Поделиться

ОЦЕНКА КАЧЕСТВА СТЕКЛЯННЫХ ТОВАРОВ
стеклянный посуда изделие ассортимент
На качество стеклянных товаров оказывают влияние многие факторы: конструктивно-размерные особенности, механическая прочность, термическая устойчивость, гигиенические, эстетические свойства и др. По конструктивно-размерным особенностям бытовая стеклянная посуда должна соответствовать утвержденным образцам. Изделия на ровной горизонтальной поверхности не должны качаться.
Стеклянные изделия должны обладать хорошей механической прочностью. Термическая устойчивость изделий считается удовлетворительной, если 99% испытуемых изделий выдерживают испытания, предусмотренные ГОСТом.
Необходимо, чтобы изделия из стекла обладали прозрачностью и не имели цветных оттенков (особенно хрусталь). Изделия из цветного стекла и из стекла с нацветом должны быть равномерно окрашены.
Важно, чтобы поверхность изделия имело чистую, гладкую, без заусенец и царапин поверхность и четко выраженный рисунок. Край изделия не должен быть режущим, для этого его оплавляют, шлифуют и полируют.
В соответствии с действующим ГОСТом стеклянную столовую посуду и декоративные изделия выпускают одним сортом. Хрустальные изделия делят на 1 и 2 сорт. При определении сорта изделия учитывают вид дефекта, его размеры, количество и месторасположение. На стеклянных изделиях встречаются дефекты стекломассы, выработки и обработки. Перечисленные дефекты возникают в процессе варки, формования изделия и его обработки, они значительно снижают качество готовых изделий.
К дефектам стекломассы относятся следующие. Газовые включения появляются вследствие недостаточного осветления стекломассы.
К ним относятся дефекты мошка и пузырь. Замутненные и продавливающиеся пузыри в изделии не допускаются.
Свиль, шлир -- это прозрачные включения, отличающиеся от основной массы стекла химическим составом или физическими свойствами. Свили бывают нитевидные, волосяные, в виде узелков и жгутов.
Кристаллические включения имеют кристаллическую структуру (белые) частицы стекла.
Дефекты выработки образуются в процессе формования стеклянных изделий.
Разнотолщинность в стенках и дне изделия -- результат неравномерного распределения стекломассы в процессе выработки изделия.
Скол, щербины -- повреждения с раковистой структурой, образующаяся в результате откалывания кусочка стекла при механическом воздействии.
Осыпь -- мелкие сколы.
Кованность -- неровность, проявляющаяся как мелкая волнистость поверхности.
Морщинки -- неровность, выступающая в виде ряби на поверхности.
Складка -- неровность поверхности карманообразной формы.
Кривизна, складки и морщинки на изделиях не допускаются.
Дефектами обработки и украшения изделий являются переплавление края, несимметричность рисунков, недоводки и переводки на изделиях (допускаются), обрывы, заваленность алмазной грани, помарки, выгорание красок и пленок, вспученность, растрескивание, потеки на изделиях не допускаются, так как они резко снижают эстетические и гигиенические свойства изделий. Общее количество допустимых дефектов по показателям внешнего вида в одном изделии должно быть не более 2 -- на мелких, 3 -- на средних и 4 -- на крупных. Для особо крупных изделий общее количество допустимых дефектов, не портящих товарного вида не регламентируется.
Для хрустальных изделий общее количество допустимых дефектов по показателям внешнего вида не должно превышать для 1 сорта для мелких изделий -- 2, для средних -- 3 и для крупных -- 4, а для 2 сорта соответственно: 3, 4 и 5.
Столовую посуду сортируют на основании обнаруженных на ней пороков стекломассы, выработки и обработки. При этом учитывают: вид (наименование) порока, его размер и местонахождение (на корпусе, ножке, дне), количество одноименных пороков на изделии, общее число наименований пороков, размер самого изделия (на крупных изделиях допускают пороки в большем числе или больших размеров), способ выработки посуды (выдувная или прессованная), характер украшения изделия (к изделиям с дорогими разделками предъявляют более строгие требования в отношении качества их обработки).
