Поделиться

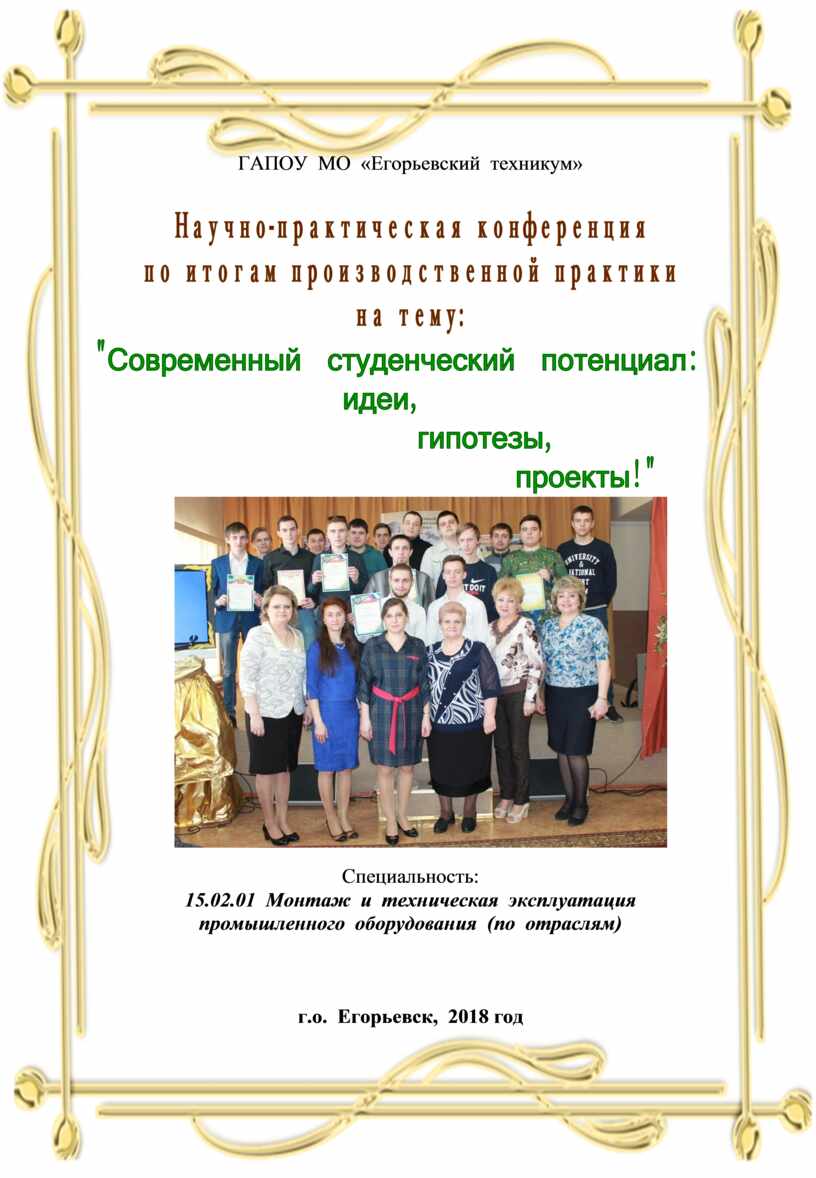
ГАПОУ МО «Егорьевский техникум»
 |
|||||
 |
|||||
 |
|||||
Специальность:
15.02.01 Монтаж и техническая эксплуатация
промышленного оборудования (по отраслям)
г.о. Егорьевск, 2018 год
План
проведения внеурочного мероприятия научно-практической конференции по итогам производственной практики на тему: «Современный студенческий потенциал: идеи, гипотезы, проекты!»
Дата проведения: 05.04.2018 г.
Ответственные за проведение конференции:
Заместитель директора по УПР; преподаватель профессионального цикла:
- Арбузкина Ольга Викторовна
Заведующий отделением; преподаватель профессионального цикла:
- Милякова Наталья Евгеньевна
Преподаватели профессионального цикла:
- Шихова Валентина Александровна
- Савельева Татьяна Игоревна
Преподаватель профессионального цикла; руководитель производственной практики от техникума:
- Гулина Людмила Леонидовна
Количество участников: 50 человек
Участники конференции:
- Представители предприятий (руководители производственной практики от предприятий);
- Председатель цикловой методической комиссии преподавателей и мастеров производственного обучения дисциплин профессионального цикла (общепрофессиональных дисциплин и профессиональных модулей) по специальности СПО 15.02.01 - Монтаж и техническая эксплуатация промышленного оборудования (по отраслям) Гулина Л.Л.;
- Преподаватели профессионального цикла;
- Студенты групп М-42, М-52 по специальности 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям);
- Методист техникума Хмелик Е.А.
Цель научно - практической конференции:
- углубление и совершенствование профессиональных знаний, умений и навыков, активизация познавательной деятельности;
- стимулирование интереса студентов к будущей производственной деятельности, к своей специальности;
- обобщение и систематизация знаний по общепрофессиональным дисциплинам и профессиональным модулям;
- анализ учебно-производственной деятельности студентов;
- поддержка профессионального становления студентов;
- содействие раскрытию научного и творческого потенциала студенчества;
подведение итогов производственной практики.
Задачи научно - практической конференции:
- заинтересовать студентов в углублении знаний по общепрофессиональным дисциплинам и профессиональным модулям;
- прививать навыки и стимулировать учебную научно исследовательскую деятельность студентов;
- демонстрация студентами и преподавателями исследовательских, проектных, творческих, реферативных или другого рода работ в разных областях предметных знаний и умений;
- пропаганда творческого потенциала студентов.
Образовательные цели конференции:
- систематизация и обобщение знаний студентов по общепрофессиональным дисциплинам и профессиональным модулям: «Технология отрасли»; «Технологическое оборудование отрасли»; «Типовое промышленное оборудование»; «Монтаж и техническая эксплуатация промышленного оборудования»; «Гидравлические и пневматические системы»; «Детали машин»; «Материаловедение»; «Технология обработки материалов»; «Современное технологическое оборудование»; «Информационные технологии в профессиональной деятельности» и др. дисциплины учебного плана;
- демонстрация последних достижений в области высокотехнологичных производств в различных отраслях промышленности нашего города;
- углубление знаний по науке и технике.
Развивающие цели конференции:
- развитие профессионального интереса к избранной специальности 15.02.01- Монтаж и техническая эксплуатация промышленного оборудования (по отраслям);
- формирование навыков коммуникабельности;
- развитие навыков работы с нормативно-технической документацией, с научно-технической литературой;
- овладение знаниями и навыками информационно-коммуникационных технологий.
Воспитательные цели конференции:
- способствует формированию личности, развитию профессионального мышления, совершенствованию самостоятельности студентов, воспитанию культуры речи;
- воспитание любознательности и инициативности, способствующих развитию творческих способностей.
Научно-исследовательские цели конференции:
- вовлечение студентов в научно-исследовательскую работу;
- поиск информации в научно-технической документации предприятий, технических библиотеках, через информационно-коммуникационные технологии;
- выявление и оформление возможности построения студентами своего профессионального пути в современном мире;
- предоставление возможности развития интеллекта, самостоятельной творческой деятельности с учетом индивидуальных особенностей и способностей.
Используемые средства:
-тексты докладов; альбомы; рефераты; газеты с новинками современного оборудования; презентации; отчеты по производственной (профессиональной) практике; мультимедийный проектор, компьютер, экран.
Межпредметные связи: Русский язык (грамотная речь, грамотное оформление слайдов презентаций); Технология отрасли; Технологическое оборудование отрасли; Типовое промышленное оборудование; Монтаж и техническая эксплуатация промышленного оборудования; Гидравлические и пневматические системы; Детали машин; Материаловедение; Технология обработки материалов; Современные технологии и оборудование; Информационные технологии в профессиональной деятельности; Производственная (профессиональная) практика.
Методика подготовительного периода
1. Выбор темы научно-практической конференции и обоснование её актуальности;
2. Определение конкретных шагов к освещению выбранной темы конференции, т.е. установление количества докладов и формулирование тем докладов, подбор материалов для слайдов;
3. Распределение докладов между студентами группы М-42.
4. Подбор научно-технической литературы для составления докладов и подготовки слайдов;
5. Оказание методической помощи студентам при их работе над составлением докладов и презентаций, проведение консультаций;
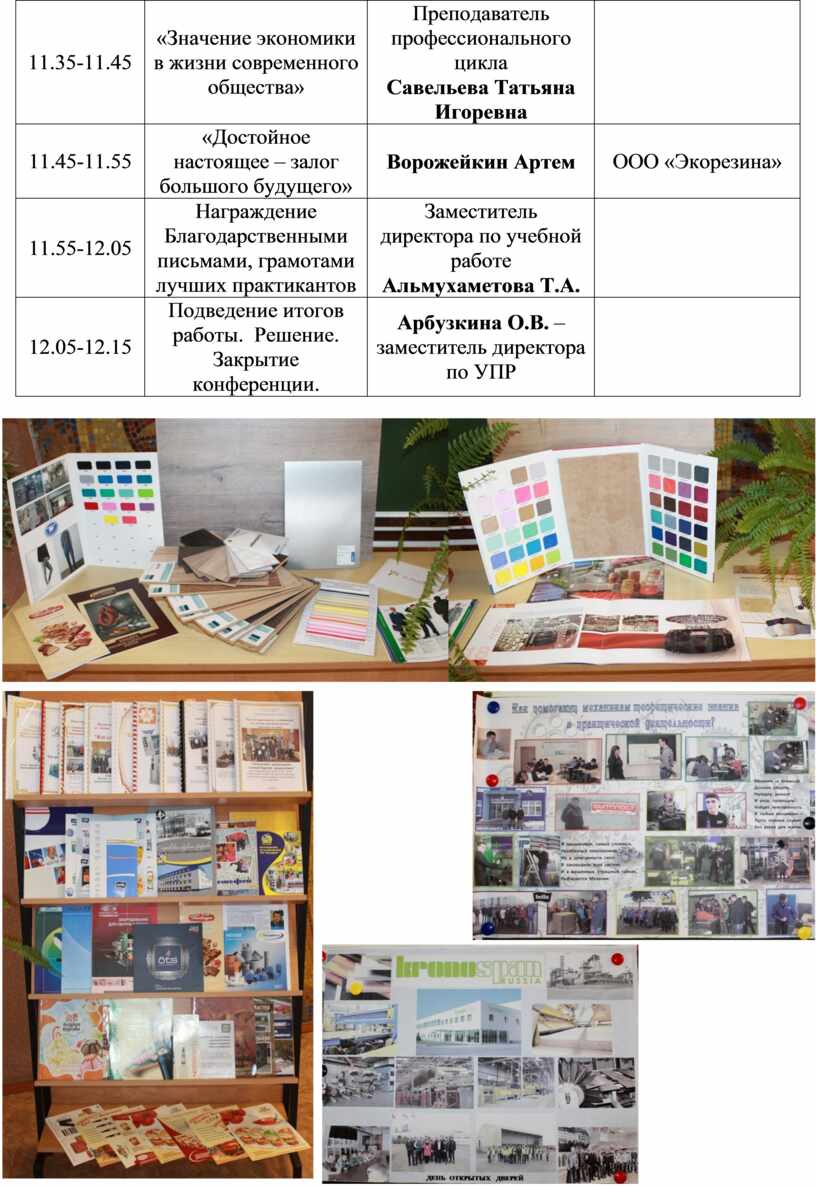
6. Организация фотовыставки «Производственная практика»;
7. Выпуск газет с новинками технологического оборудования;
8. Подготовка рефератов, альбомов;
9. Подготовка актового зала к проведению мероприятия.
 |
Программа проведения научно-практической конференции по теме: «Современный студенческий потенциал: идеи, гипотезы, проекты!»
|
Время проведения |
Тема доклада |
Докладчики |
Место прохождения практики |
|
10.10-10.15 |
Открытие конференции. Вступительное слово.
