Поделиться

Обработка металлов давлением: прокатка, волочение, прессование, ковка, штамповка.
Цель занятия:
изучить обработку металлов давлением: прокатку, волочение, прессование, ковку, штамповку.
Ответы:
Ответы:
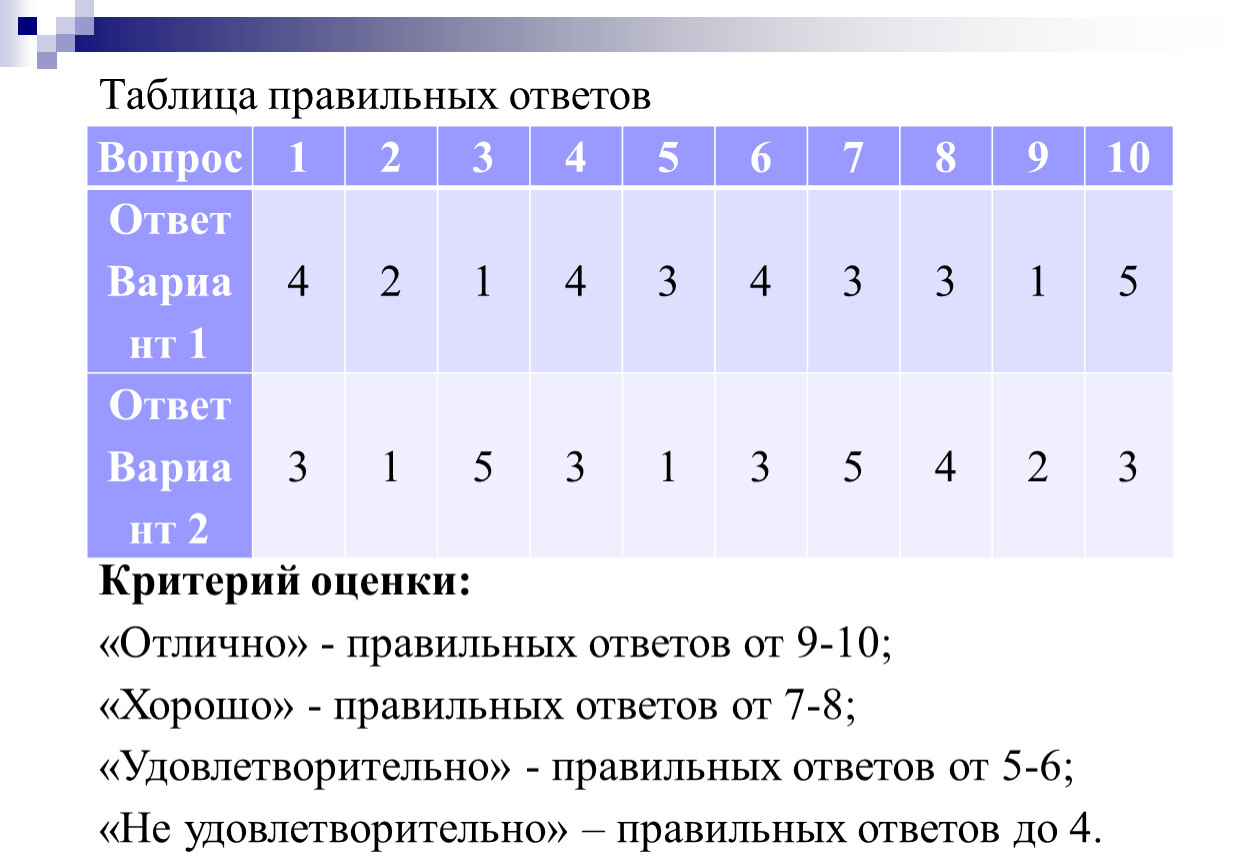
Таблица правильных ответов
Вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Ответ | | | | | | | | | | |
Ответ | | | | | | | | | | |
Критерий оценки:
«Отлично» - правильных ответов от 9-10;
«Хорошо» - правильных ответов от 7-8;
«Удовлетворительно» - правильных ответов от 5-6;
«Не удовлетворительно» – правильных ответов до 4.
Тема занятия: «Обработка металлов давлением: прокатка, волочение, прессование, ковка, штамповка»
Обработка металлов давлением основана на их пластической деформации под действием внешних сил, в результате которой металлическая заготовка приобретает определенную форму и размеры.
Основными способами обработки металлов давлением являются: прокатка,
волочение,
прессование,
свободная ковка,
объемная штамповка,
листовая штамповка.

Рисунок 1 – Основные способы обработки металлов давлением:
.а - прокатка; б - волочение; в - прессование; г - свободная ковка;
д - объемная штамповка; е - листовая штамповка.
Прокатка.
Сущность процесса прокатки заключается в пропускании металла в зазор между вращающимися валками. При этом зазор между валками должен быть меньше толщины обрабатываемой заготовки. Валки, осуществляют деформирование и подачу металла. При обычной прокатке толщина заготовки уменьшается, ширина и длина увеличивается, т. е. происходит обжатие, уширение и вытяжка.