К числу пороков стеклянной посуды относятся: различные оттенки стекломассы (зеленоватый, голубоватый и др.); камень - не расплавившиеся частички шихты, огнеупорных материалов печи или горшков либо участки начавшейся кристаллизации стекломассы; шлир -- сгустки стекла несколько иного состава, чем основная стеклянная масса, и в ней не растворившиеся полностью; имеет обычно форму капли; свиль -- прозрачные волнистые нити в стекле или на поверхности изделия; пузырь -- газообразные включения в стекле; мошка -- мелкие пузырьки (диаметром не более 0,8 мм); неправильное распределение стеклянной массы -- неравномерная толщина стенок и дна изделий; неправильная форма изделия; неправильное прикреплений ручки или ножки; пороки обработки края и дна изделий -- щербины, осыпь края (мелкие повреждения края), острый край, следы понтии и др.; пороки украшения -- неправильное расположение узоров, протравка гладких мест, неправильные грани и др.
Доброкачественная посуда должна быть правильной формы, устойчивой, не качаться, будучи поставленной на ровную поверхность. Крышки сахарниц, масленок, ваз, кувшинов по цвету, фасону, размеру должны соответствовать корпусу изделия. Пробки к графинам должны быть правильно подобраны по фасону и цвету и плотно притерты к горлу. Край выдувных и прессованных изделий должен быть хорошо оплавлен или отшлифован и отполирован.
Не допускаются в посуде: щербины с острыми краями (не заплавленные); пузыри замутненные и продавливающиеся и пузыри прозрачные диаметром свыше 3 мм; мошка, густо расположенная; камни; окалина -- железные частицы от выдувных трубок; осыпь края; посечки -- едва заметные трещины; рух (закристаллизовавшиеся непрозрачные частицы стекла); продутость стенок -- слишком тонкие стенки в отдельных местах изделий. В чайных стаканах, кроме того, не допускаются шлиры и сколы.
Как выдувная, так и прессованная посуда должна быть термически устойчивой. При проверке термической стойкости стаканов в них наливают несильной струей горячую воду, имеющую температуру не ниже 95°, затем, когда вода охладится до 65° (в выдувных стаканах) или до 55° (в прессованных стаканах), стаканы быстро опорожняют и погружают в воду, имеющую температуру 20°. Остальные виды посуды испытывают погружением на 5 минут в воду, имеющую температуру 55°, а затем в воду, имеющую температуру 20°. При этом испытании изделия не должны растрескиваться.
Для проверки сортности посуды отбирают образцы из разных мест в количестве: из партии до 100 штук -- 10%, из партии до 1000 штук -- 5% и из партии свыше 1000 штук -- 2%.
Порядок и методы проведения экспертизы изделий из стекла
Экспертиза изделий из стекла и хрусталя проводится лично экспертом в соответствии с техническими условиями договоров (контрактов) или стандарта (ОСТ), исходя из задачи, поставленной заказчиком экспертизы.
Неоднородная по составу партия товара до проведения экспертизы должна быть рассортирована по наименованию, артикулам, размерам.
Если заказчик предъявляет одновременно несколько партий товара, то каждая партия проверяется в отдельности.
Эксперт обязан:
1 Ознакомиться с порядком складирования и условиями хранения товара
2 Провести внешний осмотр состояния транспортной упаковки, обращая внимание на наличие повреждений.
3. При вскрытии каждого товарного места контрольные (клейкие) ленты должны разрезаться, а не отрываться от картона и не разрываться.
В процессе вскрытия эксперт определяет наличие и состояние вспомогательных упаковочных средств, порядок укладки каждого ряда и степень заполнения каждой транспортной упаковки.
Далее проводится проверка количества, комплектности внутри групповой и индивидуальной упаковки. Одновременно проверяется наличие и характер дефектов внешнего вида, количество боя.
Результаты проверки качества, количества, комплектности товара, состояния упаковки эксперт заносит в рабочую тетрадь. Фактическое количество изделий сопоставляется с количеством, указанным в упаковочных диетах, спецификации или в маркировке на товарном месте или бумажной этикетке.
При обнаружении расхождения товара с данными товаросопроводительных документов или повреждения товара (наличие боя изделий) эксперт должен приостановить дальнейшее вскрытие. Далее повторно лично в присутствии заказчика проверить количество товара и затем провести дополнительный внешний и внутренний осмотр товара и средств упаковки с целью установления причин недостачи или повреждения товара.