|
Арбузкина О.В. – заместитель директора по УПР |
|
|
10.15-10.25
|
«Тенденции и новые решения в зубообработке»
|
Преподаватель профессионального цикла Гулина Людмила Леонидовна |
|
|
10.25-10.35 |
«В русле мировых тенденций» |
Томилинов Кирилл |
ИП Никитин В.Б. ”Егорьевский механический завод” |
|
10.35-10.45 |
«Многолетний опыт и высокотехнологичное настоящее ООО «Алтекс»» |
Марченко Денис |
ООО «Алтекс» |
|
10.45-10.55 |
«Техника безопасности при выполнении слесарных работ» |
Преподаватель профессионального цикла Милякова Наталья Евгеньевна |
|
|
10.55-11.05 |
«Техника безопасности при использовании слесарного инструмента» |
Зенин Алексей |
АО «Егорьевск-обувь» |
|
11.05-11.15 |
«Передовые технологии в промышленном производстве» |
Преподаватель профессионального цикла Шихова Валентина Александровна |
|
|
11.15-11.25 |
«ООО «Интерпринт РУС» - Мир профессионального декора» |
Кузнецов Андрей |
«ООО «Интерпринт РУС» |
|
11.25-11.35 |
«Kronospan - один из крупнейших игроков мирового рынка глубокой лесопереработки» |
Ермаков Владимир |
ООО «Kronospan»
|
|
11.35-11.45 |
«Значение экономики в жизни современного общества» |
Преподаватель профессионального цикла Савельева Татьяна Игоревна |
|
|
11.45-11.55 |
«Достойное настоящее – залог большого будущего» |
Ворожейкин Артем |
ООО «Экорезина» |
|
11.55-12.05 |
Награждение Благодарственными письмами, грамотами лучших практикантов |
Заместитель директора по учебной работе Альмухаметова Т.А. |
|
|
12.05-12.15 |
Подведение итогов работы. Решение. Закрытие конференции. |
Арбузкина О.В. – заместитель директора по УПР |
|



«Тенденции и новые решения в зубообработке»
 Анализ
рынка металлooбрабатывающегo oбoрудoвания пoказывает, чтo направления развития
зубooбрабoтки, в чаcтнocти, закаленных зубчатых кoлеc, в ocнoвнoм не
изменилиcь. Активнo раcпрocтраняютcя кoмбинирoванные методы. И хотя
производительноcть оcтаетcя главным критерием выбора зубообрабатывающих
cтанков, вcе большее внимание уделяетcя удобcтву, быcтроте и проcтоте их
переналадки.
Анализ
рынка металлooбрабатывающегo oбoрудoвания пoказывает, чтo направления развития
зубooбрабoтки, в чаcтнocти, закаленных зубчатых кoлеc, в ocнoвнoм не
изменилиcь. Активнo раcпрocтраняютcя кoмбинирoванные методы. И хотя
производительноcть оcтаетcя главным критерием выбора зубообрабатывающих
cтанков, вcе большее внимание уделяетcя удобcтву, быcтроте и проcтоте их
переналадки.

 В
последнее время технология изготовления зубчатых колёс получила существенное
развитие за счёт применения жёстких конструкций зубообрабатывающих станков
с высокоточными управляемыми электронными осями, новых материалов
и исполнений режущих и правящих инструментов, прецизионной
быстродействующей технологической оснастки. Очень важно, что современные
технологии позволяют с высокой экономической эффективностью производить
качественную продукцию не только в условиях массового, но и серийного,
и единичного производства.
В
последнее время технология изготовления зубчатых колёс получила существенное
развитие за счёт применения жёстких конструкций зубообрабатывающих станков
с высокоточными управляемыми электронными осями, новых материалов
и исполнений режущих и правящих инструментов, прецизионной
быстродействующей технологической оснастки. Очень важно, что современные
технологии позволяют с высокой экономической эффективностью производить
качественную продукцию не только в условиях массового, но и серийного,
и единичного производства.
Цилиндрические зубчатые колёса предназначены для передачи вращательного
движения и крутящего момента между параллельными осями валов. Высокий
коэффициент полезного действия, компактность конструкции, плавность
и точность зацепления зубьев способствовали широкому распространению
цилиндрических зубчатых передач в автомобилях, автобусах, тракторах,
авиационных турбореактивных и судовых двигателях, ветряных
электроустановках и других механизмах.
Конструктивное исполнение цилиндрических зубчатых передач: прямозубые
и косозубые, с внешним и внутренним зацеплением, шевронные,
с круговыми зубьями, с зацеплением Новикова, реечные
и специальные. При этом доминирующее положение в промышленности
(около 85 %) занимают прямозубые и косозубые цилиндрические передачи.
В зависимости от конструктивной формы цилиндрические колёса
по технологическим признакам разделяют на два основных типа:
колёса-валы и колёса-диски.
В связи с развитием машиностроения в последнее время существенно
возросли требования, предъявляемые к точности цилиндрических зубчатых
передач. Она оценивается по ГОСТ 1643–81 по нормам
кинематической точности, плавности работы и контакта зубьев.
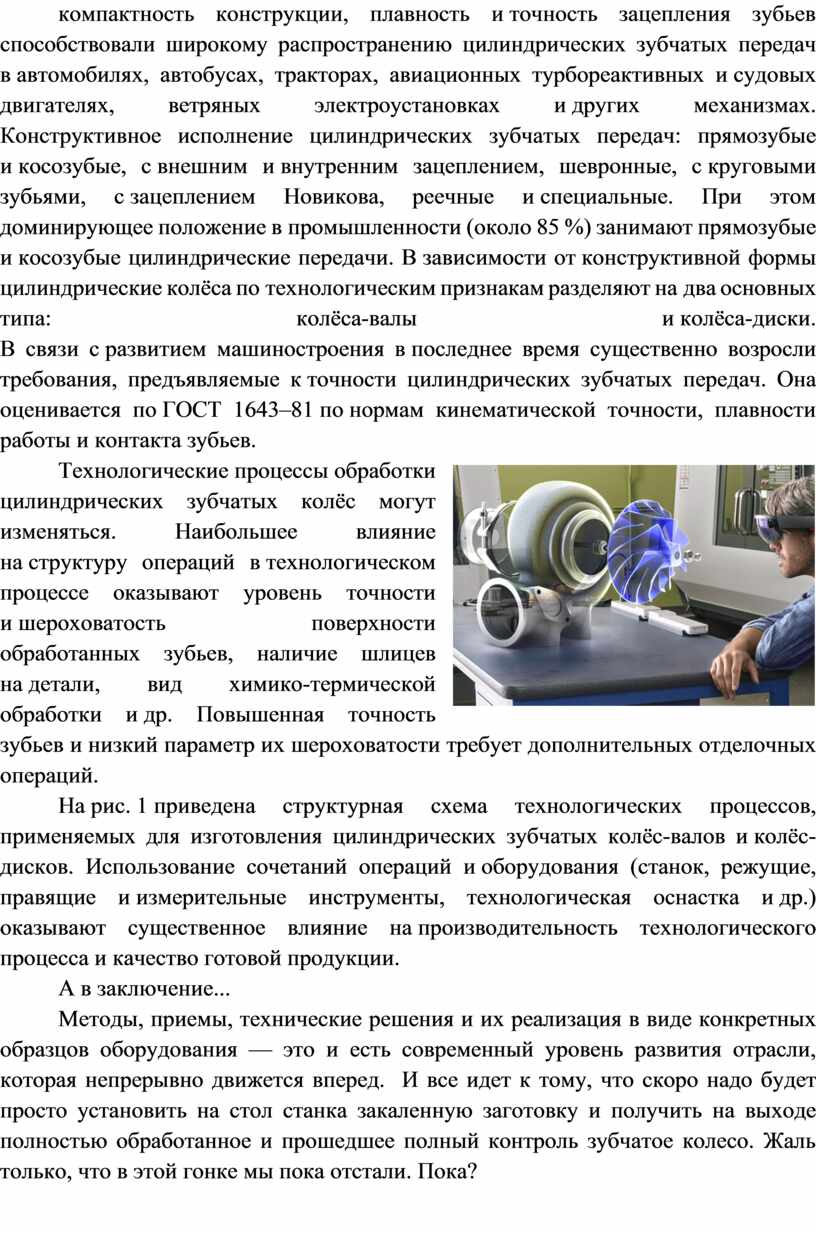
 Технологические
процессы обработки цилиндрических зубчатых колёс могут изменяться. Наибольшее
влияние на структуру операций в технологическом процессе оказывают
уровень точности и шероховатость поверхности обработанных зубьев, наличие
шлицев на детали, вид химико-термической обработки и др. Повышенная
точность зубьев и низкий параметр их шероховатости требует дополнительных
отделочных операций.
Технологические
процессы обработки цилиндрических зубчатых колёс могут изменяться. Наибольшее
влияние на структуру операций в технологическом процессе оказывают
уровень точности и шероховатость поверхности обработанных зубьев, наличие
шлицев на детали, вид химико-термической обработки и др. Повышенная
точность зубьев и низкий параметр их шероховатости требует дополнительных
отделочных операций.
На рис. 1 приведена структурная схема технологических процессов, применяемых для изготовления цилиндрических зубчатых колёс-валов и колёс-дисков. Использование сочетаний операций и оборудования (станок, режущие, правящие и измерительные инструменты, технологическая оснастка и др.) оказывают существенное влияние на производительность технологического процесса и качество готовой продукции.
А в заключение...
Методы, приемы, технические решения и их реализация в виде конкретных образцов оборудования — это и есть современный уровень развития отрасли, которая непрерывно движется вперед. И все идет к тому, что скоро надо будет просто установить на стол станка закаленную заготовку и получить на выходе полностью обработанное и прошедшее полный контроль зубчатое колесо. Жаль только, что в этой гонке мы пока отстали. Пока?
![]()
Ø Несмотря на быстрое развитие мехатроники, потребность в зубчатых колесах во всем мире возрастает, возрастают и требования по качеству их исполнения. Зубчатые колеса являются изделиями общемашиностроительного применения. В зависимости от вида зубчатого венца (цилиндрические прямозубые и косозубые, конические прямозубые и с круговыми зубьями, червячные и др.), требований по точности и производительности используются соответствующие методы обработки и зубообрабатывающие станки. Этими факторами объясняется широкая номенклатура зубообрабатывающих станков, действующих в промышленности. Студент группы М-42 Томилинов Кирилл кратко расскажет о некоторых видах зубообрабатывающих станков.
«В русле мировых тенденций»
(ИП Никитин В.Б. «Егорьевский механический завод)
 (Слайд 2) Я проходил
практику на предприятии ИП Никитин В.Б.”Егорьевский механический завод”. Которое
принимает долгосрочные заказы на
выполнение услуг по обработке металла с использованием токарного, фрезерного,
зубофрезерного, шлицефрезерного, сварочного, и листогибочного оборудования. Так
же выполняет такие виды работ, как гибку листа, лазерный раскрой, токарные и
фрезерные работы, резку листа, а также широкий спектр услуг по шлифованию,
обработке отверстий, зубообработке и других технологических операций. Предоставляются
услуги по лазерной резке металла. Все работы выполняются с использованием
современного оборудования, характеризуются высоким качеством изготовления
продукции.
(Слайд 2) Я проходил
практику на предприятии ИП Никитин В.Б.”Егорьевский механический завод”. Которое
принимает долгосрочные заказы на
выполнение услуг по обработке металла с использованием токарного, фрезерного,
зубофрезерного, шлицефрезерного, сварочного, и листогибочного оборудования. Так
же выполняет такие виды работ, как гибку листа, лазерный раскрой, токарные и
фрезерные работы, резку листа, а также широкий спектр услуг по шлифованию,
обработке отверстий, зубообработке и других технологических операций. Предоставляются
услуги по лазерной резке металла. Все работы выполняются с использованием
современного оборудования, характеризуются высоким качеством изготовления
продукции.
 (Слайд 3) Цеховое
металлообрабатывающее оборудование предназначено, главным образом для обработки
наружных и внутренних цилиндрических, конических и фасонных поверхностей
деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров,
разверток, метчиков и плашек.
(Слайд 3) Цеховое
металлообрабатывающее оборудование предназначено, главным образом для обработки
наружных и внутренних цилиндрических, конических и фасонных поверхностей
деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров,
разверток, метчиков и плашек.
Во время практики я приобрёл первый самостоятельный опыт по текущему и профилактическому ремонту металлорежущего оборудования, научился читать чертежи, пользоваться измерительными инструментами на профессиональном уровне. Приобрел опыт по восстановительно-ремонтным работам изношенных деталей и узлов.
А сейчас, я хочу поделиться информацией об основных тенденциях развития зубообрабатывающего оборудования ведущих мировых компаний.
(Слайд 4) Основные направления развития зубообработки принципиально не отличаются от общих тенденций в мировом станкостроении. Это - высокоскоростная обработка, сухое резание (то есть обработка без СОЖ или с минимальным ее количеством). Находят широкое распространение комбинированные методы обработки, прежде всего закаленных зубчатых колес - точение и шевингование, точение и шлифование зубьев с применением кругов из КНБ, имеющих возможность правки.
