Поделиться

ПЛАН - КОНСПЕКТ
урока по учебной практике в группе 15
по профессии «Сварщик (электрогазосварочные и газосварочные работы)»
Тема программы: Дуговая наплавка валиков и сварка пластин, покрытыми электродами, в нижнем, наклонном, вертикальном и горизонтальном положении швов.
Тема урока: Наплавка валиком нижнем положении на пластине левым способом.
Методическая тема: «Активизация учебно-познавательной деятельности обучающихся на уроках производственного обучения»
Цели урока:
Обучающая: - Научить приемам выполнения наплавки ниточных валиков, ответственного отношения к выполнению производственного задания, заинтересованности в экономии сварочных материалов.
Развивающая - продолжить развитие у обучающихся умении обосновывать выбранный режим сварки, анализировать и устранять причины брака.
Воспитательная - Способствовать развитию интереса к профессии и бережного отношения к оборудованию, инструментам и к спец. одежде.
Уровень усвоения - II
Межпредметные связи:- спец. технология, материаловедение, экономика, охрана труда .
Внутрипредметные связи: - сварка пластин встык без подготовки кромок в нижнем положении шва.
ОК1. Понимать сущность и социальную значимость своей будущей профессии,
проявлять к ней устойчивый интерес.
ОК2 Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем
ОК6 Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
ПК1.1 Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке.
ПК3.3 Наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей.
ПК4.1 Выполнять зачистку швов после сварки.
Тип урока Формирование, изучение новых приемов и способов
профессиональной деятельности.
Вид урока: Рассказ, показ трудовых приемов и упражнении.
Методы: Обучения - диалогический, алгоритмический.
Преподавания - объяснительно стимулирующий, инструктивный.
Учения - Репродуктивный, практический.
Материально - техническое и дидактическое оснащение урока.
- посты ручной дуговой сварки, электроды типа Э-42А (УОНИ-13/55) диаметром 4 мм, пластины из низкоуглеродистой стали, линейки, щетки по металлу, угольники, мел, классная доска, защитные маски, защитные очки, шлакоотделители, образцы пластин, инструкционно-технологические карты, плакаты по наплавке ГОСТ- 5264- 80 "Ручная дуговая наплавка", справочник сварщика, компьютер с мультимидейной установкой.
Ход урока
1. Организационная часть - 5 мин
- проверка обучающихся по списку;
- проверка внешнего вида обучающихся;
- проверка готовности к уроку;
- объявление темы и целей урока.
2.Актуализация опорных знаний-умений, навыков вопросы для актуализации:
1. Что называется сваркой?
2. В чем заключается сущность сварки?
3. Что называется наплавкой?
4. Область применения наплавки.
5. Чем отличается наплавка от сварки?
6. Значение наплавки?
7. Источники питания дуги?
3.Формирование новых знаний, умений, навыков:
План изучения темы
а) сущность наплавки
б) значение наплавки и область применения
в) материал для наплавки
г) оборудование
д ) знакомство с технологической картой:, -подготовка шва к наплавке разметка
-выбор режима,скорость наплавки
е) дефекты, способы их предупреждения, устранение, самоконтроль во время работы
Контроль за наплавкой, внешний осмотр. Организация рабочего места. Экономия и бережливость. Закрепление материала.
Вопросы для закрепления:
а) сущность наплавки
б) значение наплавки
в) материал для наплавки
г) оборудование
- Технология наплавки по инструкционной - технологической карте.
а) подготовка шва к наплавке
б) разметка
в) выбор режима
г) наплавка (технические
указания), повторение учащимися
примеров наплавки по инструкционной - технологической карте.
- Техника безопасности при наплавке:
а) опасность электрического тока.
б) почему нельзя проводить наплавку без щитка.
в) ожоги
г) пожаробезопасность
д) как производится отбивка
шлака.
Сообщение учащимся критерии оценок:
«отлично» - форма шва ровная, нет разрывов, поверхность гладкая,
«хорошо» - крупная чешуйчатость.
«удовлетворительно» - поверхность наплавки негладкая.
«неудовлетворительно» - крупная чешуйчатость, поверхность наплавки негладкая, отклонения от разметки;
- Объявление нормы времени на наплавку и зачистку поверхности от шлака. Расчёт расхода электродов.
- Объявление заданий на день.
3. Текущий инструктаж Формирование новых
приёмов и способов профессиональной
деятельности.
Самостоятельная работа обучающихся по выполнению наплавки ниточных валиков на стальные пластины:
• Подготовка металла к наплавке
• Разметка пластин
• Выбор режима наплавки
• Наплавка «слева- направо», «справа- налево»
• Зачистка от шлака
• Контроль качества
4. Целевые обходы:
- организация рабочего места
- соблюдение правил техники безопасности
- правильность применения обучающимися приёмов наплавки
- контроль и оценка качества выполнения учебно-производственных работ на определенных этапах.
- дополнительное разъяснение и показ трудоемких приемов и операций в форме индивидуального или фронтального инструктажа.
- правильность пользования обучающимися приемами самоконтроля, контрольно-измерительных инструментов.
- предупреждение и устранение типичных ошибок.
- прием и оценка работы.
- уборка рабочих мест.
5 Заключительный инструктаж:
1) Анализ учебно-производственной деятельности обучающихся на уроке группы в целом и персонально.
2) Разобрать и сгруппировать наиболее характерные ошибки в работе обучающихся, причины их появления и способы их устранения.
3) Подведения итогов урока.
4) В завершении урока обучающимся было предложено ответить на вопросы рефлексии:
а) Вы удовлетворены участием на этом уроке?
