

Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Главная цель практических занятий (ПЗ) – формирование у обучающихся умений, связанных с основой деятельности будущего рабочего
Деятельность в условиях современного производства требует от квалифицированного рабочего применения самого широкого спектра человеческих способностей, развития неповторимых индивидуальных физических и интеллектуальных качеств, которые формируются в процессе непрерывной практической работы. Навыки, необходимые для будущей профессии, приобретаются в процессе практических занятий
МДК 07.01 сварочные.docx
ДЕПАРТАМЕНТ ВНУТРЕННЕЙ И КАДРОВОЙ ПОЛИТИКИ
БЕЛГОРОДСКОЙ ОБЛАСТИ
ОБЛАСТНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«БЕЛГОРОДСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
обучающимся по выполнению практических занятий
ПМ.07 Выполнение сварочных работ ручной электродуговой сваркой
МДК 07.01 Технология ручной электродуговой сварки
Профессия: Мастер общестроительных работ
Белгород 2017 г. Одобрена предметноцикловой
комиссией технического профиля
Разработана на основе
ФГОС по профессии
270802.09 Мастер
общестроительных работ
Рабочей программы
ПМ.07 Выполнение сварочных работ
ручной электродуговой сваркой
Протокол № _____
от «__» _____________2016г.
Председатель ПЦК
______________________
Заместитель директора по учебно
методической работе
______________________
Составитель:
Горбунова А.В. , преподаватель ОГАПОУ «БСК»
Рецензент:
__________________________________________________________
Ф.И.О., ученая степень, звание, должность, наименование ПОО Пояснительная записка
Главная цель практических занятий (ПЗ) – формирование у
обучающихся умений, связанных с основой деятельности будущего рабочего
Деятельность в условиях современного производства требует от
квалифицированного рабочего применения самого широкого спектра
человеческих способностей, развития неповторимых индивидуальных
физических и интеллектуальных качеств, которые формируются в процессе
непрерывной практической работы. Навыки, необходимые для будущей
профессии, приобретаются в процессе практических занятий. Практические
задания к занятиям составлены таким образом, чтобы способствовать
развитию творческих способностей обучающихся и предназначены для
формирования умений,
профессиональных компетенций,
необходимых для учебной работы, а также для выполнения различных
трудовых заданий в учебных мастерских и производственной деятельности.
навыков,
Общая структура практических занятий включает:
– вводную часть (объявляется тема занятия, ставятся цель к
занятию, проводится обсуждение готовности обучающихся к выполнению
заданий, выдается задание, обеспечение дидактическими материалами);
– самостоятельную работу (определяются пути выполнения задания,
разбираются основные алгоритмы выполнения задания на конкретном
примере, выполняется задание, в конце работы делаются выводы.);
– заключительную часть (анализируются результаты работы по предложенным
критериям, выявляются ошибки при выполнении задания и определяются
причины их возникновения,
проводится рефлексия собственной
деятельности).
ПЗ защищается, в конце ее выполнения.
При проведении практических занятий используются следующие виды
деятельности обучающихся, формирующие общие и профессиональные
компетенции:
– индивидуальная работа по выполнению заданий;
– работа в паре по взаимообучению и взаимопроверке при решении заданий;
– коллективное обсуждение проблем и решение заданий под руководством
преподавателя.
Критерии оценки результата
Оценки
«5»
Критерии оценок
обучающийся подбирает необходимые для
выполнения предлагаемых работ источники знаний
(литература, материалы, инструменты), показывает
необходимые для проведения практической работы соблюдена
теоретические знания. Правильно оформлена
практическая часть работы аккуратно выполнен
эскиз,
технологическая
последовательность выполнения данного вида
работ,
правильно подобраны инструменты,
инвентарь, приспособления; конкретна описана
техника безопасности при выполнении данного вида
работ. Работа оформлена аккуратно.
практическая работа выполняется обучающимся в
полном объёме и самостоятельно. Обучающийся
использует указанные преподавателем источники
информации.
Могут быть неточности и
небрежность в оформлении работы. Работа
показывает знания обучающимися основного
теоретического материала,
но имеются
незначительные ошибки при оформлении
практической части работы.
и оформляет
обучающийся
полностью с помощью
практическую работу
преподавателя или хорошо подготовленных и уже
выполнивших на «отлично» данную работу других
обучающихся
практическая работа не выполнена полностью за
отведенное время по неуважительной причине.
выполняет
«4»
«3»
«2» №
п/п
3
Наименование тем
учебной дисциплины
Тема 2.2
Оборудование
сварочного поста
для ручной
дуговой сварки
4
Тема 2.4
Технология ручной
дуговой сварки
Перечень практических занятий
Темы практических работ
Практическое занятие № 1
Устройство и работа сварочного
трансформатора
Количество
часов
2
Практическое занятие №2
Устройство и работа сварочного
выпрямителя
Практическое занятие №3
Устройство и работа сварочного
агрегата.
Практическое занятие №4
Инверторные источники питания.
Назначение, устройство, применение.
Практическое занятие №5
Техника выполнения ручной дуговой
сварки. Техника сварки стыковых швов.
Техника сварки угловых швов
Практическое занятие №6
Способы выполнения швов по длине.
Способы выполнения швов по сечению
Практическое занятие №7
Особенности выполнения швов в
2
2
2
2
2
2
Источник информации
Овчинников В.В.Технология
ручной дуговой и плазменной
сварки и резки металлов
(Учебник), М., ACADEMIA,
2013. – 240с.
Овчинников В.В.Технология
ручной дуговой и плазменной
сварки и резки металлов
(Учебник), М., ACADEMIA,
2013. – 240с.
Овчинников В.В.Технология
ручной дуговой и плазменной
сварки и резки металлов
(Учебник), М., ACADEMIA,
2013. – 240с. горизонтальном и вертикальном
положениях
Практическое занятие № 8
Высокопроизводительные способы
сварки
Практическое занятие №9
Плазменная сварка: сущность, техника
выполнения
Практическое занятие № 10
Технология сварки узлов средней
сложности
Практическое занятие №11
Сварка углеродистых сталей. Выбор
электродов и параметров режима сварки
различных сталей
Практическое занятие № 12
Особенности сварки теплоустойчивых
сталей
Практическое занятие №13
Особенности сварки меди и ее сплавов.
Практическое занятие №14
Особенности сварки алюминия и его
сплавов
2
2
2
2
2
2
2
5
6
Тема 2.5
Особенности
сварки
углеродистых
сталей и
легированных
сталей, чугунов
Тема 2.6 Сварка
цветных металлов
и их сплавов
Овчинников В.В.Технология
ручной дуговой и плазменной
сварки и резки металлов
(Учебник), М., ACADEMIA,
2013. – 240с.
1.Овчинников
В.В.Технология газовой
сварки и резки металлов
(Учебник), М., ACADEMIA,
2014. – 240 с. 7
8
9
Тема 2.7
Технология
дуговой и
кислородной резки
металла
Тема 2.8
Ручная и
механизированная
наплавка
Тема 2.9
Дефекты сварных
швов и контроль
качества сварных
соединений
ИТОГО:
Практическое занятие №15
Резаки для ручной резки. Принцип
работы, конструктивные особенности
Специальные вставные резаки.
Керосинорезы
Практическое занятие № 16
Плазменная резка металла
Практическое занятие №17
Подготовка поверхности к наплавке.
Режимы наплавки и принципы их выбора.
Практическое занятие №18
Напряжения и деформации при сварке.
Способы исправления деформированных
конструкций
2
2
2
2
36
1.Овчинников
В.В.Технология газовой
сварки и резки металлов
(Учебник), М., ACADEMIA,
2014. – 240 с.
1.Овчинников
В.В.Технология газовой
сварки и резки металлов
(Учебник), М., ACADEMIA,
2014. – 240 с.
1.Овчинников
В.В.Технология газовой
сварки и резки металлов
(Учебник), М., ACADEMIA,
2014. – 240 с. Практическое занятие № 1
Тема: Устройство и работа сварочного трансформатора
Цель – изучить устройство и принципы работы сварочного трансформатора.
Оборудование – ПК проектор, «Иллюстрированное пособие сварщика»,
сварочный трансформатор.
Ход работы
1. Изучить теоретическую часть, используя учебник, иллюстрирование
пособие:
Как устроен простейший однофазный трансформатор?
который набирается из
Простейший однофазный трансформатор состоит из стального сердечника
магнитопровода,
отдельных листов
электротехнической стали толщиной 0,350,5мм. Листы изолируются друг от
друга тонким слоем изоляционного лака для того, чтобы в сердечнике не
возникал вихревой ток от переменного магнитного потока.
Вокруг сердечника наматываются две катушки: первичная и вторичная,
которые отличаются друг от друга числом витков и площадью поперечного
сечения провода.
У сварочного трансформатора первичная катушка имеет больше витков, чем
вторичная, зато вторичная имеет площадь поперечного сечения провода
больше, чем у первичной, во столько же раз.
Первичной называют ту катушку, на которую подают напряжение из
питающей сети, а вторичной ту, к которой подключают потребитель.
Как устроен трансформатор типа ТС? Трансформатор состоит из
сердечника стержневого типа, набранного из листов электротехнической
стали, стянутых шпильками, изолированными от сердечника и от стяжных
гаек. На сердечнике установлены две первичные и две вторичные катушки,
выполненные из алюминия, а к их выводам приварены холодной сваркой
медные накладки. Первичные катушки неподвижны и крепятся у нижнего
ярма. Вторичные катушки – подвижные. В верхнюю и нижнюю планку крепления вторичной обмотки запрессовываются гайки, которые могут
перемещаться по ходовому червячному винту. Прижим крепления первичных
катушек служит подпятником для ходового винта, который проходит через
отверстие в ярме и располагается в окне трансформатора. Сверху винта
крепятся шестеренки передачи (планетарная передача). При вращении
рукоятки вращение передается червячному винту, гайкам которые начинают
перемещаться вверх или вниз в зависимости от направления вращения
рукоятки. Одновременно с гайками перемещаются планки крепления катушек
и сами вторичные катушки.
Как работает трансформатор?
При подаче переменного напряжения на первичную катушку тока, протекая
по ней, создает переменное магнитное поле, которое при своем движении по
сердечнику пересекает вторичную катушку и индуктирует в ней Е2 (ЭДС),
величина которой находится в прямой зависимости от числа витков
вторичной катушки. При холостом ходе ЭДС, и напряжение вторичной
обмотки равны между собой. Это же магнитное поле, пересекая первичную
катушку, индуктирует в ней ЭДС (Е1), направленную встречно подводимому
напряжению.
Как создается падающая характеристика у сварочных
трансформаторов?
Для получения падающей характеристики и ограничения тока короткого
замыкания необходимо включить последовательно с дугой большое
сопротивление. По экономическим соображениям оно должно быть больше
индуктивным, чем активным.
Индуктивное сопротивление может создать тремя путями:
дроссельными катушками, которые устанавливаются отдельно от
трансформатора и включаются в разрыв сварочного провода последовательно
с дугой;
дроссельными катушками во вторичной цепи, причем катушки
конструктивно объединены в одно целое с трансформатором;
без дроссельных катушек путем увеличения внутреннего магнитного
рассеивания аппарата. 2. Практическая часть
2.1. Начертите упрощенную схему трансформатора
2.2. Перечислите основные части сварочного трансформатора
2.3. Как регулируется величина сварочного тока при выполнении сварочных
работ?
Список литературы.
1. Овчинников В.В.Технология ручной дуговой и плазменной сварки и
резки металлов (Учебник), М., ACADEMIA, 2013. – 240с.
Интернетресурсы
http://weldering.com/ Практическое занятие № 2
Тема: Устройство и работа сварочного выпрямителя
Цель – изучить устройство и принципы работы сварочного выпрямителя.
Оборудование – ПК проектор, «Иллюстрированное пособие сварщика»,
сварочный выпрямитель.
Ход работы
1. Изучить теоретическую часть, используя учебник, иллюстрирование
пособие:
Чтобы получить постоянный ток, можно воспользоваться переменным током,
предварительно преобразовав его в постоянный. Это может быть выполнено с
помощью устройства, называемого в ы п р я м и т е л е м.
Различают следующие виды выпрямителей: твердые, ртутные, механические,
кенотроны, газотроны.
Сварочные выпрямители типа ИПП и ВС служат для сварки плавящимися
электродами в среде защитных газов. Они имеют жесткую внешнюю
характеристику. Универсальные сварочные выпрямители ВСУ300 и ВСУ500
благодаря подающим и жестким внешним характеристикам применяются как
для ручной дуговой, так и для сварки в среде защитных газов плавящимся
электродом. Выпрямители ВСС120 и ВСС300 применяют при ручной
дуговой сварке, резке и наплавке металлов. Выпрямитель ВСС500 служит
для ручной дуговой сварки, автоматической и полуавтоматической сварки
под флюсом, для резки и наплавки.
Многопостовой сварочный выпрямитель типа ВКСМ1000 на номинальный
сварочный ток 1000 а состоит из силового трехфазного понижающего
трансформатора, пускорегулирующей и защитной аппаратуры.
Сварочный выпрямитель имеет жесткую внешнюю характеристику, поэтому
для получения падающей внешней характеристики и регулирования
сварочного тока применяют балластные реостаты типа РБ, которые
включаются последовательно с проводами, идущими на электрододержатели. В сварочных установках применяются в основном две схемы с селеновыми
выпрямителями: однофазная и трехфазная мостовые схемы.
Выпрямитель состоит из понижающего, трехфазного трансформатора, блока
селеновых выпрямителей, вентилятора и пускорегулирующей аппаратуры.
Выводные концы первичной и вторичной обмоток трехфазного
трансформатора могут соединяться по схеме «звездазвезда» или
«треугольниктреугольник». Эти переключения создают два диапазона
регулировки сварного тока. А плавная регулировка в каждом диапазонов
осуществляется изменением расстояния между первичными и вторичными
катушками, что влияет на магнитный поток
рассеивания, как у
трансформаторов типа ТС.
За счет потока создается падающая характеристика сварочного выпрямителя.
На этом принципе устроен и работает сварочный выпрямитель ВСС1204, так
же устроен и ВКС500 (с купруксными медными блоками выпрямителей).
