Поделиться

18. эксплуатация станков обрез
Долговечность работы станка в значительной мере зависит от условий его эксплуатации. Во избежание повреждений станков при транспортировке следует соблюдать правила упаковки, перевозки и переноски станков.
Качество работы станка зависит от правильной его установки на фундаменте. Без фундамента разрешается установка станка только на бетонированном полу достаточной толщины (200—300 мм). В остальных случаях для достижения спокойной и точной работы необходимо подготовить бетонный фундамент. Установку станка на фундамент производят после полного затвердевания раствора цемента. В отверстия основания станины закладывают фундаментные болты с навинченными гайками и при установке станка на фундамент опускают болты в заранее подготовленные колодцы.
Выверку правильности положения станка производят при помощи точных уровней, которые устанавливают на обработанные горизонтальные или вертикальные плоскости станка (направляющие стола и т. п.). Для придания станку правильного положения применяют стальные клинья или регулируемые башмаки, которые устанавливают по периметру станины на определенных расстояниях друг от друга. После выверки станка по уровню в продольном и поперечном направлениях производят заливку основания станка раствором цемента.
Каждый станок, находящийся в цехе, имеет паспорт, выданный заводом-изготовителем и хранящийся в отделе главного механика завода. Паспорт станка является основным техническим документом, содержащим полную характеристику станка.
В паспорте даны сведения, характеризующие тип станка, модель, завод-изготовитель, год выпуска, заводской номер, место установки, дату пуска в эксплуатацию и т. п.; помещена фотография станка со спецификацией органов управления. В разделе «Основные данные станка» приведены сведения, характеризующие габарит и массу станка, основные размеры, стол, направляющие станины, шпиндель, хобот и серьгу, принадлежности и приспособления для настройки и обслуживания станка, прилагаемые к станку, сведения о ремонте, комплект поставки и др.