При обнаружении недостачи товара, если не обнаружены повреждения упаковки, необходимо провести взвешивание товарного места, сопоставив с данными, указанными в маркировке на ящике или в сопроводительных документах. Эксперт предупреждает заказчика о сохранности товарного места, в котором обнаружена недостача, до решения спора между поставщиком и получателем.
Если эксперту предъявлен товар в поврежденной при транспортировке упаковке или в неисправном товарном месте, эксперт обязан потребовать от заказчика акт транспортной организации (коммерческий акт).
Дефекты посуды из хрусталя и степень их влияния на качество посуды
При проверке внешнего вида СБТ могут обнаруживаться дефекты, отрицательно влияющие на различные показатели свойств изделий. Влияние того или иного дефекта на качество изделия зависит от его вида, расположения, размера, а также размера изделия. По этим признакам некоторые дефекты допускаются с ограничением по количеству, размерам, другие — не допускаются.
На изделиях не допускаются: сколы; прорезанные грани; прилипшие кусочки стекла; режущие и осыпающиеся частицы стекла при декорировании изделий “насыпью”; сквозные посечки.
К дефектам стеклянных изделий относятся дефекты стекломассы, выработки и обработки.
Дефекты стекломассы. Они отражают физическую и химическую неоднородность стекломассы, наиболее резко снижают качество изделий. Основные из них — посторонние включения (кристаллические непрозрачные, стекловидные, газовые) и недостаточное обесцвечивание.
Кристаллические непрозрачные включения вызывают внутренние напряжения, мешающие отжигу, снижают термическую и химическую стойкость изделия. К ним относятся: камни (шихтные, шамотные), рух, мелкие песчинки.
Шихтный (материальный) камень — плохо измельченные или непроварившиеся частицы шихты, чаще округлой формы.
Шамотный камень — кусочки огнеупорных материалов печи, имеют угловатую форму. [8]
Рух — кристаллы стекломассы, образующиеся при нарушениях режима варки, загрязнениях и изменениях химического состава стекломассы.
Камни и рух в изделиях не допускаются.
Стекловидные включения (шлир, свиль) отличаются от основной стекломассы свойствами и составом; снижают термостойкость, механические свойства, портят внешний вид изделия.
Шлир — бугорки и узелки, часто с нитевидными ответвлениями; образуется при непроваре шихты или падении капель стекла со сводов печи. Шлир и песчинки не допускаются в чайных стаканах и блюдцах. В остальных изделиях этот дефект допускается диаметром не более 1 мм и в количестве не более 1—3 шт. в зависимости от размера и способа выработки изделия.
Свиль — нити (клубки) инородной стекломассы, образующиеся при неправильном составлении шихты и нарушении режима варки. Единичная едва заметная свиль допускается, грубая, заметная на ощупь — не допускается.
Газовые включения — пузыри (диаметром более 0,8 мм) и мошка (менее 0,8 мм). Образуются при недостаточном осветлении стекломассы и нарушении режима варки, снижают прочность и ухудшают вид изделий. Различают пузыри прозрачные, мутные (щелочные), продавливающиеся (тонкостенные, расположенные у поверхности). Замутненные и продавливающиеся пузыри совершенно не допускаются, прозрачные не-продавливающиеся округлой формы диаметром не более 3 мм допускаются в ограниченном количестве; пузыри вытянутой формы диаметром не более 3—5 мм допускаются только в выдувных стаканах механизированной выработки. На изделиях, окрашенных редкоземельными элементами, допускаются только единичные пузыри диаметром до 1,5 мм. Мошка допускается только единичная, редко расположенная; в виде скоплений пузырьков не допускается. [8]
Недостаточное обесцвечивание стекломассы зависит от присутствия в сырье окислов железа, хрома, ванадия, марганца и др.
В изделиях из бесцветной стекломассы допускаются едва заметные оттенки, не портящие вид изделия; в бесцветном хрустале цветные оттенки не допускаются.
