Цель работы.
Закрепление знаний, полученных в процессе обучения, при разработке технологического процесса. Знания основных видов обработки и их схем является важным практическим вопросом при подготовке будущих станочников.
«Втулка переходная» изготавливается из материала – Сталь 40Х.
Это легированная конструкционная сталь. Применяется для изготовления деталей высокой прочности и вязкости: валов, осей шестерен, ответственных болтов.
Преподаватель Берсенева Татьяна
Алексеевна
Закрепление знаний, полученных в
процессе обучения, при разработке
технологического процесса. Знания
основных видов обработки и их схем
является важным практическим
вопросом при подготовке будущих
станочников.
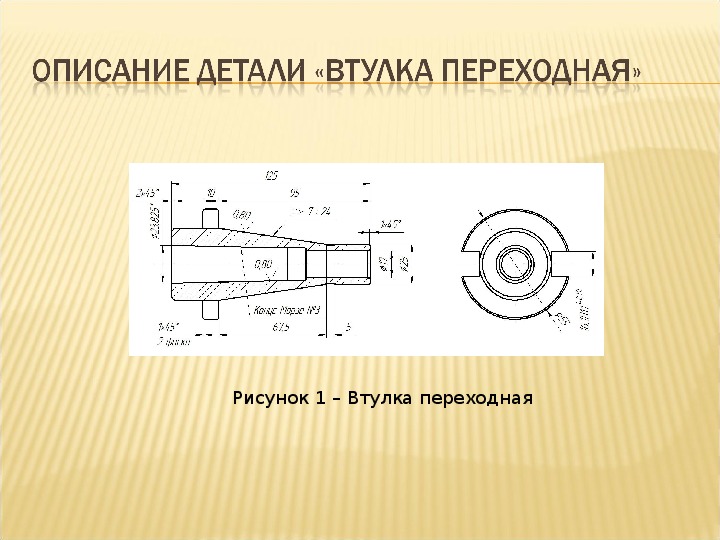
Рисунок 1 – Втулка переходная
«Втулка переходная» изготавливается
Это легированная конструкционная
из материала – Сталь 40Х.
сталь. Применяется для изготовления
деталей высокой прочности и вязкости:
валов, осей шестерен, ответственных
болтов.
деталей из этой стали, к ней применяют
различные виды термической обработки:
закалка, отпуск, нормализация, но может
применяться и без термообработки.
В зависимости от условий работы
Рисунок 2 – Токарно-винтовой станок 1К62
Токарно-винторезный станок является наиболее
характерным типом станков токарной группы.
Станок предназначен для выполнения самых
разнообразных
токарных, резьбонарезных и сверлильных работ.
Обрабатываемые детали устанавливаются в
центрах или патроне.
Рисунок 4 – Вертикально-фрезерный станок 6Р10
Фрезерные станки применяются для обработки различных плоских поверхностей,
уступов, пазов, выемок, шпоночных канавок а также для фрезерования шлицевых валов
и зубчатых колес. Выбранный станок 6Р10 принадлежит к классу широкоуниверсальных
станков т.к. имеет поворотную шпиндельную головку, за счет чего на нем можно
обрабатывать наклонные поверхности.