Сварочные выпрямители не имеют вращающихся частей, поэтому они
работают более устойчиво, чем генераторы постоянного тока. Изза меньшей
электромагнитной инерции сварочные выпрямители имеют высокие
динамические свойства.
При переходных процессах ток и напряжение изменяются практически
мгновенно. Трехфазные выпрямительные установки создают устойчивое
горение дуги (особенно на малых токах). Эти выпрямителя находят широкое
применение при ручной дуговой сварке тонких изделий, при сварке и
наплавке в среде защитных газов, при резке и наплавке.
снижение стоимости
Преимущества заключаются в следующем:
оборудования, расходов на ремонт и обслуживание (на единицу полезной
мощности), потребность в меньших площадях, надежность в эксплуатации.
При необходимости получить большой ток, чем допускается один балластный
реостат, можно включить параллельно два реостата.
2. Практическая часть
Задание 1. Выполнить блоксхему сварочного выпрямителя
Задание 2. Ответьте на следующие вопросы:
2.1. Для чего служат выпрямители? 2.2. Где применяются сварочные выпрямители?
2.3. Как устроен и работает выпрямитель типа ВКСМ1000?
2.4. Какие существуют схемы сварочных установок с селеновыми
выпрямителями?
2.5. Как устроен трехфазный сварочный выпрямитель ВСС3003?
2.6. В чем преимущество сварочных выпрямителей перед генераторами и
область их применения?
2.7. Какие преимущества у преобразователей многопостовой сварки перед
однопостовыми?
Список литературы.
1. Овчинников В.В.Технология ручной дуговой и плазменной сварки и
резки металлов (Учебник), М., ACADEMIA, 2013. – 240с.
Интернетресурсы
http://weldering.com/ Практическое занятие № 3
Тема: Устройство и работа сварочного агрегата.
Инверторные источники питания. Назначение, устройство, применение.
Цель – изучить устройство и принципы работы сварочного агрегата. Освоить
назначение, устройство и сферы применения сварочных инверторов.
Оборудование – ПК проектор, «Иллюстрированное пособие сварщика»,
сварочный инвертор.
Ход работы
1. Изучить теоретическую часть, используя учебник, иллюстрирование
пособие:
Сварочные установки по роду тока подразделяются на установки переменного
и постоянного тока. Установки переменного тока, в свою очередь, делятся на
однофазные и трехфазные, на установки, создающие электродугу
промышленной частоты (50 гц) и более высокой частоты.
К однофазным сварочным установкам переменного тока промышленной
частоты относятся сварочные трансформаторы. К трехфазным установкам
относятся специальные трансформаторы или однофазные трансформаторы,
включенные по трехфазной схеме.
Основными видами высокочастотных сварочных установок является
осцилляторы, некоторые виды генераторов.
К источникам постоянного тока относятся сварочные генераторы,
выпрямители.
Любой источник питания сварочной дуги должен:
обеспечить напряжение, необходимое для зажигания дуги и устойчивого ее
горения;
ограничивать ток короткого замыкания, величина которого не должна
превышать номинальный сварочный ток установки более чем на 20 : 50%; быстро изменять напряжение в соответствии с изменение сопротивления
дуги.
Устойчивое горение дуги возможно в том случае, если источники сварочного
тока будет обладать падающей внешней характеристикой, т.е. когда
напряжение на зажимах источника будет снижаться по мере увеличения силы
сварочного тока.
В противном случае при неизменном напряжении на источнике тока дуга
будет разрастаться, а сила тока увеличиваться до тех пор, пока
предохранительные устройства не отключат аппарат или токоведущие
провода не выйдут из строя.
Этот выбор зависит от способа и режима дуговой сварки, типа изделия и
свойств свариваемого металла.
Переменный ток сварочных трансформаторов применяют при ручной дуговой
сварке открытой дугой, автоматической сварке под флюсом стальных изделий
и конструкций толщиной выше 2мм, а также при сварке (алюминия,
алюминиевомагниевых сплавов) неплавящимся электродом в среде защитных
газов.
Постоянный ток от генераторов применяет при ручной сварке на малых
токах, ибо в этом случае дуга более устойчива. Кроме того, постоянный ток
применяют для сварки цветных металлов и сплавов при автоматической
сварке металлов толщиной до 4мм под флюсом и в среде защитных газов. В
последнем случае сварка производится обычно на обратной полярности.
Сварочные генераторы с приводным двигателем внутреннего сгорания
находят широкое применение в полевых условиях, а также на строительно
монтажных площадках при отсутствии или удалении электрической сети
питания электродвигателей сварочных агрегатов. Постоянный ток от
выпрямителей применяют при сварке в среде углекислого газа при ручной
дуговой сварке, при полуавтоматической и автоматической сварке под
флюсом, причем автоматическая сварка применяется для металла малой
толщины электродной проволокой малого диаметра при высокой плотности
тока в электроде.
Внешняя характеристика сварочной установки определяет зависимость между
силой тока и напряжением в сварочной цепи. В момент увеличения силы тока напряжение в цепи снижается. Это уменьшение напряжения в свою очередь
приводит к тому, что дальнейший рост силы тока прекращается.
Внешняя характеристика сварочной установки называется падающей потому,
что при увеличении силы сварочного тока напряжение резко уменьшается, и
это падение напряжения будет тем значительнее, чем больше увеличивается
сила тока. Например, при замыкании электрода на изделие сила сварочного
тока увеличивается, но не более чем на 25:50%, так как напряжение в
сварочной цепи приближается к нулю. Благодаря падающей характеристике и
возможна работа сварочной установки в момент замыкания электрода на
свариваемое изделие.
Каждый тип сварочной установки имеет свою падающую характеристику:
крутопадающую или пологопадающую. Это зависит от величины напряжения
и силы тока сварочной цепи.
2. Практическая часть
Задание 1. Выполнить блоксхему сварочного инвертора.
Задание 2. Ответьте на следующие вопросы:
2.1 Как подразделяются сварочные установки по роду тока?
2.2 Какие требования предъявляются к источникам питания
сварочной дуги?
2.3 Какие требования предъявляются к инверторам для создания
устойчивого горения дуги?
2.4 Как выбирают род сварочного тока при сварке инверторами?
2.5 Что определяет падающая внешняя характеристика
инвертора?
Список литературы.
1. Овчинников В.В.Технология ручной дуговой и плазменной сварки и
резки металлов (Учебник), М., ACADEMIA, 2013. – 240с.
Интернетресурсы
http://weldering.com/ Практическое занятие № 5
Тема: Техника выполнения ручной дуговой сварки. Техника сварки стыковых
швов. Техника сварки угловых швов
Цель – освоить технику ручной дуговой сварки, технику сварки стыковых
швов, технику сварки угловых швов.
Оборудование – ПК проектор, «Иллюстрированное пособие сварщика»,
чертежи
Ход работы
1. Изучить теоретическую часть, используя учебник, иллюстрирование
пособие
Выполнение стыковых соединений по сечению. Сварку стыковых
соединений выполняют с одной или двух сторон. Для борьбы с прожогами
применяют остающиеся или съемные подкладки. Остающиеся подкладки
изготовляют из стальных полос толщиной 24 мм при ширине 3040 мм.
Съемные подкладки изготовляют из материала, который во время сварки не
плавится, т. е. обладает хорошей теплопроводностью и теплоемкостью;
этим требованиям отвечает медь, а также керамика или графит. Съемные
подкладки в процессе сварки иногда охлаждают проточной водой.
Сварка на подкладках имеет следующие преимущества: сварщик работает
более уверенно, не боится прожогов и натеков и может увеличить
сварочный ток на 2030%; исключается необходимость подварки корня шва
с обратной стороны.
При сварке стыковых соединений с разделкой кромок в зависимости от
толщины свариваемых листов (от 3 до 26 мм), положения шва в
пространстве, диаметра электрода сварку выполняют в два и более слоев.
Выполнение шва начинают с наложения первого слоя, состоящего из одного
валика. Дугу возбуждают на скосе кромки, а затем, переместив дугу на
середину соединения, проваривают края скоса кромок (корень шва). На
скосах кромок движение электрода замедляют, чтобы улучшить их провар,
а при переходе конца электрода с одной кромки на другую скорость его движения увеличивают для того, чтобы избежать прожога притуплённых
кромок.
При сварке первого слоя применяют электроды диаметром 2, 3 или 4 мм.
Электроды большего диаметра не обеспечивают надежный провар корня
шва. Перед наложением следующего слоя поверхность предыдущего
зачищают от шлака и брызг. Образование шва заканчивают наплавкой
валика высотой 23 мм над поверхностью основного металла. После
заполнения всего сечения шва со стороны разделки кромок с приданием
ему требуемого усиления изделие поворачивают, а затем пневматическим
зубилом или воздушнодуговой строжкой вырубают или выплавляют в
корне шва канавку шириной 810 мм и глубиной 34 мм, которую
заваривают за один проход швом, придавая ему небольшую выпуклость.
Конкретно стыковые соединения по сечению могут выполняться за один
или несколько слоев и за несколько проходов и слоев многопроходная
многослойная сварка (рис. 1). При выполнении многослойных и
многослойных многопроходных швов корневой слой выполняется так, как
это показано на рис. 35. В этом случае сварочную дугу вначале зажигают
либо на особой пластине, либо на одной из свариваемых кромок. Затем
быстро электродом проходят через зазор между кромками, замедляя
движение электрода на свариваемых кромках. При этом внимательно
следят за равномерным плавлением кромок.
Рис. 1. Схема заполнения швов по сечению:
а однопроходная сварка, б многослойная, в многослойная
многопроходная: IVI слои шва, 18 очередность наложения валиков Рис. 2. Выполнение первого слоя при сварке стыкового соединения,
имеющего разделку кромок
Выполнение стыковых швов в нижнем положении. Для исключения прожога
свариваемых кромок в корне шва применяют различные подкладки и
подушки. Сварку можно выполнять вертикально расположенным
электродом, углом назад и углом вперед. Техника сварки стыкового
соединения в нижнем положении представлена на рис. 3. Рис. 3. Техника сварки стыкового соединения:
а вертикально расположенным электродом, б углом назад, в углом
вперед; 1 свариваемые пластины, 2 подкладка, 3 положение электрода
углом вперед, 4 вертикально расположенным электродом, 5 положение
электрода углом назад, 6 корневой шов
Выполнение стыковых швов в вертикальном положении. Вертикальные швы
выполняют двумя способами: снизу вверх и сверху вниз. При сварке снизу
вверх (рис. 4) дугу возбуждают в нижней точке соединения, и после
образования ванночки расплавленного металла электрод отводят немного
вверх и в сторону. Дуга при этом должна быть направлена на основной
металл. Расплавленный металл при отводе электрода вверх затвердевает,
образуя «полочку», на которую наплавляют и которая удерживает
последующие капли металла при движении электрода вверх. Электрод
рекомендуется наклонять вверх под углом 2025º к горизонту.
Рис. 4. Схема техники выполнения наплавки валиков и вертикальных швов
на подъем:
а зажигание дуги, б образование сварочной ванны, в движение
электрода вверх
При сварке сверху вниз (рис. 5) дугу возбуждают в верхней точке шва и
придают электроду сначала перпендикулярное, а после образования
кратера наклонное положение. Метод сварки сверху вниз рекомендуется
применять в основном лишь для соединения тонкого металла и выполнения
первых слоев при наличии разделки кромок. Рис. 5. Схема техники сварки (наплавки) на спуск:
а зажигание дуги, б образование сварочной ванны, в движение
электрода вниз
Вертикальные швы выполнять значительно труднее, чем нижние, так как в
первом случае расплавленный металл под действием силы тяжести
стремится вытечь из сварочной ванны. Вертикальные швы следует
выполнять током на 1015% меньшим, чем при выполнении швов в нижнем
положении, и короткой дугой. Используемые для наложения вертикальных
швов электроды должны иметь «короткие» шлаки. При выполнении
вертикальных швов, как и при выполнении швов в нижнем положении,
получают узкие и широкие валики. Движение электрода при наплавке узких
валиков в вертикальном положении приводится на рис. 6, а широких на
рис. 7.
Рис. 6. Движение электрода ври наплавке узких валиков при наклонном
положении:
а по траектории острого угла, б лесенкой, чередуя приближение
электрода к поверхности пластины с последующим отводом его, в
перемещение электрода на 34 диаметра вверх вдоль пластины и последующее возвращение его к сварочной ванне (цифрами отмечены точки
изменения направления электрода)
Рис. 7. Схема движения электрода при выполнении широких валиков при
сварке стыковых соединений в вертикальном положении
При сварке стыковых горизонтальных соединений подготовка необходима
только для верхней кромки. Дугу возбуждают вначале на нижней
горизонтальной кромке, а затем перемещают на скошенную кромку.
Горизонтальные швы выполняют вертикально расположенным электродом,
углом назад и углом вперед. Движение электрода можно осуществлять на
себя и от себя. Последовательность наложения слоев 16 приведена на рис.
8. Угол наклона электрода к вертикальной плоскости свариваемого изделия
должен составлять 7580°.
Рис.8. Последовательность наложения слоев при выполнении
горизонтального шва (16 очередность выполнения валиков)
Выполнение стыковых швов в потолочном положении. При выполнении
таких швов необходимо накладывать узкие и широкие валики. Узкие и
широкие (в основном это предпоследние) валики укладываются в разделку
кромок. Декоративные валики, укладываемые на поверхности металла,
служат для усиления шва. Узкие валики выполняются по схемам,
приведенным на рис. 9. Сущность наложения валиков в потолочном
положении «лесенкой» состоит в том, что электрод располагают к
плоскости под углом 90130°. Затем из точки 1 переводят его к изделию и зажигают, дугу в точке 2. После образования маленькой порции
расплавленного металла электрод на расстоянии 512 мм от потолочной
плоскости отводят в точку 3. Затем его возвращают в точку 4 и т. д. При
возвращении электрода в точки 2, 4, 6, 8, 10, 12 и т. д. расплавленный
металл накладывают на остывшую порцию металла на длину 1/2 или 1/3.
Рис. 9. Схема наложения узких валиков в потолочном положении:
I лесенкой, II полумесяцем, III обратнопоступательно, l диаметр
закристаллизовавшейся капли металла
Сущность сварки полумесяцем состоит в том, что электрод располагают,
как и в первом случае, под углом 90130° к плоскости и, манипулируя
электродом по схеме полумесяца, беспрерывно заходят концом электрода
на закристаллизовавшуюся часть металла и наплавляют узкий валик.
