Цель:
Закрепление знаний, полученных в процессе обучения, при разработке технологического процесса.
Направляющая изготавливается из стали 40Х. Эта сталь относится к классу легированных сталей. Марка применяется для изготовления деталей небольших сечений, отличается повышенной прочностью и износостойкостью. При закалке эта сталь хорошо прокаливается на большую глубину.
Технология изготовления детали
«Направляющая»
Закрепление знаний, полученных в
процессе обучения, при разработке
технологического процесса.
Рисунок 1. «Направляющая»
Направляющая изготавливается из
стали 40Х. Эта сталь относится к классу
легированных сталей. Марка
применяется для изготовления деталей
небольших сечений, отличается
повышенной прочностью и
износостойкостью. При закалке эта сталь
хорошо прокаливается на большую
глубину.
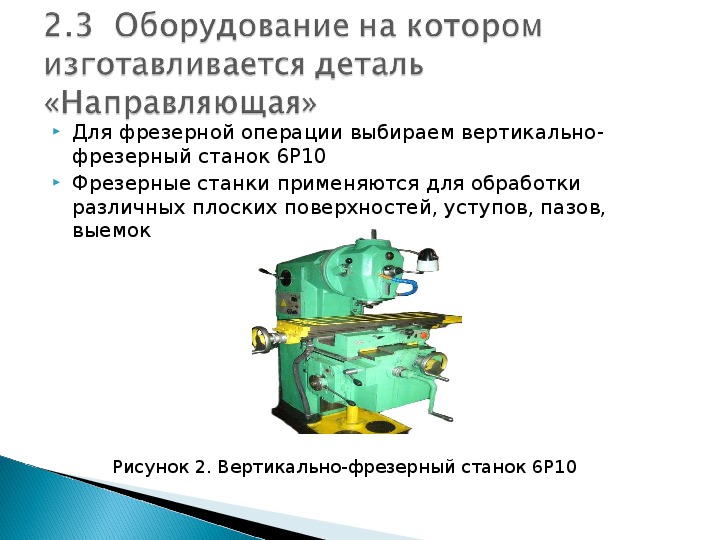
Для фрезерной операции выбираем вертикально-
фрезерный станок 6Р10
Фрезерные станки применяются для обработки
различных плоских поверхностей, уступов, пазов,
выемок
Рисунок 2. Вертикально-фрезерный станок 6Р10
Для сверлильной операции выбираем
вертикально-сверлильный станок 2Н125
Рисунок 3. Вертикально-сверлильный станок
2Н125
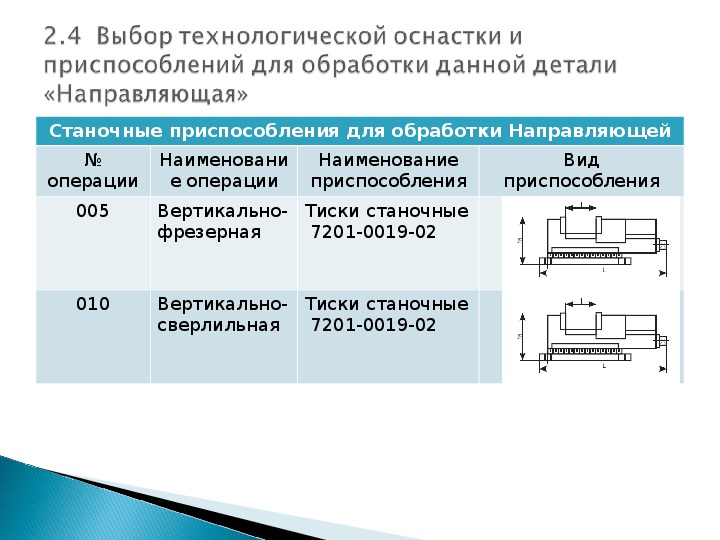
Станочные приспособления для обработки Направляющей
№
операции
005
Наименовани
е операции
Вертикально-
фрезерная
Наименование
приспособления
Тиски станочные
7201-0019-02
Вид
приспособления
010
Вертикально-
сверлильная
Тиски станочные
7201-0019-02
Применяемый режущий инструмент
№
операции
005
Наименовани
е операции
Вертикально-
фрезерная
Наименование
инструмента
Фреза торцевая Ø60
Р6М5
Примечания
Фреза концевая Ø20
Р6М5
Фреза угловая с
углом 60° Р6М5
010
Вертикально-
сверлильная
Сверло спиральное
Ø4,2 мм Р6М5
Метчик М5 Р6М5
Применяемый мерительный инструмент
Наименование
Примечания
Наименование
инструмента
операци
№
и
005
операции
Вертикально-
фрезерная
Штангенциркуль ШЦ
– I – 125 – 0,1 ГОСТ
