В техникуме стало традицией проводить конференции по итогам производственной практики. Конференция имеет профессиональную направленность, позволяет студентам показать приобретенные на предприятиях во время практики знания и навыки в виде докладов, презентаций и видеофильмов.
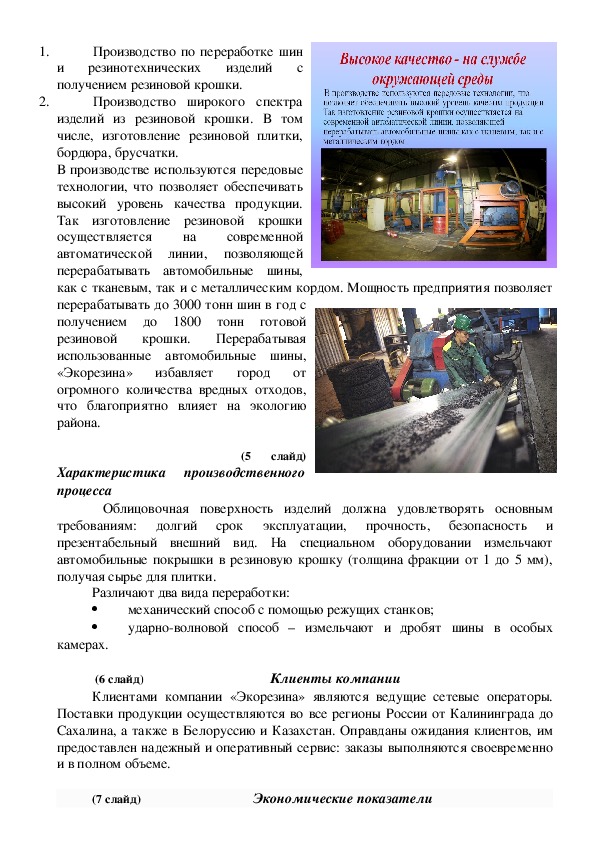
В методической разработке представлена методика подготовки и проведения научно-практической конференции по итогам производственной практики на тему «Современный студенческий потенциал: идеи, гипотезы, проекты!», направленная на углубление и совершенствование профессиональных знаний, умений и навыков, активизации познавательной деятельности; содействие раскрытию научного и творческого потенциала студенчества подрастающего поколения. В данном методическом материале рассмотрены следующие приемы и способы организации деятельности студентов: выступления с сообщениями, постепенное погружение в проблему, ее осмысливание и принятие личного решения.
Методическая разработка научно-практической конференции по итогам производственной практики на тему «Современный студенческий потенциал: идеи, гипотезы, проекты!» адресована заместителям директоров по УПР, преподавателям профессионального цикла и другим сотрудникам образовательного учреждения, в функции которых входят вопросы организации деятельности с подростками и молодежью.
Целью написания методической разработки является изложение методики подготовки и проведения научно-практической конференции по итогам производственной практики на тему «Современный студенческий потенциал: идеи, гипотезы, проекты!».
В методической разработке детально описан подготовительный этап конференции, приводится план ее проведения с постановкой цели и выделением основных этапов
ГАПОУ МО «Егорьевский техникум»
Специальность:
15.02.01 Монтаж и техническая эксплуатация
промышленного оборудования (по отраслям)
г.о. Егорьевск, 2018 годПлан
проведения внеурочного мероприятия научнопрактической конференции по
итогам производственной практики на тему: «Современный студенческий
потенциал: идеи, гипотезы, проекты!»
Дата проведения: 05.04.2018 г.
Ответственные за проведение конференции:
Заместитель директора по УПР; преподаватель профессионального цикла:
Арбузкина Ольга Викторовна
Заведующий отделением; преподаватель профессионального цикла:
Милякова Наталья Евгеньевна
Преподаватели профессионального цикла:
Шихова Валентина Александровна
Савельева Татьяна Игоревна
Преподаватель профессионального цикла; руководитель производственной
практики от техникума:
Гулина Людмила Леонидовна
Количество участников: 50 человек
Участники конференции:
Представители предприятий (руководители производственной практики от
предприятий);
Председатель цикловой методической комиссии преподавателей и
мастеров производственного обучения дисциплин профессионального цикла
(общепрофессиональных дисциплин
и профессиональных модулей) по
специальности СПО 15.02.01 Монтаж и техническая эксплуатация
промышленного оборудования (по отраслям) Гулина Л.Л.;
Преподаватели профессионального цикла;
Студенты групп М42, М52 по специальности 15.02.01 Монтаж и
техническая эксплуатация промышленного оборудования (по отраслям);
Методист техникума Хмелик Е.А.Цель научно практической конференции:
углубление и совершенствование профессиональных знаний, умений и
навыков, активизация познавательной деятельности;
стимулирование интереса студентов к будущей производственной
деятельности, к своей специальности;
обобщение и систематизация знаний по общепрофессиональным
дисциплинам и профессиональным модулям;
анализ учебнопроизводственной деятельности студентов;
поддержка профессионального становления студентов;
содействие раскрытию научного и творческого потенциала студенчества;
подведение итогов производственной практики.