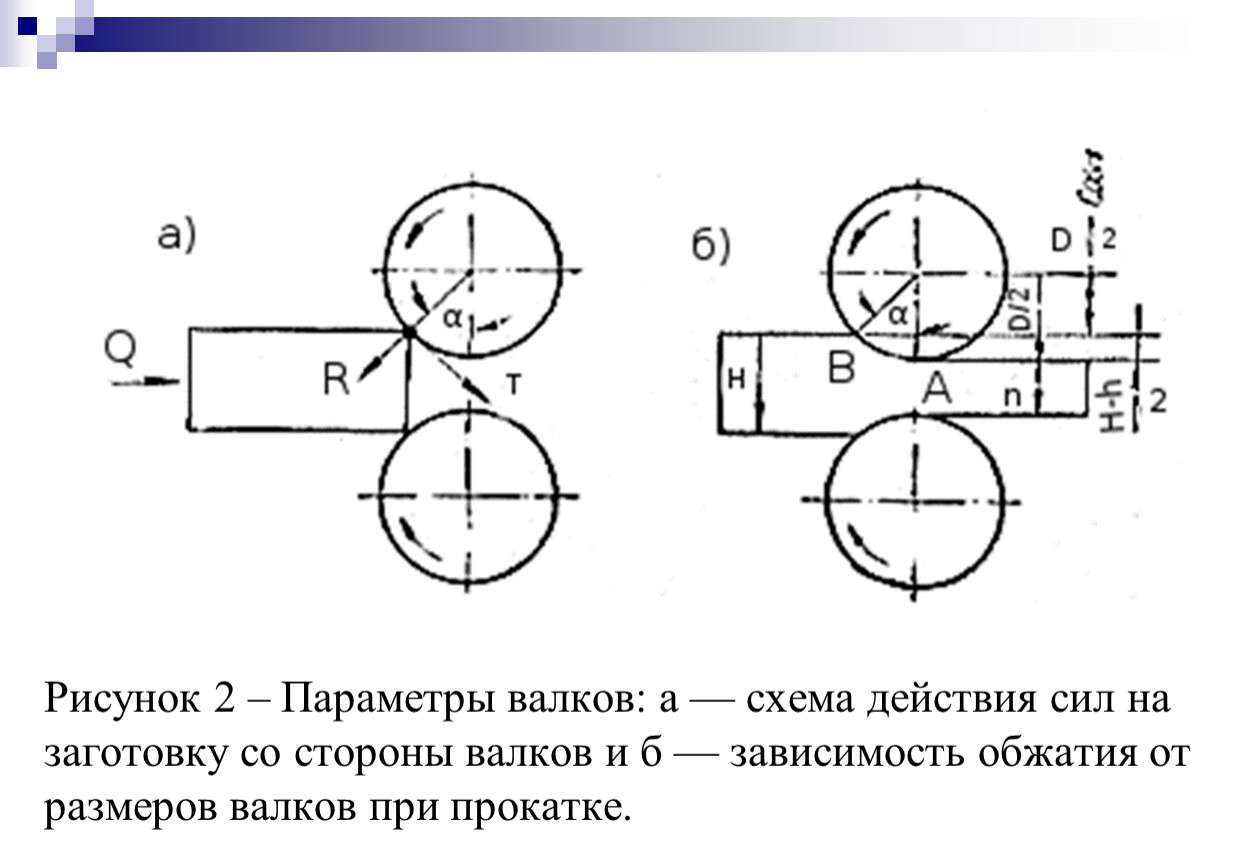
Рисунок 2 – Параметры валков: а — схема действия сил на заготовку со стороны валков и б — зависимость обжатия от размеров валков при прокатке.
Валки бывают гладкие, которые применяются при прокатке листов, лент; ступенчатые — для прокатки полосовой и обручной стали и, ручьевые— для получения сортового проката. Профиль выреза на боковой поверхности валка называется ручьем. Ручей верхнего и нижнего валков в совокупности образуют калибр. Граница калибра — переход калибра с одного валка на другой — называется разделом калибра. Если раздел калибра осуществляется по линии, параллельной осям валков, то такой калибр называется открытым. Калибр, у которого линия раздела находится вне пределов калибра, называется закрытым. На каждой паре валков размещают несколько калибров, форма которых зависит от прокатываемого профиля.
