1.
2.
3.
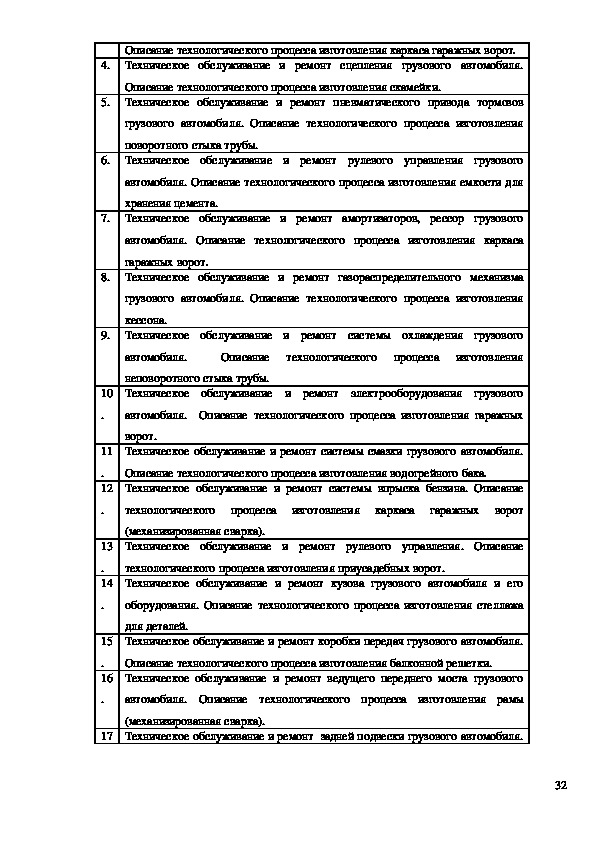
31 Описание технологического процесса изготовления каркаса гаражных ворот.
Техническое обслуживание и ремонт сцепления грузового автомобиля.
Описание технологического процесса изготовления скамейки.
Техническое обслуживание и ремонт пневматического привода тормозов
грузового автомобиля. Описание технологического процесса изготовления
поворотного стыка трубы.
Техническое обслуживание и ремонт рулевого управления грузового
автомобиля. Описание технологического процесса изготовления емкости для
хранения цемента.
Техническое обслуживание и ремонт амортизаторов, рессор грузового
автомобиля. Описание технологического процесса изготовления каркаса
гаражных ворот.
Техническое обслуживание и ремонт газораспределительного механизма
грузового автомобиля. Описание технологического процесса изготовления
кессона.
Техническое обслуживание и ремонт системы охлаждения грузового
автомобиля.
Описание технологического процесса изготовления
неповоротного стыка трубы.
Техническое обслуживание и ремонт электрооборудования грузового
автомобиля. Описание технологического процесса изготовления гаражных
ворот.
Техническое обслуживание и ремонт системы смазки грузового автомобиля.
Описание технологического процесса изготовления водогрейного бака.
Техническое обслуживание и ремонт системы впрыска бензина. Описание
технологического процесса изготовления каркаса гаражных ворот
(механизированная сварка).
Техническое обслуживание и ремонт рулевого управления. Описание
технологического процесса изготовления приусадебных ворот.
Техническое обслуживание и ремонт кузова грузового автомобиля и его
оборудования. Описание технологического процесса изготовления стеллажа
для деталей.
Техническое обслуживание и ремонт коробки передач грузового автомобиля.
Описание технологического процесса изготовления балконной решетки.
Техническое обслуживание и ремонт ведущего переднего моста грузового
автомобиля. Описание технологического процесса изготовления рамы
4.
5.
6.
7.
8.
9.
10
.
11
.
12
.
13
.
14
.
15
.
16
.
(механизированная сварка).