б) Особых трудностей при выполнении задании не испытывали?
в) Интересные задания были?
г) Мы провели большую познавательную работу?
д) Мы молодцы?
5) Объявление оценок.
6)Домашнее задание для подготовки к следующему уроку: Разработать инструкционно-технологическую карту на тему «Наплавка уширенных валиков на пластины в нижнем положении»
![]()
Жилкина И.В.
План - конспект урока по учебной практике по теме: « Наплавка валиков в нижнем положении на пластине левым способом»
Вводный инструктаж
|
Деятельность мастера п/о
|
Деятельность обучающихся |
|
1. Актуализация опорных знаний, умений,навыков:
|
|
|
Вопрос: что называется сваркой?
|
Сваркой называется процесс получения неразъемного соединения твердых материалов путем их местного сплавления в результате чего возникают прочные связи между атомами свариваемых материалов. |
|
Вопрос: в чем заключается сущность сварки?
|
Сущность сварки заключается в том ,что с помощью электрической дуги электродный металл и кромки свариваемых деталей в месте соединения расплавляются ,самопроизвольно сливаются ,образуя общую сварочную ванну,по мере удаления источника нагрева металл сварочной ванны остывает ,образуя сварной шов, который и соединяет свариваемые детали.
|
|
Вопрос: что называется наплавкой?
|
Наплавкой называется процесс нанесения с помощью сварки слоя металла на поверхность изделия. |
|
Вопрос: область применения наплавки?
|
Наплавку применяют для восстановления изношенных деталей и получения изделий с заданными свойствами поверхности:износостойкостью,жаропрочностью, жаростойкостью.кислотостойкостью и другими свойствами. |
|
Вопрос: чем отличается наплавка от сварки?
|
Наплавка в отличии от сварки расплавляется на незначительную глубину. |
|
Вопрос: значение наплавки?
|
Огромное, в том числе и экономическая выгода и поэтому объем наплавочных работ очень велик и постоянно возрастает. |
|
Вопрос: источник питания дуги?
|
Сварочные выпрямители ВДМ-1001 |
|
2. Объявление обучающимся темы и цели урока. |
слушают |
|
3.Объяснение новой темы: а) сущность наплавки б) значение наплавки и область применения в) материал для наплавки г) оборудование |
слушают вовлекаются в беседу |
|
4. Знакомство с технологической картой а) подготовка шва к наплавке б) разметка в) выбор режима, инструменты г) скорость наплавки
|
называют силу сварочного тока, диаметр электрода, длину дуги, род, полярность тока, называют критерии определяющие скорость наплавки
|
|
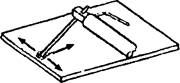
5.Разбор схемы основных движений электродом. Рассказать: первое движение равномерной и неравномерной подачи электрода к детали по мере его плавления нужно стремиться поддерживать как можно более короткую дугу (2-3 мм.) второе движение: передвижение электрода вдоль кромок по направлению сварки При этом электрод необходимо наклонять под углом 15-30 градусов к оси перпендикулярной плоскости сварки.
|
слушают запоминают
|
|
6. Детальный разбор
технологии частых коротких замыканий электрода с изделием, 2 - электрод держат неподвижно до полного обрыва дуги.
|
запоминают
вовлекаются в беседу |
|
7. Ознакомление
обучающихся с Упражнение 2: наплавить на пластину ниточный валик электродом расположенным углом назад.
|
запоминают
|
|
8.Изучить технологию выполнения упражнения по инструкционным картам. Рассказать как пользоваться шаблонами для определения геометрических размеров валиков
|
|
|
9. Возможные виды брака. Способы предупреждения и исправления по инструктивно - технологической карте при выполнении наплавки валиков - организация рабочего места - не должно быть оголенных проводов. - заземление. - правильное пользование инструментом сварки - спец. одежда и средства индивидуальной защиты. Вопрос: Первая медицинская помощь при поражении электрическим током |
слушают
Ответ: отключение источника тока, освободить пострадавшего вынести его на свежий воздух.
|
|
10.Демонстрация обучающимся наплавки валиков на пластины в нижнем положении. |
Внимательно смотрят |
|
11.Объявление норм времени.
|
слушают
|
|
12.Расчет расхода электродов
|
слушают
|
|
13.Распределение обучающихся по рабочим местам |
|
|
14.Выдача обучающимся заготовок, электродов, инструментов. Вопрос: как можно исправить возможные дефекты? - поры; разбрызгивания металла; прилипание электрода; прожоги, наплывы, металла; образование кратера несоблюдение геометрических размеров шва
|
Ответ: зачистить пластину; Отрегулировать длину дуги; увеличить силу сварочного тока, заварить кратер. |
|
Закрепление материала: Вопрос: сущность сварки |
Отвечают |
|
Вопрос: значение наплавки
|
вовлекаются в разговор
|
|
Вопрос: материал для наплавки
|
Ответ: электроды большого диаметра
|
|
Вопрос: оборудование |
Ответ: источники питания дуги. |
|
Вопрос: выбор режима
|
Ответ: правильно подобрать силу сварочного тока, диаметр электрода и его наклон, длину дуги.
|
|
Вопрос: разметка
|
Ответ: называют инструменты, чертилка и т.д. |
|
Вопрос: подготовка шва к наплавке
|
вовлекаются в беседу |
|
Вопрос: Повторение обучающимися приемов наплавки |
повторяют приемы наплавки |
Наплавка валиков на пластину из малоуглеродистой стали в нижнем положении
1. Вы будете выполнять наплавку на пластину из малоуглеродистой стали марки Ст 3 размером 6х 100x150.