Дефекты выработки. Эти дефекты образуются в процессе формования, чаще в связи с нарушениями технологии. К ним относятся: разнотолщинность, проду-тость и недодутость, овальность, кривизна, недопрес-совка, крученость, складки и морщинки, кованность, окалина, зазор, посечки, царапины и черченность, осыпь края, следы инструментов, несимметричное крепление деталей, прилеп стекла, газовый налет, незаправленные щербины и сколы. [9]
Разнотолщинность стенок и дна изделия образуется» в результате неравномерного распределения стекломассы при формовании. Во всех стеклоизделиях уменьшение или увеличение толщины может быть не более 20 % от нормы. Более сильно выраженная разнотолщинность резко снижает термическую стойкость изделий.
Продутость — уменьшение толщины в отдельных участках изделия; недопустимый дефект выдувной посуды.
Недодутость — недопустимый дефект в виде утолщенных участков, возникает в процессе остывания формуемого стекла при недостаточном давлении воз-Духа.
Овальность корпуса, дна и поддона образуется в том случае, если изделия вынимают из формы, когда стекло находится еще в пластическом состоянии; допускается овальность, не нарушающая правильности формы, размером не более 2% наружного диаметра.
Кривизна изделия, искривление деталей и другие резкие нарушения правильности формы не допускаются, так как ухудшают эстетические и эргономические свойства изделий.
Недопрессовка (утолщение дна) — грубый, недопустимый дефект прессованных изделий; возникает вследствие недостаточного давления при прессовании, низкой температуры формуемого стекла, недостаточного или излишнего веса капли. [9]
Крученостъ по спиралям в стенках изделия происходит вследствие смещения стекла в процессе формования. Не допускается во всех изделиях, кроме выдувных стаканов механизированной выработки, в которых может быть не портящая внешнего вида легкая крученостъ под углом свыше 30°.
Складки, морщинки, кованность — нарушения ровной поверхности стеклоизделий.
Складки — порок прессованной посуды, чаще встречающийся на наружной поверхности. Причины появления складок — холодные формы, слишком большие усилия при прессовании, неоднородная стекломасса.
Морщинки — мелкие острые складочки, образующиеся на поверхности изделий, изготовленных в недоброкачественных формах, при частичном прилипании стекломассы к горячим формам.
Кованность — негладкое крупночешуйчатое состояние поверхности; характерно для изделий, полученных в холодных формах.
Складки, морщинки и кованность не допускаются в выдувных изделиях ручного и механизированного производства; в прессованных и прессовыдувных допускаются едва заметные, непортящие внешнего вида.
Окалина — частицы железа от трубок и форм, вкрапленные в стекло. Недопустимый дефект, резко ухудшающий вид и гигиенические свойства изделия.
Зазор (просвет) между корпусом и крышкой — результат неправильной подборки крышек. Ухудшает гигиенические свойства изделия; свободно лежащая крышка может легко разбиться. Допускается размером не более 2 мм. [8]
Посечки — мелкие волосяные трещины, снижающие термостойкость изделия. Возникают в местах соприкосновения нагретого изделия с холодным или мокрым предметом при охлаждении форм или пуансона и при неправильной рецептуре стекломассы; в изделиях не допускаются.
Царапины и черченностъ на поверхности образуются при загрязнении формы твердыми частицами, оставляющими след; допускаются единичные, едва заметные.
Осыпь края — мелкие повреждения внутренней поверхности края изделия при недоброкачественной обрезке колпака и дальнейшей обработке, является грубым, недопустимым дефектом.
Следы от отреза остаются при соприкосновении холодных ножниц с горячей стекломассой; допускаются едва заметные и только на дне или ножке изделия.
Следы от швов формы (заусенцы) и подпрессовка (излишки стекла, образующие по шву гребешок или валик) могут появляться вследствие неоднородности стекломассы, слишком больших зазоров формы, охлаждения форм; допускаются в прессованных и прессовы-дувных изделиях, высотой не более 0,3 мм, должны быть нережущие.
Несимметричность прилепа ручки по отношению к носику изделия и носика по Отношению к горлу, пойла по отношению к ножке и т. д.— грубый дефект. Допускается только едва заметная несимметричность.
Прилеп стекла — может образоваться при обработке выдувных изделий, резке стекла, креплении ручек и др. Грубый порок, нарушает термические и механические свойства изделия и портит его внешний вид; не допускается.
Газовый налет — грязноватая пленка на стекле, образуется при соприкосновении с ним топливных газов в отжигательных печах; не допускается.