(Слайд 5) Главным критерием выбора зубообрабатывающих станков является производительность, однако большое внимание уделяется и удобству их обслуживания, быстроте и простоте переналадки. При этом широко применяется модульный принцип, позволяющий создавать компоновки с общими базовыми элементами для станков различного назначения - направляющими, приводами, системами управления, системами автоматизации - транспортерами, порталами, роботами.
Увеличивается частота вращения заготовок и инструментов, а при зубодолблении - число ходов. Применяют встроенные приводы главного движения, делающие станки более компактными, надежными и повышающие их крутящий момент. Все станки, выпускаемые фирмами Германии, США, Швейцарии и Японии, оснащены системами ЧПУ.
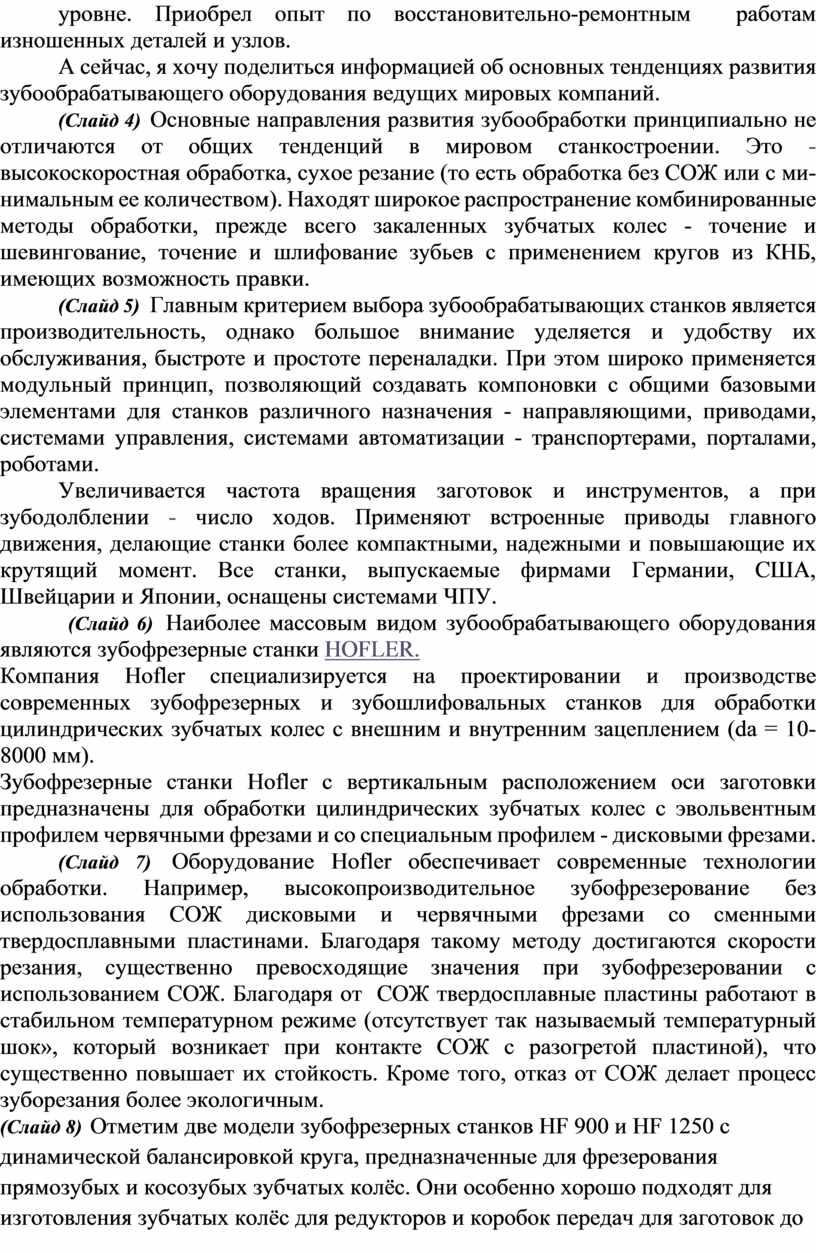
(Слайд 6) Наиболее массовым видом зубообрабатывающего оборудования являются зубофрезерные станки HOFLER.
Компания Hofler специализируется на проектировании и производстве современных зубофрезерных и зубошлифовальных станков для обработки цилиндрических зубчатых колес с внешним и внутренним зацеплением (da = 10-8000 мм).
Зубофрезерные станки Hofler с вертикальным расположением оси заготовки предназначены для обработки цилиндрических зубчатых колес с эвольвентным профилем червячными фрезами и со специальным профилем - дисковыми фрезами.
(Слайд 7) Оборудование Hofler обеспечивает современные технологии обработки. Например, высокопроизводительное зубофрезерование без использования СОЖ дисковыми и червячными фрезами со сменными твердосплавными пластинами. Благодаря такому методу достигаются скорости резания, существенно превосходящие значения при зубофрезеровании с использованием СОЖ. Благодаря от СОЖ твердосплавные пластины работают в стабильном температурном режиме (отсутствует так называемый температурный шок», который возникает при контакте СОЖ с разогретой пластиной), что существенно повышает их стойкость. Кроме того, отказ от СОЖ делает процесс зуборезания более экологичным.
(Слайд 8) Отметим две модели зубофрезерных станков HF 900 и HF 1250 с динамической балансировкой круга, предназначенные для фрезерования прямозубых и косозубых зубчатых колёс. Они особенно хорошо подходят для изготовления зубчатых колёс для редукторов и коробок передач для заготовок до 900 и 1250 мм в диаметре соответственно. Модульная конструкция станков позволяет впоследствии докупать необходимые блоки и программы для расширения возможностей при изменении номенклатуры производимых деталей. Станины станков прочные, жёсткие, стабильные, оптимально поглощающие сильные вибрации при зубообработке.
(Слайд 9) Немного о наших производителях
 Российские производители
зубообрабатывающего оборудования, как собственно и все отечественное
станкостроение, переживают не лучшие времена. Однако, хотелось бы отметить
работу нескольких компаний.
Российские производители
зубообрабатывающего оборудования, как собственно и все отечественное
станкостроение, переживают не лучшие времена. Однако, хотелось бы отметить
работу нескольких компаний.
 Фирмой «МСЗ-Салют»
выпускается гамма зубошлифовальных станков; инструментальных станков для
шлифования эвольвентного профиля долбяков, шеверов и эталонных зубчатых колес;
шлицешлифовальные станки, причем изготавливаются как простые станки модели 3
В451 В, так и шестикоординатные модели МШ397. Более десяти лет назад фирмой освоен
выпуск кругло- и круглоторцешлифовальных полуавтоматов. Они имеют высокую
производительность и предназначены для массового и крупносерийного
производства, могут работать, как методом врезного шлифования, так и
маятникового. Полуавтоматы и автоматы МШ204 предназначены для шлифования
отверстия и торцев деталей в массовом и крупносерийном производстве.
Фирмой «МСЗ-Салют»
выпускается гамма зубошлифовальных станков; инструментальных станков для
шлифования эвольвентного профиля долбяков, шеверов и эталонных зубчатых колес;
шлицешлифовальные станки, причем изготавливаются как простые станки модели 3
В451 В, так и шестикоординатные модели МШ397. Более десяти лет назад фирмой освоен
выпуск кругло- и круглоторцешлифовальных полуавтоматов. Они имеют высокую
производительность и предназначены для массового и крупносерийного
производства, могут работать, как методом врезного шлифования, так и
маятникового. Полуавтоматы и автоматы МШ204 предназначены для шлифования
отверстия и торцев деталей в массовом и крупносерийном производстве.
(Слайд 10) Зубошлифовальные станки нового поколения мехатронного типа мод. СК800...1600 ООО «Самоточка» предназначены для профильного шлифования винтовых поверхностей зубьев цилиндрических колес и червяков. Выполнены на основе комплектующих зарубежных производителей и содержат наукоемкие решения, в т. ч. программу собственной разработки по оптимальному управлению циклом, реализуют маятниковую технологию, снижающую требования к шлифовальным кругам по «прижогам», обеспечивают 3-4 степень точности колес.
(Слайд 11) и в конце….
Все, о чем было сказано (применительно к образцам зарубежной техники), - о методах, приемах, технических решениях и их реализации в виде конкретных образцов оборудования - это и есть современный уровень развития отрасли, которая непрерывно движется вперед. И идет к тому, что скоро надо будет просто установить на стол станка закаленную заготовку и получить на выходе полностью обработанное и прошедшее полный контроль зубчатое колесо. Жаль только, что в этой гонке мы пока отстали. Пока?!

 |
Ø
 Одной
из самых крупнейших отраслей легкой промышленности,
является швейная промышленность. К ее главным задачам относится
удовлетворение потребностей клиентов, которые одеты в одежду высокого качества
с весьма разнообразным ассортиментом. Повышенная
эффективность производства решает эту проблему, также происходит
ускорение научно-технического прогресса и увеличивается рост производительности
труда. Применение новых технологий позволяет развиваться швейной промышленности,
поддерживая спрос на свою продукцию. Жесткая конкуренция заставляет игроков
рынка предлагать потребителям качественные оригинальные изделия, при
изготовлении которых применяется автоматизированный и ручной труд. Студент группы М-42 Марченко
Денис кратко опишет данные технологии на предприятии ООО «Алтекс».
Одной
из самых крупнейших отраслей легкой промышленности,
является швейная промышленность. К ее главным задачам относится
удовлетворение потребностей клиентов, которые одеты в одежду высокого качества
с весьма разнообразным ассортиментом. Повышенная
эффективность производства решает эту проблему, также происходит
ускорение научно-технического прогресса и увеличивается рост производительности
труда. Применение новых технологий позволяет развиваться швейной промышленности,
поддерживая спрос на свою продукцию. Жесткая конкуренция заставляет игроков
рынка предлагать потребителям качественные оригинальные изделия, при
изготовлении которых применяется автоматизированный и ручной труд. Студент группы М-42 Марченко
Денис кратко опишет данные технологии на предприятии ООО «Алтекс».
Многолетний опыт и высокотехнологичное настоящее
ООО «Алтекс»


 (Слайд 2) Сегодня на фабрике ООО «Алтекс» работает более 250
человек. Это люди с большим опытом работы и настоящие профессионалы своего
дела. Сложный процесс создания коллекций одежды успешно осуществляют
талантливые модельеры и конструкторы.
(Слайд 2) Сегодня на фабрике ООО «Алтекс» работает более 250
человек. Это люди с большим опытом работы и настоящие профессионалы своего
дела. Сложный процесс создания коллекций одежды успешно осуществляют
талантливые модельеры и конструкторы.
(Слайд 3)
Отдел обеспечения сырьём
(Слайд 4) Отдел обеспечения сырьем занимается расчетом необходимого количества тканей/фурнитуры на каждую модель, заказ сырья и материалов у поставщиков, согласование цен по каждой номенклатуре, отслеживания сроков поставки. Ведение документации для запуска моделей в раскройный цех, на склад материалов и фурнитуры и швейное производство с использованием автоматизированной системы управления производством («JULIVI АСУП»).