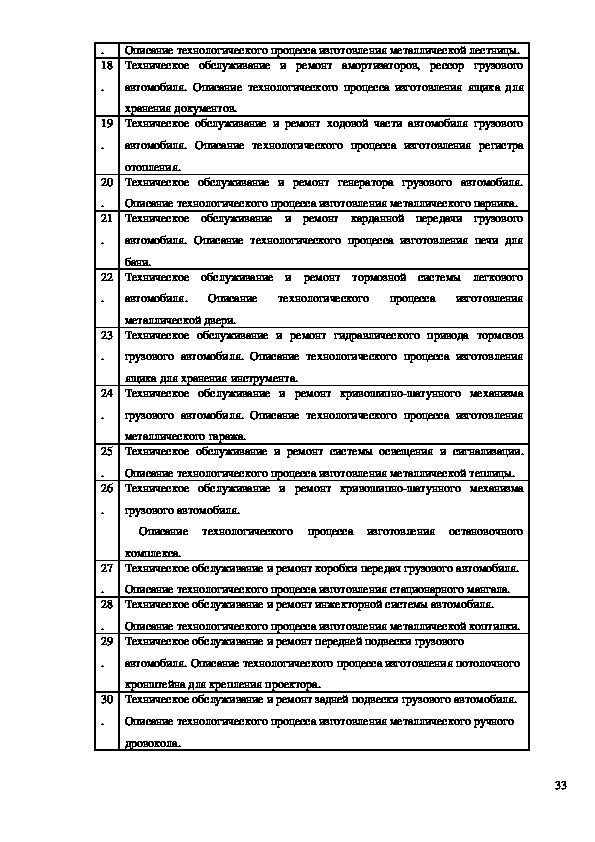
17 Техническое обслуживание и ремонт задней подвески грузового автомобиля.
32 .
18
.
19
.
20
.
21
.
22
.
23
.
24
.
25
.
26
.
27
.
28
.
29
.
30
.
Описание технологического процесса изготовления металлической лестницы.
Техническое обслуживание и ремонт амортизаторов, рессор грузового
автомобиля. Описание технологического процесса изготовления ящика для
хранения документов.
Техническое обслуживание и ремонт ходовой части автомобиля грузового
автомобиля. Описание технологического процесса изготовления регистра
отопления.
Техническое обслуживание и ремонт генератора грузового автомобиля.
Описание технологического процесса изготовления металлического парника.
Техническое обслуживание и ремонт карданной передачи грузового
автомобиля. Описание технологического процесса изготовления печи для
бани.
Техническое обслуживание и ремонт тормозной системы легкового
Описание технологического процесса изготовления
автомобиля.
металлической двери.
Техническое обслуживание и ремонт гидравлического привода тормозов
грузового автомобиля. Описание технологического процесса изготовления
ящика для хранения инструмента.
Техническое обслуживание и ремонт кривошипношатунного механизма
грузового автомобиля. Описание технологического процесса изготовления
металлического гаража.
Техническое обслуживание и ремонт системы освещения и сигнализации.
Описание технологического процесса изготовления металлической теплицы.
Техническое обслуживание и ремонт кривошипношатунного механизма
грузового автомобиля.
Описание технологического процесса изготовления остановочного
комплекса.
Техническое обслуживание и ремонт коробки передач грузового автомобиля.
Описание технологического процесса изготовления стационарного мангала.
Техническое обслуживание и ремонт инжекторной системы автомобиля.
Описание технологического процесса изготовления металлической коптилки.
Техническое обслуживание и ремонт передней подвески грузового
автомобиля. Описание технологического процесса изготовления потолочного
кронштейна для крепления проектора.
Техническое обслуживание и ремонт задней подвески грузового автомобиля.
Описание технологического процесса изготовления металлического ручного
дровокола.
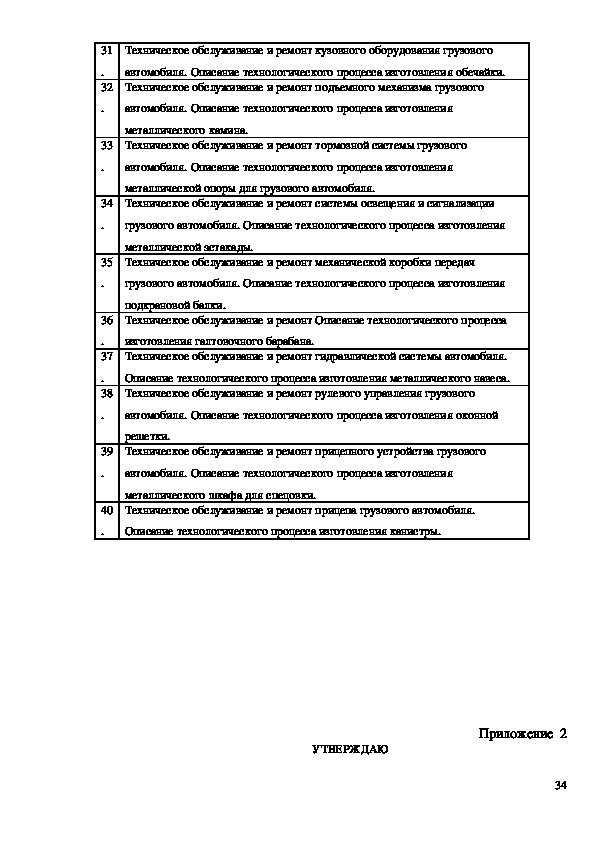
33 31
.