2. ВЫБЕРИТЕ марку электродов для выполнения наплавки на пластину из стали Ст3 от источника переменного тока.
|
Сталь |
Электрода |
||||
|
Тип |
Марка |
Вид покрытия |
Род тока |
Полярность |
|
|
Ст0; СТ1; Ст2; СТ3 |
Э-42 |
АНО-6М; ОММ-5; ЦМ-7 |
АР (рутилово-кислый), А (кислый) |
~ (перемен) = (постоян.) |
- (прямая) + (обратная) |
|
Э-46 |
АНО-4; ОЗС-4; МР-3 |
АР; РБ (рутилово-основной) |
~; + |
+ |
|
|
10; 15 кп; 20 кп; 20 пс; 20 |
Э-42 |
АНО-6М |
АР |
~; = |
+; - |
|
Э-42А |
УОНИ 13/45 |
Б (основной) |
= |
+ |
|
|
Э-46 |
АНО-4; ОЗС-4; МР-3 |
Р (рутиловый); РБ (рутилово-основной) |
~; = |
+; - |
|
|
Э-46А |
ИТС-6 |
Р (рутиловый) |
~; = |
+ |
|
|
Э-50 |
ВСЦ-4А |
Ц (целлюлозный)) |
= |
+ |
|
|
Э-50А |
УОНИ 13/55; ИТС-4С, ЦУ-5; ТМУ-21 У |
Б (основной) |
= |
+ |
|
|
10Г2; 09Г2С; 16ГС |
Э-50 |
ВСЦ-4А |
Ц (целлюлозный) |
= |
+ |
|
Э-50А |
УОНИ 13/55; ЦУ-5; ТМУ-21У, ИСТ-4С |
Б (основной) |
= |
+ |
|
Возьмите электроды марки МР-3 0 4 мм с рутилово-основным покрытием
3. ПРОКАЛИТЕ электроды по режиму указанному на пачке. Можете для определения режима прокалки воспользоваться также таблицей:
|
Электроды |
Режим прокалки |
|
|
температура, С |
выдержка, час |
|
|
МР-3, АНО-4, АНО-6М, ОЗС-4, АНО-18, АИО-24, ЦМ-7 |
170±120 |
1 |
Помните, что непрокаленные электроды - одна из глинных причин возникновения пор в наплавленном металле.

4. ЗАЧИСТИТЕ поверхность пластины проволочной щеткой от ржавчины, окалины, грязи для предупреждения пор и других несплошностей в наплавленном металле, а также несплавленин между основным и наплавленным металлом Положите пластину на сварочный стол длинной стороной к себе.
5. УСТАНОВИТЕ регулятором на источнике питания силу тока 130 А, соответствующую электроду диаметром 4 мм. Уточните силу тока по этикетке на пачке или пользуясь зависимостью:
 Iсв = (30 - 40) Дэлектрода
Iсв = (30 - 40) Дэлектрода
6. ЗАКРЕПИТЕ электрод оголенным концом в электрододержателе под углом 90-100°.
7. ВКЛЮЧИТЕ вентиляциюю, НАДЕНЬТЕ рукавицы и защитную маску со светофильтром марки С-5, пригодным для сварки на токе 130А.
|
Дуговая сварка металлическим электродом |
Сила тока |
15 30 60 150 275 350 600 700 900 |
|||||||||
|
Обозначение светофильтра |
|
С-3 |
С-4 |
С-5 |
С-6 |
С-7 |
С-8 |
С-9 |
С-10 |
С-11 |
|
Не забывайте это делать всякий раз, когда зажигаете дугу.

8. Вы можете выполнять наплавку в направлениях:
- слева направо - это наиболее удобное для сварщика направление.
- справа налево.
- от себя;
- на себя
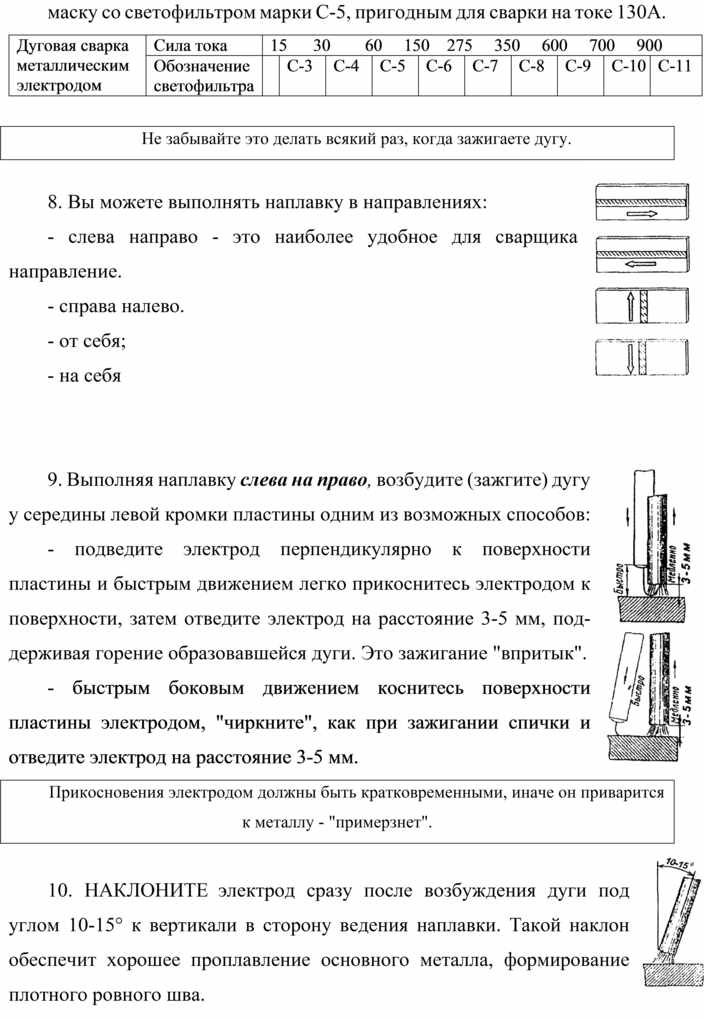
 9. Выполняя наплавку слева
на право, возбудите (зажгите) дугу у середины левой кромки
пластины одним из возможных способов:
9. Выполняя наплавку слева
на право, возбудите (зажгите) дугу у середины левой кромки
пластины одним из возможных способов:
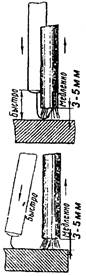
- подведите электрод перпендикулярно к поверхности пластины и быстрым движением легко прикоснитесь электродом к поверхности, затем отведите электрод на расстояние 3-5 мм, поддерживая горение образовавшейся дуги. Это зажигание "впритык".