Обратнопоступательный способ наплавки узких валиков в потолочном
положении состоит в том, что концом электрода электросварщик
беспрерывно возвращается назад на кристаллизующуюся часть металла, но
постоянно удлиняет валик по протяженности. При наплавке широких
валиков в различных вариациях используют или сочетают вместе все три
приведенных выше варианта при наплавке узких валиков.
Потолочные швы являются наиболее трудными для выполнения, так как
расплавленный металл всегда стремится вытечь из сварочной ванны вниз.
Незастывший металл удерживается в сварочной ванне силами
поверхностного натяжения и давлением дуги. Объем сварочной ванны
должен быть минимальным, поэтому сварка возможна только при короткой
дуге. Ток должен быть на 1520% меньше, чем при сварке в нижнем
положении. Потолочную сварку выполняют сварщикипотолочники,
прошедшие специальную подготовку. 2. Практическая часть
Заполните таблицу
Толщина
металла,мм
Вид шва
Зазор, мм
Сила тока, А
Диаметр
электрода,
мм
34
56
78
10
Ответьте на следующие вопросы:
1. Какие условия требуются для получения высокого качества сварного
шва?
2. Как выполняются швы в потолочном положении?
Список литературы.
1. Овчинников В.В.Технология ручной дуговой и плазменной сварки и
резки металлов (Учебник), М., ACADEMIA, 2013. – 240с.
Интернетресурсы
http://weldering.com/ Практическое занятие № 6
Тема: Способы выполнения швов по длине. Способы выполнения швов по
сечению
Цель – освоить основные способы выполнения швов по длине и сечению
Оборудование – ПК проектор, «Иллюстрированное пособие сварщика»,
чертежи
Ход работы
1. Изучить теоретическую часть, используя учебник, иллюстрирование
пособие
Для сварщика очень важно овладеть навыком зажигания дуги. Зажигание дуги
выполняется кратковременным прикосновением конца электрода к изделию
или чирканьем концом электрода о поверхность металла.
«Ведут» дугу таким образом, чтобы кромки свариваемых деталей
проплавлялись с образованием требуемого количества наплавленного металла
и заданной формы шва.
Существуют различные способы выполнения швов по длине и сечению. Выбор
способа выполнения швов определяется длиной шва и толщиной свариваемого
металла. Условно считают швы длиной до 250 мм короткими, длиной 250
1000 мм средними, а более 1000 мм длинными.
Короткие швы по длине обычно сваривают "на проход". Швы средней длины
сваривают от середины к краям либо обратноступенчатым способом. Длинные
швы однопроходных стыковых соединений и первый проход многопроходных
швов сваривают от середины к концам обратноступенчатым способом, а в
соединениях с угловыми швами также от середины к концам
обратноступенчатым способом.
Обратноступенчатая сварка является наиболее эффективным методом
уменьшения остаточных напряжений и деформаций.
Предыдущий шов остывает до температуры 200300 градусов. При
охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации
становятся минимальными.
При сварке стыковых или угловых швов большого сечения шов выполняется
несколькими слоями. При этом каждый слой средней и верхней части шва
может выполняться как за один проход, так и за 2 и более проходов.
С точки зрения уменьшения остаточных деформаций сварка за один проход
предпочтительнее. Если ширина шва достигает 1416 мм, то чаще
применяется многопроходный способ сварки швов.
При сварке металла большой толщины более 15 мм выполнение каждого
слоя "на проход" является нежелательным. Такой способ приводит к
значительным деформациям и образованию трещин на первых слоях, т. к.
первый слой успевает остыть. Для предотвращения образования трещин
заполнение разделки кромок при ручной дуговой сварке следует производить
каскадным методом или "горкой". В этом случае каждый последующий слой
накладывается на еще не успевший остыть предыдущий сдой, что позволяет
снизить сварочные напряжения и деформации.
При каскадном методе заполнения шва, весь шов разбивается на короткие
участки в 200 мм, и сварка каждого участка проводится таким методом. По
окончании сварки первого слоя первого участка, не останавливаясь,
продолжают выполнение первого на соседнем участке. При этом каждый
последующий слой накладывается на неуспевший остыть металл предыдущего
слоя.
Сварка "горкой" является разновидностью каскадного способа и ведется
двумя сварщиками одновременно, от середины к краям. Эти оба метода
выполнения шва представляют собой обратноступенчатую сварку не только
по длине, но и по сечению шва.
Прежде чем приступить к сварке, необходимо ознакомиться с технической
документацией. Процесс изготовления любой конструкции представлен в
технологических картах. Кроме технологических карт к технологическому
процессу прилагаются чертежи изделия: общий вид и деталировка с
необходимыми пояснениями и техническими условиями. На общем виде
указываются обозначения сварных швов.
2. Практическая часть Задание 1. Составить схему выполнения швов по длине:
А) коротких
Б) средних
В) длинных
Задание 2 Составить схему выполнения швов по сечению «каскадом»,
«горкой», «блоками»
Список литературы.
1. Овчинников В.В.Технология ручной дуговой и плазменной сварки и
резки металлов (Учебник), М., ACADEMIA, 2013. – 240с.
Интернетресурсы
http://weldering.com/ Практическое занятие № 7
Тема: Особенности выполнения швов в горизонтальном и вертикальном
положениях
Цель – освоить основные особенности выполнения швов при сварке в
горизонтальном и вертикальном положениях
Оборудование – ПК проектор, «Иллюстрированное пособие сварщика»,
чертежи
Ход работы
1. Изучить теоретическую часть, используя учебник, иллюстрирование
пособие
При выполнении данной операции жидкий металл стремится вниз, что
приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов
сварка производится узкими валиками, без поперечных колебаний.
Рекомендуемая ширина валика 12 диаметра с покрытием достигается
определенной скоростью сварки. Сварочный ток необходимо подобрать
максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва. Наклон электрода по отношению к вертикальной
плоскости необходимо выдерживать 80°90° (рис. 41 а). При этом дуга горит с
максимальной глубиной проплавления основного металла. Уменьшается до
минимума влияние «козырька», искусственно создаваемое при сварке
электродом под углом, меньшим 80°. Необходимая ширина и усиление валика
достигается скоростью сварки, длиной дуги и колебательными движениями
вдоль направления сварки (чуть вперед и назад). Наклон электрода по
отношению к направлению сварки важно выдерживать в зависимости от
поведения шлака (рис. 41б), большая часть которого стекает в нижнюю часть
шва, что позволяет выдерживать угол наклона электрода близким к 90°, а
иногда производить сварку «углом вперед».
Наплавка на вертикальной плоскости Каждый выполненный валик при наплавке является как бы полочкой для
последующего. Центром дуги (электрода) следует проходить по верхней
границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила
по вершине или чуть не доходила до вершины предыдущего валика (рис. 42 а).
Наплавка ведется снизу вверх. Последний валик (рис. 42 б)
рекомендуется варить на сварочном токе ниже на 1020 А при том же
диаметре электрода или использовать электрод меньшего диаметра, подобрав
соответствующий сварочный ток.
Наплавка на вертикальной плоскости позволяет применять
производительный метод «сварка по шлаку», но требует высокой
квалификации и большого опыта сварщика.
Сварка стыковых соединений в горизонтальном положении 1й
корневой валик выполняется без поперечных колебательных движений
короткой дугой. Угол наклона электрода необходимо выдерживать 80°±5°
(рис.43) в зависимости от проплавления верхней кромки разделки. Угол
наклона электрода по отношению к направлению сварки все в той же
зависимости. Шлак частично стекает вниз, а часть в зазор, что и позволяет
варить под прямым углом. В зависимости от проплавления в зазор,
выдерживать сварку «углом вперед» когда необходимо уменьшить проплав,
и «углом назад» когда необходимо большее проплавление корня шва. Сварочный ток минимальный или средний. При замене электрода необходимо
следовать рекомендациям, описанным для сварки в нижнем положении. Длина
дуги в зависимости от зазора. Короткой дугой можно пользоваться в
случаях, необходимых для большего проплавления. Средней дугой когда
зазор достаточный для хорошего проплавления обратной стороны корня шва.
Зажигание на застывшем кратере горизонтальных швов производить сверху по
диагонали кратера вниз («в зазор») (рис. 44). Соединение чешуйки в таком
случае получается ровным или с минимальным переладом. Скорость прохода
от начала зажигания и до зазора должна быть чуть быстрее, чем скорость
сварки. Скорость сварки выдерживать такой, чтобы валик формировался
«нормальным» без подреза в верхней части и без наплыва в нижней его части.
Второй слой выполняется в один проход, на более высоком токе
(среднем) и, если позволяет ширина первого валика, применить электрод
большего диаметра. Сварку производить «углом назад». Скорость сварки
выбрать такой, чтобы сварочная ванна оплавляла и соединяла электродным
металлом обе кромки.
Следующий слой, 3й, выполняется по двум вариантам:
1) (рис. 45а), если второй валик сформирован с площадкой, то 3м
валиком лучше заполнить «лодочку» между верхней кромкой разделки и
вторым валиком. Сварку производить «углом назад»;
2) (рис. 45б), если второй валик «нормальный», то третий слой
необходимо выполнить в два валика. 3ий валик выполнить с усилением
между нижней кромкой разделки и вторым валиком таким образом, чтобы
расстояние между верхней кромкой и выполняемым валиком оставалось не
менее диаметра электрода с покрытием (рис. 45в). Четвертый валик
выполнить в зависимости от полноты третьего валика и от расстояния между
верхней кромкой и вершиной третьего валика. При S = диаметру электрода с покрытием сварку производить без
манипулирования (рис. 46а).
При S > диаметра электрода с покрытием сварку производить с
поперечным манипулированием электродом, как показано на рис. 46б,
Поперечные колебательные движения между верхней кромкой и третьим
валиком позволяют сформировать нормальный валик. Это единственный
случай при горизонтальной сварке, когда возможно производить поперечные
колебания. Поверхностные силы натяжения верхней кромки удерживают
жидкий металл шва от отекания вниз, что позволяет варить более широкий
валик. В обоих случаях скорость сварки выбрать такой, чтобы нижняя часть
жидкой ванны соединялась с вершиной третьего валика без нависания, а в
верхней части не было подреза на кромке разделки.
Последующие слои выполнять с той же техникой сварки, что и третий
слой, используя нижнюю кромку разделки как площадку, что позволяет вести
сварку на среднем и максимальном сварочном токе.
Заполняя разделку, особое внимание необходимо обратить на верхнюю
кромку, где более всего возможно образование дефектов. Перед сваркой
последнего верхнего валика в каждом слое нужна тщательная зачистка от
брызг, шлака, нагара. Наклон электрода при сварке последнего валика показан
на рис. 46в. При заполнении разделки нижняя кромка заполняется быстрей,
верх отстает. Чтобы подровнять заполнение разделки, следует валик (20)
(рис. 47) выполнить так, чтобы оставить площадку на нижнем валике (19) для
последующего слоя, который начинается валиком 23. Облицовочный слой
варится узкими валиками, в виде наплавки. Последний верхний валик (27)
выполняется на сварочном токе на 1020 А меньше, чем предыдущие валики.
При Хобразной разделке при подготовке и сварке обратной стороны
использовать все приемы, описанные выше. 2. Практическая часть
Задание 1. Подберите режим сварки выполнения горизонтальных швов, если
толщина металла 5мм, марка стали – Ст3.
Задание 2. Подберите режим сварки выполнения вертикальных швов, если
толщина металла 4мм, марка стали – 09Г2С.
Задание3. Опишите технику сварки горизонтальных и вертикальных швов из
заданий выше, подберите сварочное оборудование
Список литературы.
1. Овчинников В.В.Технология ручной дуговой и плазменной сварки и
резки металлов (Учебник), М., ACADEMIA, 2013. – 240с.
Интернетресурсы
http://weldering.com/ Практическое занятие № 11
Тема: Сварка углеродистых сталей. Выбор электродов и параметров режима
сварки различных сталей
Особенности сварки теплоустойчивых сталей. Сварочные материалы для
ручной дуговой сварки низко – среднелегированных сталей.
Цель – изучить принципы выбора электродов и параметров режима сварки
Оборудование – ПК проектор, «Иллюстрированное пособие сварщика»,
чертежи
Ход работы
1. Изучить
теоретическую часть,
используя учебник,
иллюстрирование пособие
Особенности сварки теплоустойчивых сталей
Теплоустойчивые стали предназначены для работы при температуре до
600° С, имеют легирующие элементы: хром, молибден, ванадий (12ХМ, 15ХМ,
20ХМЛ, 12Х1МФ, 15Х1М1ФЛ и др.).
При сварке теплоустойчивых сталей могут возникать хрупкие
структурные составляющие вследствие частичной закалки околошовной зоны.
Для предотвращения образования трещин эти стали перед сваркой
необходимо подогреть до температуры 150 ... 400° С. После сварки
целесообразна термическая обработка для снятия внутренних напряжений и
стабилизации твердости в зоне сварки — отпуск до температуры 600 ... 900°
С.
Теплоустойчивыми называют стали, длительно работающие при
температуре до 600 °С. К ним относятся перлитные низколегированные
хромомолибденовые стали 12МХ, 12ХМ, 15ХМ, 20ХМЛ, работающие при
температуре 450...550 °С и хромомолибденованадиевые стали 12Х1МФ,
15Х1М1Ф, 20МФЛ, работающие при температуре 550...600 °С в течение 100
000 ч (10 лет). Они дешевы и технологичны, из них делают отливки, прокат,
поковки для изготовления сварных конструкций: турбин, паропроводов,
котлов и т.п. Теплоустойчивость сварных соединений оценивают отношением
длительной прочности металла соединения и основного металла
коэффициентом теплоустойчивости.