Станочные приспособления
Наименование
Вид
приспособления
№ операции
005
операции
Токарно-
винторезная
Наименование
приспособления
Патрон
токарный
трехкулачковы
й
самоцентрирую
щий 7100-0035
ГОСТ 2675-80
Центр
станочный
вращающийся с
углом 60°
А-1-5 ГОСТ
8742-75
Тиски
станочные
7201-0019-02
010
Вертикально-
фрезерная
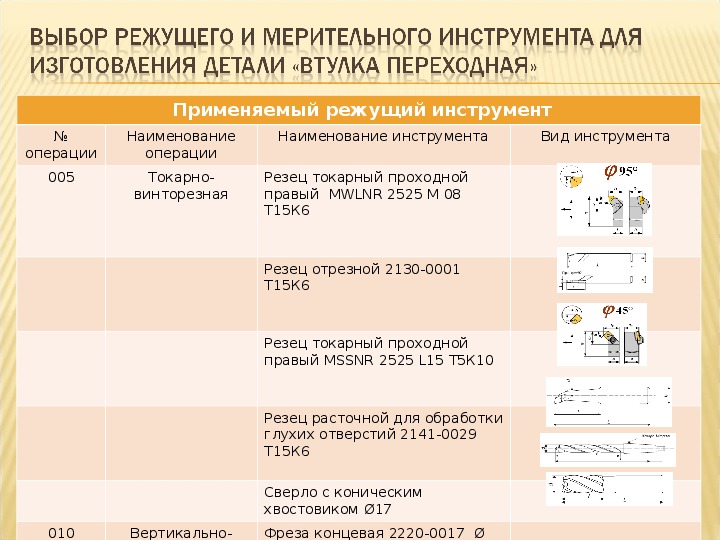
Применяемый режущий инструмент
№
операции
005
Наименование
операции
Токарно-
винторезная
010
Вертикально-
фрезерная
Наименование инструмента
Вид инструмента
Резец токарный проходной
правый MWLNR 2525 М 08
Т15К6
Резец отрезной 2130-0001
Т15К6
Резец токарный проходной
правый MSSNR 2525 L15 Т5К10
Резец расточной для обработки
глухих отверстий 2141-0029
Т15К6
Сверло с коническим
хвостовиком Ø17
Фреза концевая 2220-0017 Ø
16
Применяемый мерительный инструмент
№
операции
005
Наименовани
е операции
Токарно-
винторезная
Наименование
инструмента
Штангенциркуль ШЦ–II –
250 – 0,05 ГОСТ 166-89
Вид инструмента
Линейка 300
ГОСТ 427-75
Угломер Тип 1 ГОСТ 5378-
88
0-180°
Калибр-пробка для
конусов инструментов
Морзе 3 ГОСТ 2849-94
Штангенциркуль ШЦ–II –
250 – 0,05 ГОСТ 166-89
010
Вертикально
-фрезерная
Линейка 300
ГОСТ 427-75
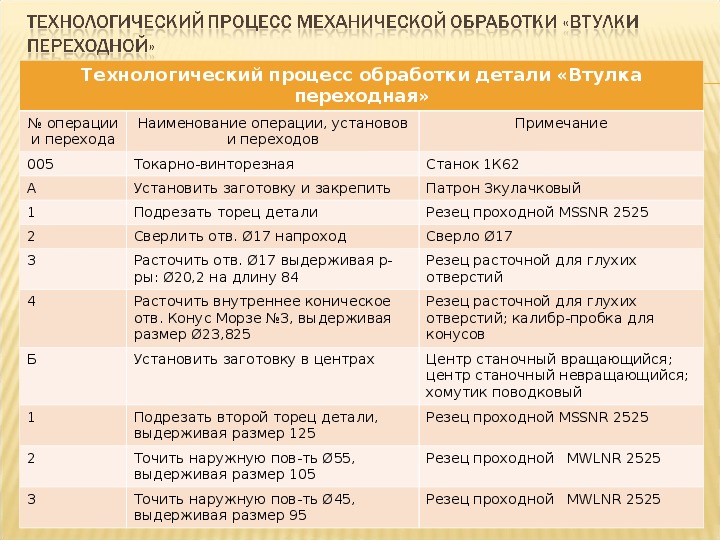
Технологический процесс обработки детали «Втулка
переходная»
№ операции
и перехода
005
А
1
2
3
4
Б
1
2
3
Наименование операции, установов
и переходов
Токарно-винторезная
Установить заготовку и закрепить
Подрезать торец детали
Сверлить отв. Ø17 напроход
Расточить отв. Ø17 выдерживая р-
ры: Ø20,2 на длину 84
Расточить внутреннее коническое
отв. Конус Морзе №3, выдерживая
размер Ø23,825
Установить заготовку в центрах
Подрезать второй торец детали,
выдерживая размер 125
Точить наружную пов-ть Ø55,
выдерживая размер 105
Точить наружную пов-ть Ø45,
выдерживая размер 95
Примечание
Станок 1К62
Патрон 3кулачковый
Резец проходной MSSNR 2525
Сверло Ø17
Резец расточной для глухих
отверстий
Резец расточной для глухих
отверстий; калибр-пробка для
конусов
Центр станочный вращающийся;
центр станочный невращающийся;
хомутик поводковый
Резец проходной MSSNR 2525
Резец проходной MWLNR 2525
Резец проходной MWLNR 2525
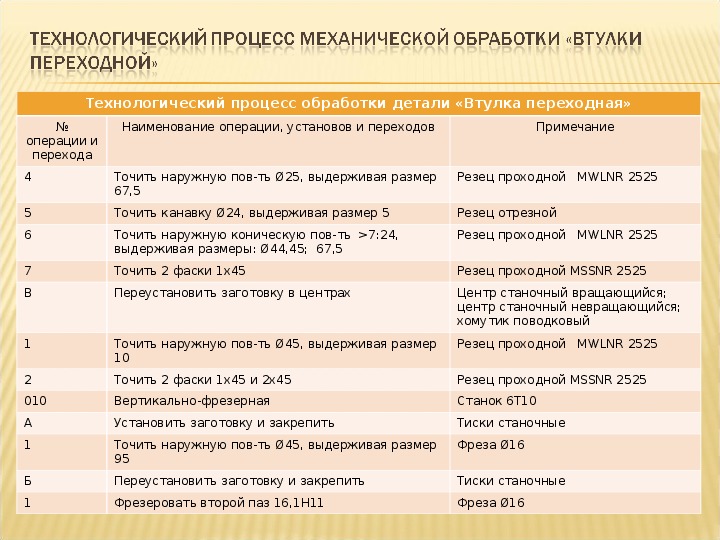