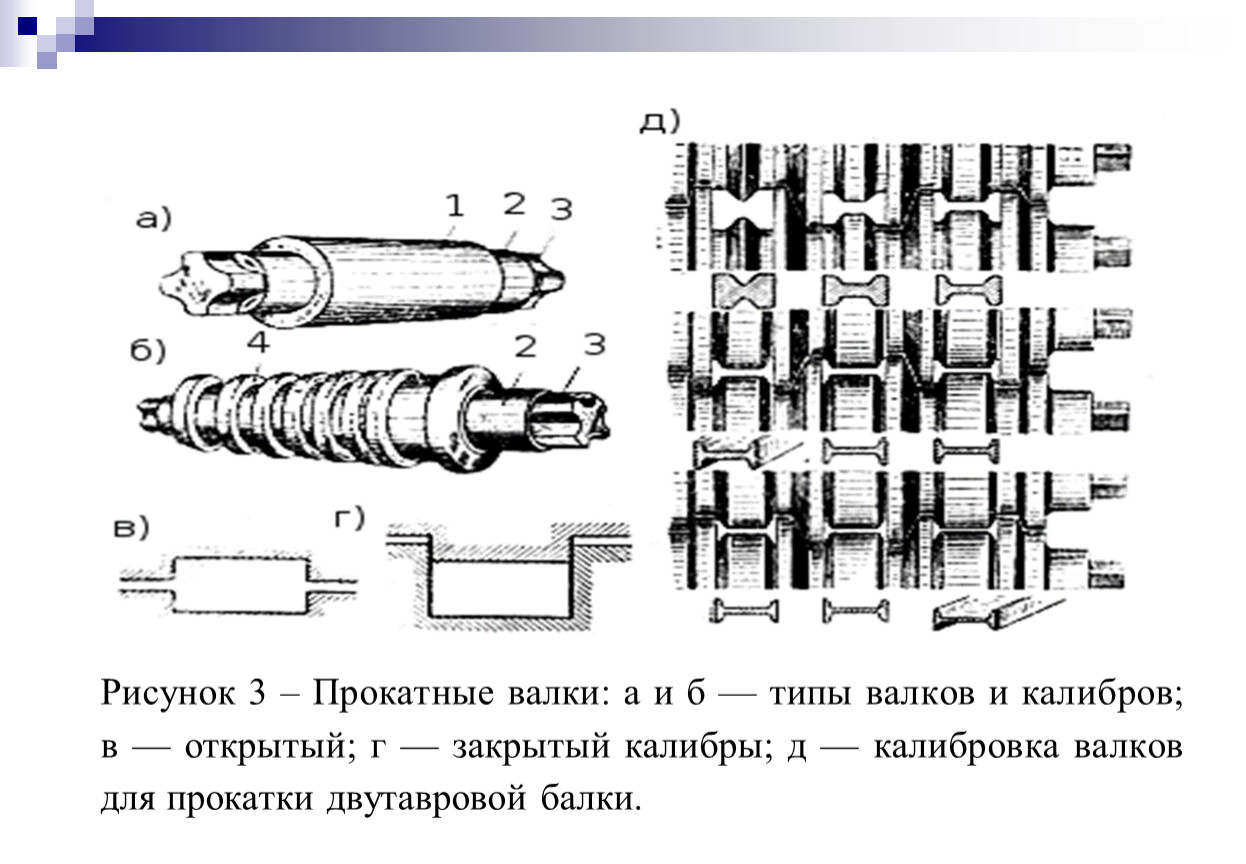
Рисунок 3 – Прокатные валки: а и б — типы валков и калибров; в — открытый; г — закрытый калибры; д — калибровка валков для прокатки двутавровой балки.
Калибровка является сложным и ответственным процессом и разрабатывается с учетом получения заданного профиля за меньшее число пропусков металла. Неправильная калибровка может привести не только к снижению производительности, но и к браку.
Разработку системы последовательных калибров, обеспечивающих получение заданного профиля и размеров проката из выбранной заготовки, называют калибровкой.

Рисунок 4 – Некоторые виды профилей проката.
Оборудование, на котором прокатывается металл, называется прокатным станом.
К прокатному стану относятся также вспомогательные машины и механизмы, выполняющие подсобные операции по резке, отделке и транспортировке прокатываемого металла.
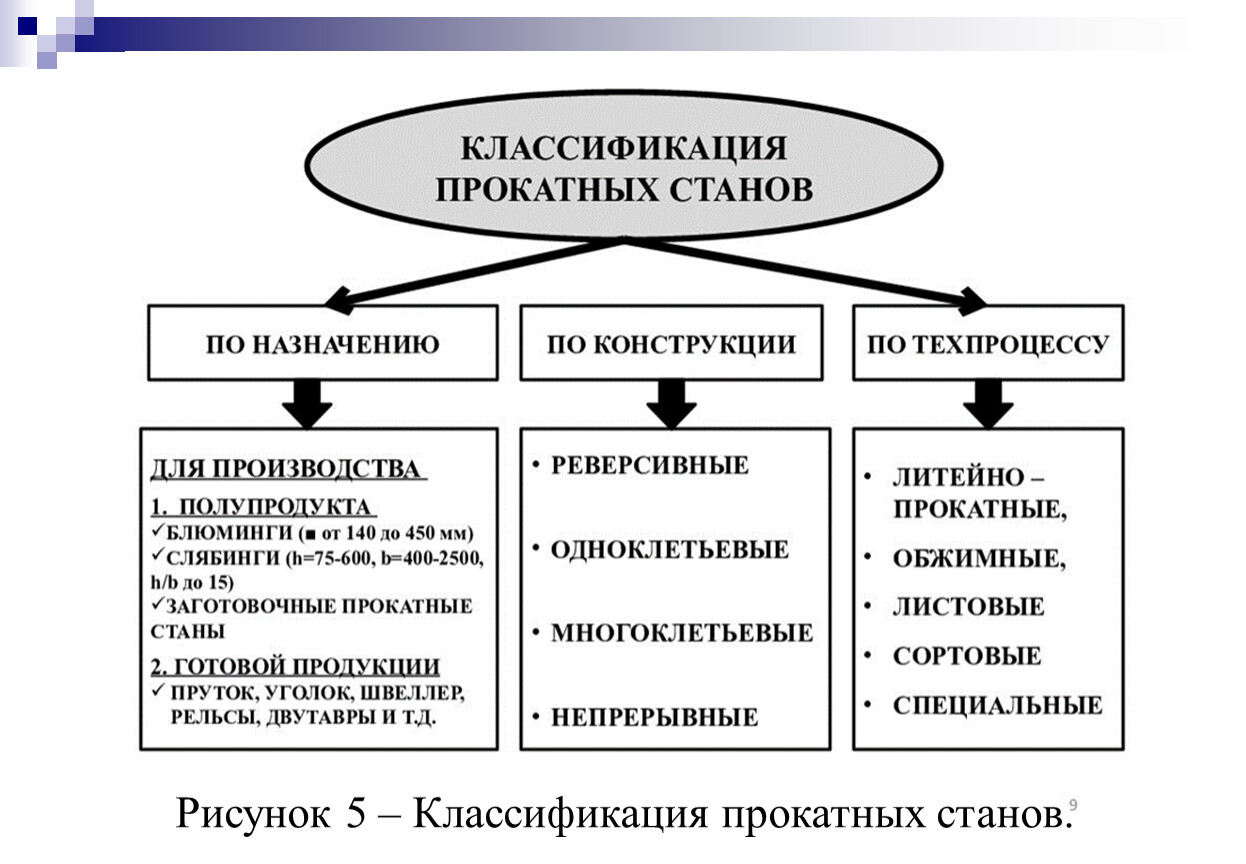
Рисунок 5 – Классификация прокатных станов.