Чтобы работать при высоких температурах, стали должны обладать
жаростойкостью, длительной прочностью, стабильностью свойств во времени
и сопротивлением ползучести: их пластическая деформация при постоянной
нагрузке с течением времени должна возрастать незначительно. Все это
достигается введением в состав сталей 0,5...2,0% хрома, 0,2...1,0 %
молибдена, 0,1 ...0,3 % ванадия и — иногда — небольших добавок
редкоземельных элементов. Хорошее сочетание механических свойств
изделий из теплоустойчивых сталей достигается термообработкой:
нормализацией или закалкой с последующим высокотемпературным
отпуском. Это обеспечивает мелкозернистую структуру, состоящую из
дисперсной ферритокарбидной смеси. После 100000 ч работы обработанная
таким образом сталь 15ХМ имеет прочность 260 МПа (26,5 кгс/мм2) при
температуре 450 °С и 62 МПа (6,3 кгс/мм2) при температуре 550 °С, а сталь
12X1МФ 154 МПа (15,7 кгс/мм2) при температуре 500 °С и 58 МПа (5,9
кгс/мм2) при температуре 580 °С
Физическая свариваемость теплоустойчивых сталей, определяемая
отношением металла к плавлению, металлургической обработке и к
последующей кристаллизации шва не вызывает затруднений. Современные
сварочные материалы и технология сварки обеспечивают требуемые свойства
и стойкость металла шва против горячих трещин. Однако сварные соединения
склонны к холодным трещинам и к разупрочнению металла в ЗТВ зоне
термического влияния. Поэтому нужно применять сопутствующий сварке
местный или предварительный общий подогрев изделия. Это уменьшает
разницу температур в зоне сварки и на периферийных участках, что снижает
напряжения в металле. Уменьшается скорость охлаждения металла после
сварки больше аустенита превращается в мартенсит при высокой
температуре, когда металл пластичен. Напряжения, возникающие изза
разницы объемов этих фаз, будут меньше, вероятность образования холодных
трещин снизится. Применяя подогрев, нужно учитывать, что излишне высокая
температура приводит к образованию грубой ферритноперлитной структуры,
не обеспечивающей необходимую длительную прочность и ударную вязкость
сварных соединений. Уменьшить опасность возникновения холодных трещин
можно, производя отпуск деталей, выдерживая их при температуре 150...200 °С сразу после сварки в течение нескольких часов. За это время завершится
превращение остаточного аустенита в мартенсит и удалится из металла
большая часть растворенного в нем водорода.
Разупрочнение теплоустойчивых сталей в ЗТВ зависит также от
параметров режима сварки. Повышение погонной энергии сварки увеличивает
мягкую разупрочняющую прослойку в ЗТВ, которая может быть причиной
разрушения жестких сварных соединений при эксплуатации, особенно при
изгибающих нагрузках. Основные способы сварки конструкций из
теплоустойчивых сталей это дуговая и контактная стыковая. Последнюю
используют для сварки стыковых соединений труб нагревательных котлов в
условиях завода.
Дуговую сварку производят электродами с покрытием, в защитных газах
и под флюсом. Подготовку кромок деталей при всех способах дуговой сварки
производят механической обработкой. Допускается применение кислородной
или плазменной резки с последующим удалением слоя поврежденного металла
толщиной не менее 2 мм.
Дуговую сварку производят при температуре окружающего воздуха не
ниже 0 °С с предварительным и сопутствующим сварке местным или общим
подогревом. Температура подогрева зависит от марки стали и толщины
свариваемых кромок. Хромомолибденовые стали при толщине кромок до 10
мм, а хромомолибденованадиевые до 6 мм можно сваривать без подогрева.
Сталь 15ХМ, например, толщиной 10...30 мм надо подогревать до
температуры 150...200 °С, а больше 30 мм до температуры 200...250 °С. До
250...300 °С подогревают сталь 12Х1МФ толщиной 6...30 мм, а свыше 30 мм
требуется ее подогрев до температуры 300...350 °С. При многопроходной
автоматической сварке под флюсом минимальную температуру подогрева
можно снижать на 50 °С. Аргонодуговую сварку корневого шва стыков труб
выполняют без подогрева.
После сварки производят местный отпуск сварных соединений или
общий отпуск всей сварной конструкции. Хромомолибденовые стали
нагревают при отпуске до температуры 670...700 °С с выдержкой при этой
температуре 1 ...3 ч в зависимости от толщины сваренных кромок,
хромомолибденованадиевые до температуры 740...760 °С с выдержкой
2... 10 ч. Чем больше в стали хрома, молибдена, ванадия, тем больше должны
быть температура и время отпуска. Отпуск стабилизирует структуру и механические свойства соединений, снижает остаточные напряжения, однако
он не позволяет полностью выровнять структуру и устранить разупрочненную
прослойку в ЗТВ.
Ручную дуговую сварку теплоустойчивых сталей ведут электродами из
малоуглеродистой сварочной проволоки с основным (фтористокальциевым)
покрытием, через которое вводят в шов легирующие элементы. Этот тип
покрытия хорошо раскисляет металл шва, обеспечивает малое содержание в
нем водорода и неметаллических включений, надежно защищает от азота
воздуха. Это позволяет получать высокую прочность и пластичность шва.
Однако для электродов с таким покрытием характерна повышенная
склонность к образованию пор при удлинении дуги, наличии ржавчины на
поверхности свариваемых кромок и при небольшом увлажнении покрытия.
Поэтому нужно сваривать предельно короткой дугой, тщательно очищать
кромки и сушить электроды перед их применением при температуре 80... 100
°С. Хромомолибденовые стали сваривают электродами типа Э09Х1М (ГОСТ
946775) марки ЦУ2ХМ диаметром 3 мм и более, а также ЦЛ38 диаметром
2,5 мм, хромомолибденованадиевые электродами типа Э09Х1МФ марок
ЦЛ39 диаметром 2,5 мм, ЦЛ20, ЦЛ45 диаметром 3 мм и более. Сварку
ведут на постоянном токе обратной полярности узкими валиками без
поперечных колебаний электрода с тщательной заваркой кратера перед
обрывом дуги. Когда подогрев свариваемых изделий и их термообработка
после сварки невозможны или если необходимо сваривать перлитные
теплоустойчивые стали с аустенитными, допускается использование
электродов на никелевой основе марки ЦТ 36 или проволоки Св 08Н60Г8М7Т
при аргонодуговой сварке.
Особенности сварки коррозионностойких сталей
Основным легирующим элементом коррозионностойких сталей является
хром, его содержание составляет около 13% (08X13, 12X13, 20X13 и др.).
Одновременно они обладают жаростойкостью (до 650° С) и жаропрочностью
(480 ... 500° С). Эти стали, имеют низкую теплопроводность, поэтому
конструкции из них склонны к поводке и короблению. Хром способен
окисляться и образовывать тугоплавкий шлак, что затрудняет сварку.
Сварку хромистых нержавеющих сталей ведут на мягких тепловых
режимах, т. е. с малой плотностью тока, на постоянном токе обратной
полярности (плюс на электроде), с малой скоростью охлаждения (при отсутствии сквозняков). Применяют электроды с фтористокальциевыми
покрытиями. Рассматриваемые стали относят к мартенситному и
мартенситноферритному классам, поэтому в зоне сварки в обычных условиях
должна произойти закалка. При этом вероятность образования трещин очень
высока, особенно на толстостенных и жестких конструкциях. Для улучшения
свариваемости используют местный подогрев до 200 ... 300° С изделий с
толщиной более 8... 10 мм. Верхний предел подогрева и время пребывания при
этой температуре ограничены проявлением хрупкости или синеломкости.
После сварки зона шва имеет повышенную твердость, поэтому сварные
изделия через определенное время подвергают отпуску до температуры 700 ...
760° С. Отпуск способствует также восстановлению стойкости против
межкристаллитной коррозии.
2. Практическая часть.
Задание 1.
Опишите последовательность работ при выполнении сварочных работ по
сварке металлоконструкции сваи согласно чертежа с применением
электродуговой сварки, подберите необходимый диаметр электрода и
параметры режима сварки для выполнения работ.
Задание 2.
Подобрать электроды для сварки теплоустойчивых сталей 12ХМ, 15Х1МФ,
описать технологические особенности сварки этих сталей.
Список литературы.
1.
Овчинников В.В.Технология электросварочных и газосварочных работ
(Учебник), М., ACADEMIA, 2012. – 272с.
Список литературы.
2. Овчинников В.В.Технология ручной дуговой и плазменной сварки и
резки металлов (Учебник), М., ACADEMIA, 2013. – 240с.
Интернетресурсы http://weldering.com/ Раздаточный материал. Чертеж изделия Практическое занятие № 1314
Тема: Особенности сварки меди и ее сплавов.
Особенности сварки алюминия и его сплавов
Цель – изучить особенности сварки меди и алюминия.
Оборудование – ПК проектор, «Иллюстрированное пособие сварщика»,
чертежи
Ход работы
1. Изучить
теоретическую часть,
используя учебник,
иллюстрирование пособие
Сварка меди и ее сплавов
Сварка деталей из меди достаточно затруднена изза ее специфических
теплофизических свойств. Медь отличается высокой теплопроводностью (в
шесть раз больше, чем у железа), увеличенным коэффициентом линейного
расширения и жидкотекучестью.
При сварке она легко окисляется, образуя оксид Си2О, который
выделяется по границам зерен меди при ее остывании и, имея более низкую
температуру плавления, чем медь, способствует образованию кристаллитных
трещин. Расплавленная медь хорошо растворяет водород, который при
кристаллизации шва (с большой скоростью охлаждения вследствие высокой
теплопроводности) выделяется и образует пористость. Соединяясь с оксидом
меди, водород, кроме того, образует воду
Вода превращается в пар, который при затвердевании металла не
успевает выделиться.
Находясь в порах под большим давлением, пары ЕОДЫ способствуют
образованию трещин. Такой дефект сварки называют «водородной болезнью»,
так как первопричиной его был водород.
Несмотря на указанные трудности сварки, медь широко применяют в
качестве конструкционного материала при изготовлении химической аппаратуры, электротехнических устройств и других изделий. Это
объясняется ее высокими механическими свойствами (сув в отожженном
состоянии 200 МПа, 65=50%, ан—160—180 Дж/см2), которые сохраняются в
условиях самых низких температур, коррозионной стойкостью, высокой
электропроводностью и хорошей обрабатываемостью.
При сварке меди основной задачей является уменьшение содержания в
сварочной ванне кислорода и водорода.
ГОСТ 859—78* предусматривает ограничение содержания в меди
висмута, свинца, серы и фосфора, которые ухудшают свариваемость. Для
сварки конструкций содержание кислорода должно быть не более 0,01%.
Большая теплопроводность меди вызывает быстрое остывание ванны,
вследствие чего для удаления из нее газов и шлаков требуются увеличенная
погонная энергия, а также в большинстве случаев предварительный подогрев
и применение более активных раскислителей, чем при сварке стали. В связи с
повышенным линейным расширением меди при сварке требуется жесткое
закрепление сварных соединений или же сборка их на прихватках.
Жидкотекучесть ванны ограничивает сварку только в нижнем или слегка
наклонном положениях и требует применения подкладок из графита, асбеста,
флюса и других материалов.
При сварке меди металлическими покрытыми электродами применяют
электроды марки ЗТ, КЮО («Комсомолец100»), ММЗ2 и др. Медь
толщиной до 4 мм сваривают без скоса кромок, при большей толщине делают
разделку с общим углом 70—90°. Сварку ведут постоянным током обратной
полярности, силу тока подбирают по формуле /CB = 50d3. При сварке
поддерживают короткую дугу без колебаний электрода. После сварки следует
проковать шов: при толщине 4^5 мм — в холодном состоянии и при большей
толщине — после подогрева до 300—400 °С с последующим отжигом.
Предварительный подогрев до 300—500 °С применяют при толщине
металла более 4—5 мм.
Сварка алюминия и его сплавов
Подготовка под сварку. При подготовке деталей из алюминиевых
сплавов под сварку профилируют свариваемые кромки, удаляют
поверхностные загрязнения и окислы. Обезжиривание и удаление поверхностных загрязнений осуществляют с помощью органических
растворителей или обработкой в специальных ваннах щелочного состава.
В качестве растворителей для обезжиривания деталей из алюминиевых
сплавов применяют уайтспирит, технический ацетон, растворители РС1 и
РС2. Обезжиривание алюминиевых сплавов можно проводить в водном
растворе следующего состава: 40—50 г/л технического тринатрийфосфата
(Na3РО4 * 12Н2О), 40—50 г/л кальцинированной соды (Na2СО3), 25—30 г/л
жидкого стекла (Na2SiO3). Температура ванны 60—70 0С, время обработки 4
—5 мин. Удаление поверхностной окисной пленки является наиболее
ответственной операцией подготовки деталей. При этом в основном удаляют
старую пленку окислов, полученную в результате длительного хранения и
содержащую значительное количество адсорбированной влаги.
Окисную пленку можно удалять с помощью металлических щеток из
проволоки диаметром 0,1—0,2 мм при длине ворса не менее 30 мм или
шабрением. После зачистки кромки вновь обезжиривают растворителем.
Продолжительность хранения деталей перед сваркой после зачистки 2—3 ч.
При более широких масштабах производства поверхности деталей подвергают
травлению. Широко применяют травление в щелочных ваннах по следующей
технологии:
1) обезжиривание в растворителе;
2) травление в ванне из водного раствора 45—50 г/л НаОН; температура
ванны 60—70 0С; время травления 1—2 мин для неплакированных
материалов; при необходимости снятия технологической плакировки
(например, на сплаве АМг6) время травления выбирают из расчета 0,01 мм за
2,5—3 мин;
3) промывка в проточной горячей воде (60—80 0С), затем в холодной
воде;
4) осветление в 30% ном водном растворе HNO3 при 20 0С в течение 1
—2 мин или в 15%ном водном растворе HNO3 при 60 0С в течение 2 мин;
5) промывка в холодной проточной воде, затем в горячей (60—70 0С);
6) сушка горячим воздухом (80—90 0С).
Ручную электродуговую сварку алюминия и его сплавов можно
осуществлять угольным или металлическим покрытым электродом. Сварку угольным электродом применяют для заварки брака отливок, сварки
алюминиевых шин, иногда для сварки тонкого материала по отбортовке. При
этом используют присадочный материал в виде прутков, покрытых флюсом.
Сварку угольной дугой ведут на постоянном токе прямой полярности. В
качестве электродов можно применять угольные или графитовые стержни
разных диаметров.
