Поделиться

План – конспект № 5
Тема программы: Слесарные работы
Тема урока: Опиливание. Назначение, сущность, используемый инструмент. Т.Б. при опиливании.
Цель урока: Научить учащихся выполнять трудовую операцию по опиливанию металла, пользоваться инструментом для опиливания.
Совершенствование знаний и выполнения приёмов операций; правильное и по назначению использование инструментов, механизмов, приспособлений; соблюдение правил техники безопасности; выполнение практического задания (изготовления изделия).
Задачи урока:
Образовательная:
Закрепление, совершенствование, расширение знаний и умений; формирование у обучающихся овладением новой техникой и технологией в учебно-профессиональной деятельности.
Должны правильно применять инструменты и приспособления для определённых видов операций (гибки металла); соблюдать правила безопасной работы и выполнять определённые виды операций (гибку металлических заготовок).
Коррекционно-развивающая:
Развить у обучающихся внимательность, наблюдательность, практическое мышление, умственную деятельность; умения сопоставлять, анализировать и применять в практике изученный материал.
Воспитывающая:
Воспитать уважение к труду, чувство гордости и ответственности за выполненную работу, самоконтроль, умение работать коллективно (группой), соблюдать дисциплину, бережное отношение к инструменту, рациональное использование материалов и рабочего времени, уборку рабочего места, соблюдение правила гигиены.
Виды работ: Контроль за действием. Контроль качества. Работа в тетрадях.
Мотивация: Изучивши данную тему, Вы научитесь опиливать металл и пользоваться инструментом для опиливания, полученные знания понадобятся при выполнении слесарных работ.
План
1) Назначение опиливания
2) классификация, типы напильников
3) напильники и их конструкция
4) опиливание плоских поверхностей
5) Т.Б. при опиливании
6) Показ трудовых приемов мастером
1. Назначение опиливания
Опиливанием называется операция снятия с поверхности для определенного слоя металла при помощи режущего инструмента - напильника и придания ей необходимых размеров, заданной формы и частоты поверхности.
Опиливание предназначено для обработки плоских и криволинейных поверхностей, распиливания отверстий, углублений и пригонки одной детали к другой. По точности опиливание подразделяется на предварительное и окончательное. Толщина снимаемого слоя металла на опиливание оставляется в пределах от 0.5 до 0.025 мм.
2. Классификация напильников.
В соответствии с ГОСТом промышленность выпускает две основные группы напильников:
> Первая - слесарные напильники общего назначения;
> Вторая - специальные напильники различного назначения.
Последние в свою очередь подразделяются на ручные и машинные.
По форме напильники подразделяются на:
> Плоские напильники - тип А и плоские остроносые напильники - тип
Б.
Применяются для опиливания наружных и внутренних прямолинейных, плоских поверхностей.
> Квадратные напильники - тип В применяются для опиливания узких плоских поверхностей.
> Трехгранные напильники - тип I применяют для опиливания треугольных отверстий, углов как с внешней стороны детали, так и в паузах, отверстиях и канавках, доступ к которым плоским напильником затруднен;
> Круглые напильники - тип Д служат для распиливания круглых и овальных отверстий и вогнутых поверхностей;
> Полукруглые напильники - тип Е применяют для опиливания вогнутых поверхности, а полукруглой - вогнутые;
> Ромбические напильники - тип Ж предназначены для опиливания зубьев, зубчатых колес, звездочек и дисков, а также для снятия заусенцев с зубьев этих деталей после обработки их на станках;
> Ножовочные напильники - тип К применяются для распиливания внутренних острых углов, клиновидных канавок, узких пазов, плоскостей и трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
З.Напильники и их конструкция
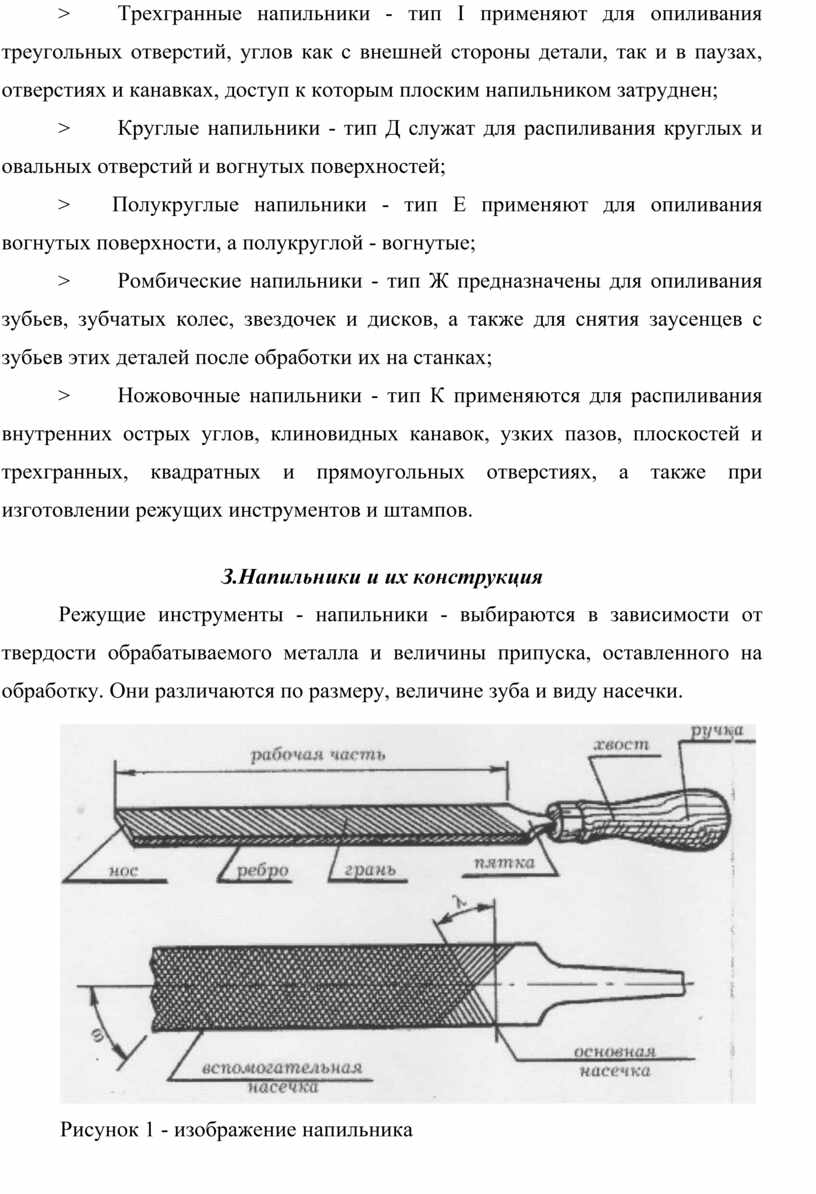
Режущие инструменты - напильники - выбираются в зависимости от твердости обрабатываемого металла и величины припуска, оставленного на обработку. Они различаются по размеру, величине зуба и виду насечки.
|
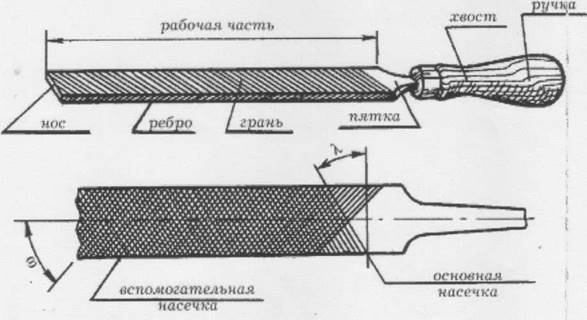
Рисунок 1 - изображение напильника |
Напильники представляют собой стальные бруски различной формы и размеров с большим количеством мелких режущих зубьев, образующих насечку. Они изготавливаются из высокоуглеродистой инструментальной стали У13 или У13 А. Для получения необходимой твердости они подвергаются термической обработке.
4. Опиливание плоских поверхностей
Плоские поверхности опиливаются вручную плоскими и плоскими остроносыми напильниками. Если чистота опиливания в чертеже не указана, опиливание выполняется драчевыми напильниками.
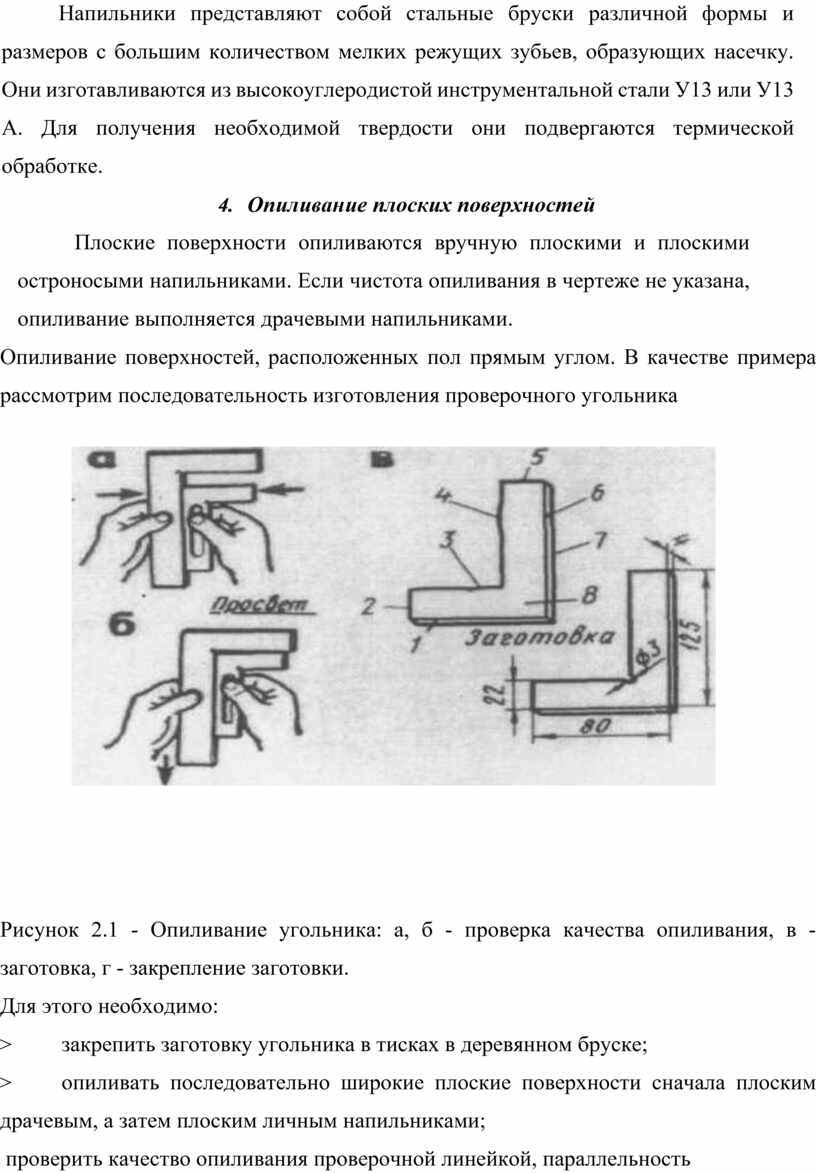
Опиливание поверхностей, расположенных пол прямым углом. В качестве примера рассмотрим последовательность изготовления проверочного угольника
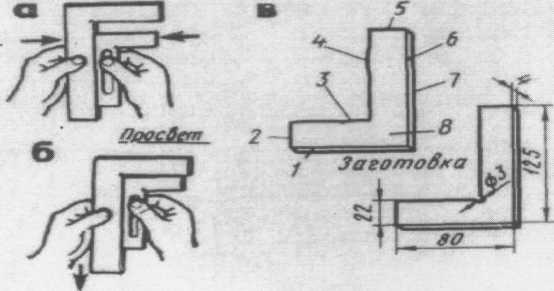
Рисунок 2.1 - Опиливание угольника: а, б - проверка качества опиливания, в - заготовка, г - закрепление заготовки.
Для этого необходимо:
> закрепить заготовку угольника в тисках в деревянном бруске;