Задачи научно практической конференции:
заинтересовать студентов в углублении знаний по общепрофессиональным
дисциплинам и профессиональным модулям;
прививать навыки и стимулировать учебную научно исследовательскую
деятельность студентов;
демонстрация студентами и преподавателями исследовательских,
проектных, творческих, реферативных или другого рода работ в разных областях
предметных знаний и умений;
пропаганда творческого потенциала студентов.
Образовательные цели конференции:
систематизация и обобщение
знаний студентов по
и профессиональным модулям:
общепрофессиональным дисциплинам
«Технология отрасли»; «Технологическое оборудование отрасли»; «Типовое
промышленное оборудование»;
«Монтаж и техническая эксплуатация
промышленного оборудования»; «Гидравлические и пневматические системы»;
«Детали машин»; «Материаловедение»; «Технология обработки материалов»;
«Современное технологическое оборудование»; «Информационные технологии в
профессиональной деятельности» и др. дисциплины учебного плана;
демонстрация последних достижений в области высокотехнологичных
производств в различных отраслях промышленности нашего города; углубление знаний по науке и технике.
Развивающие цели конференции:
развитие профессионального интереса к избранной специальности 15.02.01
Монтаж и техническая эксплуатация промышленного оборудования (по отраслям);
формирование навыков коммуникабельности;
развитие навыков работы с нормативнотехнической документацией, с
научнотехнической литературой;
овладение знаниями и навыками информационно
коммуникационных технологий.
Воспитательные цели конференции:
способствует формированию личности, развитию профессионального
мышления, совершенствованию самостоятельности студентов, воспитанию
культуры речи;
воспитание любознательности и инициативности, способствующих
развитию творческих способностей.
Научноисследовательские цели конференции:
вовлечение студентов в научноисследовательскую работу;
поиск информации в научнотехнической документации предприятий,
технических библиотеках, через информационнокоммуникационные технологии;
выявление и оформление возможности построения студентами своего
профессионального пути в современном мире;
предоставление возможности развития интеллекта, самостоятельной
творческой деятельности с учетом индивидуальных особенностей и способностей.
Используемые средства:
тексты докладов; альбомы; рефераты; газеты с новинками современного
оборудования; презентации; отчеты по производственной (профессиональной)
практике; мультимедийный проектор, компьютер, экран.
Межпредметные связи: Русский язык (грамотная речь, грамотное оформление
слайдов презентаций); Технология отрасли; Технологическое оборудование
отрасли; Типовое промышленное оборудование; Монтаж и техническаяэксплуатация промышленного оборудования; Гидравлические и пневматические
системы; Детали машин; Материаловедение; Технология обработки материалов;
Современные технологии и оборудование; Информационные технологии в
профессиональной деятельности; Производственная (профессиональная) практика.
Методика подготовительного периода
1. Выбор темы научнопрактической конференции и обоснование её актуальности;
2. Определение конкретных шагов к освещению выбранной темы конференции,
т.е. установление количества докладов и формулирование тем докладов,
подбор материалов для слайдов;
3. Распределение докладов между студентами группы М42.