166-89
Угломер Тип 1
ГОСТ 5378-88
Штангенциркуль ШЦ
– I – 125 – 0,1 ГОСТ
166-89
Линейка 300 ГОСТ
427-75
010
Вертикально
-сверлильная
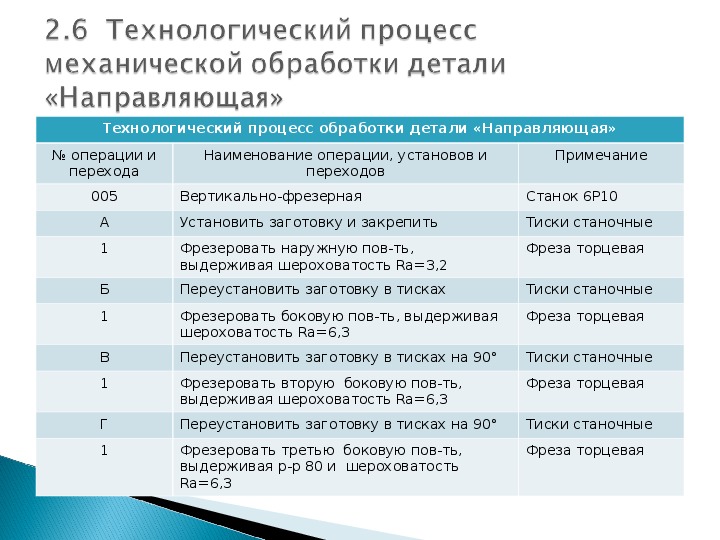
Технологический процесс обработки детали «Направляющая»
№ операции и
перехода
Наименование операции, установов и
переходов
005
А
1
Б
1
В
1
Г
1
Вертикально-фрезерная
Установить заготовку и закрепить
Фрезеровать наружную пов-ть,
выдерживая шероховатость Ra=3,2
Переустановить заготовку в тисках
Фрезеровать боковую пов-ть, выдерживая
шероховатость Ra=6,3
Переустановить заготовку в тисках на 90°
Фрезеровать вторую боковую пов-ть,
выдерживая шероховатость Ra=6,3
Переустановить заготовку в тисках на 90°
Фрезеровать третью боковую пов-ть,
выдерживая р-р 80 и шероховатость
Ra=6,3
Примечание
Станок 6Р10
Тиски станочные
Фреза торцевая
Тиски станочные
Фреза торцевая
Тиски станочные
Фреза торцевая
Тиски станочные
Фреза торцевая
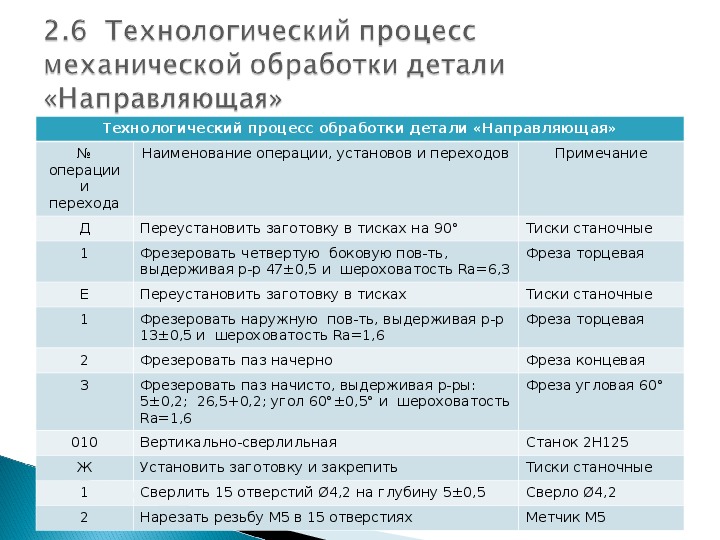
Технологический процесс обработки детали «Направляющая»
Наименование операции, установов и переходов
Примечание
№
и
операции
перехода
Д
1
Е
1
2
3
010
Ж
1
2
Переустановить заготовку в тисках на 90°
Фрезеровать четвертую боковую пов-ть,
выдерживая р-р 47±0,5 и шероховатость Ra=6,3
Переустановить заготовку в тисках
Фрезеровать наружную пов-ть, выдерживая р-р
13±0,5 и шероховатость Ra=1,6
Фрезеровать паз начерно
Фрезеровать паз начисто, выдерживая р-ры:
5±0,2; 26,5+0,2; угол 60°±0,5° и шероховатость
Ra=1,6
Вертикально-сверлильная
Установить заготовку и закрепить
Сверлить 15 отверстий Ø4,2 на глубину 5±0,5
Нарезать резьбу М5 в 15 отверстиях
Тиски станочные
Фреза торцевая
Тиски станочные
Фреза торцевая
Фреза концевая
Фреза угловая 60°
Станок 2Н125
Тиски станочные
Сверло Ø4,2
Метчик М5
Для обработки заготовки необходимо
Скоростью резания V (м/мин) называют путь
установить наиболее рациональные режимы
резания, т.е. скорость резания, подачу и
глубину резания.