В разделе «Механика станка» приведены данные по механике главного движения (число оборотов шпинделя в минуту, мощность на шпинделе) и по механике подачи (подачи стола в мм/мин — продольная, поперечная и вертикальная, ускоренные подачи стола). Кроме паспорта к каждому станку прилагают руководство по эксплуатации, которое хранится у цехового механика или на рабочем месте. В руководстве кроме сведений, имеющихся в паспорте, приведены рекомендации по транспортировке и распаковке, установке станка на фундамент, подготовке станка к первоначальному пуску, смазке станка, охлаждению фрез при резании. В руководстве имеется также кинематическая схема станка со спецификацией зубчатых и червячных колес, червяков и реек, описание конструкции станка и его узлов, рекомендации по настройке, наладке и режимам работы, регулированию и эксплуатации электрооборудования и др. В конце руководства прилагают чертежи быстроизнашивающихся деталей.
Регулирование станков
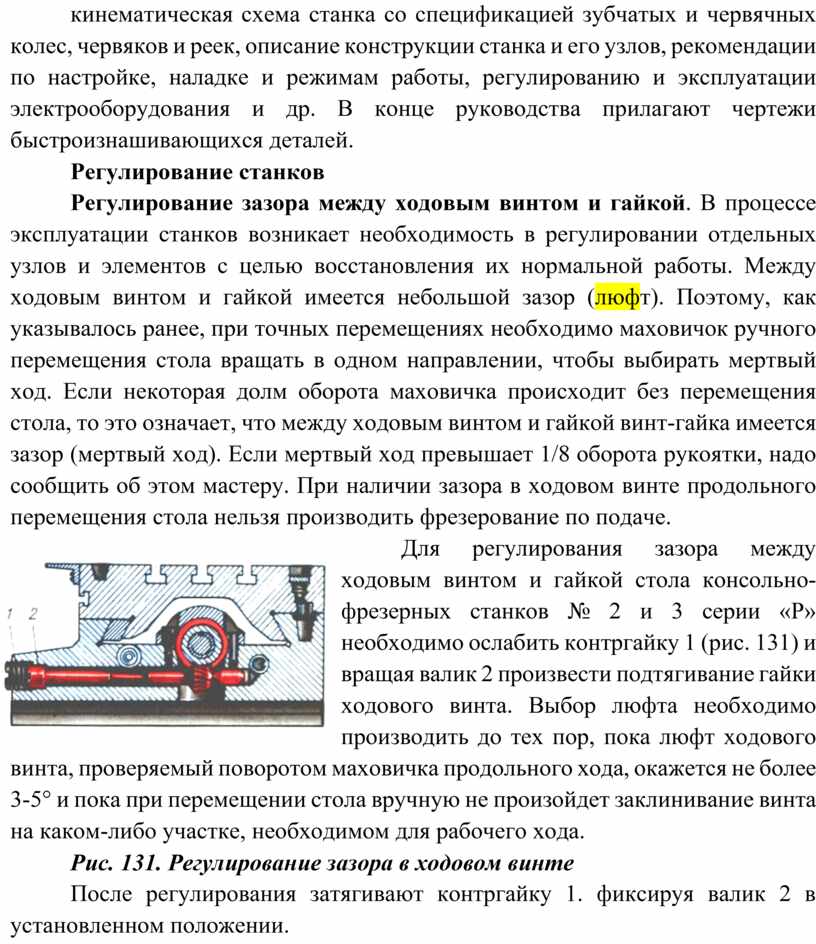
Регулирование зазора между ходовым винтом и гайкой. В процессе эксплуатации станков возникает необходимость в регулировании отдельных узлов и элементов с целью восстановления их нормальной работы. Между ходовым винтом и гайкой имеется небольшой зазор (люфт). Поэтому, как указывалось ранее, при точных перемещениях необходимо маховичок ручного перемещения стола вращать в одном направлении, чтобы выбирать мертвый ход. Если некоторая долм оборота маховичка происходит без перемещения стола, то это означает, что между ходовым винтом и гайкой винт-гайка имеется зазор (мертвый ход). Если мертвый ход превышает 1/8 оборота рукоятки, надо сообщить об этом мастеру. При наличии зазора в ходовом винте продольного перемещения стола нельзя производить фрезерование по подаче.