Незаправленные щербины — углубления по краю от неправильной обрезки колпака или грубой шлифовки. Сколы (откалывание боковых поверхностей края и дна) — грубые, недопустимые дефекты. Допускается заделка (шлифовка и полировка) щербин глубиной не более 0,5 мм, сколов на крупных изделиях — не более 1X5 мм, расположенная симметрично.
Дефекты обработки. В процессе отделки края, дна и декорирования могут образоваться дефекты обработки. К ним относятся: переоплавление и косина края, следы дистировки и кислотной полировки, матовость, дефекты украшения. [9]
Переоплавление края — загнутые и сильно оплавленные края тонкостенных изделий, образуются от длительного пребывания изделий в зоне отопки; допускается едва заметное, не портящее вид изделия.
Косина края — результат неправильной обработки изделия шлифовальными инструментами; допускается в пределах от 0,5 до 3 мм в зависимости от способа выработки и размера изделия.
Следы дистировки (незашлифованные участки по краю или дну изделия), следы кислотной полировки, матовость, появляющаяся при недостаточной промывке после травления, портят внешний вид, способствуют загрязнению изделия. Это — недопустимые пороки.
Дефекты украшения. Отступления от чертежа, обрывы рисунка, заваленность алмазной грани (неправильное расположение ребер граней), помарки краской, вспученность, растрескивание, подтеки, выгорание красок и пленок при декорировании не допускаются во всех изделиях, так как резко ухудшают их эстетические свойства. Просветы и несимметричность рисунка, недоводки (несовпадение), переводки (линии травления заходят одна за другую) допускаются только едва заметные, не портящие вид изделия. [3]
Таблица 3.1
Классификации размерных групп хрустальных изделий.
|
Группа изделий |
Высота, мм |
Диаметр или длина, мм |
Полная вместимость, см3 |
|
Мелкие |
до 100 включительно |
до 100 включительно |
до 100 включительно |
|
Средние |
100 -200 |
100 – 150 |
100 -500 |
|
Крупные |
200-300 |
150-250 |
500 – 1000 |
|
Особо крупные |
свыше 300 |
свыше 250 |
свыше 1000 |
Основные параметры конкретных видов изделий, их форма, цвет и декор должны соответствовать образцам-эталонам и технических описаниям к ним.
Чтобы ограничить случайное совпадение большого количества дефектов в технических условиях оговаривается общее число допускаемых наименований дефектов в одном изделии.
Общее число инородных включений на одном изделии не должно быть более: 2 шт. – для мелких изделий, 3 шт. – для средних изделий, 4 шт. – для крупных изделий, 5 шт. – для особо крупных изделий.
Общее количество пузырей на одном изделии не должно быть более: 4 шт. – для мелких изделий, 5 шт. – для средних изделий, 9 шт. – для крупных изделий, 10 шт. – для особо крупных изделий.
Для хрустальной посуды нормируется количество дефектов внешнего вида на одном изделии, нормы приведены в таблице 3.2
Таблица 3.2
Нормы допускаемых дефектов внешнего вида.
|
Группа изделий |
Количество дефектов в изделиях |
||
|
1-го сорта |
2-го сорта |
Механизированной выработки |
|
|
Мелкие |
|||
|
Средние |
|||
|
Крупные |
В бесцветных изделиях допускается слабо выраженные голубоватые оттенки, не портящие товарный вид. [3]
Количество и размеры инородных включений не должны превышать значений, приведенных в ГОСТе 26822-86, а количество и размеры пузырей – значений в этом же ГОСТ.
Таблица 3.3
Количество и размеры инородных включений нормируемые в посуде.
|
Размер ин. включений, мм |
Группа изделий |
Количество включений, шт. |
|
До 1,0 вкл. |
Мелкие Средние Крупные Особо крупные |
|
|
Свыше 1,0 и до 2,0 вкл. |
Мелкие Средние Крупные Особо крупные |
Количество и размеры закрытых и открытых пузырей на внешней поверхности изделий не должны превышать значений, приведенных ниже.