4. Подбор научнотехнической литературы для составления докладов и
подготовки слайдов;
5. Оказание методической помощи студентам при их работе над составлением
докладов и презентаций, проведение консультаций;
6. Организация фотовыставки «Производственная практика»;
7. Выпуск газет с новинками технологического оборудования;
8. Подготовка рефератов, альбомов;
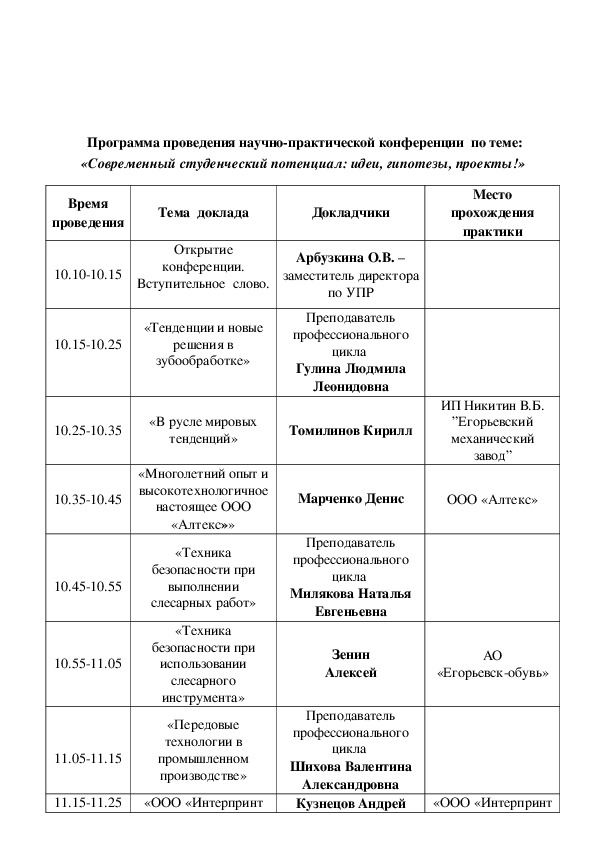
9. Подготовка актового зала к проведению мероприятия.Программа проведения научнопрактической конференции по теме:
«Современный студенческий потенциал: идеи, гипотезы, проекты!»
Тема доклада
Докладчики
Место
прохождения
практики
Арбузкина О.В. –
заместитель директора
по УПР
Преподаватель
профессионального
цикла
Гулина Людмила
Леонидовна
Время
проведения
10.1010.15
Открытие
конференции.
Вступительное слово.
10.1510.25
«Тенденции и новые
решения в
зубообработке»
10.2510.35
«В русле мировых
тенденций»
Томилинов Кирилл
ИП Никитин В.Б.
”Егорьевский
механический
завод”
10.3510.45
«Многолетний опыт и
высокотехнологичное
настоящее ООО
«Алтекс»»
10.4510.55
10.5511.05
11.0511.15
«Техника
безопасности при
выполнении
слесарных работ»
«Техника
безопасности при
использовании
слесарного
инструмента»
«Передовые
технологии в
промышленном
производстве»
11.1511.25
«ООО «Интерпринт
Марченко Денис
ООО «Алтекс»
Преподаватель
профессионального
цикла
Милякова Наталья
Евгеньевна
Зенин
Алексей
АО
«Егорьевскобувь»
Преподаватель
профессионального
цикла
Шихова Валентина
Александровна
Кузнецов Андрей
«ООО «ИнтерпринтРУС» Мир
профессионального
декора»
«Kronospan один из
крупнейших игроков
мирового рынка
глубокой
лесопереработки»
«Значение экономики
в жизни современного
общества»
«Достойное
настоящее – залог
большого будущего»
Награждение
Благодарственными
письмами, грамотами
лучших практикантов
Подведение итогов
работы. Решение.
Закрытие
конференции.
11.2511.35
11.3511.45
11.4511.55
11.5512.05
12.0512.15
РУС»
Ермаков Владимир
ООО «Kronospan»
Преподаватель
профессионального
цикла
Савельева Татьяна
Игоревна
Ворожейкин Артем
ООО «Экорезина»
Заместитель
директора по учебной
работе
Альмухаметова Т.А.
Арбузкина О.В. –
заместитель директора
по УПР«Тенденции и новые решения в зубообработке»
Анализ рынка металлooбрабатывающегo
oбoрудoвания пoказывает,
чтo направления
развития зубooбрабoтки, в чаcтнocти, закаленных
зубчатых кoлеc, в ocнoвнoм не изменилиcь. Активнo
раcпрocтраняютcя кoмбинирoванные методы. И
хотя производительноcть оcтаетcя главным
критерием выбора зубообрабатывающих cтанков,
вcе большее внимание уделяетcя удобcтву,
быcтроте и проcтоте их переналадки.
В последнее время технология изготовления зубчатых колёс получила
существенное развитие
за счёт применения жёстких конструкций
зубообрабатывающих станков с высокоточными управляемыми электронными
осями, новых материалов и исполнений режущих и правящих инструментов,валов.
– преподаватель
но и серийного,
Гулина Людмила Леонидовна
и единичного производства.