- быстрым боковым движением коснитесь поверхности пластины электродом, "чиркните", как при зажигании спички и отведите электрод на расстояние 3-5 мм.
Прикосновения электродом должны быть кратковременными, иначе он приварится к металлу - "примерзнет".

10. НАКЛОНИТЕ электрод сразу после возбуждения дуги под углом 10-15° к вертикали в сторону ведения наплавки. Такой наклон обеспечит хорошее проплавление основного металла, формирование плотного ровного шва.
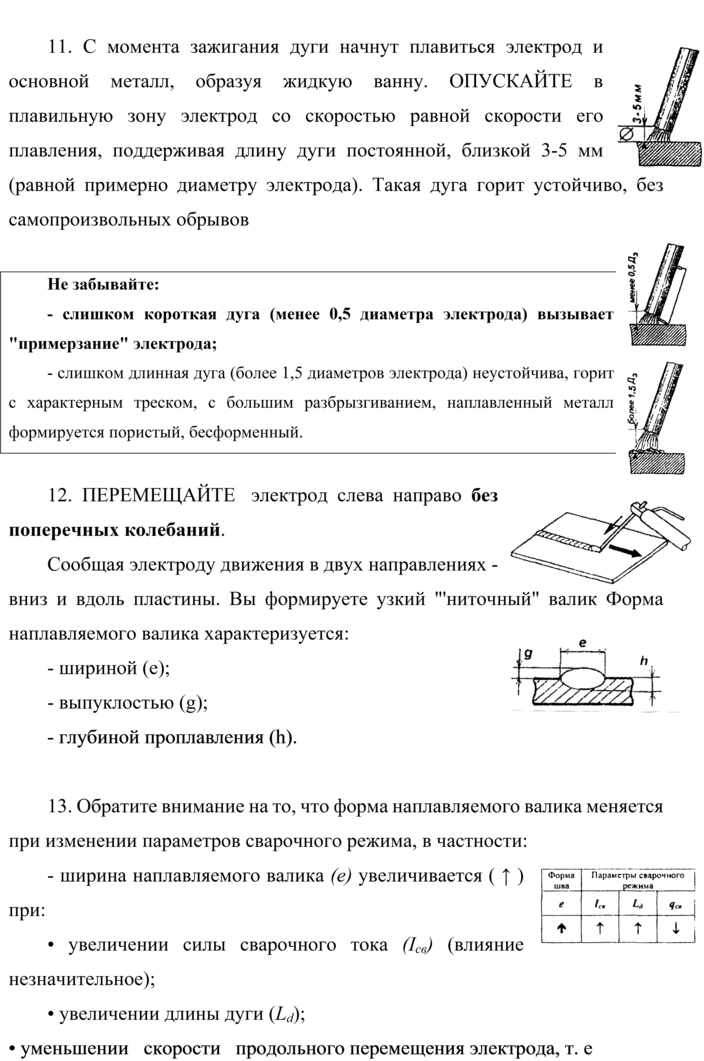
 11. С момента зажигания
дуги начнут плавиться электрод и основной металл, образуя жидкую ванну.
ОПУСКАЙТЕ в плавильную зону электрод со скоростью равной скорости его
плавления, поддерживая длину дуги постоянной, близкой 3-5
мм (равной примерно диаметру электрода). Такая дуга горит устойчиво, без
самопроизвольных обрывов
11. С момента зажигания
дуги начнут плавиться электрод и основной металл, образуя жидкую ванну.
ОПУСКАЙТЕ в плавильную зону электрод со скоростью равной скорости его
плавления, поддерживая длину дуги постоянной, близкой 3-5
мм (равной примерно диаметру электрода). Такая дуга горит устойчиво, без
самопроизвольных обрывов

Не забывайте:
- слишком короткая дуга (менее 0,5 диаметра электрода) вызывает "примерзание" электрода;
- слишком длинная дуга (более 1,5 диаметров электрода) неустойчива, горит с характерным треском, с большим разбрызгиванием, наплавленный металл формируется пористый, бесформенный.
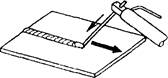 12. ПЕРЕМЕЩАЙТЕ электрод слева направо без
поперечных колебаний.
12. ПЕРЕМЕЩАЙТЕ электрод слева направо без
поперечных колебаний.