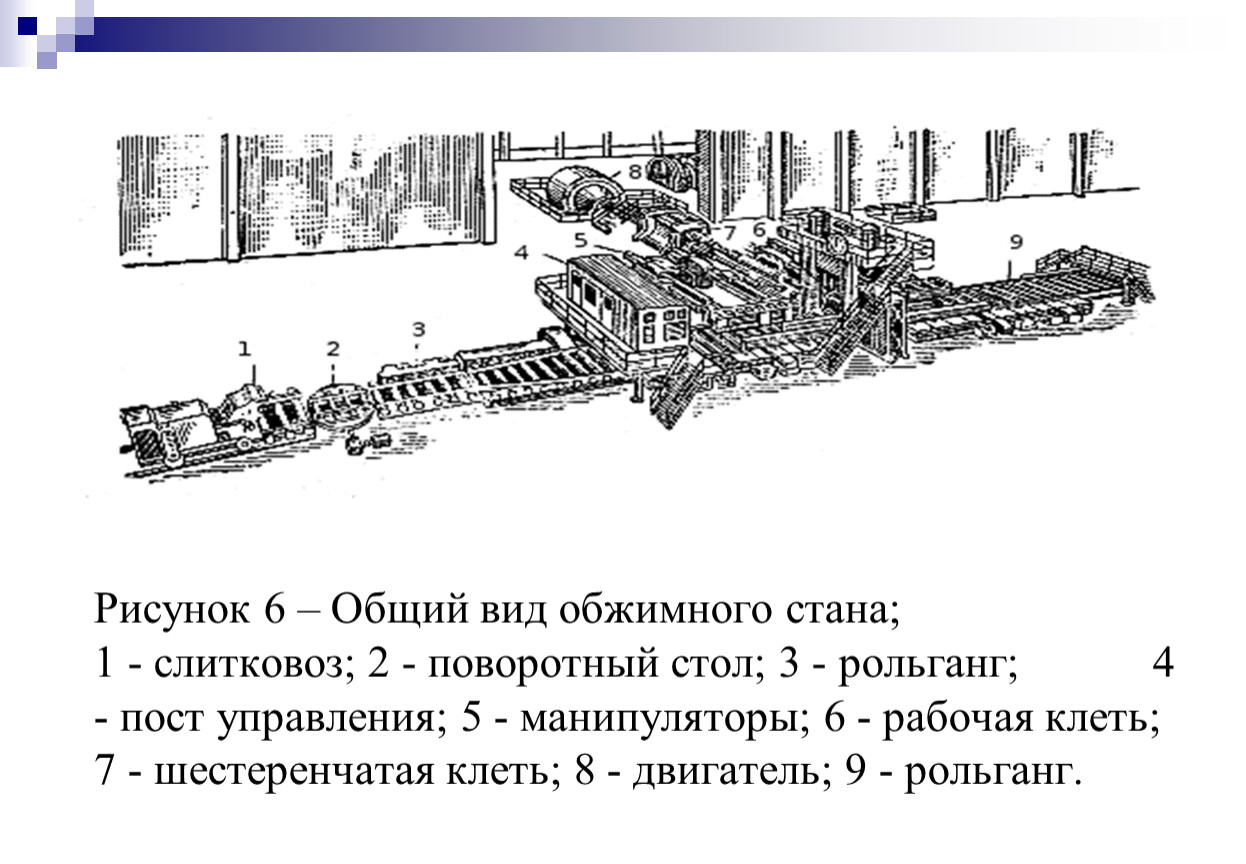
Рисунок 6 – Общий вид обжимного стана; 1 - слитковоз; 2 - поворотный стол; 3 - рольганг; 4 - пост управления; 5 - манипуляторы; 6 - рабочая клеть; 7 - шестеренчатая клеть; 8 - двигатель; 9 - рольганг.