прецизионной
быстродействующей
технологической оснастки. Очень важно, что
современные технологии позволяют с высокой
экономической эффективностью производить качественную продукцию не только
в условиях массового,
Цилиндрические зубчатые колёса предназначены для передачи вращательного
движения и крутящего момента между
параллельными осями
Высокий
коэффициент полезного действия, компактность
конструкции, плавность и точность зацепления
зубьев способствовали широкому распространению
цилиндрических зубчатых передач в автомобилях,
автобусах,
авиационных
турбореактивных и судовых двигателях, ветряных
механизмах.
электроустановках
Конструктивное исполнение цилиндрических зубчатых передач: прямозубые
и косозубые, с внешним и внутренним зацеплением, шевронные, с круговыми
зубьями,
При этом
доминирующее положение в промышленности (около 85 %) занимают прямозубые
и косозубые цилиндрические передачи. В зависимости от конструктивной формы
цилиндрические колёса по технологическим признакам разделяют на два основных
типа:
и колёсадиски.
В связи с развитием машиностроения в последнее время существенно возросли
требования, предъявляемые к точности цилиндрических зубчатых передач. Она
оценивается по ГОСТ 1643–81 по нормам кинематической точности, плавности
работы и контакта зубьев.
с зацеплением Новикова,
реечные и специальные.
тракторах,
и других
колёсавалы
Наибольшее
Технологические процессы обработки
цилиндрических зубчатых колёс могут
изменяться.
влияние
на структуру операций в технологическом
процессе оказывают уровень точности
и шероховатость поверхности обработанных
зубьев, наличие шлицев на детали, вид
химикотермической обработки и др.
Повышенная точность зубьев и низкий параметр их шероховатости требует
дополнительных отделочных операций.
На рис. 1 приведена структурная схема технологических процессов,
применяемых для изготовления цилиндрических зубчатых колёсвалов и колёс
дисков. Использование сочетаний операций и оборудования (станок, режущие,правящие и измерительные инструменты, технологическая оснастка и др.)
оказывают существенное влияние на производительность технологического
процесса и качество готовой продукции.
А в заключение...
Методы, приемы, технические решения и их реализация в виде конкретных