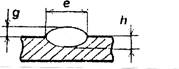 Сообщая электроду
движения в двух направлениях - вниз и вдоль пластины. Вы формируете узкий
"'ниточный" валик Форма наплавляемого валика характеризуется:
Сообщая электроду
движения в двух направлениях - вниз и вдоль пластины. Вы формируете узкий
"'ниточный" валик Форма наплавляемого валика характеризуется:
- шириной (е);
- выпуклостью (g);
- глубиной проплавления (h).
13. Обратите внимание на то, что форма наплавляемого валика меняется при изменении параметров сварочного режима, в частности:
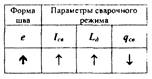 - ширина наплавляемого
валика (е) увеличивается ( ↑ ) при:
- ширина наплавляемого
валика (е) увеличивается ( ↑ ) при:
• увеличении силы сварочного тока (Iсв) (влияние незначительное);
• увеличении длины дуги (Ld);
• уменьшении скорости продольного перемещения электрода, т. е скорости сварки (qсв).
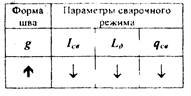 - выпуклость (g) увеличивается ( ↑ )
при:
- выпуклость (g) увеличивается ( ↑ )
при:
• уменьшении силы сварочного тока (Iсв) (влияние незначительное).
• уменьшении длины дуги (Ld);
• уменьшении скорости продольного перемещения электрода (qсв)
- глубина проплавления (h) увеличивается ( ↑ ) при:
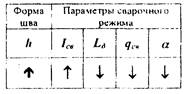 • увеличении силы
сварочного тока (Iсв);
• увеличении силы
сварочного тока (Iсв);
• уменьшении длинны дуги (Ld);
• уменьшении скорости продольного перемещения электрода (qсв);
• уменьшении угла наклона электрода к вертикали (α).
Однако, надо принять к сведению, что на практике при ручной сварке изменение одного элемента сварочного режима сопровождается изменениями и других элементов режима. Степень влияния каждого из параметров режима определяется опытным путем.
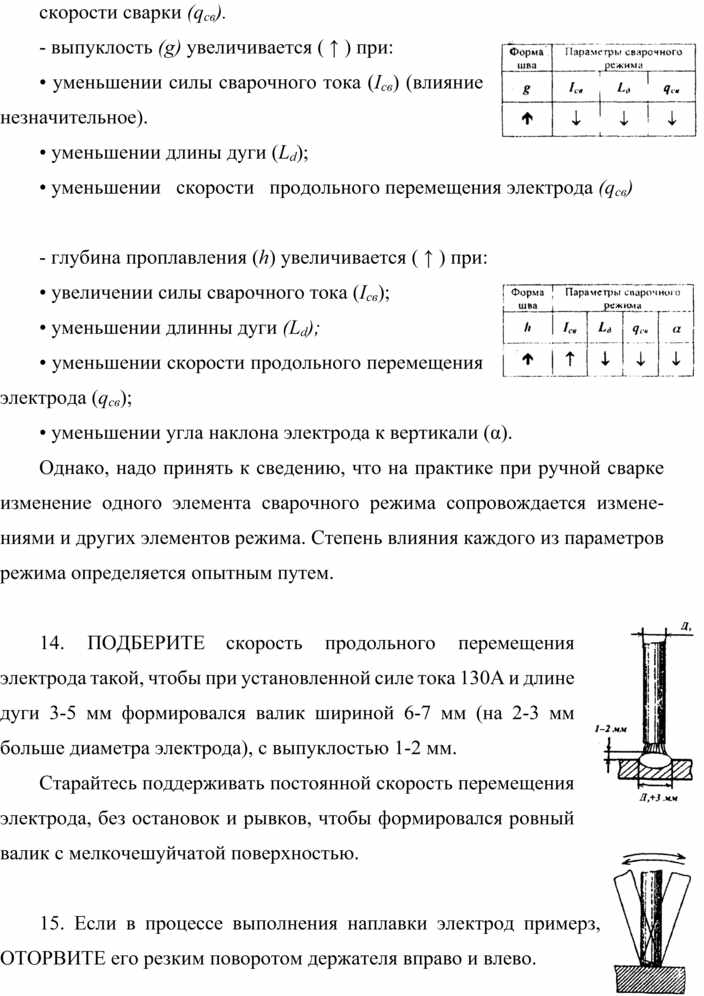
14. ПОДБЕРИТЕ скорость продольного перемещения электрода такой, чтобы при установленной силе тока 130А и длине дуги 3-5 мм формировался валик шириной 6-7 мм (на 2-3 мм больше диаметра электрода), с выпуклостью 1-2 мм.
 Старайтесь поддерживать
постоянной скорость перемещения электрода, без остановок и рывков, чтобы
формировался ровный валик с мелкочешуйчатой поверхностью.
Старайтесь поддерживать
постоянной скорость перемещения электрода, без остановок и рывков, чтобы
формировался ровный валик с мелкочешуйчатой поверхностью.
15. Если в процессе выполнения наплавки электрод примерз, ОТОРВИТЕ его резким поворотом держателя вправо и влево.
 16. При резком обрыве дуги
после остывания жидкого металла ванны в нем остается углубление - кратер.
Незаплавленный кратер - место скопления неметаллических включений, в нем очень
вероятно появление мелких паукообразных трещин.
16. При резком обрыве дуги
после остывания жидкого металла ванны в нем остается углубление - кратер.
Незаплавленный кратер - место скопления неметаллических включений, в нем очень
вероятно появление мелких паукообразных трещин.