Таблица 3.4
Количество и размеры пузырей нормируемые в хрустальной посуде
|
Размеры пузырей, мм |
Группа изделий |
Количество пузырей, шт. |
|
Св. 1,0 до 2,0 включ. |
Мелкие Средние Крупные Особо крупные |
|
|
Св. 2,0 до 3,0 включ. |
Мелкие Средние Крупные Особо крупные |
Не допускается |
|
Св. 3,0 до 5,0 включ. |
Мелкие Средние Крупные Особо крупные |
Не допускается То же |
4. Проведение экспертизы посуды из хрусталя
20 декабря 2011 года в магазин «Посуда» города Симферополя, расположенного по адресу ул. Желябова, 36/4, поступила партия хрустальных ваз для конфет производства белорусского завода "НЕМАН", в количестве 30 картонных коробок по 6 ваз в каждой.
На транспортной упаковке – картонных ящиках была нанесена маркировка, содержащая следующие реквизиты:
- производитель СП хрустальных изделий завод «Немон» Белоруссия;
- артикул – АН 4756;
- содержание свинца – 2,0 мг. / дм. куб.;
- высота -160 мм;
- диаметр 200 мм ;
- вид используемого материала – хрусталь;
- нормативный документ - ГОСТ 30407-96.
В картонных ящиках вазы были упакованы в потребительскую упаковку – картонные, художественно оформленные коробки, каждая.
При приемке партии по количеству в соответствии с сопроводительной документацией, товароведом магазина – Семеновой Анной Сергеевной было обнаружено, что один картонный ящик имел нарушение целостности – была обнаружена значительная деформация.
При вскрытии ящика и проверке потребительской тары товаровед обнаружил на трех изделиях не обработанные сколы. О полученных результатах проверки был поставлен в известность руководитель предприятия – директор Макарова Яна Игоревна.
Директором магазина по телефону был осведомлен поставщик хрустальной посуды – торгово-оптовое предприятие «Интеркристал», в лице менеджера по сбыту Орлова Сергея Сергеевича, который отказался заменить дефектные изделия, мотивируя это тем, что причина порчи товара произошла по вине покупателя.
Получив отказ в замене бракованных изделий руководитель магазина «Посуда» по телефону подал заявку в Торгово-промышленную Палату на проведение экспертизы посуды из хрусталя производства белорусского завода «Немон» с целью определения качества товара при использовании органолептического и измерительного анализа.
Заявка в ТПП была подана по телефону 20.12.11 г.
В этот же день для обеспечения документального прослеживания заявка была зарегистрирована под номером 399 «С» (как для продукции импортного производства) в журнале ТПП.
Поданная заявка, поступившая к руководителю подразделения, была рассмотрена и на основании позитивных результатов, было вынесено решение о целесообразности проведения экспертизы.
На основании заявки ТПП был уполномочен эксперт – Маратов С.Т., которому выписан наряд № 2903, являющийся основанием для проведения экспертизы. В наряде были приведены следующие данные: номер и дата заявки; регистрационный номер наряда; дата выдачи наряда; указан исполнитель – эксперт; указаны полное название организации – заказчика и ее реквизиты; задание экспертизы.
Эксперт, изучив задачи, поставленные перед проведением экспертизы, выбрав схему и методику проведения экспертизы, отправился на место нахождения товара – в магазин «Посуда».
Тем временем на месте нахождения товара – в магазине «Посуда» товароведом были проведены мероприятия по подготовке условий для проведения экспертизы, а именно:
- полученный товар был перемещен в отдельное помещение, закрыт и опечатан;
- забракованные три вазы были отдельно отложены и отмечены;
- подготовлены сопроводительные документы – на основании которых поступила партия товара - договор, сертификат качества, счет-фактура и транспортная накладная;
- был оповещен представитель поставщика о проведении экспертизы посуды из хрусталя.
Прибывший 20.12.11 г на место эксперт, изучив предоставленные ему документы в 12:00 приступил к непосредственному проведению экспертизы посуды.