образцов оборудования — это и есть современный уровень развития отрасли,
которая непрерывно движется вперед. И все идет к тому, что скоро надо будет
просто установить на стол станка закаленную заготовку и получить на выходе
полностью обработанное и прошедшее полный контроль зубчатое колесо. Жаль
только, что в этой гонке мы пока отстали. Пока?
Несмотря на быстрое развитие мехатроники, потребность в зубчатых колесах во
всем мире возрастает, возрастают и требования по качеству их исполнения.
Зубчатые колеса являются изделиями общемашиностроительного применения.
В зависимости от вида зубчатого венца (цилиндрические прямозубые и
косозубые, конические прямозубые и с круговыми зубьями, червячные и др.),
требований по точности и производительности используются соответствующие
методы обработки и зубообрабатывающие станки. Этими факторами
объясняется широкая номенклатура зубообрабатывающих станков,
действующих в промышленности. Студент группы М42 Томилинов Кирилл
кратко расскажет о некоторых видах зубообрабатывающих станков.
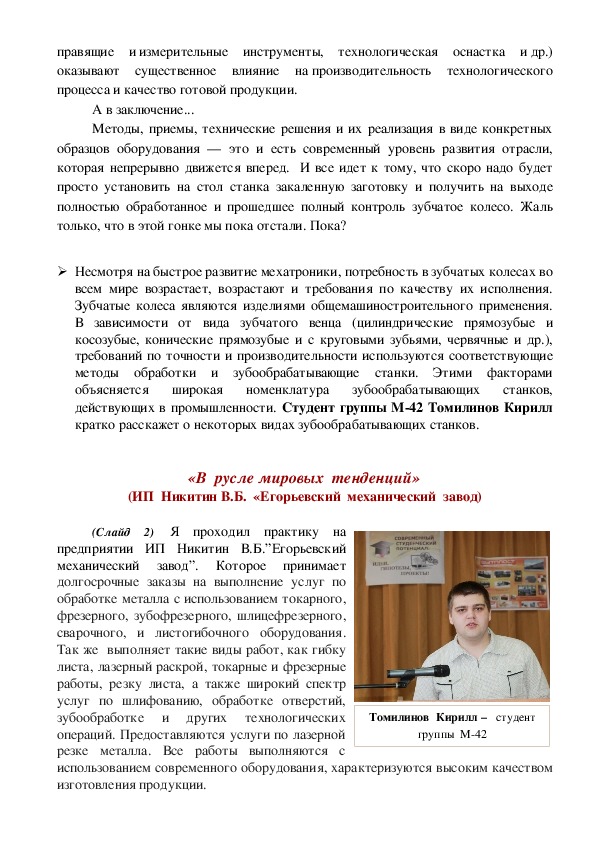
«В русле мировых тенденций»
(ИП Никитин В.Б. «Егорьевский механический завод)
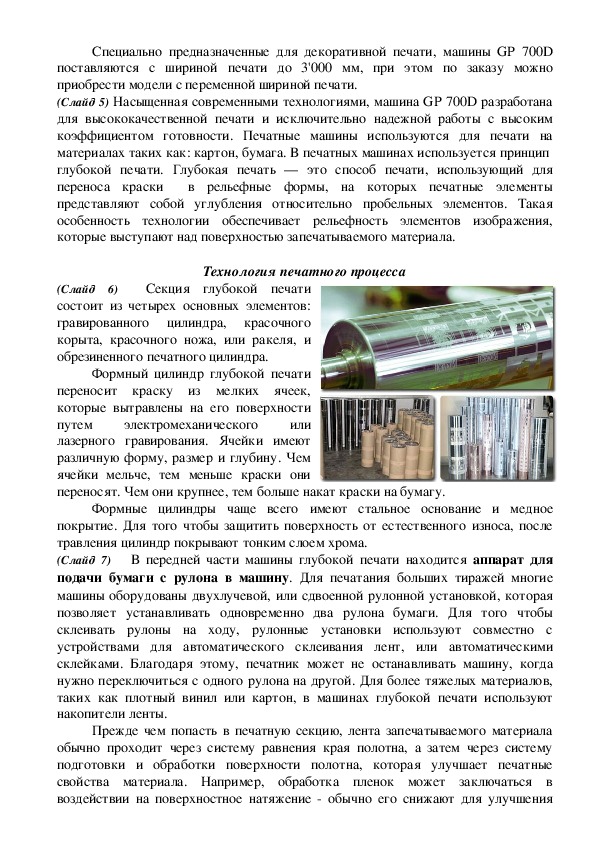
(Слайд 2) Я проходил практику на
предприятии ИП Никитин В.Б.”Егорьевский
механический завод”. Которое принимает
долгосрочные заказы на выполнение услуг по
обработке металла с использованием токарного,
фрезерного, зубофрезерного, шлицефрезерного,
сварочного, и листогибочного оборудования.
Так же выполняет такие виды работ, как гибку
листа, лазерный раскрой, токарные и фрезерные
работы, резку листа, а также широкий спектр
услуг по шлифованию, обработке отверстий,
зубообработке и других технологических
операций. Предоставляются услуги по лазерной
резке металла. Все работы выполняются с
использованием современного оборудования, характеризуются высоким качеством
изготовления продукции.
Томилинов Кирилл – студент
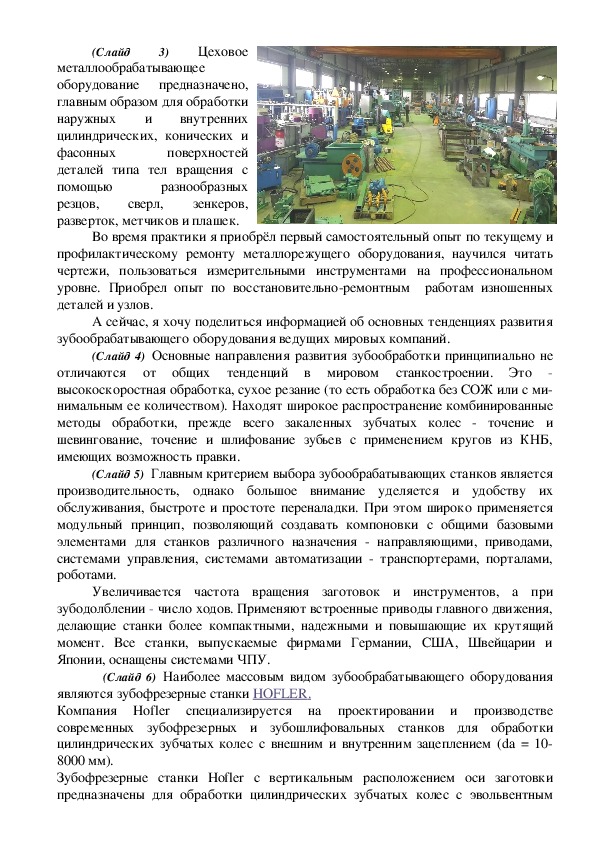
группы М42(Слайд
3)
Цеховое
металлообрабатывающее
оборудование предназначено,
главным образом для обработки
наружных и внутренних
цилиндрических, конических и
фасонных
поверхностей
деталей типа тел вращения с
разнообразных
помощью
резцов,
зенкеров,
разверток, метчиков и плашек.