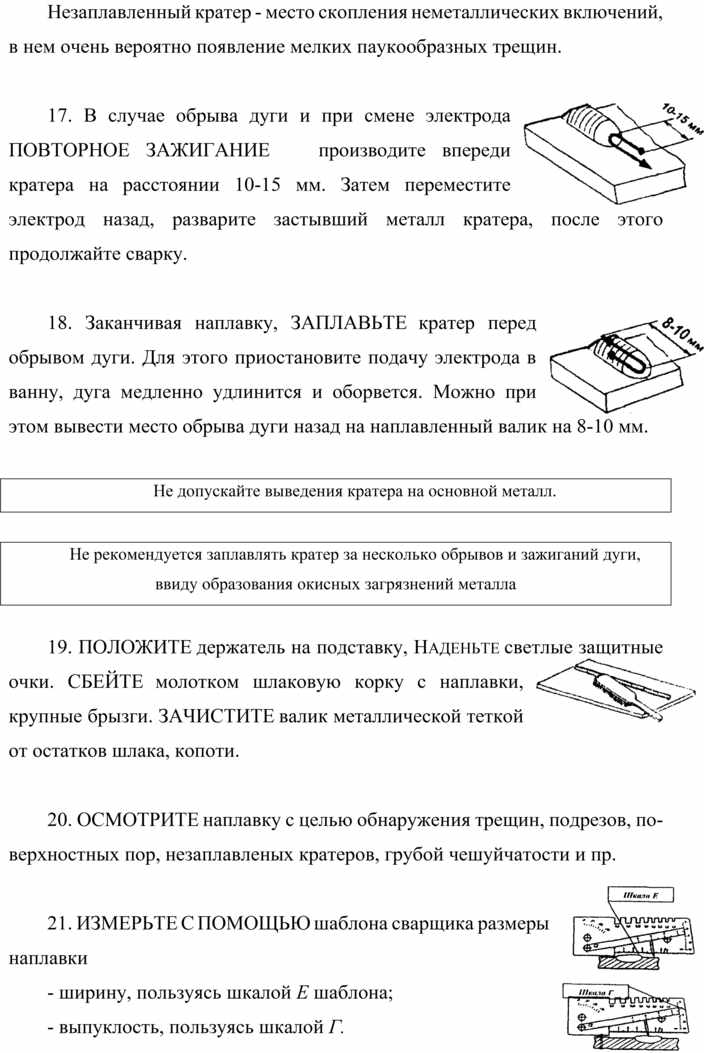
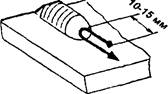 17. В случае обрыва дуги
и при смене электрода ПОВТОРНОЕ ЗАЖИГАНИЕ производите впереди кратера на
расстоянии 10-15 мм. Затем переместите электрод назад, разварите застывший
металл кратера, после этого продолжайте сварку.
17. В случае обрыва дуги
и при смене электрода ПОВТОРНОЕ ЗАЖИГАНИЕ производите впереди кратера на
расстоянии 10-15 мм. Затем переместите электрод назад, разварите застывший
металл кратера, после этого продолжайте сварку.
 18. Заканчивая наплавку, ЗАПЛАВЬТЕ кратер перед обрывом дуги. Для
этого приостановите подачу электрода в ванну, дуга медленно удлинится и
оборвется. Можно при этом вывести место обрыва дуги назад на наплавленный валик
на 8-10 мм.
18. Заканчивая наплавку, ЗАПЛАВЬТЕ кратер перед обрывом дуги. Для
этого приостановите подачу электрода в ванну, дуга медленно удлинится и
оборвется. Можно при этом вывести место обрыва дуги назад на наплавленный валик
на 8-10 мм.
Не допускайте выведения кратера на основной металл.
Не рекомендуется заплавлять кратер за несколько обрывов и зажиганий дуги, ввиду образования окисных загрязнений металла
 19. ПОЛОЖИТЕ держатель на подставку, Наденьте светлые защитные очки. СБЕЙТЕ молотком шлаковую корку с
наплавки, крупные брызги. ЗАЧИСТИТЕ валик
металлической теткой от остатков шлака, копоти.
19. ПОЛОЖИТЕ держатель на подставку, Наденьте светлые защитные очки. СБЕЙТЕ молотком шлаковую корку с
наплавки, крупные брызги. ЗАЧИСТИТЕ валик
металлической теткой от остатков шлака, копоти.
20. ОСМОТРИТЕ наплавку с целью обнаружения трещин, подрезов, поверхностных пор, незаплавленых кратеров, грубой чешуйчатости и пр.
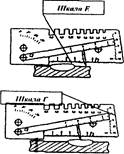
21. ИЗМЕРЬТЕ С ПОМОЩЬЮ шаблона сварщика размеры наплавки
- ширину, пользуясь шкалой Е шаблона;
- выпуклость, пользуясь шкалой Г.