Волочение.
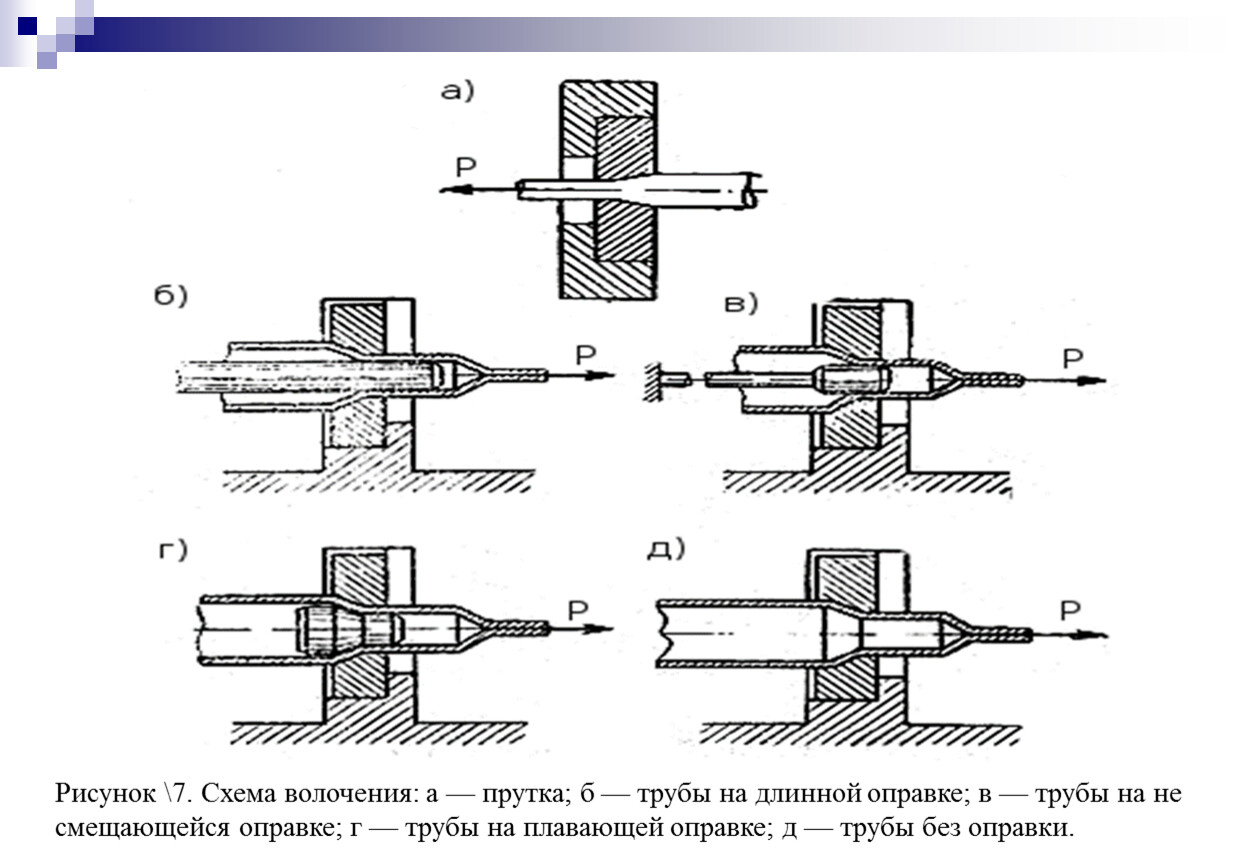
Рисунок \7. Схема волочения: а — прутка; б — трубы на длинной оправке; в — трубы на не смещающейся оправке; г — трубы на плавающей оправке; д — трубы без оправки.
Волочение осуществляется в холодном состоянии, поэтому оно вызывает физическое упрочнение (наклеп) металла. Для восстановления первоначальных свойств применяют термообработку (отжиг), которая необходима при волочении в несколько переходов, а также в окончательной продукции.
Волочильный инструмент изготовляют из инструментальной стали, твердых сплавов, а для получения проволоки размером меньше 0,5 мм иногда применяют волоки из естественного алмаза.
Основная часть волоки называется волочильным глазком, или матрицей, и представляет собой рабочее отверстие постепенно уменьшающегося сечения, через которое протягивается металл. Волока с одним отверстием называется фильером, с несколькими — волочильной доской.