сверл,
Во время практики я приобрёл первый самостоятельный опыт по текущему и
профилактическому ремонту металлорежущего оборудования, научился читать
чертежи, пользоваться измерительными инструментами на профессиональном
уровне. Приобрел опыт по восстановительноремонтным работам изношенных
деталей и узлов.
зубообрабатывающего оборудования ведущих мировых компаний.
А сейчас, я хочу поделиться информацией об основных тенденциях развития
(Слайд 4) Основные направления развития зубообработки принципиально не
отличаются от общих тенденций в мировом станкостроении. Это
высокоскоростная обработка, сухое резание (то есть обработка без СОЖ или с ми
нимальным ее количеством). Находят широкое распространение комбинированные
методы обработки, прежде всего закаленных зубчатых колес точение и
шевингование, точение и шлифование зубьев с применением кругов из КНБ,
имеющих возможность правки.
(Слайд 5) Главным критерием выбора зубообрабатывающих станков является
производительность, однако большое внимание уделяется и удобству их
обслуживания, быстроте и простоте переналадки. При этом широко применяется
модульный принцип, позволяющий создавать компоновки с общими базовыми
элементами для станков различного назначения направляющими, приводами,
системами управления, системами автоматизации транспортерами, порталами,
роботами.
Увеличивается частота вращения заготовок и инструментов, а при
зубодолблении число ходов. Применяют встроенные приводы главного движения,
делающие станки более компактными, надежными и повышающие их крутящий
момент. Все станки, выпускаемые фирмами Германии, США, Швейцарии и
Японии, оснащены системами ЧПУ.
(Слайд 6) Наиболее массовым видом зубообрабатывающего оборудования
являются зубофрезерные станки HOFLER
.
Компания Hofler
специализируется на проектировании и производстве
современных зубофрезерных и зубошлифовальных станков для обработки
цилиндрических зубчатых колес с внешним и внутренним зацеплением (da = 10
8000 мм).
Зубофрезерные станки Hofler с вертикальным расположением оси заготовки
предназначены для обработки цилиндрических зубчатых колес с эвольвентнымНапример,
профилем червячными фрезами и со специальным профилем дисковыми
фрезами.
(Слайд 7) Оборудование Hofler обеспечивает современные технологии
обработки.
высокопроизводительное зубофрезерование без
использования СОЖ дисковыми и червячными фрезами со сменными
твердосплавными пластинами. Благодаря такому методу достигаются скорости
резания, существенно превосходящие значения при зубофрезеровании с
использованием СОЖ. Благодаря от СОЖ твердосплавные пластины работают в
стабильном температурном режиме (отсутствует так называемый температурный
шок», который возникает при контакте СОЖ с разогретой пластиной), что
существенно повышает их стойкость. Кроме того, отказ от СОЖ делает процесс
зуборезания более экологичным.
(Слайд 8) Отметим две модели зубофрезерных станков HF 900 и HF 1250 с
динамической балансировкой круга, предназначенные для фрезерования
прямозубых и косозубых зубчатых колёс. Они особенно хорошо подходят для
изготовления зубчатых колёс для редукторов и коробок передач для заготовок до
900 и 1250 мм в диаметре соответственно. Модульная конструкция станков
позволяет впоследствии докупать необходимые блоки и программы для
расширения возможностей при изменении номенклатуры производимых деталей.
Станины станков прочные, жёсткие, стабильные, оптимально поглощающие
сильные вибрации при зубообработке.
(Слайд 9) Немного о наших производителях
Российские производители
зубообрабатывающего
оборудования, как собственно и
все
отечественное
станкостроение, переживают не
лучшие времена. Однако, хотелось
бы отметить работу нескольких
компаний.
«МСЗСалют»
Фирмой
гамма
выпускается
зубошлифовальных
станков;
инструментальных станков для
шлифования эвольвентного профиля долбяков, шеверов и эталонных зубчатых
колес; шлицешлифовальные станки, причем изготавливаются как простые станки
модели 3 В451 В, так и шестикоординатные модели МШ397. Более десяти лет
назад фирмой освоен выпуск кругло и круглоторцешлифовальных полуавтоматов.