Чаще применяют дуговую сварку покрытыми металлическими
электродами, стержни которых изготовляют из сварочной проволоки (ГОСТ
7871—75) с нанесением на них покрытий из смеси хлористых и фтористых
солей. В качестве связующего используют раствор хлористого натрия в воде
или раствор декстрина, а также предложен водный раствор
карбоксилметилцеллюлоза (КМЦ).
1. Практическая часть
Задание 1. Заполните таблицу
Подготовка к сварке алюминия и его сплавов
Операция
Материал, оборудование
1
2
3
4
5
6
Задание 2. Заполните таблицу Ориентировочные режимы сварки ручной
дуговой сварки алюминия и его сплавов
Толщина
металла, мм
Диаметр
электродов,м
м
Сила
сварочного
тока, А
Напряжение,
В
Ширина
шва,мм
6
8
10
12
14
16 18
20
Список литературы.
1. Овчинников В.В.Технология ручной дуговой и плазменной сварки и
резки металлов (Учебник), М., ACADEMIA, 2013. – 240с. Практическое занятие № 15
Тема: Резаки для ручной резки. Принцип работы, конструктивные
особенности
Специальные вставные резаки. Керосинорезы
Цель – изучить основные виды применяемых резаков, принцип их работы и
конструктивные особенности.
Оборудование – ПК проектор, «Иллюстрированное пособие сварщика»,
чертежи
Ход работы
1. Изучить
теоретическую часть,
используя учебник,
иллюстрирование пособие
Резаки для ручной кислородной резки служат для смешения горючего
газа с кислородом, образования подогревающего пламени и подачи к
разрезаемому металлу струи режущего кислорода.
Резаки классифицируются:
– по роду горючего газа — для ацетилена, газов — заменителей
ацетилена и жидких горючих;
– по принципу смешения горючего газа с кислородом — на инжекторные
и безынжекторные (равного давления);
– по назначению — на универсальные и специальные.
Согласно ГОСТ 5191—79Е инжекторные резаки для ручной
разделительной кислородной резки низкоуглеродистых и низколегированных
сталей выпускаются промышленностью малой, средней и большой мощности в
зависимости от толщины разрезаемого металла (табл. 12).
Мундштук выбирают в зависимости от режима резки и толщины
разрезаемой стали.
Основные требования к конструкции резаков. Резаки должны иметь:
– ствол с группой запорнорегулировочных вентилей подогревающего
пламени и режущего кислорода;
– два съемных присоединительных ниппеля с гайками для крепления
газоподводящих резиновых рукавов (ГОСТ 9356—75);
– съемный наконечник с трубкой режущего кислорода, сменными
мундштуками, дозирующим устройством для пропуска газов в смесительную
камеру с удлинительной трубкой.
2. Резаки должны работать с использованием горючих газов, объемной
теплотой сгорания не менее 16,9 МДж/м3.
3. Металлические детали резаков требуется изготовлять из латуни, а
ствол резака допускается изготовлять из алюминиевых материалов, не
изменяющих эксплуатационные свойства резаков.
4. Мундштуки резаков необходимо изготовлять из хромистой бронзы
марки БрХ или из других материалов на основе меди, не уступающих этой
бронзе по эксплуатационным характеристикам.
5. Детали резаков, соприкасающиеся с ацетиленом до смесительной
камеры, не должны быть из меди и сплавов с содержанием меди более 70%.
Детали с газоподводящими каналами не следует изготовлять из стали, за
исключением нержавеющей.
6. Струя режущего кислорода при пуске должна проходить через центр
подогревающего пламени, а подогревающее пламя — способствовать
выпрямлению струи и увеличению ее длины.
7. Вентили резака обязаны обеспечивать перекрывание газовых каналов
не более чем за 6 с.
8. Резаки через открытый штуцер горючего газа должны засасывать
воздух из атмосферы при давлении кислорода в 1,5 раза превышающем
значение, указанное в табл. 13 для каждого мундштука.
9. Длина резаков не должна превышать 700 мм. Конструктивно ручной резак для кислородной резки представляет собой
сварочную горелку, снабженную устройством для подачи в центральный канал
мундштука режущей струи кислорода.
Резак (рис. 1) состоит из ствола, в который по резинотканевым рукавам
через ниппель и штуцер с правой резьбой подается кислород, а через ниппель
и штуцер с левой резьбой — ацетилен или его заменители.
Рис. 1 Схема устройства ручных инжекторных резаков Р2А01 и РЗП01
Часть кислорода через разьем с накидной гайкой 6 поступает в инжектор
и выходит из него с большой скоростью в пространство перед смесительной
камерой, создавая в ней разрежение, вследствие чего происходит подсос
горючего газа и смешивание его с кислородом в смесительной камере.
Образовавшаяся смесь по трубке через головку поступает в зазор между
соплом и гильзой, образуя при горении подогревающее пламя.
Другая часть кислорода направляется через вентиль, трубку и головку в
центральный канал сопла, образуя при истечении струю режущего кислорода.
Мощность подогревающего пламени регулируется вентилями (кислород) и
(ацетилен или горючий газ), а пуск и перекрытие режущего кислорода —
вентилем.
Нормальная работа инжекторного устройства, состоящего из инжектора
и смесительной камеры является основным условием хорошей работы резака.
Работа инжекторного устройства может нарушиться при чрезмерном
увеличении или уменьшении зазора между коническим торцом инжектора и
концом смесительной камеры. Засорение или забоины на выходном канале инжектора, чрезмерное
увеличение диаметра канала, смещение его по отношению к отверстию в
смесительной камере, износ канала смешения газов отражаются на количестве
поступающего горючего, понижая инжекцию, приводят к обратным ударам
пламени, к снижению концентрации горючего газа в горючей смеси.
На стволе резака наносится обозначение типа резака и товарного знака
заводаизготовителя. На мундштук и смеситель наносится обозначение
исполнения резака (Аацетилен, ПГприродный газ, ПБпропанбутан), а на
мундштук еще и его номер. Согласно ГОСТ 5191—79Е допускается вместо
обозначений исполнения резаков ПГ и ПБ наносить только одну букву П.
2. Практическая часть
Задание 1. Заполните таблицу с описанием составных частей
инжекторного резака на основании рис.1.
Рис.1. Схема инжекторного резака
Наименование составной
части
Назначение
№
составной
части
1
2
3
4 5
6
7
8
9
10
11
12
13
14
15
Список литературы.
Овчинников В.В.Технология электросварочных и газосварочных работ
(Учебник), М., ACADEMIA, 2012. – 272с. Практическое занятие № 17
Тема: Подготовка поверхности к наплавке. Режимы наплавки и принципы их
выбора.
Цель – изучить основные виды применяемых инструментов при подготовке
поверхности к наплавке, основные режимы наплавки, последовательность
выполнения работ.
Оборудование – ПК проектор, «Иллюстрированное пособие сварщика»,
чертежи
Ход работы
1. Изучить теоретическую часть,
используя учебник,
иллюстрирование пособие
Технологические особенности наплавки
Наплавлять можно металл или одинаковый по составу, структуре и
свойствам с основным металлом, или значительно отличающийся от него. В
последнем случае на основной металл часто предварительно наплавляют
промежуточные слои. При выполнении наплавки необходимо ограничивать
перемешивание наплавляемого металла с основным для обеспечения
заданного химического состава наплавленного слоя и предупреждения
появления трещин. Протяженность зоны термического влияния при наплавке
должна быть минимальной — это позволяет предотвратить возникновение
значительных сварочных напряжений и деформаций.
Подготовка поверхности под наплавку
Перед наплавкой поверхность тщательно очищают от масла, краски,
окалины и других загрязнений. Поверхностные дефекты, в том числе и ранее
наклепанный слой, удаляют механическим путем или резаком для
поверхностной кислородной резки. С целью снижения сварочных напряжений
необходимо добиваться равномерной толщины наплавленного слоя.
Поверхность, имеющую неравномерную выработку с большими колебаниями по высоте, выравнивают механическим путем на металлорежущем
оборудовании.
При подготовке под наплавку поверхностей с локальными износами
следует избегать плавных переходов наплавляемого металла к основному
(рис. 1).
Рис. 1. Правильная (П) и неправильная (Н) подготовка поверхностей под
наплавку;
1...6 — последовательность наложения валиков
Наплавку плоских и фасонных поверхностей выполняют отдельными
валиками (рис. 2, а...г) или челночным способом (рис. 18.2, д). При наплавке
отдельными валиками каждый из них накладывают на всю длину на
расстоянии друг от друга, равном 1/3 ширины валика. После очистки
наложенных валиков от шлака заполняют промежутки между ними (см. рис. 2,
б,д). Применяют и другие способы наплавки валиками, например, как
показано на рис.2, а, — с перекрытием 1/3 ширины валика после очистки
предыдущего валика от шлака.
Челночный способ используют для наплавки поверхностей шириной
40...80 мм. Особенность способа заключается в том, что шлак на предыдущем
валике не успевает затвердеть, а следовательно, отпадает необходимость в
удалении шлака с предыдущего валика. Наплавку тел вращения выполняют одним из трех способов — по
образующим, по окружностям и по винтовой линии.
Наплавку по образующим (рис.3, а) ведут отдельными валиками так же,
как и плоских поверхностей в нижнем положении, периодически поворачивая
наплавляемое изделие.
Наплавку по окружностям (рис.3,6) выполняют тоже отдельными
валиками. Последующий валик накладывают после очистки от шлака
предыдущего с перекрытием 1/3 ширины валика.
≈
Наплавку по винтовой линии (рис.3,в) осуществляют непрерывно, а
очистка предыдущего валика от шлака может производиться
подпружиненными резцами.
Предотвращение возникновения напряжений
В процессе наплавки в изделии появляются значительные внутренние
напряжения, которые приводят к его короблению, а иногда и к разрушению. К
мерам, принимаемым для предотвращения возникновения напряжений или
снятия их с целью уменьшения деформации изделия, относятся следующие:
предварительный подогрев до 200...400 °С; ведение наплавки с погружением
изделия в воду без смачивания наплавляемой поверхности; ведение процесса
при жестком закреплении изделия в приспособлении; предварительный изгиб
изделия в направлении, обратном ожидаемому изгибу; высокотемпературный
отпуск после наплавки с нагревом до 650...680 °С. Рис. 2. Схемы наплавки плоских и фасонных поверхностей:
а, б — отдельными валиками соответственно маленьких и больших
плоских поверхностей, в, г — отдельными валиками соответственно зуба и
впадин шестерни, д — челночным способом; 1...24 — последовательность
наложения валиков Рис.3. Схемы наплавки тел вращения:
а — по образующим, б — по окружностям, в — по винтовой линии; 1...6
— последовательность наложения валиков
2. Практическая часть.
Опишите технологическую последовательность подготовки плоской
поверхности под наплавку, подберите необходимые инструмент и
оборудование.
Список литературы.
1. Овчинников В.В.Технология ручной дуговой и плазменной сварки и
резки металлов (Учебник), М., ACADEMIA, 2013. – 240с. Практическое занятие № 18
Тема: Дефекты сварных швов и контроль качества сварных соединений
Цель – приобрести навыки определения дефектов сварных швов, изучить
причины их образования и способы исправления
Оборудование – ПК проектор, ГОСТ 3024297 Дефекты соединений при
сварке металлов плавлением. Классификация, обозначение и определения,
Иллюстрированное пособие сварщика, образцы сварных соединений
Ход работы
1. Изучить
теоретическую часть,
используя учебник,
иллюстрирование пособие
Непровар – это участок сварного соединения, где отсутствует
сплавление между свариваемыми деталями, например, в корне шва, между
основным и наплавленным металлом (по кромке) или между смежными
слоями наплавленного металла. Непровары уменьшают рабочее сечение
сварного шва, что может привести к снижению работоспособности сварного
соединения. Являясь концентраторами напряжений, непровары могут вызвать
появление трещин, уменьшить коррозионную стойкость сварного соединения,
привести к коррозионному растрескиванию. Непровар является очень
опасным дефектом сварки.
Причина непровара:
1) Малая величина сварочного тока;
2) Большая скорость перемещения электрода;
3) Слишком большая длина дуги;
4) Малый угол скоса кромок или большая величина притупления;
5) Смещение и перекосы свариваемых кромок;
6) Малая величина зазора между кромками; 7) Несоответственно большой диаметр электрода;
8) Затекание шлака в зазоры между свариваемыми кромками;
9) Неправильный выбор полярности для данной марки электродов
Непровар является очень опасным дефектом сварки.
Пористость – газовые пузырьки в металле. Обычно они имеют
сферическую или близкую к ней форму. В сварных швах углеродистых сталей
поры зачастую имеют трубчатую форму. Первоначально, возникнув в жидком
металле шва за счет интенсивного газообразования, не все пузырьки газа
успевают подняться на поверхность и выйти в атмосферу. Часть из них
остается в металле шва. Размеры таких пор колеблются от микроскопических,
до 2…3 мм в диаметре, и за счет диффузии газов могут расти. Кроме
одиночных пор, вызванных действием случайных факторов, в сварных швах
могут появляться поры, равномерно распределенному по всему сечению шва,
расположенные в виде цепочек или отдельных скоплений.
Причины пористости:
1) Наличие газов в металле, которые не успевают полностью
выделиться в процессе кристаллизации металла;
2) Взаимодействие закиси железа с углеродом, в результате чего
выделяется окись углерода и углекислый газ;
3) Наличие влаги в покрытии или во флюсе (при автоматической
сварке);
4) Наличие ржавчины на свариваемых кромках или проволоке.
Трещины – дефекты сварных швов, представляющие собой
макроскопические и макроскопические межкристаллические разрушения,
образующие полости с очень малым начальным раскрытием. Под действием
остаточных и рабочих напряжений трещины могут распространяться с
высокими скоростями. Поэтому вызванные ими хрупкие разрушения
происходят почти мгновенно и очень опасны. Причины трещин:
1) Усадочные напряжения, превышающие предел прочности металла;
2) Жесткое закрепление свариваемых элементов;
3) Структурные напряжения, например, образование мартенсита;
4) Повышенное содержание углерода, серы и фосфора в металле;
5) Сварка при низкой температуре;
6) Дефекты шва (поры, шлаковые включения и т.д.), вызывающие
местную концентрацию напряжений в металле шва;
7) Сосредоточение нескольких швов на небольшом участке изделия,
вызывающее повышенные местные напряжения (концентрация напряжений).