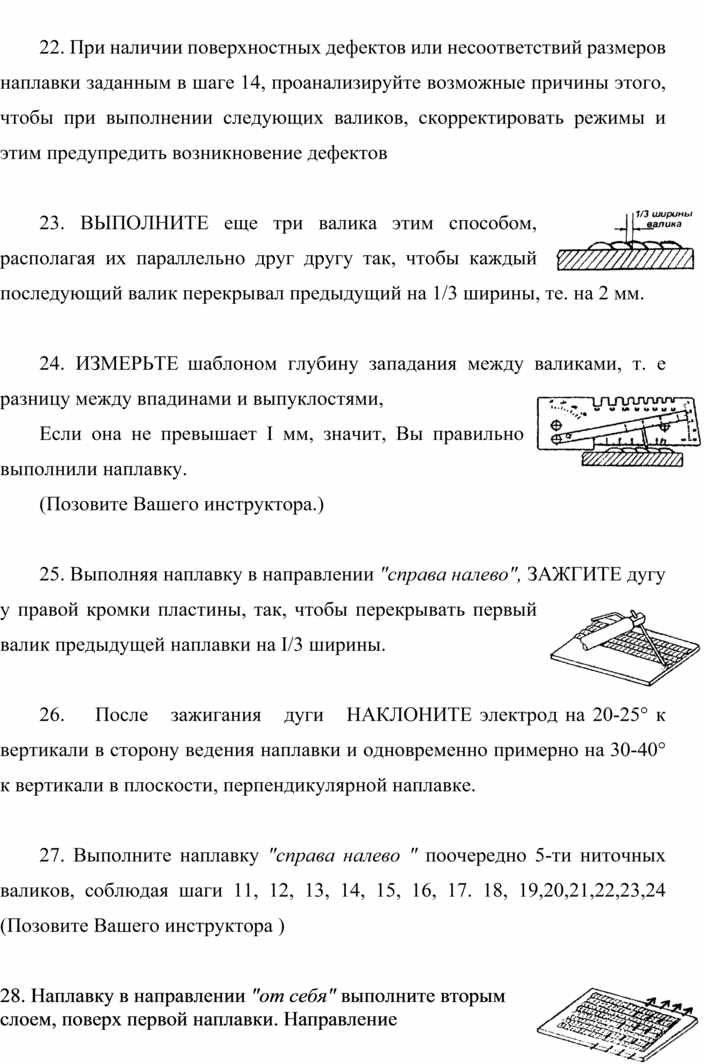
22. При наличии поверхностных дефектов или несоответствий размеров наплавки заданным в шаге 14, проанализируйте возможные причины этого, чтобы при выполнении следующих валиков, скорректировать режимы и этим предупредить возникновение дефектов
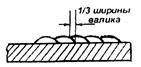
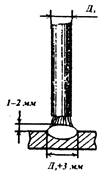
23. ВЫПОЛНИТЕ еще три валика этим способом, располагая их параллельно друг другу так, чтобы каждый последующий валик перекрывал предыдущий на 1/3 ширины, те. на 2 мм.
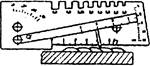 24. ИЗМЕРЬТЕ шаблоном глубину западания
между валиками, т. е разницу между впадинами и выпуклостями,
24. ИЗМЕРЬТЕ шаблоном глубину западания
между валиками, т. е разницу между впадинами и выпуклостями,
Если она не превышает I мм, значит, Вы правильно выполнили наплавку.
(Позовите Вашего инструктора.)
 25. Выполняя наплавку в
направлении "справа налево", ЗАЖГИТЕ дугу у правой кромки пластины,
так, чтобы перекрывать первый валик предыдущей наплавки на I/3 ширины.
25. Выполняя наплавку в
направлении "справа налево", ЗАЖГИТЕ дугу у правой кромки пластины,
так, чтобы перекрывать первый валик предыдущей наплавки на I/3 ширины.
26. После зажигания дуги НАКЛОНИТЕ электрод на 20-25° к вертикали в сторону ведения наплавки и одновременно примерно на 30-40° к вертикали в плоскости, перпендикулярной наплавке.
27. Выполните наплавку "справа налево " поочередно 5-ти ниточных валиков, соблюдая шаги 11, 12, 13, 14, 15, 16, 17. 18, 19,20,21,22,23,24 (Позовите Вашего инструктора )
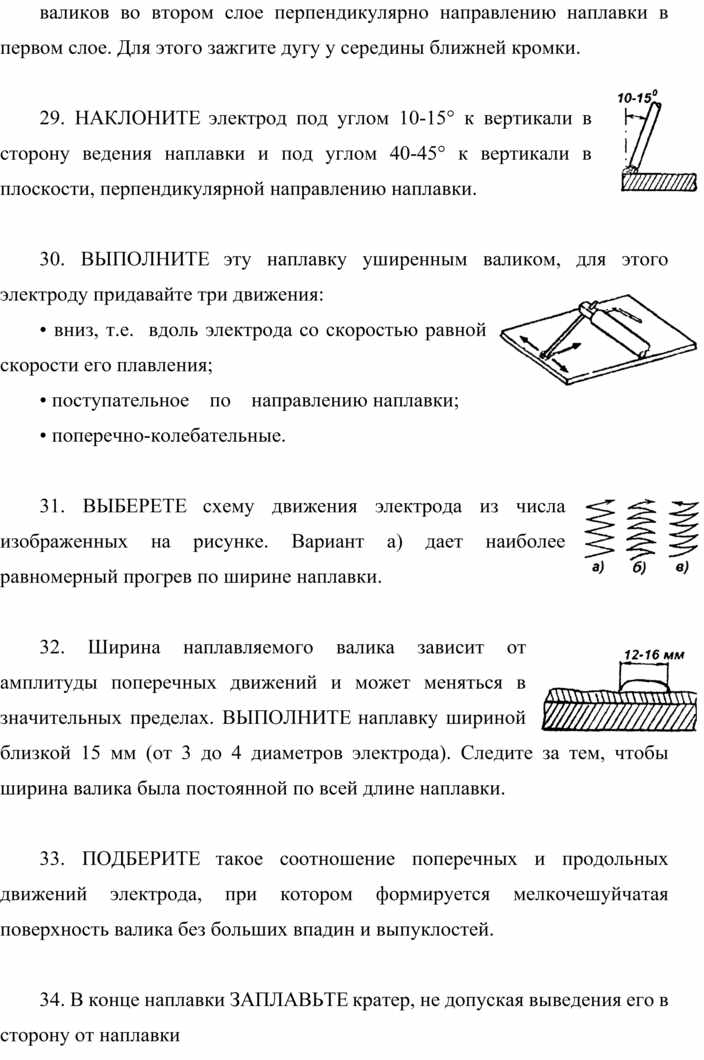
 28. Наплавку в
направлении "от себя" выполните вторым слоем, поверх первой
наплавки. Направление валиков во втором слое перпендикулярно направлению наплавки
в первом слое. Для этого зажгите дугу у середины ближней кромки.