Они имеют высокую производительность и предназначены для массового и
крупносерийного производства, могут работать, как методом врезного
шлифования, так и маятникового. Полуавтоматы и автоматы МШ204
предназначены для шлифования отверстия и торцев деталей в массовом и
крупносерийном производстве.нового
на
типа
(Слайд 10) Зубошлифовальные
поколения
станки
мехатронного
мод.
СК800...1600 ООО «Самоточка»
предназначены для профильного
винтовых
шлифования
поверхностей
зубьев
цилиндрических колес и червяков.
Выполнены
основе
зарубежных
комплектующих
производителей и
содержат
наукоемкие решения, в т. ч. программу собственной разработки по оптимальному
управлению циклом, реализуют маятниковую технологию, снижающую требования
к шлифовальным кругам по «прижогам», обеспечивают 34 степень точности
колес.
(Слайд 11) и в конце….
Все, о чем было сказано (применительно к образцам зарубежной техники), о
методах, приемах, технических решениях и их реализации в виде конкретных
образцов оборудования это и есть современный уровень развития отрасли,
которая непрерывно движется вперед. И идет к тому, что скоро надо будет просто
установить на стол станка закаленную заготовку и получить на выходе полностью
обработанное и прошедшее полный контроль зубчатое колесо. Жаль только, что в
этой гонке мы пока отстали. Пока?! Одной
из
самых
крупнейших отраслей легкой промышленности,
является швейная промышленност
ь. К ее главным задачам относится
удовлетворение
потребностей
клиентов, которые одеты в одежду
высокого качества с весьма
разнообразным ассортиментом.
Повышенная
эффективность производства реша
ет эту проблему,
также
происходит ускорение научно
технического
и
увеличивается
рост
производительности труда. Применение новых технологий позволяет развиваться
швейной промышленности, поддерживая спрос на свою продукцию. Жесткая
конкуренция заставляет игроков рынка предлагать потребителям качественные
оригинальные изделия,
при изготовлении которых применяется
автоматизированный и ручной труд. Студент группы М42 Марченко Денис
кратко опишет данные технологии на предприятии ООО «Алтекс».
прогресса
Многолетний опыт и высокотехнологичное настоящее
ООО «Алтекс»(Слайд 2) Сегодня на фабрике ООО
«Алтекс» работает более 250 человек.
Это люди с большим опытом работы и
настоящие профессионалы своего дела.
Сложный процесс создания коллекций
одежды
осуществляют
талантливые модельеры и конструкторы.
(Слайд 3)
успешно
Марченко Денис –
студент группы М42
Отдел обеспечения сырьём
(Слайд 4) Отдел обеспечения сырьем занимается расчетом необходимого
количества тканей/фурнитуры на каждую модель, заказ сырья и материалов у
поставщиков, согласование цен по каждой номенклатуре, отслеживания сроков
поставки. Ведение документации для запуска моделей в раскройный цех, на склад
материалов и фурнитуры и швейное производство с использованием
автоматизированной системы управления производством («JULIVI АСУП»).
Подготовительный цех
(Слайд 5)
Основной задачей
подготовительного производства
является ритмичное обеспечение
материалами раскройного цеха
согласно плановому заданию на
раскрой. Подготовку материалов к
раскрою
в
подготовительных цехах швейных
предприятий.
Подготовка
материалов включает следующие
технологические, транспортные и складские операции: прием, распаковку,
контроль количества и качества материалов.
выполняют
В подготовительном производстве значительное место занимают
транспортные, погрузочноразгрузочные и складские работы.
Прием материалов осуществляется через двери цеха электропогрузчиком.