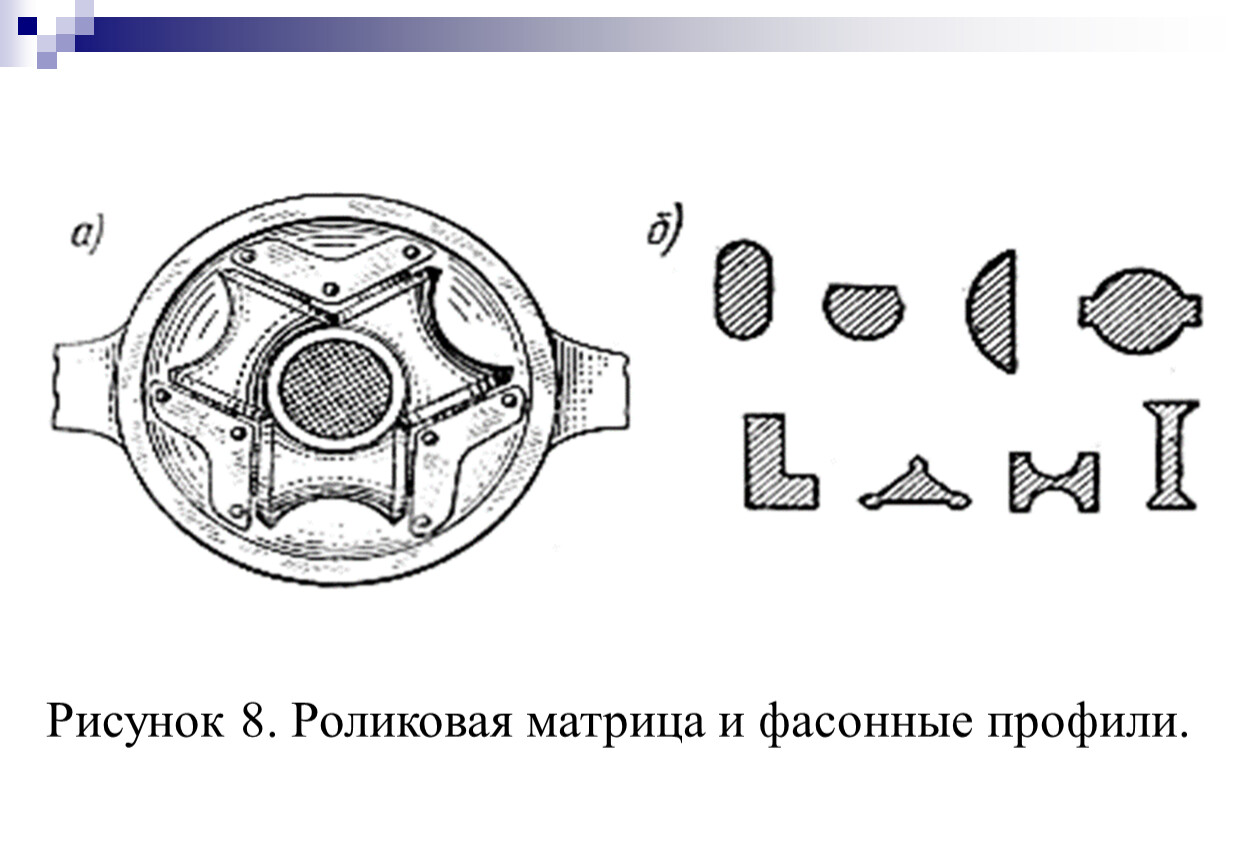
Рисунок 8. Роликовая матрица и фасонные профили.
Для волочения применяют декапированный металл — отожженный и протравленный.
Обычно волочение применяют при изготовлении проволоки размером меньше 5 мм; при получении тонкостенных труб, при калибровке и получении высокого качества поверхностей горячекатаных прутков размером до 150 мм (круг, квадрат); при производстве сложных фасонных профилей для изготовления деталей, которые раньше обрабатывались резанием на станках.
Оборудование, на котором осуществляют волочение, называют волочильными станами.