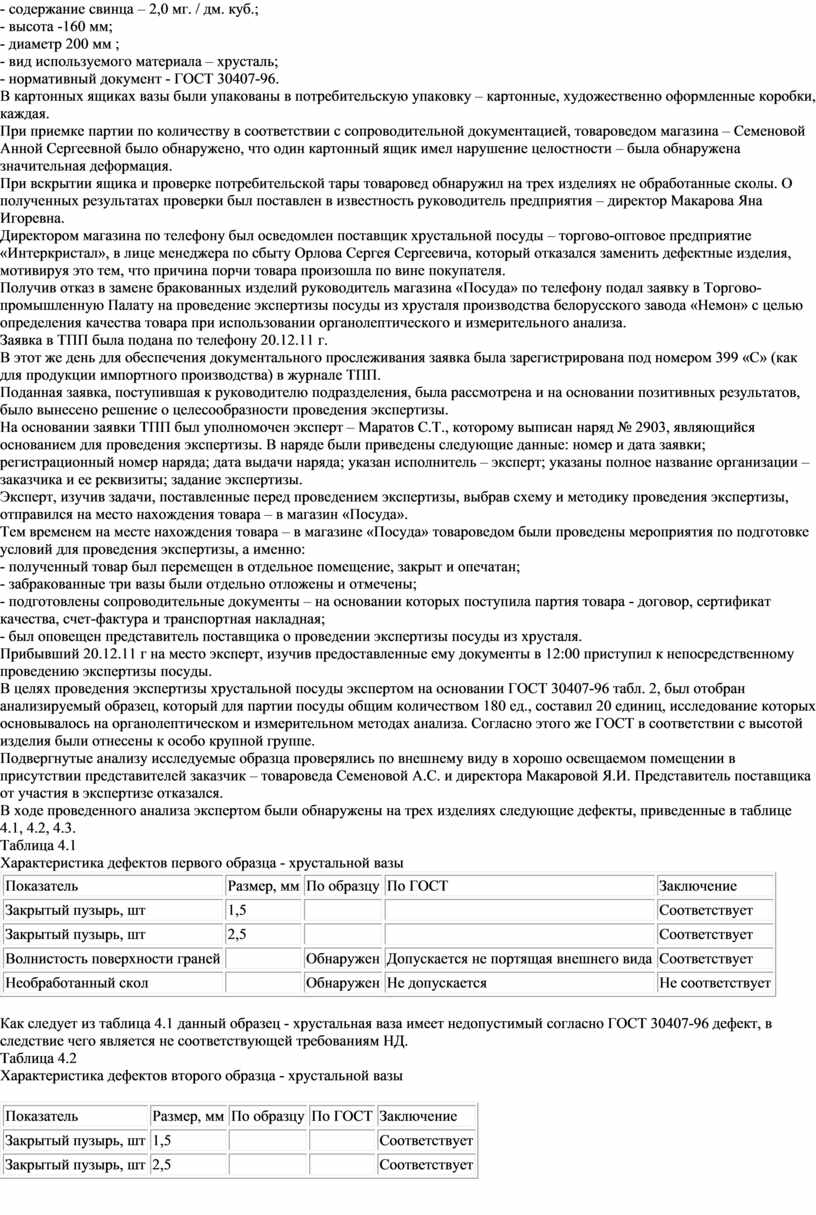
В целях проведения экспертизы хрустальной посуды экспертом на основании ГОСТ 30407-96 табл. 2, был отобран анализируемый образец, который для партии посуды общим количеством 180 ед., составил 20 единиц, исследование которых основывалось на органолептическом и измерительном методах анализа. Согласно этого же ГОСТ в соответствии с высотой изделия были отнесены к особо крупной группе.
Подвергнутые анализу исследуемые образца проверялись по внешнему виду в хорошо освещаемом помещении в присутствии представителей заказчик – товароведа Семеновой А.С. и директора Макаровой Я.И. Представитель поставщика от участия в экспертизе отказался.
В ходе проведенного анализа экспертом были обнаружены на трех изделиях следующие дефекты, приведенные в таблице 4.1, 4.2, 4.3.
Таблица 4.1
Характеристика дефектов первого образца - хрустальной вазы
|
Показатель |
Размер, мм |
По образцу |
По ГОСТ |
Заключение |
|
Закрытый пузырь, шт |
1,5 |
Соответствует |
||
|
Закрытый пузырь, шт |
2,5 |
Соответствует |
||
|
Волнистость поверхности граней |
|
Обнаружен |
Допускается не портящая внешнего вида |
Соответствует |
|
Необработанный скол |
|
Обнаружен |
Не допускается |
Не соответствует |
Как следует из таблица 4.1 данный образец - хрустальная ваза имеет недопустимый согласно ГОСТ 30407-96 дефект, в следствие чего является не соответствующей требованиям НД.