Шлаковые включения – это полости в металле сварного шва,
заполненные шлаками, не успевающими всплыть на поверхность шва.
Шлаковые включения образуются при больших скоростях сварки, при
сильном загрязнении кромок и при многослойной сварке в случаях плохой
очистки от шлака поверхности швов между слоями. Форма шлаковых
включений может быть самой разнообразной, вследствие чего они являются
более опасными дефектами, чем округлые поры.
Причины шлаковых включений:
1) Тугоплавкость и повышенная вязкость шлаков электродных
покрытий;
2) Высокий удельный вес шлака;
3) Недостаточное раскисление металла шва;
4) Большое поверхностное натяжение шлака;
5) Плохая очистка поверхности валиков от шлака при многослойной
сварке;
6) Затекание шлака в зазоры между свариваемыми кромками и в месте
подрезов;
7) Неравномерность плавления электродного покрытия. Пережог – окисление по границам зерен.
Причины пережога:
1) Замедленное движение источников нагрева;
2) Большая сила тока (большой номер наконечника горелки).
Прожог – дефект сварки, заключающийся в вытекании металла
сварочной ванны через отверстие в шве с образованием в нем полости.
Причины прожога:
1) Чрезмерная сила тока;
2) Слишком медленное перемещение источника нагрева;
3) Малая толщина металла;
4) Большой зазор между свариваемыми кромками;
5) Малая величина притупления кромок.
Подрез – дефекты сварного соединения, представляющие собой
местные уменьшения толщины основного металла в виде канавок,
располагающихся вдоль границ сварного шва. Подрезы относятся к наиболее
часто встречающимся наружным дефектам, образующимися, как правило, при
сварке угловых швов с излишне высоким напряжением дуги и в случае
неточного ведения электрода. Одна из кромок проплавляется более глубоко,
металл стекает на горизонтально расположенную деталь и его не хватает для
заполнения канавки. В стыковых швах подрезы образуются реже. Обычно при
повышенном напряжении дуги и большой скорости сварки образуются
двусторонние подрезы. Такие же подрезы образуются и в случае увеличения
угла разделки при автоматической сварке.