Технологический процесс обработки детали «Втулка переходная»
№
операции и
перехода
Наименование операции, установов и переходов
Примечание
4
5
6
7
В
1
2
010
А
1
Б
1
Точить наружную пов-ть Ø25, выдерживая размер
67,5
Точить канавку Ø24, выдерживая размер 5
Точить наружную коническую пов-ть >7:24,
выдерживая размеры: Ø44,45; 67,5
Точить 2 фаски 1х45
Переустановить заготовку в центрах
Точить наружную пов-ть Ø45, выдерживая размер
10
Точить 2 фаски 1х45 и 2х45
Вертикально-фрезерная
Установить заготовку и закрепить
Точить наружную пов-ть Ø45, выдерживая размер
95
Переустановить заготовку и закрепить
Фрезеровать второй паз 16,1Н11
Резец проходной MWLNR 2525
Резец отрезной
Резец проходной MWLNR 2525
Резец проходной MSSNR 2525
Центр станочный вращающийся;
центр станочный невращающийся;
хомутик поводковый
Резец проходной MWLNR 2525
Резец проходной MSSNR 2525
Станок 6Т10
Тиски станочные
Фреза Ø16
Тиски станочные
Фреза Ø16
При работе на станке станочник должен
выбирать наиболее рациональные
режимы резания. От этого зависит
качество и точность обработки детали,
износ режущего инструмента и
оборудования, время изготовления
детали, что в конечном счете влияет на
себестоимость изготовления изделия и
конечно же на заработную плату
рабочего.
Рабочее место — это зона, оснащенная
необходимы ми технологическими
средствами, в которой постоянно или
временно совершается трудовая
деятельность рабо чего или группы
рабочих, совместно выполняющих опре
деленную работу. Рабочее место
является основным звеном производ
ственной структуры механического
цеха, поэтому очень важно, чтобы оно
было рационально организовано.
Рациональная организация рабочего места
включает его планировку, оснащение и
обслуживание. Планировка бывает обшей
(внешней) и внутренней. Оснащение рабочего
места включает технические средства,
необходимые для производства определенных
видов работ, а также средства для
обеспечения комфорта на рабочем месте.
Обслуживание рабочего места — это комплекс
меро приятий по обеспечению его средствами
и предметами труда, а также услугами с
целью создания необходимых условий для
высокопроизводительной, ритмичной и без
опасной работы на протяжении всей смены.