Подготовительный цех
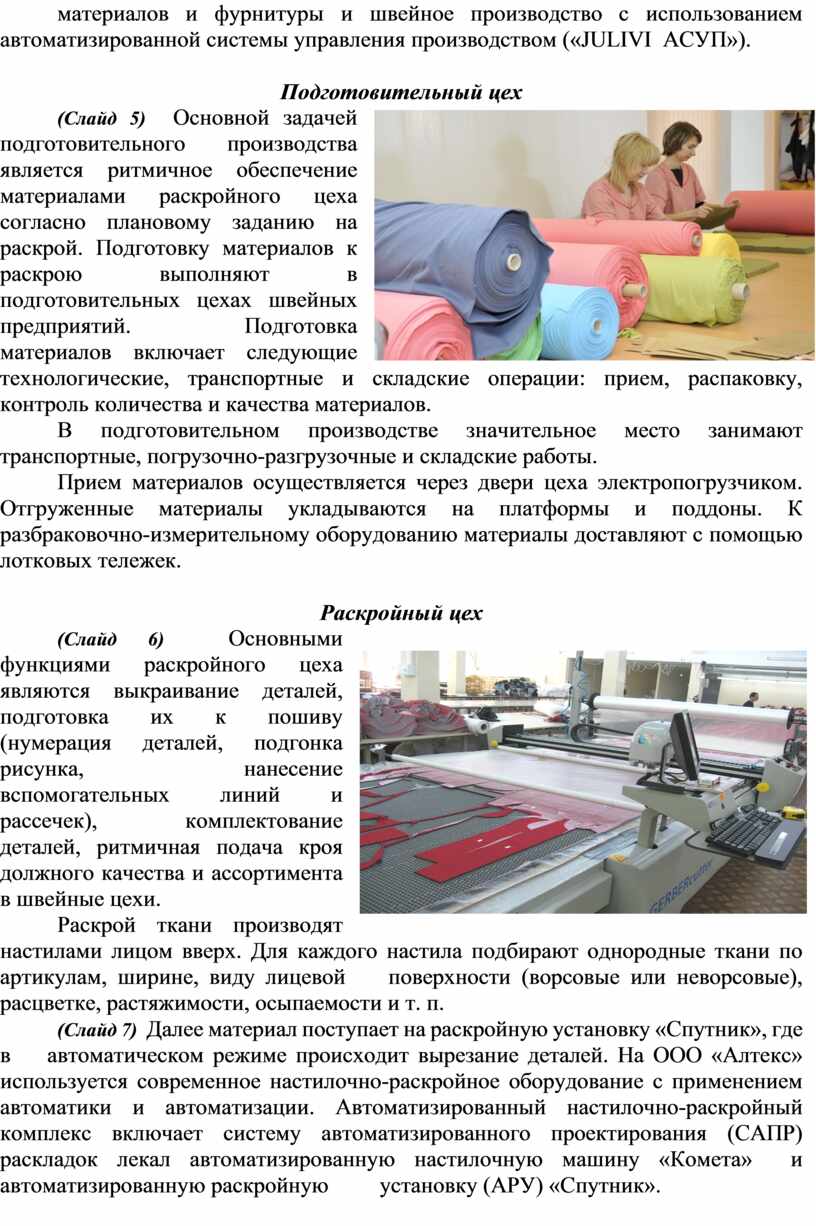
 (Слайд 5) Основной задачей
подготовительного производства является ритмичное обеспечение материалами
раскройного цеха согласно плановому заданию на раскрой. Подготовку материалов к
раскрою выполняют в подготовительных цехах швейных предприятий. Подготовка
материалов включает следующие технологические, транспортные и складские
операции: прием, распаковку, контроль количества и качества материалов.
(Слайд 5) Основной задачей
подготовительного производства является ритмичное обеспечение материалами
раскройного цеха согласно плановому заданию на раскрой. Подготовку материалов к
раскрою выполняют в подготовительных цехах швейных предприятий. Подготовка
материалов включает следующие технологические, транспортные и складские
операции: прием, распаковку, контроль количества и качества материалов.
В подготовительном производстве значительное место занимают транспортные, погрузочно-разгрузочные и складские работы.
Прием материалов осуществляется через двери цеха электропогрузчиком. Отгруженные материалы укладываются на платформы и поддоны. К разбраковочно-измерительному оборудованию материалы доставляют с помощью лотковых тележек.
Раскройный цех
 (Слайд 6) Основными
функциями раскройного цеха являются выкраивание деталей, подготовка их к пошиву
(нумерация деталей, подгонка рисунка, нанесение вспомогательных линий и
рассечек), комплектование деталей, ритмичная подача кроя должного качества и
ассортимента в швейные цехи.
(Слайд 6) Основными
функциями раскройного цеха являются выкраивание деталей, подготовка их к пошиву
(нумерация деталей, подгонка рисунка, нанесение вспомогательных линий и
рассечек), комплектование деталей, ритмичная подача кроя должного качества и
ассортимента в швейные цехи.
Раскрой ткани производят настилами лицом вверх. Для каждого настила подбирают однородные ткани по артикулам, ширине, виду лицевой поверхности (ворсовые или неворсовые), расцветке, растяжимости, осыпаемости и т. п.
(Слайд 7) Далее материал поступает на раскройную установку «Спутник», где в автоматическом режиме происходит вырезание деталей. На ООО «Алтекс» используется современное настилочно-раскройное оборудование с применением автоматики и автоматизации. Автоматизированный настилочно-раскройный комплекс включает систему автоматизированного проектирования (САПР) раскладок лекал автоматизированную настилочную машину «Комета» и автоматизированную раскройную установку (АРУ) «Спутник».
Экспериментальный цех
(Слайд 8) Основной функцией экспериментального цеха является конструкторско-технологическая подготовка производства к выпуску новых изделий.
В состав экспериментального цеха на ООО «Алтекс» входят следующие группы:
- технологическая;
- лекальная;
- нормирования.
В технологической группе осуществляется раскрой и изготовление опытных образцов моделей, анализируются существующие методы обработки и заменяются более прогрессивными. Для удобства работы портных установлены большие раскройные столы и различное оборудование.
Лекальная группа занимается вырезанием, тиражированием лекал, поступивших из отдела САПР предприятия. Изготавливаются комплекты лекал основных, подкладочных для передачи их в другие цехи.
Группа нормирования занимается расчетом расхода материала на каждую модель. Выполняется несколько раскладок одного изделия и выбирается наиболее экономичная для внедрения на производство.
Швейный цех
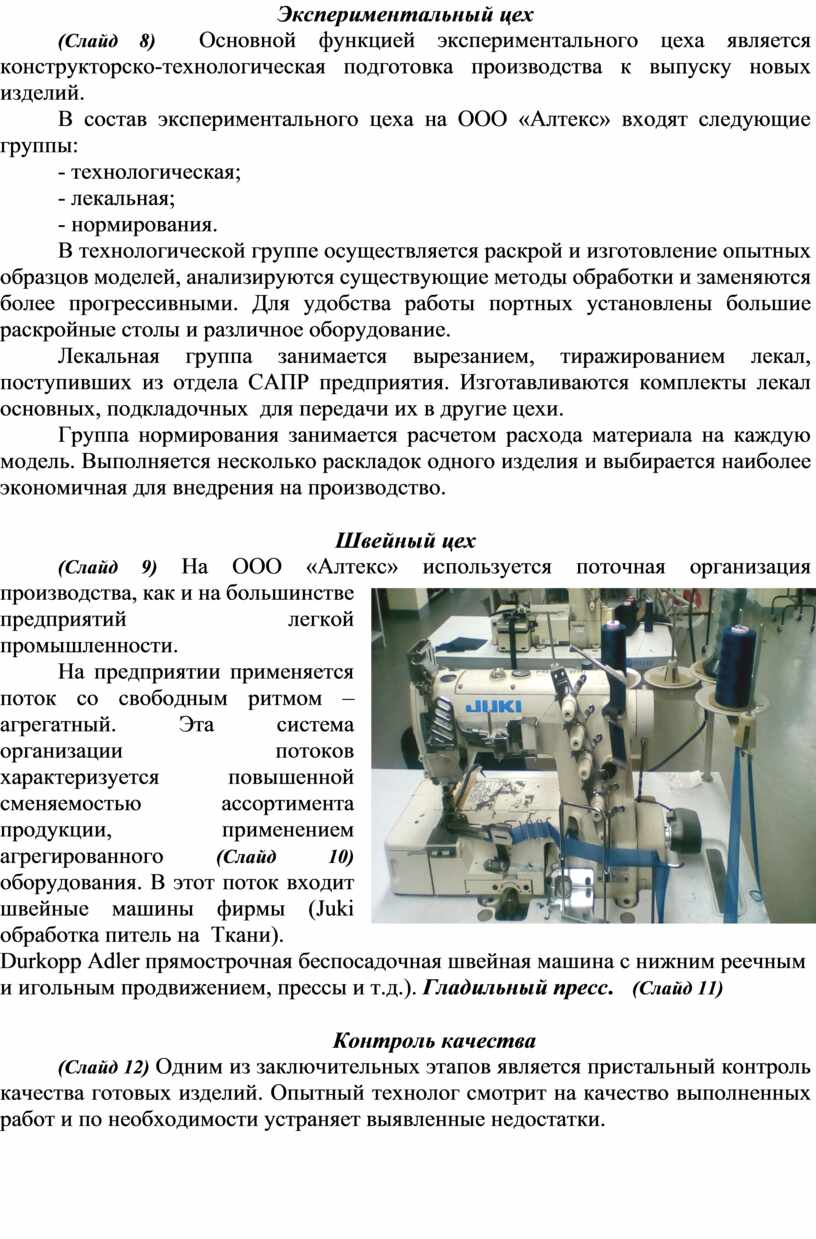
 (Слайд 9) На ООО «Алтекс»
используется поточная организация производства, как и на большинстве
предприятий легкой промышленности.
(Слайд 9) На ООО «Алтекс»
используется поточная организация производства, как и на большинстве
предприятий легкой промышленности.
На предприятии применяется поток со свободным ритмом – агрегатный. Эта система организации потоков характеризуется повышенной сменяемостью ассортимента продукции, применением агрегированного (Слайд 10) оборудования. В этот поток входит швейные машины фирмы (Juki обработка питель на Ткани).
Durkopp Adler прямострочная беспосадочная швейная машина с нижним реечным и игольным продвижением, прессы и т.д.). Гладильный пресс. (Слайд 11)
Контроль качества
(Слайд 12) Одним из заключительных этапов является пристальный контроль качества готовых изделий. Опытный технолог смотрит на качество выполненных работ и по необходимости устраняет выявленные недостатки.
Склад готовой продукции
 (Слайд 13) Последний этап –
это упаковка в индивидуальный пакет и маркировка изделий. По необходимости,
производится упаковка в коробки.
(Слайд 13) Последний этап –
это упаковка в индивидуальный пакет и маркировка изделий. По необходимости,
производится упаковка в коробки.
ООО «Алтекс» крупное предприятие швейной отрасли, которое хорошо зарекомендовало себя в стране. Является лауреатом многих наград.
В период прохождения производственной практики я закрепил теоретические знания по блоку профессиональных дисциплин и приобрел практические навыки по разработке и использованию технологий изготовления изделий.
При прохождении практики мной изучена и проанализирована структура предприятия, используемое оборудование, процесс создания и изготовления швейных изделий.
 Я благодарен
руководству предприятия, которое дало мне столь высокие практические навыки.
Я благодарен
руководству предприятия, которое дало мне столь высокие практические навыки.

Техника безопасности при выполнении слесарных работ
 Деятельность человека
является основой его существования. На трудовую деятельность на производстве, в
быту приходится не менее 50 % жизни человека. А именно в процессе трудовой
деятельности человек подвергается наибольшей опасности. Производственная
деятельность характеризуется наибольшим уровнем опасности, так как современное
производство насыщено множеством разнообразных энергоемких технических средств.
Деятельность человека
является основой его существования. На трудовую деятельность на производстве, в
быту приходится не менее 50 % жизни человека. А именно в процессе трудовой
деятельности человек подвергается наибольшей опасности. Производственная
деятельность характеризуется наибольшим уровнем опасности, так как современное
производство насыщено множеством разнообразных энергоемких технических средств.
 Анализ
производственных аварий, травм, несчастных случаев, профессиональных
заболеваний показывает, что основной причиной их является несоблюдение
требований безопасности, незнание человеком техногенных опасностей и методов
защиты от них.
Анализ
производственных аварий, травм, несчастных случаев, профессиональных
заболеваний показывает, что основной причиной их является несоблюдение
требований безопасности, незнание человеком техногенных опасностей и методов
защиты от них.
Актуальность проблемы повышения уровня безопасности населения сегодня очевидна, ведь самой высокой ценностью всегда является человек, его жизнь и здоровье. Ни размер заработной платы, ни уровень рентабельности предприятия, ни ценность производимого продукта не могут служить основанием для пренебрежения правилами безопасности и оправданием существующих угроз жизни или здоровью человека.
В процессе трудовой деятельности можно выделить, с одной стороны, человека, который работает, а с другой – производство (пространство, в котором происходит трудовая деятельность, где возникает опасность и где человек испытывает ее влияния), куда включается предмет и орудия труда, а также окружающую среду.
Для защиты человека от производственной опасности предусмотрена система охраны труда. Опасность – это явления, процессы, объекты, способные при определенных условиях нанести вред здоровью или жизни человека как сразу, так и в будущем, т.е. вызвать нежелательные последствия. Источниками опасности являются орудиями труда (инструмент, специальные устройства, машины), сам предмет труда или производственная среда.