32
.
33
.
34
.
35
.
36
.
37
.
38
.
39
.
40
.
Техническое обслуживание и ремонт кузовного оборудования грузового
автомобиля. Описание технологического процесса изготовления обечайки.
Техническое обслуживание и ремонт подъемного механизма грузового
автомобиля. Описание технологического процесса изготовления
металлического камина.
Техническое обслуживание и ремонт тормозной системы грузового
автомобиля. Описание технологического процесса изготовления
металлической опоры для грузового автомобиля.
Техническое обслуживание и ремонт системы освещения и сигнализации
грузового автомобиля. Описание технологического процесса изготовления
металлической эстакады.
Техническое обслуживание и ремонт механической коробки передач
грузового автомобиля. Описание технологического процесса изготовления
подкрановой балки.
Техническое обслуживание и ремонт Описание технологического процесса
изготовления галтовочного барабана.
Техническое обслуживание и ремонт гидравлической системы автомобиля.
Описание технологического процесса изготовления металлического навеса.
Техническое обслуживание и ремонт рулевого управления грузового
автомобиля. Описание технологического процесса изготовления оконной
решетки.
Техническое обслуживание и ремонт прицепного устройства грузового
автомобиля. Описание технологического процесса изготовления
металлического шкафа для спецовки.
Техническое обслуживание и ремонт прицепа грузового автомобиля.
Описание технологического процесса изготовления канистры.
УТВЕРЖДАЮ
Приложение 2
34 Зам. директора по учебной работе
ГБОУ «КПГТ»
____________Н. Н. Ефанова
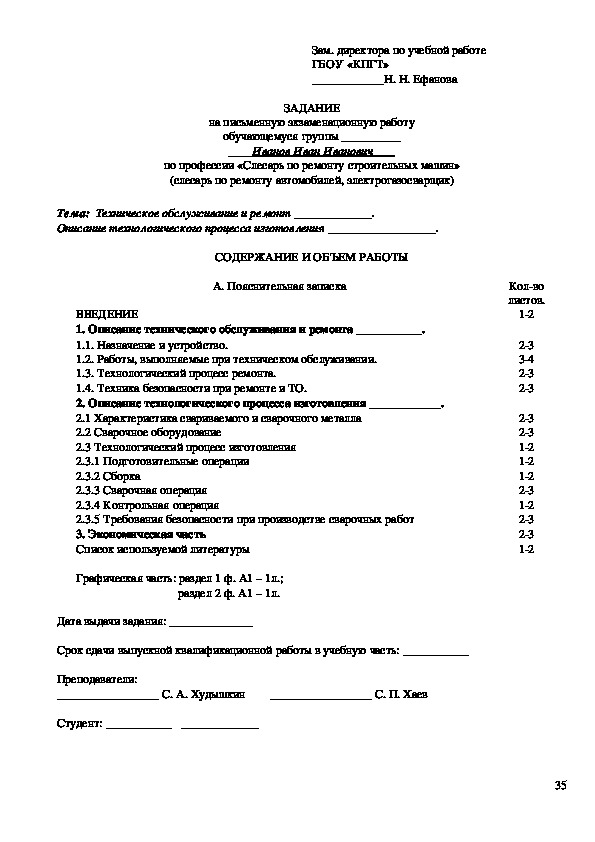
ЗАДАНИЕ
на письменную экзаменационную работу
обучающемуся группы __________
____Иванов Иван Иванович__
по профессии «Слесарь по ремонту строительных машин»
(слесарь по ремонту автомобилей, электрогазосварщик)
Тема: Техническое обслуживание и ремонт _____________.
Описание технологического процесса изготовления __________________.
СОДЕРЖАНИЕ И ОБЪЕМ РАБОТЫ
А. Пояснительная записка
ВВЕДЕНИЕ
1. Описание технического обслуживания и ремонта ___________.
1.1. Назначение и устройство.
1.2. Работы, выполняемые при техническом обслуживании.
1.3. Технологический процесс ремонта.
1.4. Техника безопасности при ремонте и ТО.
2. Описание технологического процесса изготовления ____________.