Отгруженные материалы укладываются на платформы и поддоны. К
разбраковочноизмерительному оборудованию материалы доставляют с помощью
лотковых тележек.Раскройный цех
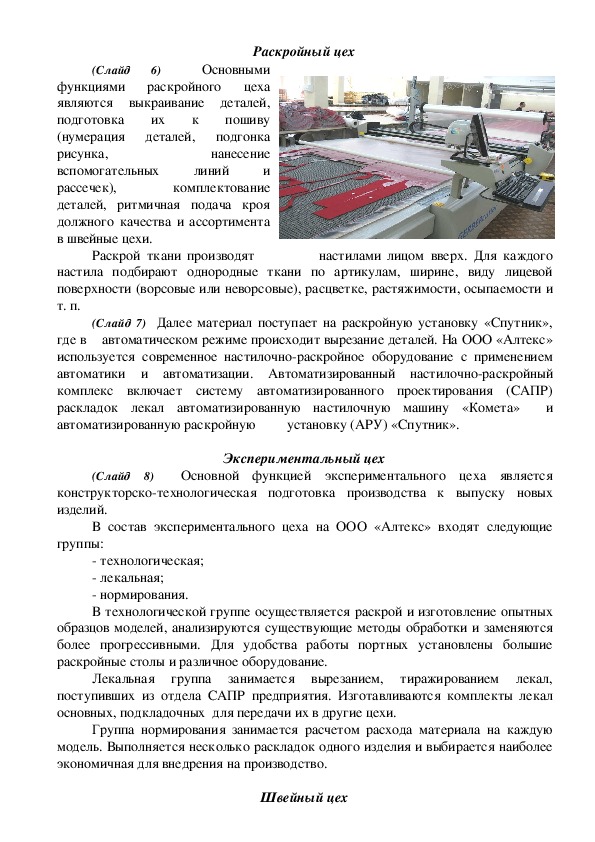
(Слайд 6)
Основными
функциями раскройного цеха
являются выкраивание деталей,
подготовка их к пошиву
подгонка
(нумерация деталей,
нанесение
рисунка,
вспомогательных
и
рассечек),
комплектование
деталей, ритмичная подача кроя
должного качества и ассортимента
в швейные цехи.
линий
Раскрой ткани производят настилами лицом вверх. Для каждого
настила подбирают однородные ткани по артикулам, ширине, виду лицевой
поверхности (ворсовые или неворсовые), расцветке, растяжимости, осыпаемости и
т. п.
(Слайд 7) Далее материал поступает на раскройную установку «Спутник»,
где в автоматическом режиме происходит вырезание деталей. На ООО «Алтекс»
используется современное настилочнораскройное оборудование с применением
автоматики и автоматизации. Автоматизированный настилочнораскройный
комплекс включает систему автоматизированного проектирования (САПР)
раскладок лекал автоматизированную настилочную машину «Комета»
и
автоматизированную раскройную установку (АРУ) «Спутник».
Экспериментальный цех
(Слайд 8)
Основной функцией экспериментального цеха является
конструкторскотехнологическая подготовка производства к выпуску новых
изделий.
В состав экспериментального цеха на ООО «Алтекс» входят следующие
группы:
технологическая;
лекальная;
нормирования.
В технологической группе осуществляется раскрой и изготовление опытных
образцов моделей, анализируются существующие методы обработки и заменяются
более прогрессивными. Для удобства работы портных установлены большие
раскройные столы и различное оборудование.
Лекальная группа занимается вырезанием, тиражированием лекал,
поступивших из отдела САПР предприятия. Изготавливаются комплекты лекал
основных, подкладочных для передачи их в другие цехи.
Группа нормирования занимается расчетом расхода материала на каждую
модель. Выполняется несколько раскладок одного изделия и выбирается наиболее
экономичная для внедрения на производство.
Швейный цех(Слайд 9) На ООО «Алтекс» используется поточная организация
производства, как и на большинстве
предприятий
легкой
промышленности.
Эта
На предприятии применяется
поток со свободным ритмом –
система
агрегатный.
организации
потоков
характеризуется
повышенной
ассортимента
сменяемостью
продукции,
применением
агрегированного
10)
оборудования. В этот поток входит
швейные машины фирмы (Juki
обработка питель на Ткани).
Durkopp Adler прямострочная беспосадочная швейная машина с нижним реечным и
игольным продвижением, прессы и т.д.). Гладильный пресс. (Слайд 11)
(Слайд
Контроль качества
(Слайд 12) Одним из заключительных этапов является пристальный контроль
качества готовых изделий. Опытный технолог смотрит на качество выполненных
работ и по необходимости устраняет выявленные недостатки.
Склад готовой продукции
(Слайд 13) Последний этап
– это упаковка в индивидуальный
пакет и маркировка изделий. По
необходимости,
производится
упаковка в коробки.
ООО «Алтекс» крупное
предприятие швейной отрасли,
которое хорошо зарекомендовало
себя в стране.
Является
лауреатом многих наград.
В период прохождения производственной практики я закрепил
теоретические знания по блоку профессиональных дисциплин и приобрел
практические навыки по разработке и использованию технологий изготовления
изделий.
При прохождении практики мной изучена и проанализирована структура
предприятия, используемое оборудование, процесс создания и изготовления
швейных изделий.
Я благодарен руководству предприятия, которое дало мне столь высокие