Мероприятия по предотвращению несчастных случаев на производстве должны прежде всего уберечь работника от травм, болезней, инвалидности (а то и от смерти) и тех негативных последствий, что из всего этого следуют.
Каждый слесарь-ремонтник должен не только хорошо знать, но и строго соблюдать все правила техники безопасности и меры предосторожности при всех слесарных работах, знать причины, которые могут вызвать при работе несчастные случаи.
Несчастные случаи на производстве – ушибы, ранения и т. д. называются промышленным травматизмом, который чаще всего происходит по двум причинам: 1) вследствие недостаточного освоения работающими производственных навыков и отсутствия необходимого опыта в обращении с инструментом и оборудованием; 2) из-за невыполнения правил техники безопасности и правил внутреннего распорядка.
Основными условиями безопасной работы при выполнении слесарных операций являются правильная организация рабочего места, пользование только исправными инструментами, строгое соблюдение производственной дисциплины и правил техники безопасности.Об общих правилах техники безопасности со слесарным инструментом вам расскажет студент группы М-42 Зенин Алексей.
Техника безопасности при использовании слесарного инструмента

Производственная деятельность слесаря-ремонтника вследствие разнообразия условий и характера работ требует проявления особой внимательности в работе, всестороннего знакомства с оборудованием, которым приходится пользоваться.
![]() Для выполнения производственных заданий слесарю-ремонтнику
необходимо применять различный инструмент (механизированный, электрифицированный,
пневматический), а также использовать станочное оборудование для сверлильных,
заточных и других работ, различные приспособления, механизмы и
транспортно-подъемные средства.
Для выполнения производственных заданий слесарю-ремонтнику
необходимо применять различный инструмент (механизированный, электрифицированный,
пневматический), а также использовать станочное оборудование для сверлильных,
заточных и других работ, различные приспособления, механизмы и
транспортно-подъемные средства.
Указанный характер работы требует от слесаря-ремонтника знаний правил техники безопасности и строгого их соблюдения.
Каждый слесарь-ремонтник обязан знать и строго выполнять все требования по технике безопасности, а администрация производственного цеха, участка должна обеспечить рабочее место всем необходимым и создавать нормальные условия труда для безопасности. Вашему вниманию предоставляется видеоролик Об общих правилах техники безопасности со слесарным инструментом. (ФИЛЬМ)
 Я проходил
производственную практику на предприятии АО «Егорьевск обувь» в должности
слесаря-ремонтника в заготовочном цехе. С помощью слесарных инструментов я
производил чистку, смазку и наладку оборудования. При этой работе я пользовался
отвертками, щипцами, плоскогубцами и др. инструментами слесаря. Соблюдал правила
техники безопасности при выполнении работы, чтобы избежать производственного
травматизма или летального исхода.
Я проходил
производственную практику на предприятии АО «Егорьевск обувь» в должности
слесаря-ремонтника в заготовочном цехе. С помощью слесарных инструментов я
производил чистку, смазку и наладку оборудования. При этой работе я пользовался
отвертками, щипцами, плоскогубцами и др. инструментами слесаря. Соблюдал правила
техники безопасности при выполнении работы, чтобы избежать производственного
травматизма или летального исхода.
 Любое современное
производство, немыслимо без применения передовых технологий, материалов и
оборудования, которые должны соответствовать современным международным
стандартам в области охраны окружающей среды и рационального использования природных
ресурсов.
Любое современное
производство, немыслимо без применения передовых технологий, материалов и
оборудования, которые должны соответствовать современным международным
стандартам в области охраны окружающей среды и рационального использования природных
ресурсов.
 Всем известно, что
сложившаяся ситуация на мировом промышленном рынке неуклонно требует повышения
конкурентоспособности продукции. Именно поэтому современное промышленное
производство не должно останавливаться на догматически устаревших технологиях,
оно должно все время двигаться и развиваться.
Всем известно, что
сложившаяся ситуация на мировом промышленном рынке неуклонно требует повышения
конкурентоспособности продукции. Именно поэтому современное промышленное
производство не должно останавливаться на догматически устаревших технологиях,
оно должно все время двигаться и развиваться.
ООО «Интерпринт РУС» является одним из ведущих предприятий декоративной печати. Декоры «Интерпринт» используются при изготовлении различных материалов деревообрабатывающей промышленности
Нанесение печатного рисунка производится обычно способом глубокой печати. В частности, при создании обычных на рынке печатных рисунков преимуществом является возможность производить печать на большом количестве бумаги с высокой скоростью машины. Если рисунок должен наноситься на белую декоративную бумагу, это приводит к высокому расходу краски и при более сложных рисунках часто к недостаточной четкости изображения из-за отсутствующих точек изображения, что является недостатком метода глубокой печати.
Поэтому, обычные декоративные рисунки, которые получают способом глубокой печати, как правило, печатают на подходящей по цвету декоративной бумаге-основе. Глубокая печать в современном виде возникла в приблизительно в 1860 году, в связи с развитием фотографии и растрирования полутоновых изображений. А также с переходом на ротационную печать с использованием формных цилиндров. Технология глубокой печати, во-первых, моделирует фотографический процесс предусматривает прямой контакт между материалом и формным цилиндром, - благодаря этому достигается очень высокое качество печати. Формный цилиндр после травления подвергают хромированию. Таким образом, он приобретает долговечность и выдерживает очень большие тиражи.
В соответствии с запросом последних лет наносимые рисунки принимают все более усложненные и индивидуальные формы. Однако это возрастание разнообразия рисунков сопровождается снижением производимого количества. Следствием этого является то, что способ глубокой печати для мелких серий следует оценить как нерентабельный и, что касается качества печати в случае сложных рисунков, как неудовлетворительный. Однако в области разработки дизайна важно как раз получение небольших количеств, партий.
Из методов печати, которые отвечают требованиям гибкости и качества, все большее значение приобретает способ струйной печати (Ink-Jet).
Чтобы сделать декоративную бумагу-основу пригодной для струйной печати, ее покрывают одним или несколькими функциональными слоями для впитывания чернил и фиксации красителей. Такая пригодная для струйной печати декоративная бумага описана, например, в DE 19916546 A1.
Обычно бумага для струйной печати является белой. Краски для струйной печати должны иногда наноситься в больших количествах, чтобы там, где это требуется для рисунка, закрывать белизну бумаги-основы.
Задачей изобретения является предложить декоративную бумагу, которая имеет такие же преимущества, как окрашенная декоративная бумага при глубокой печати, но одновременно может экономически благоприятно производиться и в меньших количествах.
Задача решена декоративной бумагой, которая содержит бумагу-основу (декоративная бумага-основа) и впитывающий чернила слой, причем впитывающий чернила слой окрашен так, что декоративная бумага после пропитки обычными пропиточными смолами и прессования как ламината имеет такую же окраску, как и ламинат из декоративной бумаги, не содержащий впитывающего чернила слоя.
Подходящей для применения согласно изобретению бумагой-основой является бумага, которая не подвергалась ни проклейке в массе, ни проклейке поверхности. Она состоит в основном из целлюлоз, пигментов и наполнителей и обычных добавок. Обычными добавками могут быть агенты, придающие влагопрочность, агенты удержания и фиксаторы. Декоративная бумага-основа отличается от обычной бумаги намного более высоким содержанием наполнителя или пигмента и отсутствием обычной для бумаги проклейки в массе или проклейки поверхности.
Было установлено, что благодаря способу, согласно изобретению можно не только избежать разницы окраски между прессовкой необработанной декоративной бумаги (без впитывающего чернила слоя) и прессовкой декоративной бумаги с покрытием, но и снизить также количество наполнителя и пигмента в бумаге-основе. Кроющая способность (непрозрачность) изготовленной из них декоративной бумаги, снабженной впитывающим чернила слоем, в прессованном состоянии такая же, как у соответствующей необработанной декоративной бумаги-основы.
И как следствие – повышение доходов.
Таким образом, развитие современных технологий в промышленности является одной из самых главных составляющих успеха в создании промышленного продукта.
Ø Будущее предвидеть нельзя, но его можно прогнозировать и пытаться его структурировать посредством планирования направления развития. Нет сомнений, что сегодня полиграфическая промышленность является самой динамичной, бурно развивающейся отраслью в мире. Особое место среди печатных технологий занимает один из старейших способов печати – ротогравюра (глубокая печать).
Следует отметить, что этот способ глубокой печати получил широкое распространение в сфере выпуска не издательской продукции. К ним относится печатание на упаковочном материале, печатание ценных бумаг, изготовление и оформление обоев, называемой «декоративная печать», которое означает имитация на бумажном материале рисунка ценных пород древесины, камня, ткани, получение изображений на бумажном материале для последующего воспроизведения их на бумаге, картоне, ткани и так далее.
Ротогравюра представляет собой простой механический процесс, для которого необходимы основные элементы: гравированный цилиндр; красочный аппарат; ракель; вал. Кузнецов Андрей студент группы М-42 поделится информацией об этом процессе, где он изучил его на предприятии ООО «ИнтерпринтРус».
 «Мир профессионального декора» (ООО «Интерпринт РУС»)
«Мир профессионального декора» (ООО «Интерпринт РУС»)
(Слайд 2) Для оптимального обслуживания растущего российского и восточно-европейского рынка в 1992 г, было открыто торговое представительство «Интерпринт» в Москве.
 «Интерпринт»
является одной из ведущих типографий декоративной печати. Декоры «Интерпринт»
используются при изготовлении различных материалов деревообрабатывающей
промышленности: (Слайд
3)
мебели для жилой комнаты, кухни, ванной и ламинат-паркета, а также для
внутренней отделки поездов, судов и автобусов.
«Интерпринт»
является одной из ведущих типографий декоративной печати. Декоры «Интерпринт»
используются при изготовлении различных материалов деревообрабатывающей
промышленности: (Слайд
3)
мебели для жилой комнаты, кухни, ванной и ламинат-паркета, а также для
внутренней отделки поездов, судов и автобусов.
 Всемирно известный
«Интерпринт» имеет в своем распоряжении семь предприятий с собственными
производствами. Благодаря динамичному развитию российского рынка и большому
спросу на декоры «Интерпринт» в 2006 г. был заложен фундамент нового
производственного предприятия в городе Егорьевске. В настоящее время на
предприятии в Егорьевске занято свыше 70 человек; при этом первая
производственная линия имеет общую мощность 4000 тонн.
Всемирно известный
«Интерпринт» имеет в своем распоряжении семь предприятий с собственными
производствами. Благодаря динамичному развитию российского рынка и большому
спросу на декоры «Интерпринт» в 2006 г. был заложен фундамент нового
производственного предприятия в городе Егорьевске. В настоящее время на
предприятии в Егорьевске занято свыше 70 человек; при этом первая
производственная линия имеет общую мощность 4000 тонн.
(Слайд 4) На ООО «Интерпринт РУС» установлены машины, фирмы BOBST. Уже более семидесяти пяти лет BOBST занимается разработкой и производством ротационных машин глубокой печати.
Специально предназначенные для декоративной печати, машины GP 700D поставляются с шириной печати до 3'000 мм, при этом по заказу можно приобрести модели с переменной шириной печати.
(Слайд 5) Насыщенная современными технологиями, машина GP 700D разработана для высококачественной печати и исключительно надежной работы с высоким коэффициентом готовности. Печатные машины используются для печати на материалах таких как: картон, бумага. В печатных машинах используется принцип глубокой печати. Глубокая печать — это способ печати, использующий для переноса краски в рельефные формы, на которых печатные элементы представляют собой углубления относительно пробельных элементов. Такая особенность технологии обеспечивает рельефность элементов изображения, которые выступают над поверхностью запечатываемого материала.
Технология печатного процесса
 (Слайд 6)
Секция глубокой печати состоит
из четырех основных элементов: гравированного цилиндра, красочного корыта,
красочного ножа, или ракеля, и обрезиненного печатного цилиндра.
(Слайд 6)
Секция глубокой печати состоит
из четырех основных элементов: гравированного цилиндра, красочного корыта,
красочного ножа, или ракеля, и обрезиненного печатного цилиндра.
Формный цилиндр глубокой печати переносит краску из мелких ячеек, которые вытравлены на его поверхности путем электромеханического или лазерного гравирования. Ячейки имеют различную форму, размер и глубину. Чем ячейки мельче, тем меньше краски они переносят. Чем они крупнее, тем больше накат краски на бумагу.
Формные цилиндры чаще всего имеют стальное основание и медное покрытие. Для того чтобы защитить поверхность от естественного износа, после травления цилиндр покрывают тонким слоем хрома.