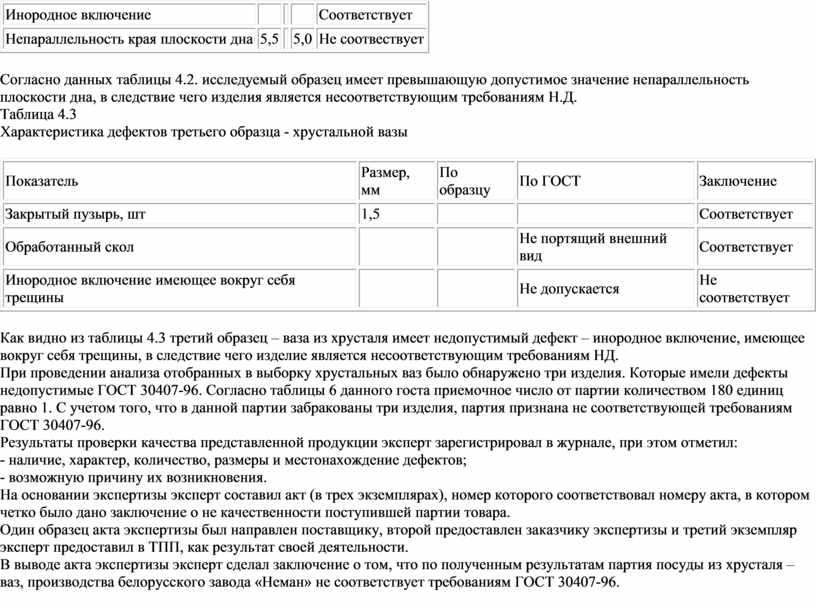
Таблица 4.2
Характеристика дефектов второго образца - хрустальной вазы
|
Показатель |
Размер, мм |
По образцу |
По ГОСТ |
Заключение |
|
Закрытый пузырь, шт |
1,5 |
Соответствует |
||
|
Закрытый пузырь, шт |
2,5 |
Соответствует |
||
|
Инородное включение |
|
Соответствует |
||
|
Непараллельность края плоскости дна |
5,5 |
5,0 |
Не соотвествует |
Согласно данных таблицы 4.2. исследуемый образец имеет превышающую допустимое значение непараллельность плоскости дна, в следствие чего изделия является несоответствующим требованиям Н.Д.
Таблица 4.3
Характеристика дефектов третьего образца - хрустальной вазы
|
Показатель |
Размер, мм |
По образцу |
По ГОСТ |
Заключение |
|
Закрытый пузырь, шт |
1,5 |
Соответствует |
||
|
Обработанный скол |
|
Не портящий внешний вид |
Соответствует |
|
|
Инородное включение имеющее вокруг себя трещины |
|
Не допускается |
Не соответствует |
Как видно из таблицы 4.3 третий образец – ваза из хрусталя имеет недопустимый дефект – инородное включение, имеющее вокруг себя трещины, в следствие чего изделие является несоответствующим требованиям НД.
При проведении анализа отобранных в выборку хрустальных ваз было обнаружено три изделия. Которые имели дефекты недопустимые ГОСТ 30407-96. Согласно таблицы 6 данного госта приемочное число от партии количеством 180 единиц равно 1. С учетом того, что в данной партии забракованы три изделия, партия признана не соответствующей требованиям ГОСТ 30407-96.
Результаты проверки качества представленной продукции эксперт зарегистрировал в журнале, при этом отметил:
- наличие, характер, количество, размеры и местонахождение дефектов;
- возможную причину их возникновения.
На основании экспертизы эксперт составил акт (в трех экземплярах), номер которого соответствовал номеру акта, в котором четко было дано заключение о не качественности поступившей партии товара.
Один образец акта экспертизы был направлен поставщику, второй предоставлен заказчику экспертизы и третий экземпляр эксперт предоставил в ТПП, как результат своей деятельности.
В выводе акта экспертизы эксперт сделал заключение о том, что по полученным результатам партия посуды из хрусталя – ваз, производства белорусского завода «Неман» не соответствует требованиям ГОСТ 30407-96.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.