28. Наплавку в
направлении "от себя" выполните вторым слоем, поверх первой
наплавки. Направление валиков во втором слое перпендикулярно направлению наплавки
в первом слое. Для этого зажгите дугу у середины ближней кромки.

29. НАКЛОНИТЕ электрод под углом 10-15° к вертикали в сторону ведения наплавки и под углом 40-45° к вертикали в плоскости, перпендикулярной направлению наплавки.
 30. ВЫПОЛНИТЕ эту наплавку уширенным
валиком, для этого электроду придавайте три движения:
30. ВЫПОЛНИТЕ эту наплавку уширенным
валиком, для этого электроду придавайте три движения:
• вниз, т.е. вдоль электрода со скоростью равной скорости его плавления;
• поступательное по направлению наплавки;
• поперечно-колебательные.
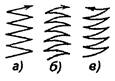 31. ВЫБЕРЕТЕ схему движения электрода из
числа изображенных на рисунке. Вариант а) дает наиболее равномерный прогрев по
ширине наплавки.
31. ВЫБЕРЕТЕ схему движения электрода из
числа изображенных на рисунке. Вариант а) дает наиболее равномерный прогрев по
ширине наплавки.
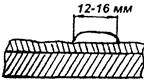 32. Ширина наплавляемого
валика зависит от амплитуды поперечных движений и может меняться в значительных
пределах. ВЫПОЛНИТЕ наплавку
шириной близкой 15 мм (от 3 до 4 диаметров электрода). Следите за тем, чтобы
ширина валика была постоянной по всей длине наплавки.
32. Ширина наплавляемого
валика зависит от амплитуды поперечных движений и может меняться в значительных
пределах. ВЫПОЛНИТЕ наплавку
шириной близкой 15 мм (от 3 до 4 диаметров электрода). Следите за тем, чтобы
ширина валика была постоянной по всей длине наплавки.
33. ПОДБЕРИТЕ такое соотношение поперечных и продольных движений электрода, при котором формируется мелкочешуйчатая поверхность валика без больших впадин и выпуклостей.
34. В конце наплавки ЗАПЛАВЬТЕ кратер, не допуская выведения его в сторону от наплавки

35. ЗАЧИСТИТЕ наплавку, ОСМОТРИТЕ, ОЦЕНИТЕ ее качество и, если нужно, скорректируйте параметры режима для выполнения последующих наплавок
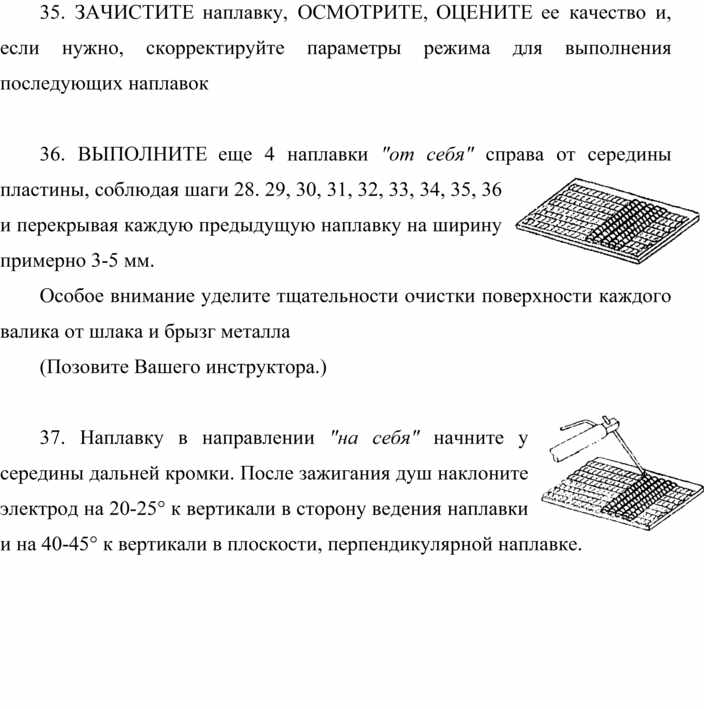
 36. ВЫПОЛНИТЕ еще 4 наплавки "от
себя" справа от середины пластины, соблюдая шаги 28. 29, 30, 31, 32,
33, 34, 35, 36 и перекрывая каждую предыдущую наплавку на ширину примерно 3-5
мм.
36. ВЫПОЛНИТЕ еще 4 наплавки "от
себя" справа от середины пластины, соблюдая шаги 28. 29, 30, 31, 32,
33, 34, 35, 36 и перекрывая каждую предыдущую наплавку на ширину примерно 3-5
мм.
Особое внимание уделите тщательности очистки поверхности каждого валика от шлака и брызг металла
(Позовите Вашего инструктора.)

37. Наплавку в направлении "на себя" начните у середины дальней кромки. После зажигания душ наклоните электрод на 20-25° к вертикали в сторону ведения наплавки и на 40-45° к вертикали в плоскости, перпендикулярной наплавке.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.