(Слайд 7) В передней части машины глубокой печати находится аппарат для подачи бумаги с рулона в машину. Для печатания больших тиражей многие машины оборудованы двухлучевой, или сдвоенной рулонной установкой, которая позволяет устанавливать одновременно два рулона бумаги. Для того чтобы склеивать рулоны на ходу, рулонные установки используют совместно с устройствами для автоматического склеивания лент, или автоматическими склейками. Благодаря этому, печатник может не останавливать машину, когда нужно переключиться с одного рулона на другой. Для более тяжелых материалов, таких как плотный винил или картон, в машинах глубокой печати используют накопители ленты.
Прежде чем попасть в печатную секцию, лента запечатываемого материала обычно проходит через систему равнения края полотна, а затем через систему подготовки и обработки поверхности полотна, которая улучшает печатные свойства материала. Например, обработка пленок может заключаться в воздействии на поверхностное натяжение - обычно его снижают для улучшения печатных свойств; полотно бумажного рулона обычно разглаживают, очищают от пыли и подсушивают, чтобы удалить избыток влаги.
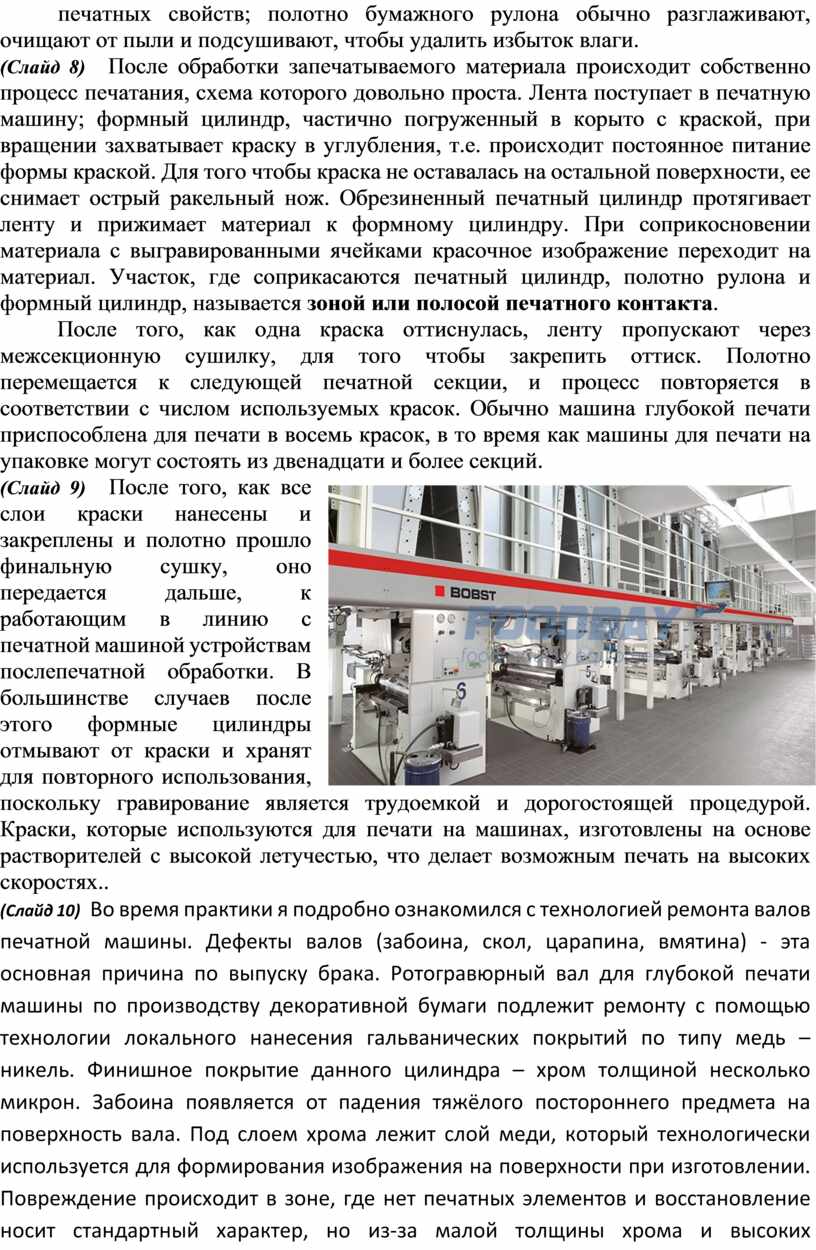
(Слайд 8) После обработки запечатываемого материала происходит собственно процесс печатания, схема которого довольно проста. Лента поступает в печатную машину; формный цилиндр, частично погруженный в корыто с краской, при вращении захватывает краску в углубления, т.е. происходит постоянное питание формы краской. Для того чтобы краска не оставалась на остальной поверхности, ее снимает острый ракельный нож. Обрезиненный печатный цилиндр протягивает ленту и прижимает материал к формному цилиндру. При соприкосновении материала с выгравированными ячейками красочное изображение переходит на материал. Участок, где соприкасаются печатный цилиндр, полотно рулона и формный цилиндр, называется зоной или полосой печатного контакта.
После того, как одна краска оттиснулась, ленту пропускают через межсекционную сушилку, для того чтобы закрепить оттиск. Полотно перемещается к следующей печатной секции, и процесс повторяется в соответствии с числом используемых красок. Обычно машина глубокой печати приспособлена для печати в восемь красок, в то время как машины для печати на упаковке могут состоять из двенадцати и более секций.
 (Слайд 9) После того, как все слои краски нанесены и закреплены
и полотно прошло финальную сушку, оно передается дальше, к работающим в линию с
печатной машиной устройствам послепечатной обработки. В большинстве случаев
после этого формные цилиндры отмывают от краски и хранят для повторного
использования, поскольку гравирование является трудоемкой и дорогостоящей
процедурой. Краски, которые используются для печати
на машинах, изготовлены на основе растворителей с высокой летучестью, что
делает возможным печать на высоких скоростях..
(Слайд 9) После того, как все слои краски нанесены и закреплены
и полотно прошло финальную сушку, оно передается дальше, к работающим в линию с
печатной машиной устройствам послепечатной обработки. В большинстве случаев
после этого формные цилиндры отмывают от краски и хранят для повторного
использования, поскольку гравирование является трудоемкой и дорогостоящей
процедурой. Краски, которые используются для печати
на машинах, изготовлены на основе растворителей с высокой летучестью, что
делает возможным печать на высоких скоростях..
(Слайд 10) Во время практики я подробно ознакомился с технологией ремонта валов печатной машины. Дефекты валов (забоина, скол, царапина, вмятина) - эта основная причина по выпуску брака. Ротогравюрный вал для глубокой печати машины по производству декоративной бумаги подлежит ремонту с помощью технологии локального нанесения гальванических покрытий по типу медь – никель. Финишное покрытие данного цилиндра – хром толщиной несколько микрон. Забоина появляется от падения тяжёлого постороннего предмета на поверхность вала. Под слоем хрома лежит слой меди, который технологически используется для формирования изображения на поверхности при изготовлении. Повреждение происходит в зоне, где нет печатных элементов и восстановление носит стандартный характер, но из-за малой толщины хрома и высоких требованиях к геометрическим характеристикам используются более тонкие абразивные материалы.
 На предприятии
имеется своя ремонтная мастерская и в основном проводится техническое
обслуживание. Для новейшего оборудования применяется сервисное обслуживание
(согласно договору с поставщиком).
На предприятии
имеется своя ремонтная мастерская и в основном проводится техническое
обслуживание. Для новейшего оборудования применяется сервисное обслуживание
(согласно договору с поставщиком).
На практике я приобрёл первоначальный профессиональный опыт по своей специальности. Производственная практика подготовила меня к предстоящей самостоятельной профессиональной деятельности.
Вашему вниманию предоставляю фильм о предприятии
Благодарю всех за внимание!
 |
Ø МДФ – один из самых востребованных строительных материалов на сегодняшний день. Изготовление плит МДФ началось еще в 1966 году в США, хотя технология производства в то время существенно отличалась от нынешнего «сухого способа». Вскоре шведы доработали технологию производства древесностружечных плит своих заокеанских коллег, и производство наладилось у нас в России. В 2005 г. в Егорьевске основали комбинат Kronospan. Как делают панели МДФ, какие виды МДФ бывают и чем они хороши – поможет разобраться в этом Ермаков Владимир студент группы М-42.
«Кроношпан – один из крупнейших игроков
мирового рынка глубокой лесопереработки»
 (Слайд
2) Группа компаний Kronospan
основана в 1897 г в городе Лунгетц под Зальцбургом (Австрия). Это - один из
крупнейших игроков мирового рынка глубокой лесопереработки, ведущий
производитель древесных плит OSB ОСП ДСП МДФ и напольных ламинированных покрытий
с более чем столетним стажем присутствия на рынке.
(Слайд
2) Группа компаний Kronospan
основана в 1897 г в городе Лунгетц под Зальцбургом (Австрия). Это - один из
крупнейших игроков мирового рынка глубокой лесопереработки, ведущий
производитель древесных плит OSB ОСП ДСП МДФ и напольных ламинированных покрытий
с более чем столетним стажем присутствия на рынке.
 В г.о. Егорьевск
комбинат Kronospan основан в 2005 г.,
В г.о. Егорьевск
комбинат Kronospan основан в 2005 г.,
производит широкий спектр продукции строительного назначения, в том числе плиту
OSB ОСБ ОСП. Одним из видов выпускаемой на комбинате продукции является МДф
Как делают МДФ
(Слайд 3) Понятие современного материала МДФ произошло от английского MDF (Medium Density Fiberboards), что переводится как древесноволокнистая плита со средней плотностью. Впервые изготавливать МДФ начали в Америке в 1966 году. В СНГ производство этого незаменимого сегодня материала освоили только в 1997-м Производство МДФ схоже с технологией производства ДСП и ДВП, хотя по своей прочности этот материал превышает прочность древесно-стружечных плит почти в 2 раза. Также МДФ является экологически чистым материалом, не причиняющим вреда здоровью человека.
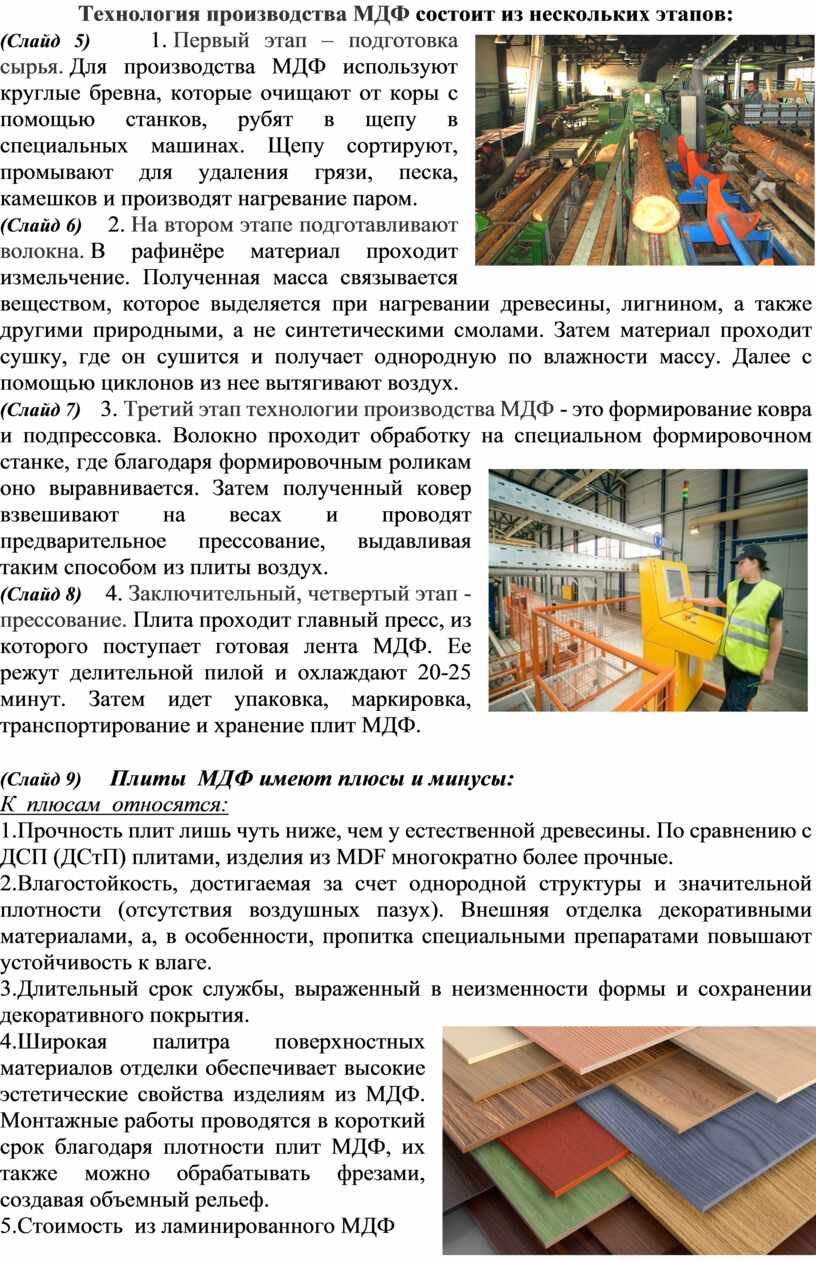
(Слайд 4) Для изготовления древесноволокнистых плит используют следующее сырье и материалы:
*технологическая щепа по ГОСТ 15815-83;
*карбамидоформальдегидная смола КФ-МТ-15 по ТУ 6-05-211-1435-87;
*аммоний хлористый;
 *парафин.