Причины подреза:
1) Большая сила тока;
2) Неправильное положение электрода и направление дуги.
Несплавления – Отсутствие сплавления между основным металлом и
металлом сварочной ванны по периметру шва. Дефект образуется при повышенных скоростях и силах тока более 1500А. Для предотвращения
появления несплавлений прибегают к уменьшению разрыва по времени между
образованием и заполнением канавки, а так же получение благоприятной
формы провара и уменьшения скорости сварки. Зона сварки должна быть
Причины
образования
Способы
устранения
чательно очищена от грязи а масел.
1.
Практическая часть
Задание 1. Заполните таблицу
Вид
Определение
дефекта
Кратер
Поры
Включения шлака
Несплавления
Наплыв
Свищи
Подрезы
Непровар
Прожог
Трещины
Перегрев Задание 2. Заполните таблицу Дефекты сварных швов.
Наименование
Основные виды
Причины образования
Дефекты подготовки и
сборки
Дефекты формы шва
Наружные дефекты
Внутренние дефекты
Список литературы.
1. Овчинников В.В.Технология ручной дуговой и плазменной сварки и
резки металлов (Учебник), М., ACADEMIA, 2013. – 240с.
2. В.Н. Галушкина. Технология производства сварных конструкций:
Рабочая тетрадь/В.Н. ГалушкинаМ.: Издательский центр «Академия»,
2010.96с.
Интернетресурсы
http://weldering.com
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
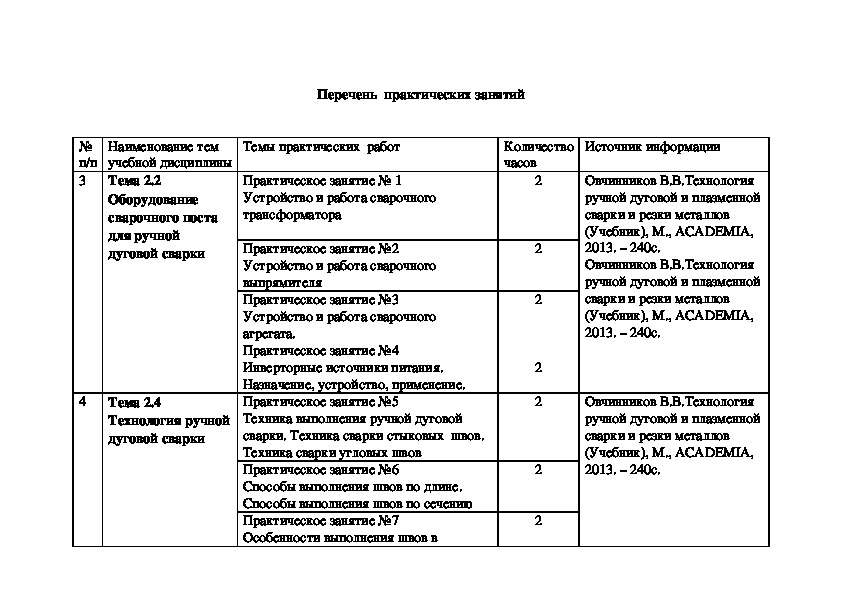
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
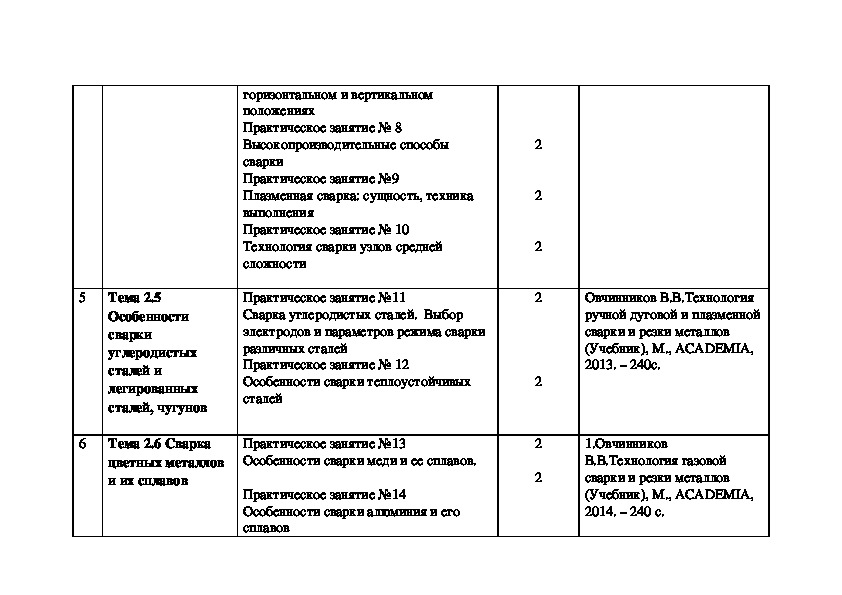
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
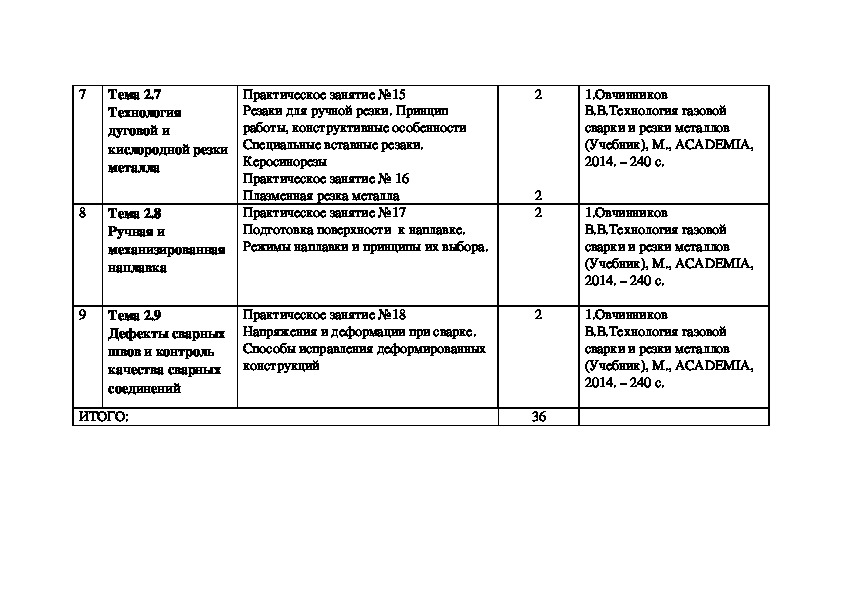
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой

Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой

Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
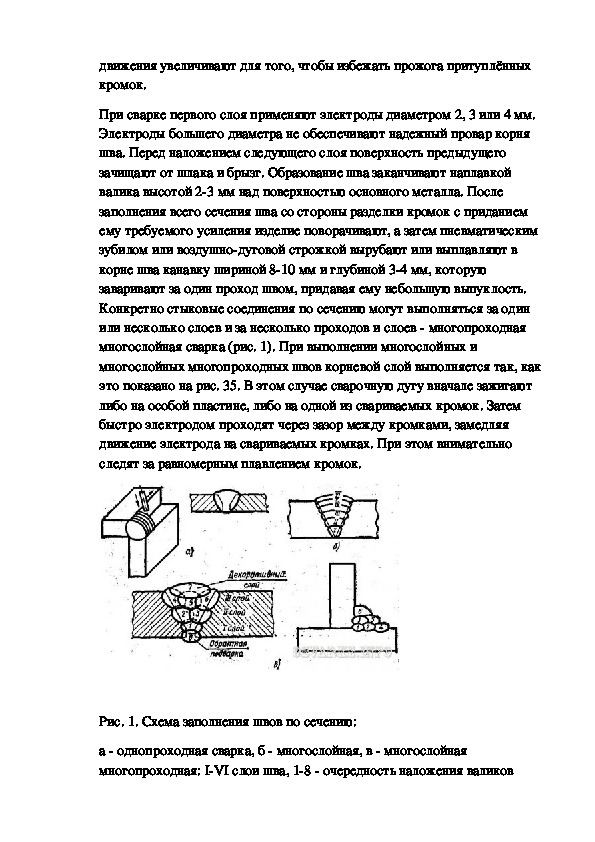
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
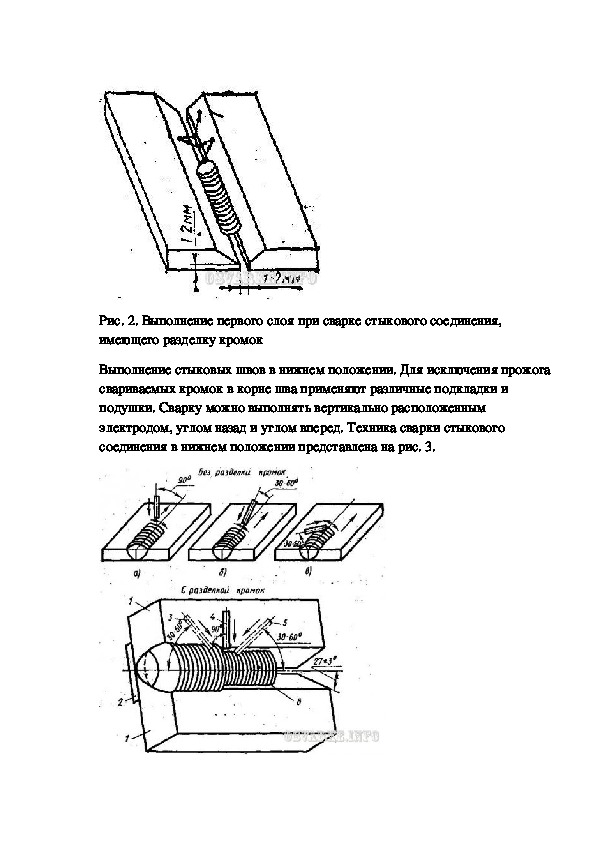
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
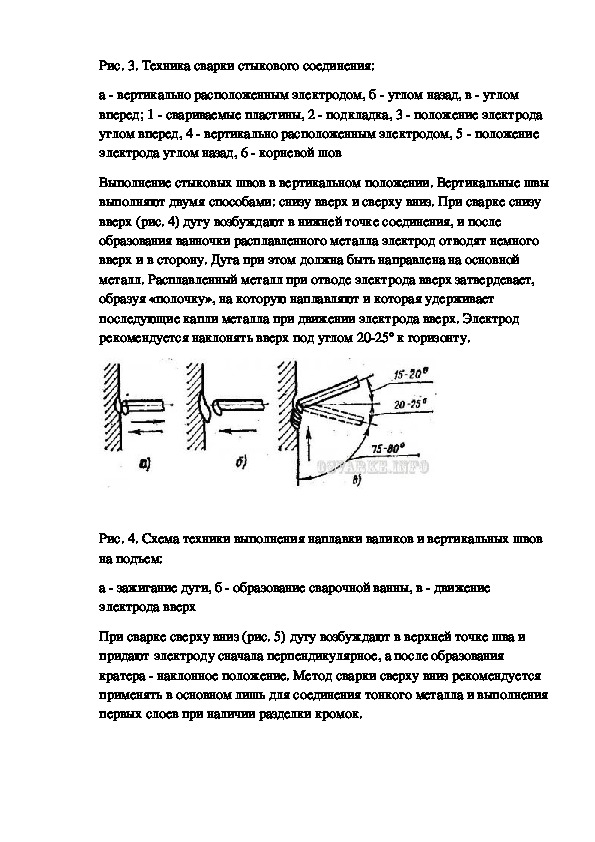
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
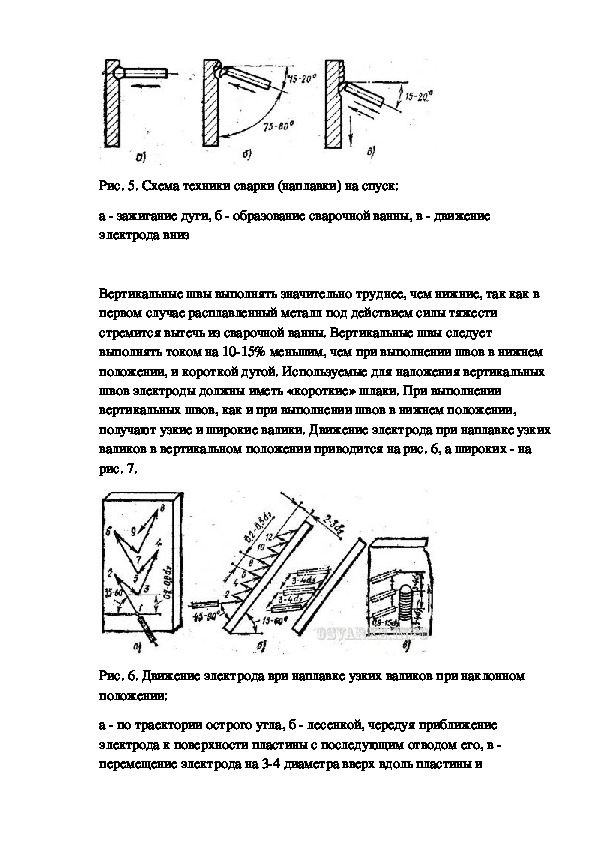