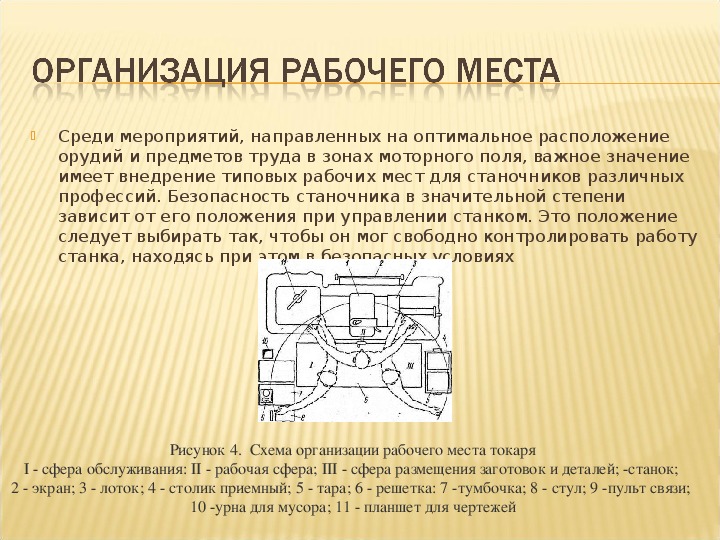
Среди мероприятий, направленных на оптимальное расположение
орудий и предметов труда в зонах мотор ного поля, важное значение
имеет внедрение типовых рабочих мест для станочников различных
профессий. Безопасность станочника в значительной степени
зависит от его положения при управлении станком. Это положение
следует выбирать так, чтобы он мог свободно контролировать работу
станка, находясь при этом в безопасных условиях
I сфера обслуживания: II рабочая сфера; III сфера размещения заготовок и деталей; станок;
2 экран; 3 лоток; 4 столик приемный; 5 тара; 6 решетка: 7 тумбочка; 8 стул; 9 пульт связи;
Рисунок 4. Схема организации рабочего места токаря
10 урна для мусора; 11 планшет для чертежей
Техника безопасности при работе на токарных станках
1. Перед каждым включением станка убедиться, что пуск
2. Привести в порядок рабочую одежду: застегнуть или
станка никому не угрожает опасностью.
подвязать обшлага рукавов, надеть головной убор;
женщины должны убрать волосы под косынку,
повязанную без свисающих концов.
3. Проверить, хорошо ли убраны станок и рабочее место,
выявить неполадки в работе станка и принять меры по
их устранению.
4. О неисправности станка немедленно заявить мастеру;
до устранения неисправности к работе не приступать.
5. Приготовить крючок для удаления стружки, ключи и
другой необходимый инструмент. Не применять
крючок с ручкой в виде петли.
2. Привести в порядок рабочую одежду: застегнуть или
Техника безопасности при работе на фрезерных
1. Обязательно пользоваться полагающейся
станках
спецодеждой, спецобувью и индивидуальными
защитными средствами.
подвязать обшлага рукавов, надеть головной убор;
женщины должны убрать волосы под косынку,
повязанную без свисающих концов.
3. Перед каждым включением станка убедиться, что пуск
станка никому не угрожает опасностью.
4. Пользоваться местным освещением напряжением
выше 36 В запрещается.
5. О неисправности станка немедленно заявить мастеру.
До устранения неисправности к работе не приступать.
Белецкий Д.Г. Справочник токаря универсала : Серия справочников
Дальский А.М. Справочник технолога-машиностроителя /
1.
для рабочих / Машиностроение
2.
Машиностроение
Вереина, Л.И. Справочник станочника : учебное пособие /
Серебреницкий А.В Краткий справочник станочника/ Машиностроение
Кучер А.М Металлорежущие станки /Альбом/ Машиностроение
Багдасарова, Т.А. Фрезерное дело : рабочая тетрадь / Т. А. Багдасарова.
Босинзон, М.А. Современные системы ЧПУ и их эксплуатация :
3.
4.
5.
– М. : Академия.
6.
учеб.пособие для нач.проф.образования / М. А. Босинзон ; под ред.
Б.И.Черпакова
7.
Л. И. Вереина, М. М. Краснов.
8.
9.
учебное пособие / Л. И. Вереина.
10.
Вышнепольский.
11.
машиностроении : учеб.пособие / С. А. Зайцев, А. Д. Куранов, А. Н. Толстов.
Вереина, Л.И. Справочник токаря : учебное пособие / Л. И. Вереина.
Вереина, Л.И. Фрезеровщик: оборудование и технологическая оснастка :
Вышнепольский, И.С. Техническое черчение : учебник / И. С.
Зайцев, С.А. Допуски, посадки и технические измерения в