2.1 Характеристика свариваемого и сварочного металла
2.2 Сварочное оборудование
2.3 Технологический процесс изготовления
2.3.1 Подготовительные операции
2.3.2 Сборка
2.3.3 Сварочная операция
2.3.4 Контрольная операция
2.3.5 Требования безопасности при производстве сварочных работ
3. Экономическая часть
Список используемой литературы
Графическая часть: раздел 1 ф. А1 – 1л.;
раздел 2 ф. А1 – 1л.
Дата выдачи задания: ______________
Срок сдачи выпускной квалификационной работы в учебную часть: ___________
Преподаватели:
_________________ С. А. Худышкин
_________________ С. П. Хаев
Студент: ___________ _____________
Колво
листов.
12
23
34
23
23
23
23
12
12
12
23
12
23
23
12
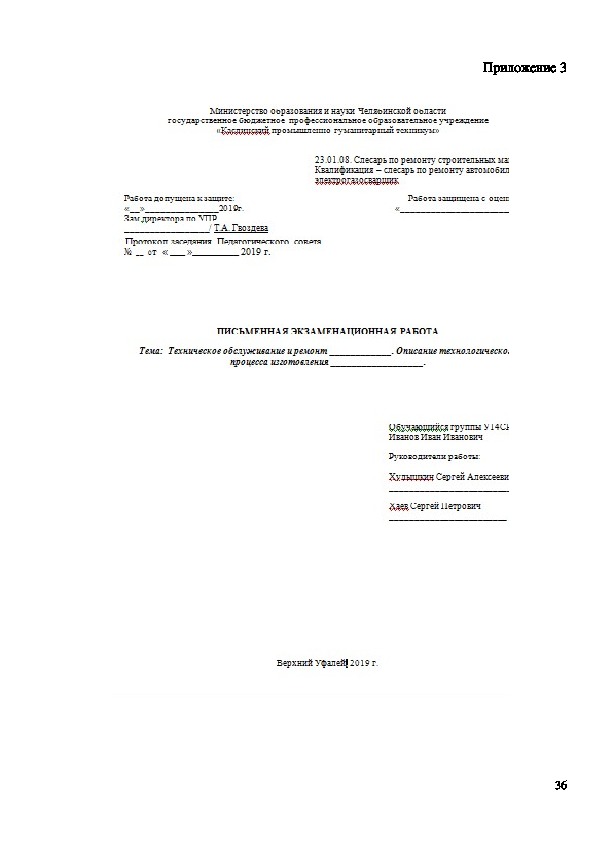
35 Приложение 3
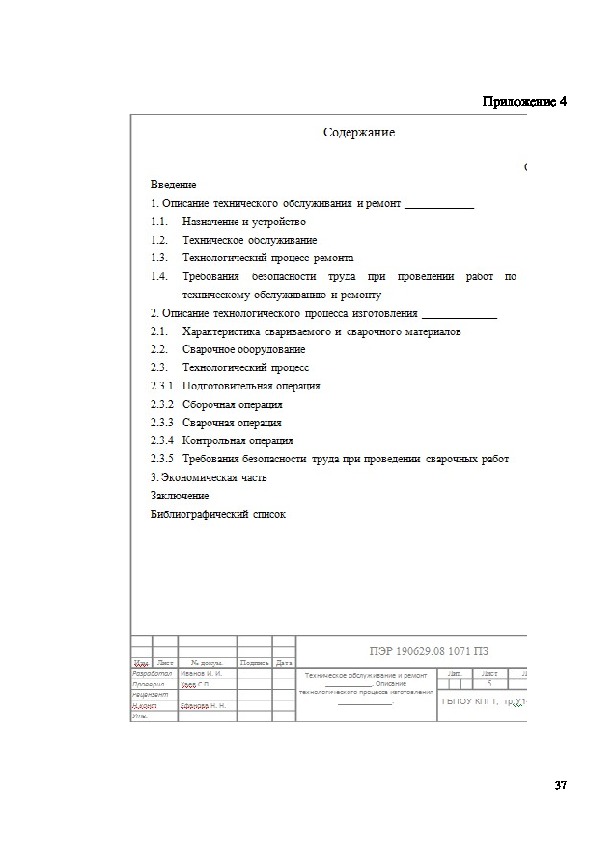
36 Приложение 4
37
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации

Методические рекомендации

Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Методические рекомендации
Материалы на данной страницы взяты из открытых истончиков либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
17.06.2019
Посмотрите также:
© ООО «Знанио»
С вами с 2009 года.
![]()
О портале