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
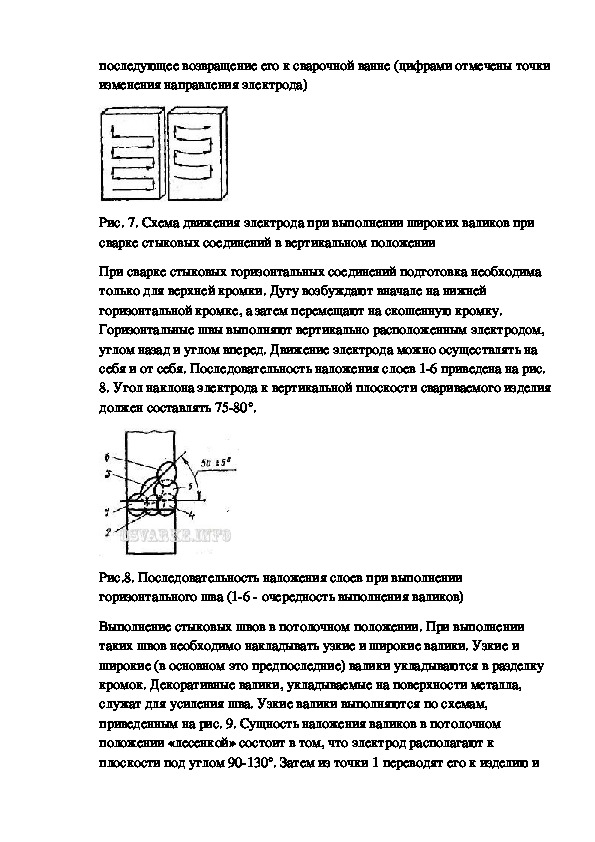
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
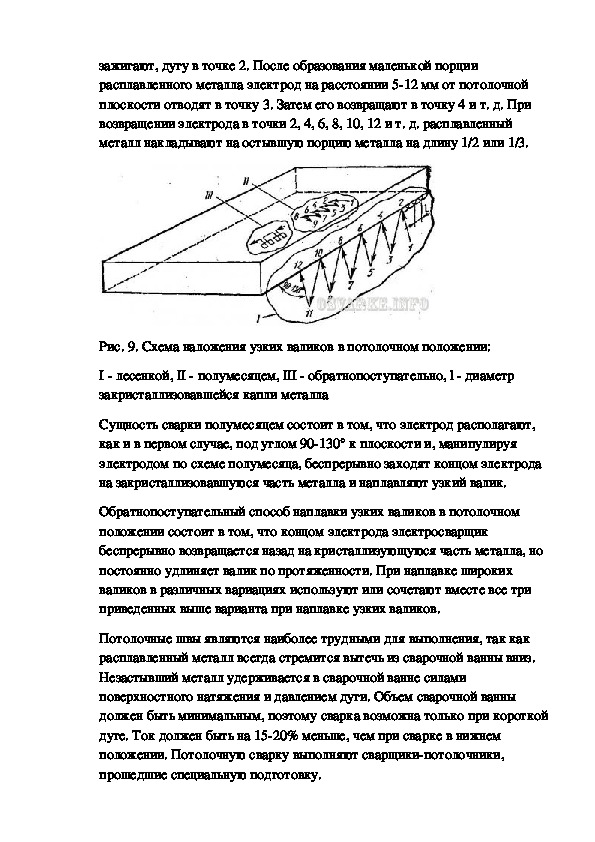
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
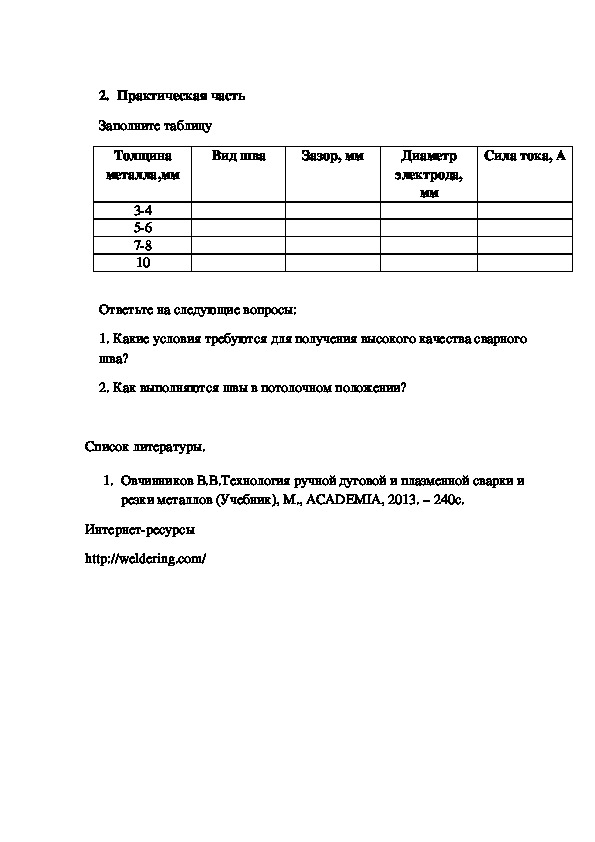
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
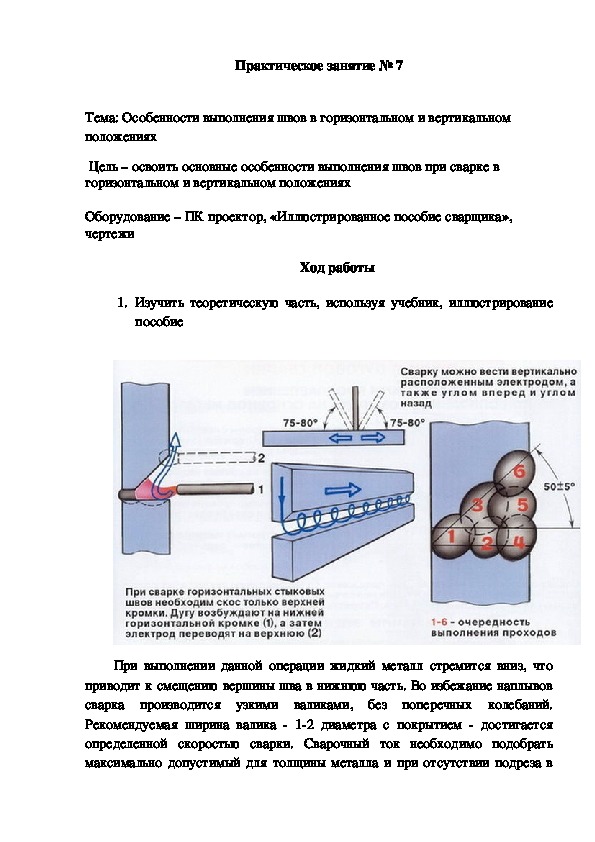
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
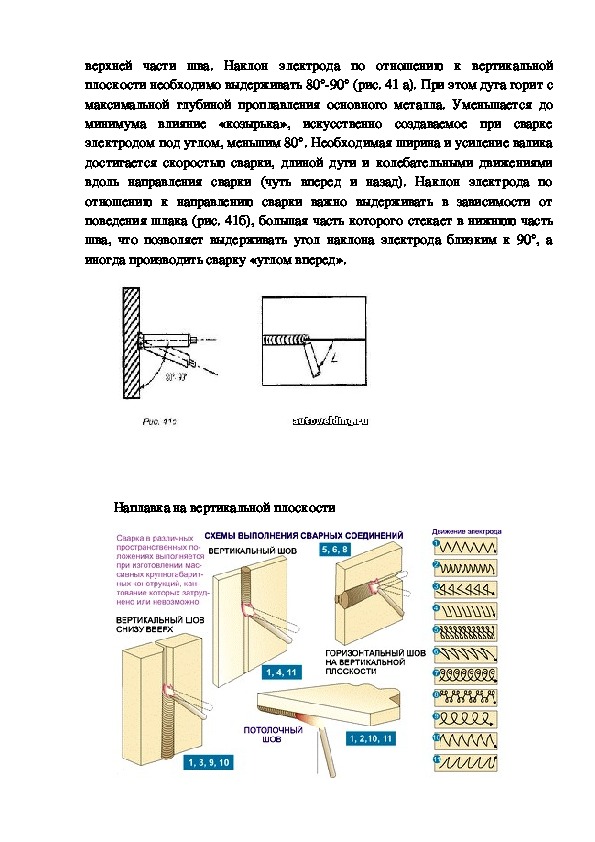
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
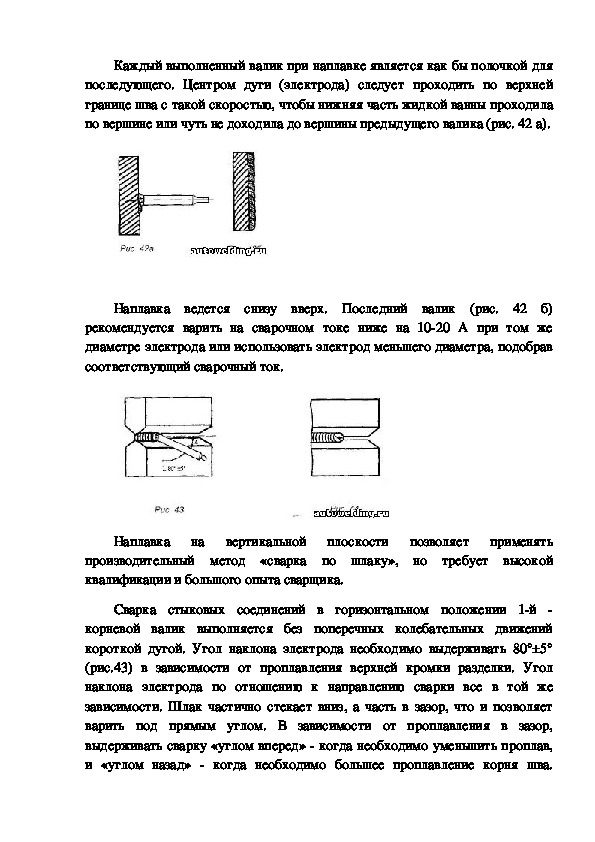
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
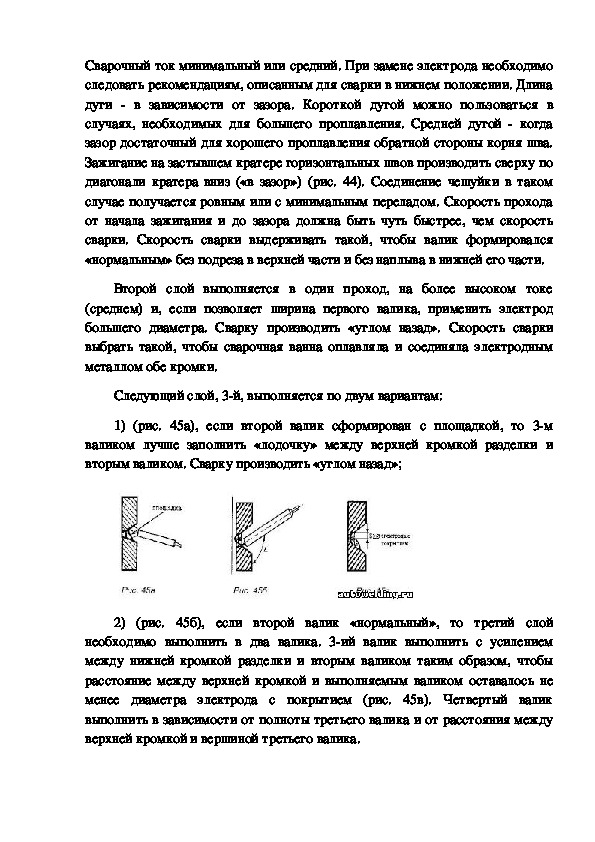
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
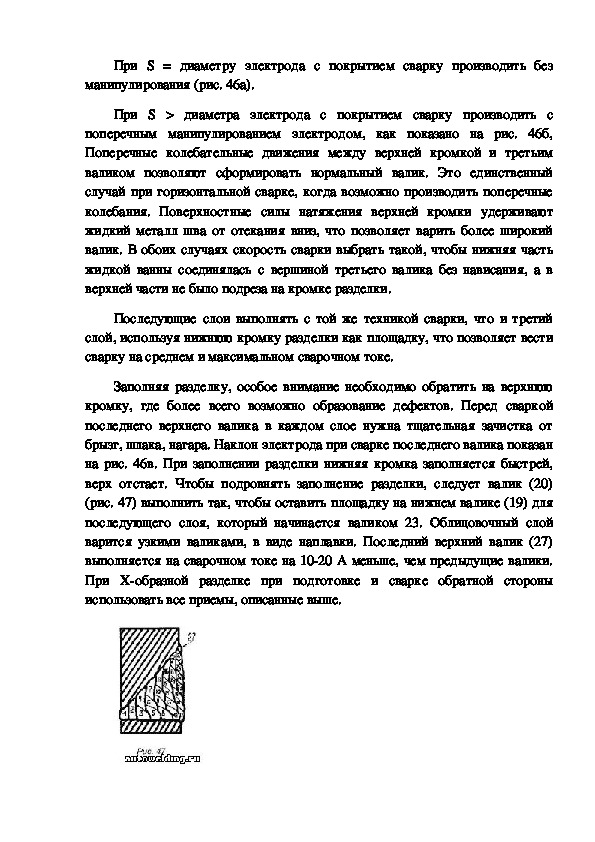
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
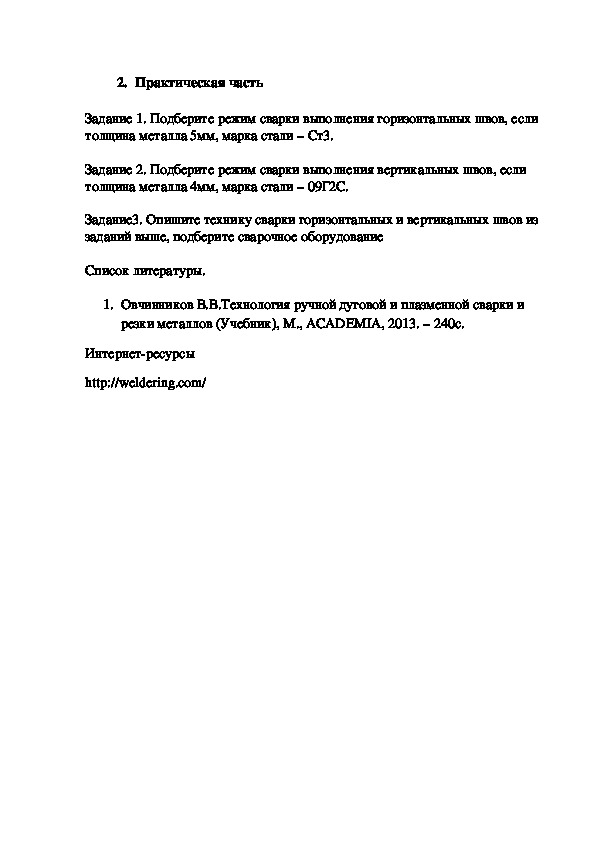
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой

Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой

Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой

Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой

Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
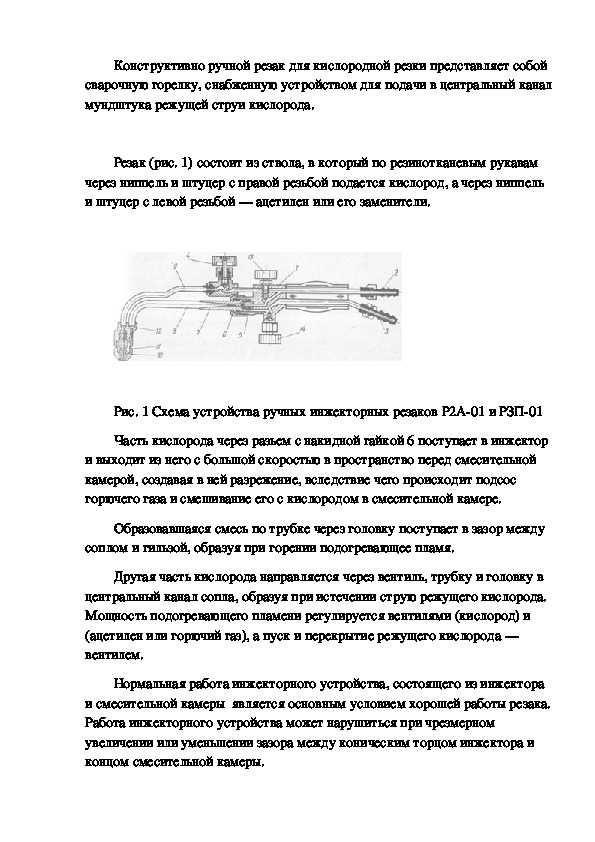
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
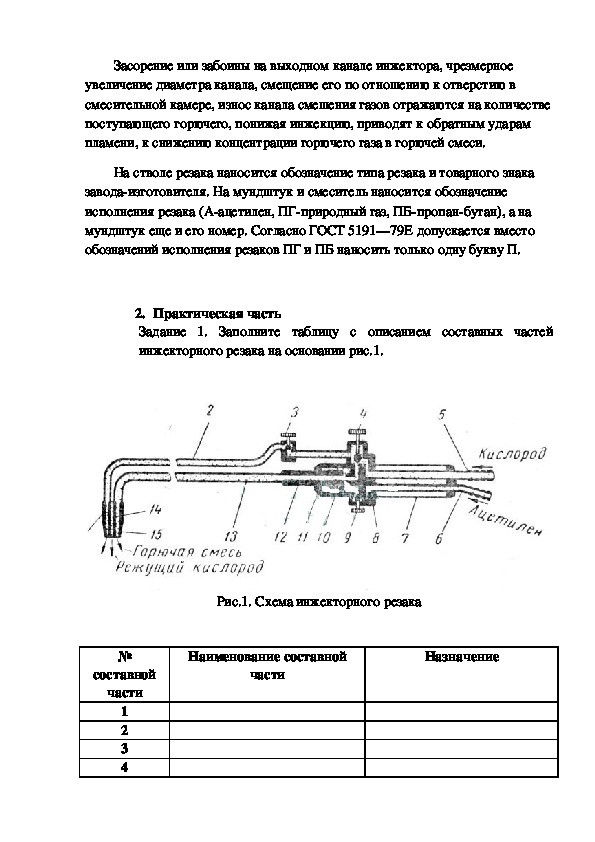
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
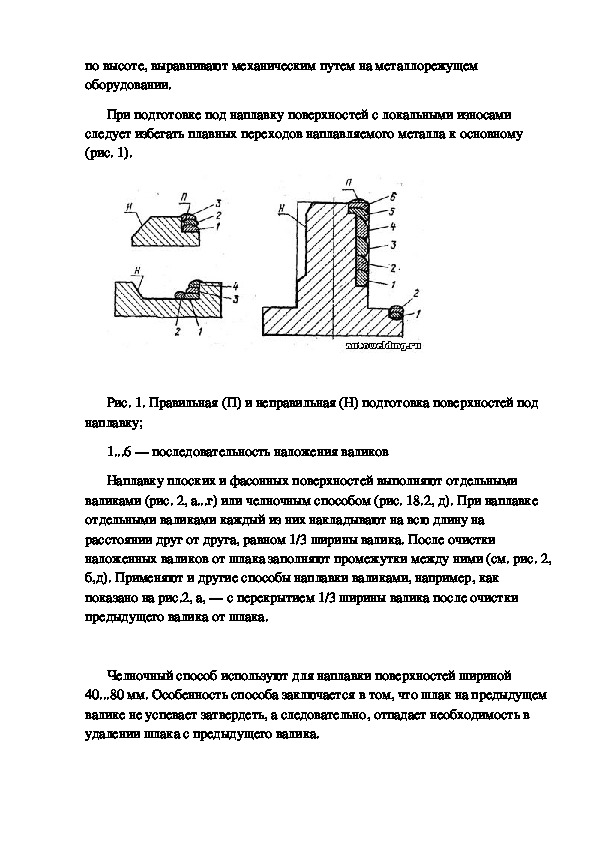
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
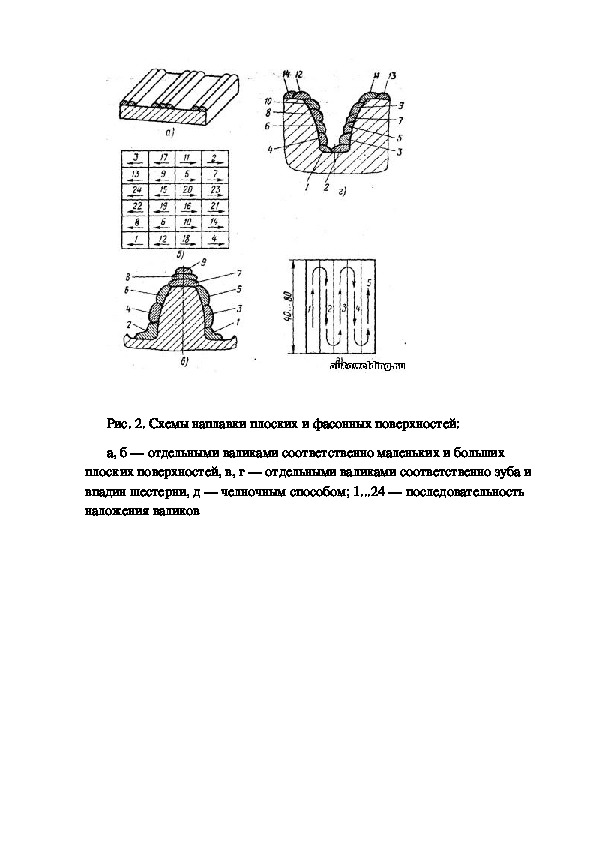
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
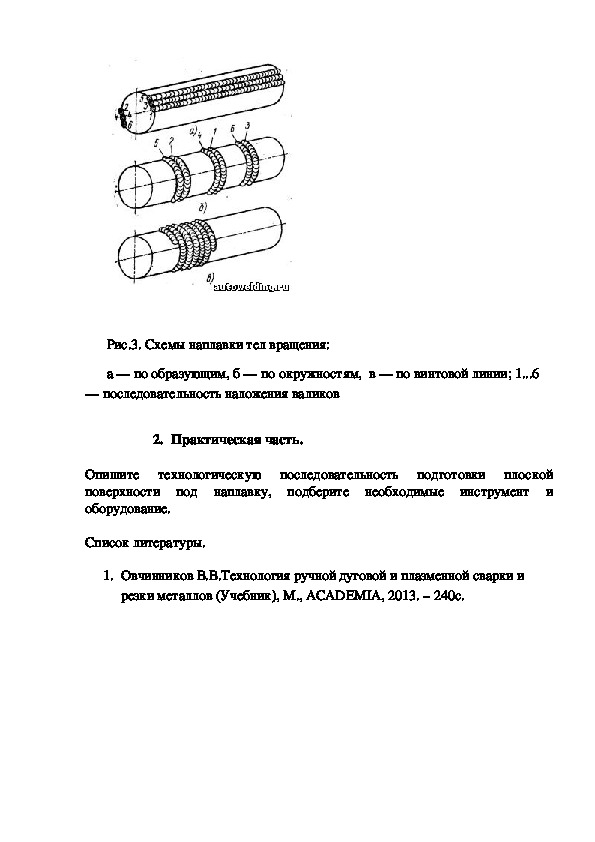
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
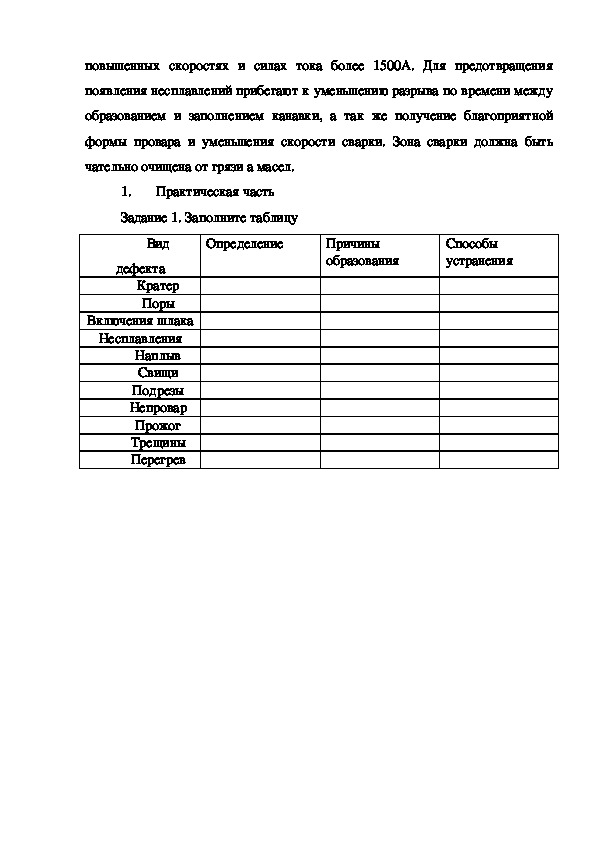
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
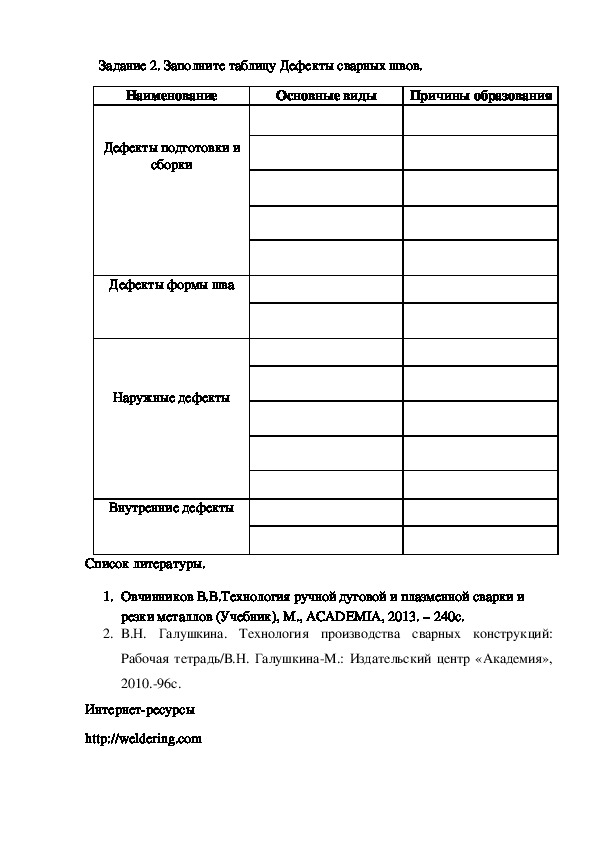
Методические указания к выполнению МДК 07.01. Технология сварочных работ ручной электродуговой сваркой
Материалы на данной страницы взяты из открытых истончиков либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
06.03.2019
Посмотрите также:
© ООО «Знанио»
С вами с 2009 года.
![]()
О портале