 Для регулирования зазора
между ходовым винтом и гайкой стола консольно-фрезерных станков № 2 и 3 серии
«Р» необходимо ослабить контргайку 1 (рис. 131) и вращая валик 2 произвести
подтягивание гайки ходового винта. Выбор люфта необходимо производить до тех
пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного
хода, окажется не более 3-5° и пока при перемещении стола вручную не произойдет
заклинивание винта на каком-либо участке, необходимом для рабочего хода.
Для регулирования зазора
между ходовым винтом и гайкой стола консольно-фрезерных станков № 2 и 3 серии
«Р» необходимо ослабить контргайку 1 (рис. 131) и вращая валик 2 произвести
подтягивание гайки ходового винта. Выбор люфта необходимо производить до тех
пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного
хода, окажется не более 3-5° и пока при перемещении стола вручную не произойдет
заклинивание винта на каком-либо участке, необходимом для рабочего хода.
Рис. 131. Регулирование зазора в ходовом винте
После регулирования затягивают контргайку 1. фиксируя валик 2 в установленном положении.
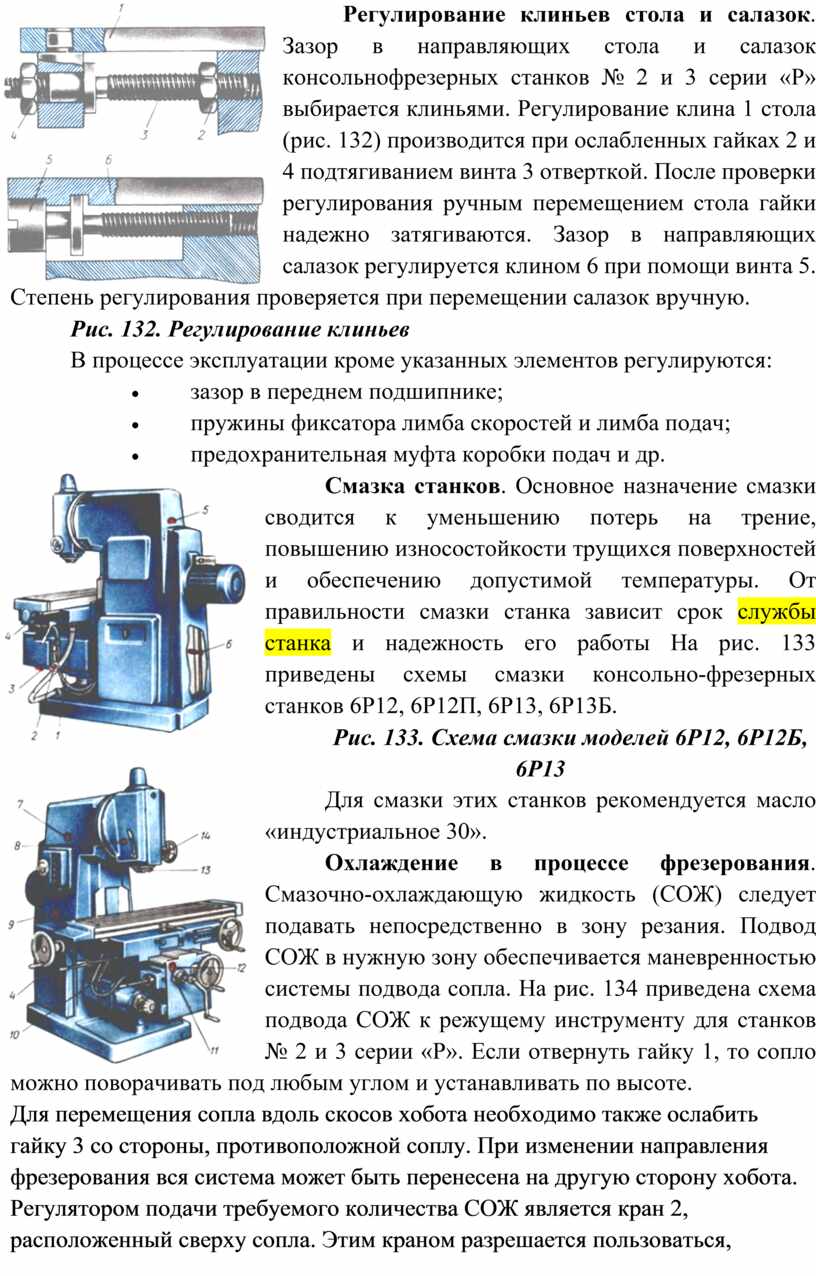
Регулирование клиньев
стола и салазок. Зазор в направляющих стола и салазок
консольнофрезерных станков № 2 и 3 серии «Р» выбирается клиньями. Регулирование
клина 1 стола (рис. 132) производится при ослабленных гайках 2 и 4
подтягиванием винта 3 отверткой. После проверки регулирования ручным
перемещением стола гайки надежно затягиваются. Зазор в направляющих салазок
регулируется клином 6 при помощи винта 5. Степень регулирования проверяется при
перемещении салазок вручную.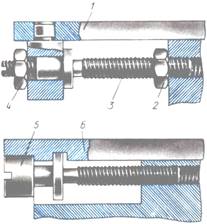
Рис. 132. Регулирование клиньев
В процессе эксплуатации кроме указанных элементов регулируются:
· зазор в переднем подшипнике;
· пружины фиксатора лимба скоростей и лимба подач;
· предохранительная муфта коробки подач и др.
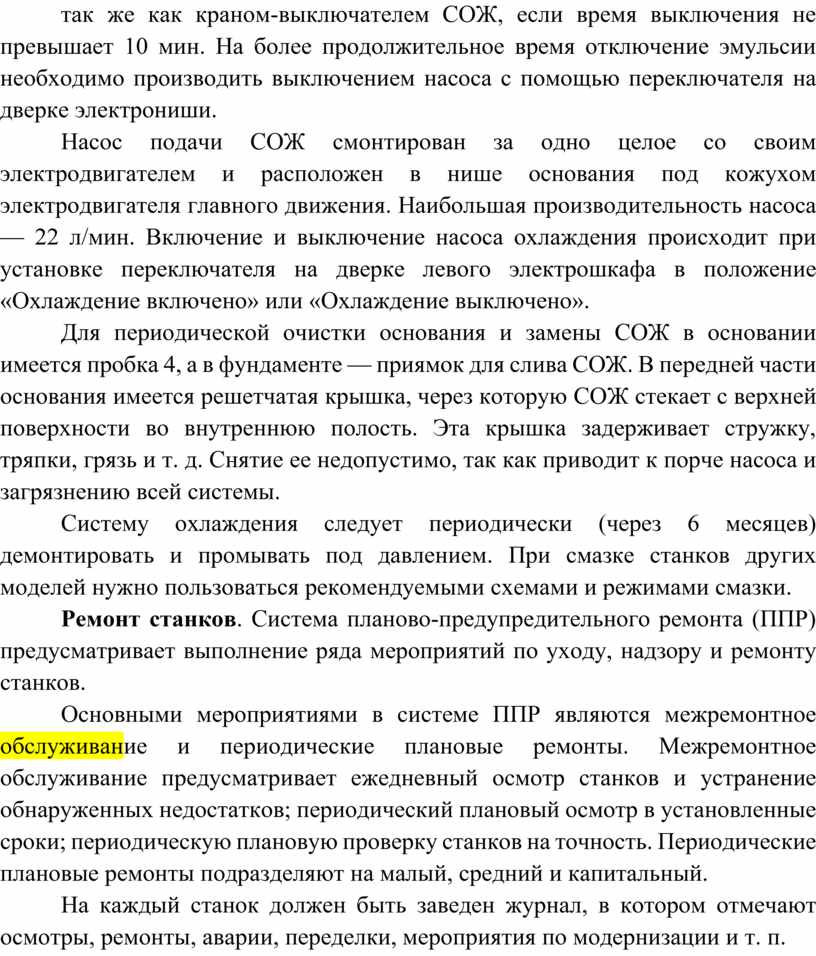
Смазка станков.