> опиливать последовательно широкие плоские поверхности сначала плоским драчевым, а затем плоским личным напильниками;
> проверить качество опиливания проверочной линейкой, параллельность поверхностей - кронциркулем, а толщину - штангенциркулем;
> заменить деревянный брусок нагубниками, зажать угольник опиленными поверхностями в тисках и опилить последовательно ребра угольника под углом 90°.
5. Техника безопасности при выполнении работ:
-При опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильник при обратном ходе;
-Образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щеткой. Строго запрещается сбрасывать стружку обнаженными руками, сдувать ее или удалять сжатым воздухом;
-При работе следует пользоваться только напильниками с прочно насаженными рукоятками, запрещается работать напильниками без рукояток или напильниками с треснувшими, расколотыми рукоятками.
6. Показ трудовых приемов мастером
1. Положение корпуса считайте правильным, если между плечевой и локтевой частями согнутой в локте правой руки с напильником, установленным на губке
тисков, образовался угол, равный 90°. При этом корпус работающего должен быть прямым и развёрнутым под углом 45° к линии оси тисков.
2 .Положение ног
При начале рабочего хода напильника масса тела приходится на правую ногу, при нажиме центр тяжести переходит на левую ногу. Левую ногу вынесете вперёд по направлению движения напильника, правую ногу отставьте от левой на 200 ...300 мм так, чтобы середина её ступни находилась против пятки левой ноги.
3. Хватка напильника
Возьмите в правую руку напильник за рукоятку так, чтобы последняя упиралась в ладонь руки, четырьмя пальцами захватите рукоятку снизу, а большой палец поместите сверху.
Ладонь левой руки наложите несколько поперёк напильника на расстоянии 20 ...30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать; они не поддерживают, а только сжимают напильник. Локоть левой руки должен быть немного приподнят.
Правая рука от локтя до кисти должна составлять с напильником прямую линию.
4. Координация усилий
Во время опиливания при рабочем ходе постепенно увеличивайте нажим правой рукой, при одновременном уменьшении нажима левой рукой
Закрепление материала вводного инструктажа
1. Каково назначение опиливания?
2. Сколько типов напильников Вы знаете?
3. Из каких частей состоит напильник?
4. Т.Б. при опиливании
Литература:
1. Н.И. Макиенко « Слесарное дело с основами материаловедения»
2. Н.И. Макиенко « Общий курс слесарного дела»
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.