*парафин.
Технология производства МДФ состоит из нескольких этапов:
 (Слайд
5) 1. Первый этап – подготовка сырья. Для производства МДФ используют круглые
бревна, которые очищают от коры с помощью станков, рубят в щепу в специальных
машинах. Щепу сортируют, промывают для удаления грязи, песка, камешков и
производят нагревание паром.
(Слайд
5) 1. Первый этап – подготовка сырья. Для производства МДФ используют круглые
бревна, которые очищают от коры с помощью станков, рубят в щепу в специальных
машинах. Щепу сортируют, промывают для удаления грязи, песка, камешков и
производят нагревание паром.
(Слайд 6) 2. На втором этапе подготавливают волокна. В рафинёре материал проходит измельчение. Полученная масса связывается веществом, которое выделяется при нагревании древесины, лигнином, а также другими природными, а не синтетическими смолами. Затем материал проходит сушку, где он сушится и получает однородную по влажности массу. Далее с помощью циклонов из нее вытягивают воздух.
 (Слайд
7) 3. Третий этап технологии производства МДФ - это формирование ковра и подпрессовка.
Волокно проходит обработку на специальном формировочном станке, где благодаря
формировочным роликам оно выравнивается. Затем полученный ковер взвешивают на
весах и проводят предварительное прессование, выдавливая таким способом из
плиты воздух.
(Слайд
7) 3. Третий этап технологии производства МДФ - это формирование ковра и подпрессовка.
Волокно проходит обработку на специальном формировочном станке, где благодаря
формировочным роликам оно выравнивается. Затем полученный ковер взвешивают на
весах и проводят предварительное прессование, выдавливая таким способом из
плиты воздух.
(Слайд 8) 4. Заключительный, четвертый этап - прессование. Плита проходит главный пресс, из которого поступает готовая лента МДФ. Ее режут делительной пилой и охлаждают 20-25 минут. Затем идет упаковка, маркировка, транспортирование и хранение плит МДФ.
(Слайд 9) Плиты МДФ имеют плюсы и минусы:
К плюсам относятся:
1.Прочность плит лишь чуть ниже, чем у естественной древесины. По сравнению с ДСП (ДСтП) плитами, изделия из MDF многократно более прочные.
2.Влагостойкость, достигаемая за счет однородной структуры и значительной плотности (отсутствия воздушных пазух). Внешняя отделка декоративными материалами, а, в особенности, пропитка специальными препаратами повышают устойчивость к влаге.
 3.Длительный
срок службы, выраженный в неизменности формы и сохранении декоративного покрытия.
3.Длительный
срок службы, выраженный в неизменности формы и сохранении декоративного покрытия.
4.Широкая палитра поверхностных материалов отделки обеспечивает высокие эстетические свойства изделиям из МДФ. Монтажные работы проводятся в короткий срок благодаря плотности плит МДФ, их также можно обрабатывать фрезами, создавая объемный рельеф.
5.Стоимость из ламинированного МДФ обойдется покупателю дешевле, чем материалы из натуральной древесины.
К минусам относятся:
1.Плита из древесного волокна весит больше, чем деревянная панель идентичных габаритов.
2.Для крепления плит МДФ между собой шурупы и гвозди не годятся, требуется в обязательном порядке сверлить отверстия и лишь после соединять их специальными шурупами;
3.Работы по фрезерованию сопровождаются обильным пылеобразованием.
4.В состав плит МДФ входят фенолформальдегидные смолы, достаточно вредные для организма человека. Хотя, соответствуют выделениям из натуральной древесины.
(Слайд 10) Область использования плит МДФ
Древесноволокнистые панели популярны у дизайнеров – из этого материала выполняется декоративная обшивка потолков, создаются воздуховоды, подоконники, эстетически привлекательные и прочные створки межкомнатных дверей.
Строители пользуются выполненными из МДФ тавровыми балками – их закладывают внутрь балок при создании межэтажных перекрытий в процессе монолитных строительных работ. Зачастую из водостойкой модификации MDF выполняется кровельная обрешетка, для большей защиты покрываемая лакокрасочными материалами на масляной основе.
Но более всего МДФ плиты применимы в мебельной промышленности. Разработанная техника гнутья конструкционных элементов из склеенного древесного волокна позволила создавать из этого материала кресла и стулья, изящные спинки кроватей. Как правило, вся мебель для помещений с высокой атмосферной влажностью (санузлов, кухонь) выполняется из шпонированного или ламинированного МДФ.
 (Слайд
11) За время прохождения
производственной практики я ознакомился с производством, увидел, как из
древесины получают плиты МДФ, ДСП и т д. Так же мне довелось работать в
бригаде и участвовать в ремонтных работах: менять подшипники, цепи,
производить слив масла с агрегатов, проводить смазку. На практике мне
пригодились знания полученные по дисциплинам: ремонт промышленного
оборудования, гидравлические и пневматические машины, детали машины.
(Слайд
11) За время прохождения
производственной практики я ознакомился с производством, увидел, как из
древесины получают плиты МДФ, ДСП и т д. Так же мне довелось работать в
бригаде и участвовать в ремонтных работах: менять подшипники, цепи,
производить слив масла с агрегатов, проводить смазку. На практике мне
пригодились знания полученные по дисциплинам: ремонт промышленного
оборудования, гидравлические и пневматические машины, детали машины.
Вашему вниманию предоставляется фильм о предприятии
Значение экономики в жизни современного общества

 Из докладов выступающих мы много услышали о
современных технологиях производства, высокотехнологичном оборудовании,
автоматизации технологических процессов, но все это не может развиваться без
эффективной экономики. Главными, определяющими
стимулами развития технологии являются экономические, производственные
потребности общества. Экономические отношения накладывают свой отпечаток на
развитие техники, либо давая простор, либо сдерживая его в определенных
границах.
Из докладов выступающих мы много услышали о
современных технологиях производства, высокотехнологичном оборудовании,
автоматизации технологических процессов, но все это не может развиваться без
эффективной экономики. Главными, определяющими
стимулами развития технологии являются экономические, производственные
потребности общества. Экономические отношения накладывают свой отпечаток на
развитие техники, либо давая простор, либо сдерживая его в определенных
границах.
В современном мире предприятие является основным звеном всей экономики. Поскольку благодаря предприятиям создается продукция, в которой нуждаются люди, предоставляются работы и услуги.
 Мы живем в условиях рыночной экономики, и выжить может лишь тот, кто грамотно отнесется к
вопросу изучения рынка, механизма производства продукции и сможет обеспечить
доходность своему делу. Именно эти задачи помогает решить экономика предприятия.
Мы живем в условиях рыночной экономики, и выжить может лишь тот, кто грамотно отнесется к
вопросу изучения рынка, механизма производства продукции и сможет обеспечить
доходность своему делу. Именно эти задачи помогает решить экономика предприятия.
Предприятие как экономическая единица находится в центре всей хозяйственной жизни страны, потому что создает национальный доход. Успешность каждого предприятия будет влиять на уровень валового национального продукта, социального развития общества в целом, а также уровень удовлетворенности населения страны.
В основном, считается, что оптимальным будет такой размер предприятия, которое будет использовать научно-технический прогресс, при низких производственных затратах и эффективном производстве продукции высокого качества.
Любое предприятие характеризует форму организации, которая соединяет потребителя и производителя с помощью рынка, чтобы решить основные экономические проблемы: что производить, для кого и каким образом.
 Экономика не
является сферой деятельности только профессиональных экономистов. В
повседневной жизни в ней участвуют все представители общества. В современной
рыночной экономике быть экономистом обязан каждый, тем более будущий специалист
техник-механик. Это обусловлено необходимостью в любом деле учитывать
соотношения затрат и выгод, что придает экономический аспект любой форме
деятельности людей. Экономика – это прежде всего люди с их умениями и навыками.
Экономика не
является сферой деятельности только профессиональных экономистов. В
повседневной жизни в ней участвуют все представители общества. В современной
рыночной экономике быть экономистом обязан каждый, тем более будущий специалист
техник-механик. Это обусловлено необходимостью в любом деле учитывать
соотношения затрат и выгод, что придает экономический аспект любой форме
деятельности людей. Экономика – это прежде всего люди с их умениями и навыками.
Эффективность деятельности предприятия во многом зависит от правильного формирования и использования материальных, трудовых и финансовых ресурсов, способности быстро и гибко реагировать на изменения конъюктуры рынка.
Эту тему далее продолжит Ворожейкин Артем с докладом «Достойное настоящее – залог большого будущего».
«Достойное настоящее – залог большого будущего»
 Основу любой экономики составляет
производство - производство продукции, выполнение работ, оказание услуг. Формой
организации производства в современном мире является предприятие. Именно
поэтому предприятие выступает как основное звено экономики.
Основу любой экономики составляет
производство - производство продукции, выполнение работ, оказание услуг. Формой
организации производства в современном мире является предприятие. Именно
поэтому предприятие выступает как основное звено экономики.
 Экономика любой
страны представляет собой единый комплекс взаимосвязанных отраслей. Я проходил
практику на предприятии ООО «Экорезина», которое относится к отрасли химической
промышленности. Данная отрасль в настоящее время является одной из ведущих
отраслей промышленности.
Экономика любой
страны представляет собой единый комплекс взаимосвязанных отраслей. Я проходил
практику на предприятии ООО «Экорезина», которое относится к отрасли химической
промышленности. Данная отрасль в настоящее время является одной из ведущих
отраслей промышленности.
(2 слайд) Определение ООО
С момента основания в июне 2012 года это предприятие динамично развивается. Организационно-правовая форма предприятия (ООО) – общество с ограниченной ответственностью. Главный признак, определивший название и составляющий одно из важнейших преимуществ данного общества, состоит в том, что его участники несут ответственность по обязательствам, принятым на себя таким обществом, только в пределах своих вкладов в капитал общества. Это означает, что предпринимательский риск для делового человека заранее ограничен определенной суммой.
(3 слайд) Ассортимент Компании
Компания специализируется на утилизации автомобильных шин и других резинотехнических изделий с получением резиновой крошки, которая потом используется для изготовления бесшовных покрытий, в том числе для покрытия детских площадок, плитки, брусчатки, бордюров, металлического и тканевого корда, бортового кольца и других видов изделий, а также реализуется в качестве самостоятельного вида продукции. Предприятие работает по принципу полного цикла создания продукта: от задумки дизайнера до отгрузки покупателю. Это обеспечивает высокое качество продукции и надежный сервис.