Волочильные станы по принципу работы тянущих устройств подразделяются на две группы: с прямолинейным движением тянущих устройств — цепные, реечные, винтовые и с наматыванием обрабатываемого металла на барабан – барабанные.
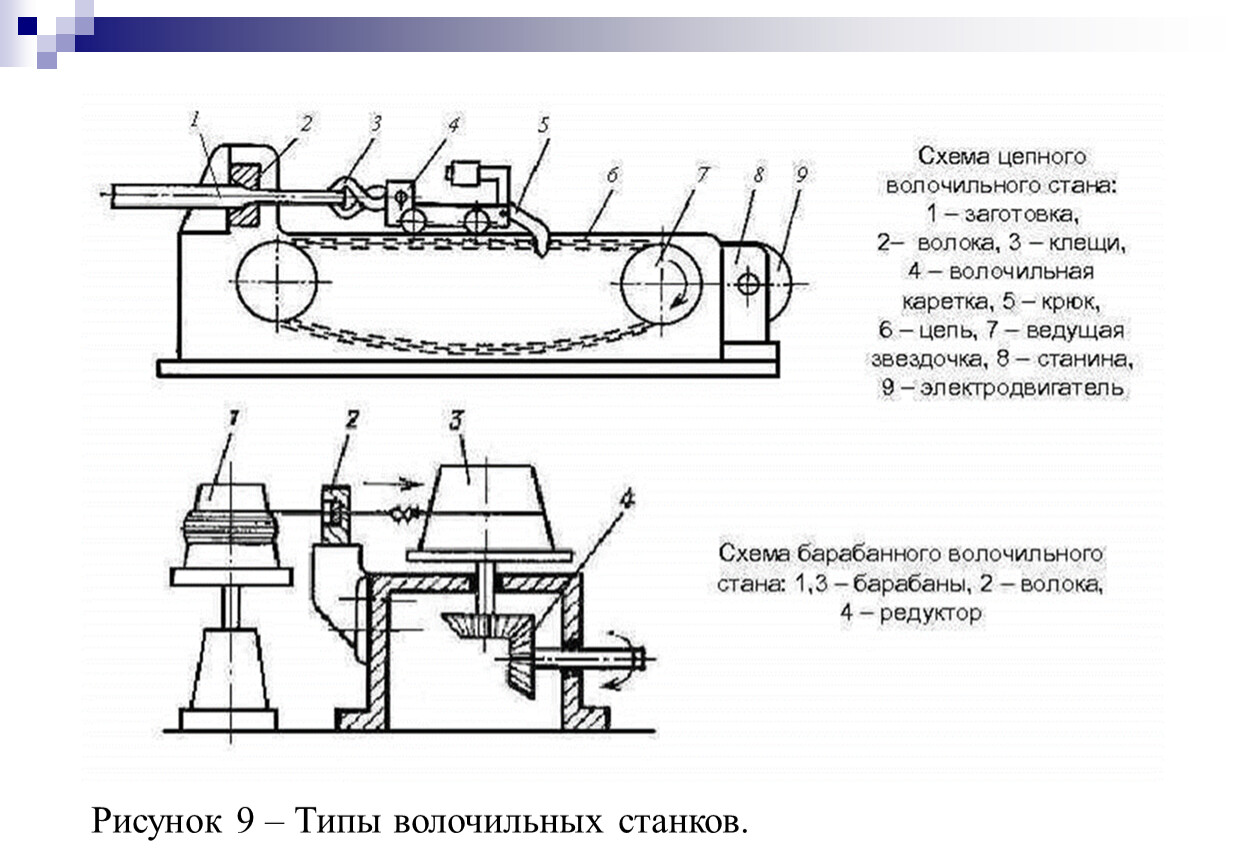
Рисунок 9 – Типы волочильных станков.
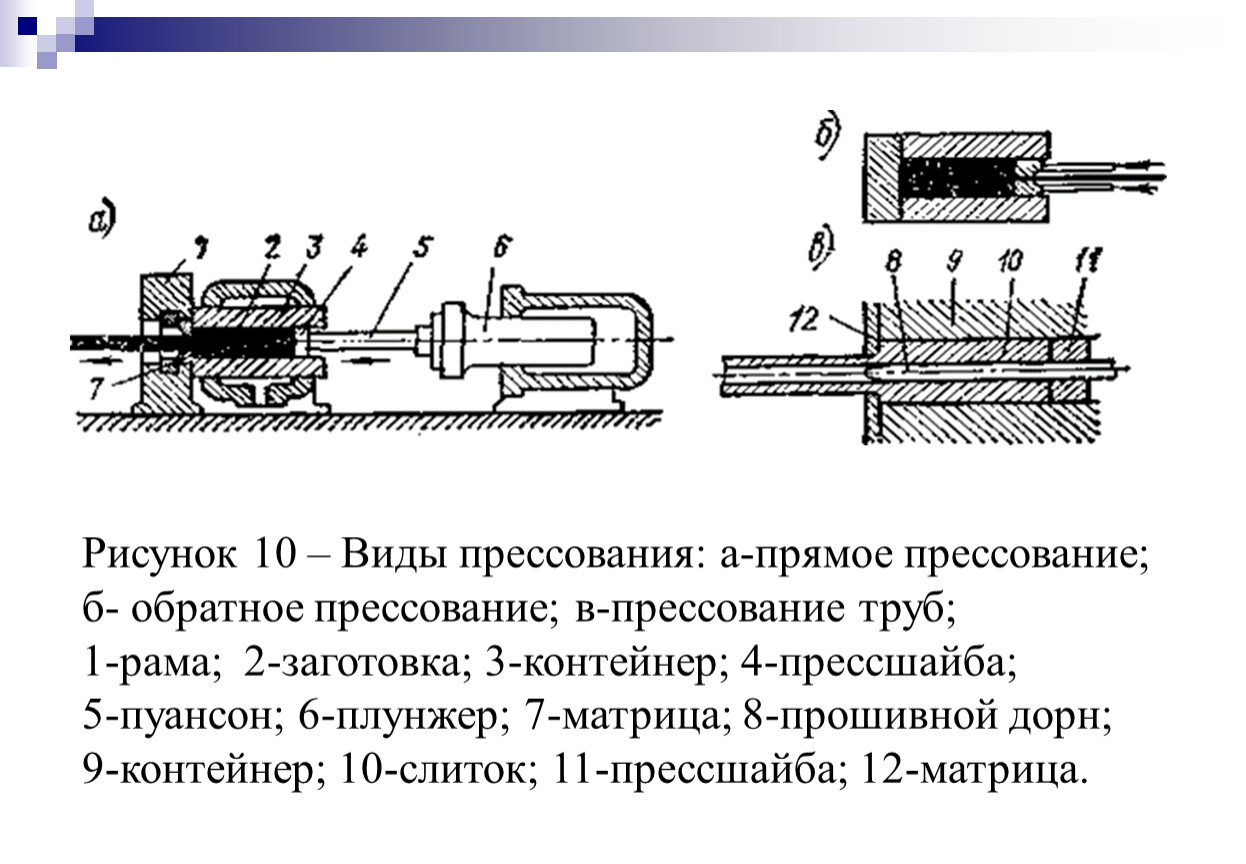
Рисунок 10 – Виды прессования: а-прямое прессование; б- обратное прессование; в-прессование труб;
1-рама; 2-заготовка; 3-контейнер; 4-прессшайба;
5-пуансон; 6-плунжер; 7-матрица; 8-прошивной дорн;
9-контейнер; 10-слиток; 11-прессшайба; 12-матрица.