режущей кромки инструмента относительно
обрабатываемой заготовки в направлении
главного движения за единицу времени.
пройденный режущей кромкой инструмента
относительно вращающейся заготовки в
направлении движения подачи за один оборот
заготовки.
Глубиной резания t (мм) называют толщину
снимаемого слоя металла.
Подачей S (мм/об или мм/мин) называют путь,
Рабочее место — это зона, оснащенная
необходимы ми технологическими
средствами, в которой постоянно или
временно совершается трудовая
деятельность рабо чего или группы рабочих,
совместно выполняющих опре деленную
работу. Рабочее место является основным
звеном производ ственной структуры
механического цеха, поэтому очень важно,
чтобы оно было рационально организовано.
Среди мероприятий, направленных на
оптимальное расположение орудий и
предметов труда в зонах мотор ного поля,
важное значение имеет внедрение типовых
рабочих мест для станочников различных
профессий. Безопасность станочника в
значительной степени зависит от его
положения при управлении станком. Это
положение следует выбирать так, чтобы он
мог свободно контролировать работу станка,
находясь при этом в бе зопасных условиях.
Рисунок 1 - Схема организации рабочего места токаря
I - сфера обслуживания: II - рабочая сфера; III - сфера размещения заготовок и
деталей; -станок; 2 - экран; 3 - лоток; 4 - столик приемный; 5 - тара; 6 - решетка:
7 -тумбочка; 8 - стул; 9 -пульт связи; 10 -урна для мусора; 11 - планшет для
чертежей
Техника безопасности при работе на фрезерных и
сверлильных станках
1. Обязательно пользоваться полагающейся спецодеждой,
спецобувью и индивидуальными защитными средствами.
2. Привести в порядок рабочую одежду: застегнуть или
подвязать обшлага рукавов, надеть головной убор;
женщины должны убрать волосы под косынку, повязанную
без свисающих концов.
станка никому не угрожает опасностью.
В запрещается.
устранения неисправности к работе не приступать..
3. Перед каждым включением станка убедиться, что пуск
4. Пользоваться местным освещением напряжением выше 36
5. О неисправности станка немедленно заявить мастеру. До
6. Проверить наличие и исправность.
Техника безопасности при работе на фрезерных и сверлильных станках
7. Запрещается охлаждать режущий инструмент мокрыми тряпками или
щетками.
8. При всяком перерыве в подаче электроэнергии немедленно выключить
электрооборудование станка.
9. Работать только исправным инструментом и приспособлениями и применять их
10. Устанавливать и снимать режущий инструмент только после полного останова
строго по назначению.
станка.
11. Во время работы станка не брать и не подавать через работающий станок
какие-либо предметы, не подтягивать болты, гайки и другие соединительные
детали станка.
12. Не удалять стружку от станка непосредственно руками и инструментом,
пользоваться для этого специальными крючками и щетками-сметками.
13. Обязательно остановить станок и выключить электродвигатель
14. Во время работы не наклоняться близко к шпинделю и режущему
инструменту. Установку инструментов производить при полном останове
станка.
15. Удерживать обрабатываемую деталь руками запрещается.
В данной лекции описан
технологический процесс изготовления
детали «Направляющая». Произведен
анализ конструкции детали, описано
технологическое оборудование,
режущий, мерительный инструмент и
оснастка, составлен маршрут
изготовления детали. Сделаны расчеты
режимов резания по всем
технологическим переходам и операциям
механической обработки детали.
1. Белецкий Д.Г. Справочник токаря универсала : Серия
справочников для рабочих / Машиностроение
2. Дальский А.М. Справочник технолога-машиностроителя
/Машиностроение
3. Серебреницкий А.В Краткий справочник станочника/
Машиностроение
4. Багдасарова, Т.А. Фрезерное дело : рабочая тетрадь / Т. А.
Багдасарова. - М. : Академия
5. Вереина, Л.И. Справочник станочника : учебное пособие / Л. И.
Вереина, М. М. Краснов. - 2-е изд., испр. - М. : Академия
6. Вереина, Л.И. Фрезеровщик: оборудование и технологическая
оснастка : учебное пособие / Л. И. Вереина. - М. : Академия
7. Вышнепольский, И.С. Техническое черчение : учебник / И. С.
Вышнепольский. - 5-е изд., перераб. - М. : Высш.шк. : Академия
8. Зайцев, С.А. Допуски, посадки и технические измерения в
машиностроении : учеб.пособие / С. А. Зайцев, А. Д. Куранов, А. Н.
Толстов. - 6-е изд., стер. - М. : Академия