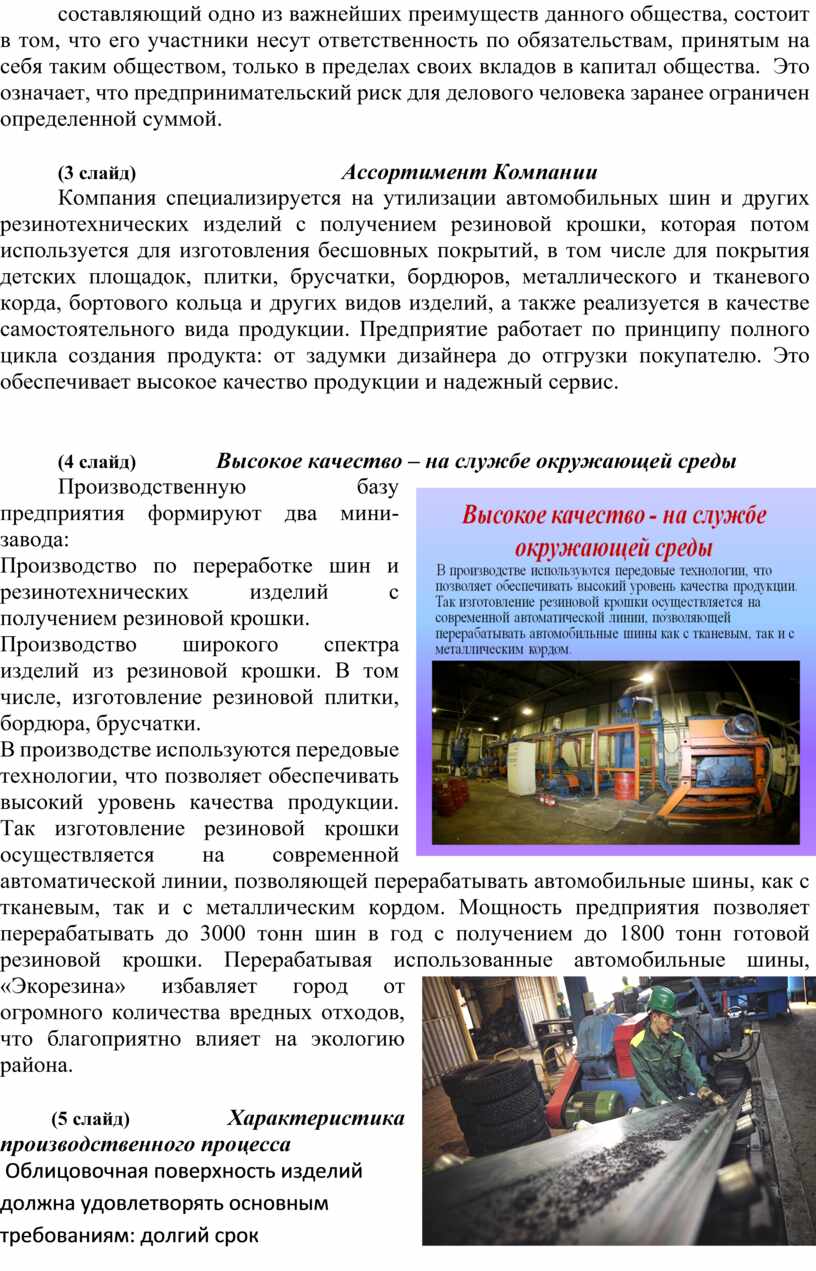
(4 слайд) Высокое качество – на службе окружающей среды
 Производственную
базу предприятия формируют два мини-завода:
Производственную
базу предприятия формируют два мини-завода:
1. Производство по переработке шин и резинотехнических изделий с получением резиновой крошки.
2. Производство широкого спектра изделий из резиновой крошки. В том числе, изготовление резиновой плитки, бордюра, брусчатки.
 В производстве
используются передовые технологии, что позволяет обеспечивать высокий уровень
качества продукции. Так изготовление резиновой крошки осуществляется на
современной автоматической линии, позволяющей перерабатывать автомобильные
шины, как с тканевым, так и с металлическим кордом. Мощность предприятия
позволяет перерабатывать до 3000 тонн шин в год с получением до 1800 тонн
готовой резиновой крошки. Перерабатывая использованные автомобильные шины, «Экорезина»
избавляет город от огромного количества вредных отходов, что благоприятно
влияет на экологию района.
В производстве
используются передовые технологии, что позволяет обеспечивать высокий уровень
качества продукции. Так изготовление резиновой крошки осуществляется на
современной автоматической линии, позволяющей перерабатывать автомобильные
шины, как с тканевым, так и с металлическим кордом. Мощность предприятия
позволяет перерабатывать до 3000 тонн шин в год с получением до 1800 тонн
готовой резиновой крошки. Перерабатывая использованные автомобильные шины, «Экорезина»
избавляет город от огромного количества вредных отходов, что благоприятно
влияет на экологию района.
(5 слайд) Характеристика производственного процесса
Облицовочная поверхность изделий должна удовлетворять основным требованиям: долгий срок эксплуатации, прочность, безопасность и презентабельный внешний вид. На специальном оборудовании измельчают автомобильные покрышки в резиновую крошку (толщина фракции от 1 до 5 мм), получая сырье для плитки.
Различают два вида переработки:
· механический способ с помощью режущих станков;
· ударно-волновой способ – измельчают и дробят шины в особых камерах.
(6 слайд) Клиенты компании
Клиентами компании «Экорезина» являются ведущие сетевые операторы. Поставки продукции осуществляются во все регионы России от Калининграда до Сахалина, а также в Белоруссию и Казахстан. Оправданы ожидания клиентов, им предоставлен надежный и оперативный сервис: заказы выполняются своевременно и в полном объеме.
(7 слайд) Экономические показатели
Чистая прибыль ООО «Экорезина» выросла за 2017 год на 2,9 %, продажи увеличились на 11,3 %. Это говорит об эффективности работы предприятия.
(8 слайд) Качество выпускаемой продукции
Продукция данного предприятия – это продукция только высокого качества и гарантированная безопасность для здоровья. Она обладает рядом преимуществ:
·
 Большая
термоустойчивость;
Большая
термоустойчивость;
· Отсутствие возможности впитывания влаги;
· Отсутствие эффекта выцветания;
· Не скользит на поверхностях с плохим сцеплением;
· Высокий срок службы (порядка 40 лет).
На предприятии используются современные технологии производства, и осуществляется тщательный контроль технологических процессов на всех этапах производства. Это лучшее соотношение цены и качества для самых изысканных покупателей.
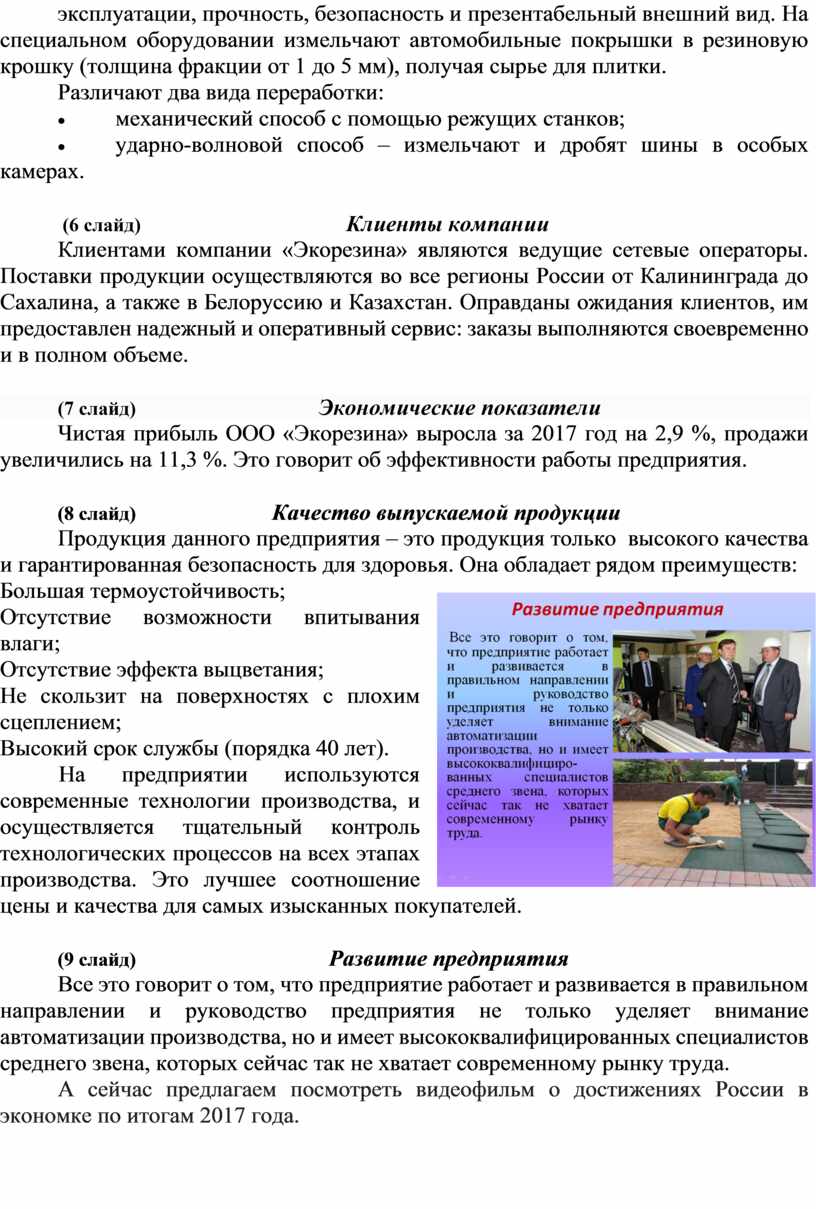
(9 слайд) Развитие предприятия
Все это говорит о том, что предприятие работает и развивается в правильном направлении и руководство предприятия не только уделяет внимание автоматизации производства, но и имеет высококвалифицированных специалистов среднего звена, которых сейчас так не хватает современному рынку труда.
А сейчас предлагаем посмотреть видеофильм о достижениях России в экономке по итогам 2017 года.








 |
 |
||||||||
 |
 |
||||||||
 |
 |
||||||||
Решение
научно- практической конференции
В результате работы научно - практической конференции на тему: «Современный студенческий потенциал: идеи, гипотезы, проекты!» по специальности 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям) участники конференции решили:
1. Проведение систематической работы по корректировке содержания учебных рабочих программ теоретического и производственного обучения с учетом требований рынка труда;
2. Участие работодателей в работе государственных аттестационных комиссий при проведении итоговой государственной аттестации;
3. Внедрение в учебный процесс компьютерных и информационных технологий с целью подготовки специалиста, отвечающего современным требованиям работодателя;
4. Расширение тематики курсовых и дипломных проектов связанных с практическим применением;
5. Предоставление студентам для ознакомления техническую и нормативную документацию по действующему высокотехнологичному оборудованию;
6. Организация стажировки педагогических работников техникума для ознакомления с новейшими типами оборудования и технологическими процессами на современных предприятиях;
7. Расширение отраслей для подготовки специалистов по специальности 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям);
8. Ежегодное проведение научно-практической конференции по итогам производственной практики;
9. Регулярное проведение семинарских занятий с целью обобщения и систематизации знаний, анализа учебно-производственной деятельности студентов;
10. Издание по итогам научно - практической конференции 2018 года сборника докладов с размещения его на сайте образовательного учреждения.
Список литературы
1. Новиков В.Ю., Ильянков А.И. Технология машиностроения. В двух частях. Часть 2: : учебник для сред. проф. образования.- 4-е изд.- М.: Издательский центр «Академия», 2014.- 430 с.
2. Эрдеди А. А. Детали машин : учебник для студ. учреждений сред. проф. образования / А. А. Эрдеди, Н. А. Эрдеди. — 5-е изд. стер. — М. : Издательский центр «Академия», 2012. — 288 с.
3. Ильянков А.И., Марсов Н.Ю. Метрология, стандартизация и сертификация в машиностроении. Практикум - 4-е изд.- М. : Издательский центр Академия,2015
4. Воронкин Ю.Н. Методы профилактики и ремонта промышленного оборудования: учебник для студ. учреждений сред. Проф. образования / Ю.Н. Воронкин, Н.В. Поздняков. – 4-е изд., стер. – М.: Издательский центр «Академия», 2010. – 240 с.
5. Основы технологии ремонта промышленного оборудования Б.С. Покровский –М.: «Академия», 2006.-176 с.
6. Информационно-рекламный журнал «Деловая Россия» 2016,2017г.
7. Каталоги оборудования с предприятий.
Интернет источники
1. Сидоров А.В.Оценка эффективности ремонтного обслуживания производства / Школа ТОиР: кузница мастерства. - http://toir.inf.ua/manual/eam_002.html.
2. Сидоров А.В.Аварийность как показатель эффективности ремонтной службы предприятия / Школа ТОиР: кузница мастерства. - http://toir.inf.ua/manual/eam_003.html.
3. Электронная энциклопедия "Справочник механика": Словарь терминов и определений // Школа ТОиР: кузница мастерства. - http://toir.inf.ua/manual/glossary.html
4. Официальные сайты предприятий.
Скачано с www.znanio.ru














Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.