Существуют следующие разновидности процесса прессования: с прямым истечением прутка; с прямым истечением трубы; с обратным истечением прутка; с обратным истечением трубы; с совмещенными прямым и обратным методами истечения; с боковым истечением в один канал; с боковым истечением в два канала; двухсторонним боковым истечением; прессованием с «рубашкой».
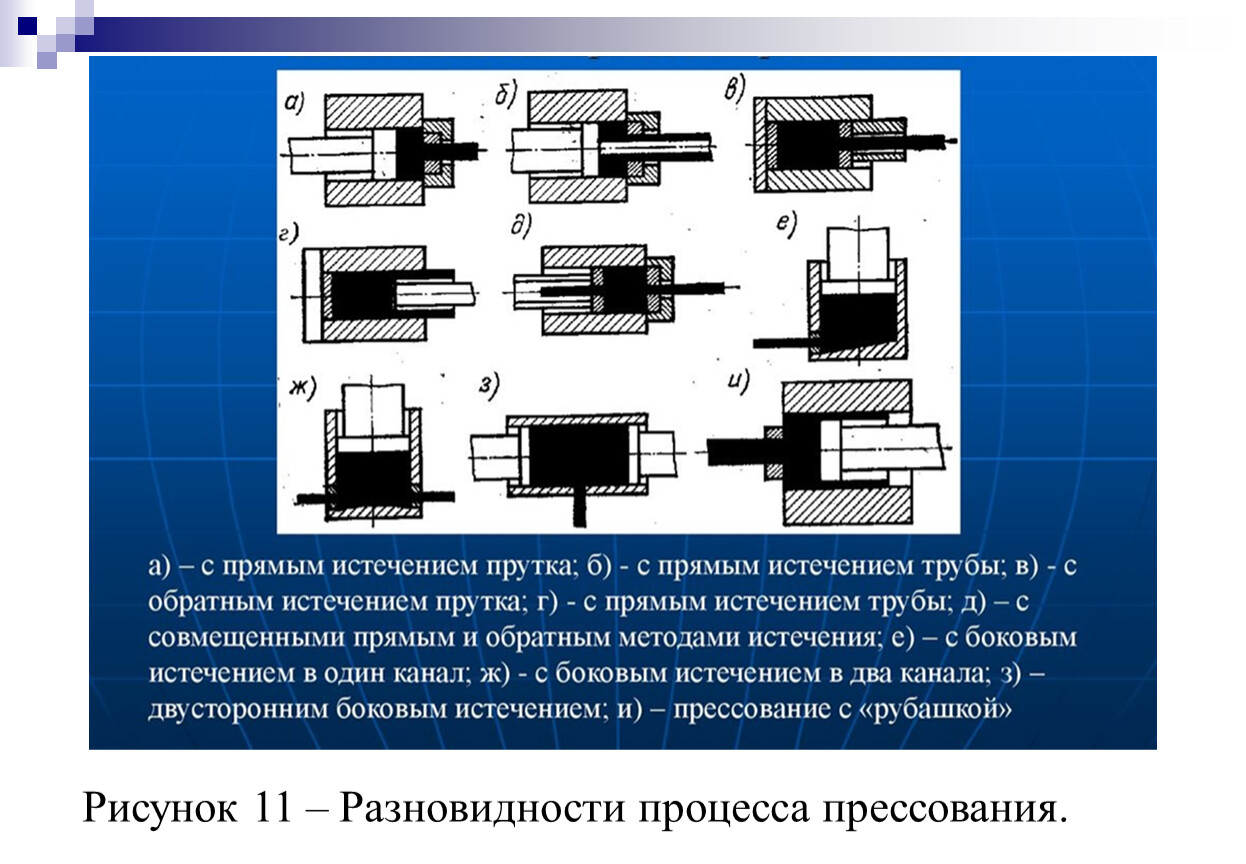
Рисунок 11 – Разновидности процесса прессования.
Вопросы по изученному материалу:
1. На чем основана обработка металлов давлением?
2. Какая основные способы обработки металлов давлением бывают?
3. В чем заключается сущность процесса прокатки?
4. Какие бывают валки для прокатки?
5. Что такое калибровка?
6. Как называется оборудование, на котором прокатывается металл?
7. Как каким признакам классифицируют прокатные станы?
8. В чем заключается сущность процесса волочения?
9. Какой металл применяют для волочения?
10. Какие бывают волочильные станы по принципу работы тянущих устройств?
11. Чем отличается прессование (выдавливание) от других видов обработки металлов давлением?
12. Какие есть разновидности процесса прессования?
13. Какой основной инструмент применяют при прессовании?
14. Какие преимущества и недостатки у процесса прессования?
Вопросы ?
Спасибо за внимание
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.