Основное назначение смазки сводится к уменьшению потерь на трение, повышению
износостойкости трущихся поверхностей и обеспечению допустимой температуры. От
правильности смазки станка зависит срок службы
станка и надежность его работы На рис. 133 приведены схемы смазки
консольно-фрезерных станков 6Р12, 6Р12П, 6Р13, 6Р13Б.
Рис. 133. Схема смазки моделей 6Р12, 6Р12Б, 6Р13
Для смазки этих станков рекомендуется масло «индустриальное 30».
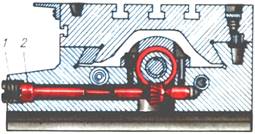
Охлаждение в процессе фрезерования. Смазочно-охлаждающую жидкость (СОЖ) следует подавать непосредственно в зону резания. Подвод СОЖ в нужную зону обеспечивается маневренностью системы подвода сопла. На рис. 134 приведена схема подвода СОЖ к режущему инструменту для станков № 2 и 3 серии «Р». Если отвернуть гайку 1, то сопло можно поворачивать под любым углом и устанавливать по высоте.
Для перемещения сопла вдоль скосов хобота необходимо также ослабить гайку 3 со стороны, противоположной соплу. При изменении направления фрезерования вся система может быть перенесена на другую сторону хобота. Регулятором подачи требуемого количества СОЖ является кран 2, расположенный сверху сопла. Этим краном разрешается пользоваться, так же как краном-выключателем СОЖ, если время выключения не превышает 10 мин. На более продолжительное время отключение эмульсии необходимо производить выключением насоса с помощью переключателя на дверке электрониши.
Насос подачи СОЖ смонтирован за одно целое со своим электродвигателем и расположен в нише основания под кожухом электродвигателя главного движения. Наибольшая производительность насоса — 22 л/мин. Включение и выключение насоса охлаждения происходит при установке переключателя на дверке левого электрошкафа в положение «Охлаждение включено» или «Охлаждение выключено».
Для периодической очистки основания и замены СОЖ в основании имеется пробка 4, а в фундаменте — приямок для слива СОЖ. В передней части основания имеется решетчатая крышка, через которую СОЖ стекает с верхней поверхности во внутреннюю полость. Эта крышка задерживает стружку, тряпки, грязь и т. д. Снятие ее недопустимо, так как приводит к порче насоса и загрязнению всей системы.
Систему охлаждения следует периодически (через 6 месяцев) демонтировать и промывать под давлением. При смазке станков других моделей нужно пользоваться рекомендуемыми схемами и режимами смазки.
Ремонт станков. Система планово-предупредительного ремонта (ППР) предусматривает выполнение ряда мероприятий по уходу, надзору и ремонту станков.
Основными мероприятиями в системе ППР являются межремонтное обслуживание и периодические плановые ремонты. Межремонтное обслуживание предусматривает ежедневный осмотр станков и устранение обнаруженных недостатков; периодический плановый осмотр в установленные сроки; периодическую плановую проверку станков на точность. Периодические плановые ремонты подразделяют на малый, средний и капитальный.
На каждый станок должен быть заведен журнал, в котором отмечают осмотры, ремонты, аварии, переделки, мероприятия по модернизации и т. п.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
