Поделиться

ОТВЕТЫ НА ЭКЗАМЕНАЦИОННЫЕ БИЛЕТЫ ПО ПРОФИЛЮ «СЛЕСАРНОЕ ДЕЛО»
БИЛЕТ 1
1. Назначение разметки при изготовлении изделия.
Разметкой называется слесарная операция, при которой с помощью разметочных инструментов на заготовку наносятся линии и точки границы будущей детали. Линии и точки обозначают границы обработки.
К разметочным инструментам относятся: чертилка, кернер, циркуль, молоток, угольник - центроискатель, слесарный угольник, штангенциркуль, рейсмус, угломер и т.д.
Разметка выполняется в следующей последовательности: подготовить заготовку к разметке, перенести на заготовку размеры будущей детали с припуском, накернить границы будущей детали и центры отверстий.
2. Способы рубки металла.
Рубка металла на плите и в тисках по уровню губок. При рубке металла на плите можно отрубить, разрубить, вырубить пройму, а при рубке в тисках по уровню губок можно снять лишний слой метала.
Отрубить – отделить часть заготовки.
Разрубить – разделит на примерно равные части.
Вырубить – сделать отверстие.
Т.Б. при рубке: ручка молотка должна быть гладкой, не иметь трещин, сучков, должен быть клин.
3. Определить годность детали по условиям чертежа.
Чертеж это изображения деталей на бумаге в пропорциях, в натуральную величину или в масштабе с расстановкой всех размеров. Годность деталей осуществляется измерительными инструментами: кронциркуль, штангенциркуль, линейка, угольник, и сравнение этих размеров с чертежами. Если размер совпадает, значит деталь годная.
БИЛЕТ 2
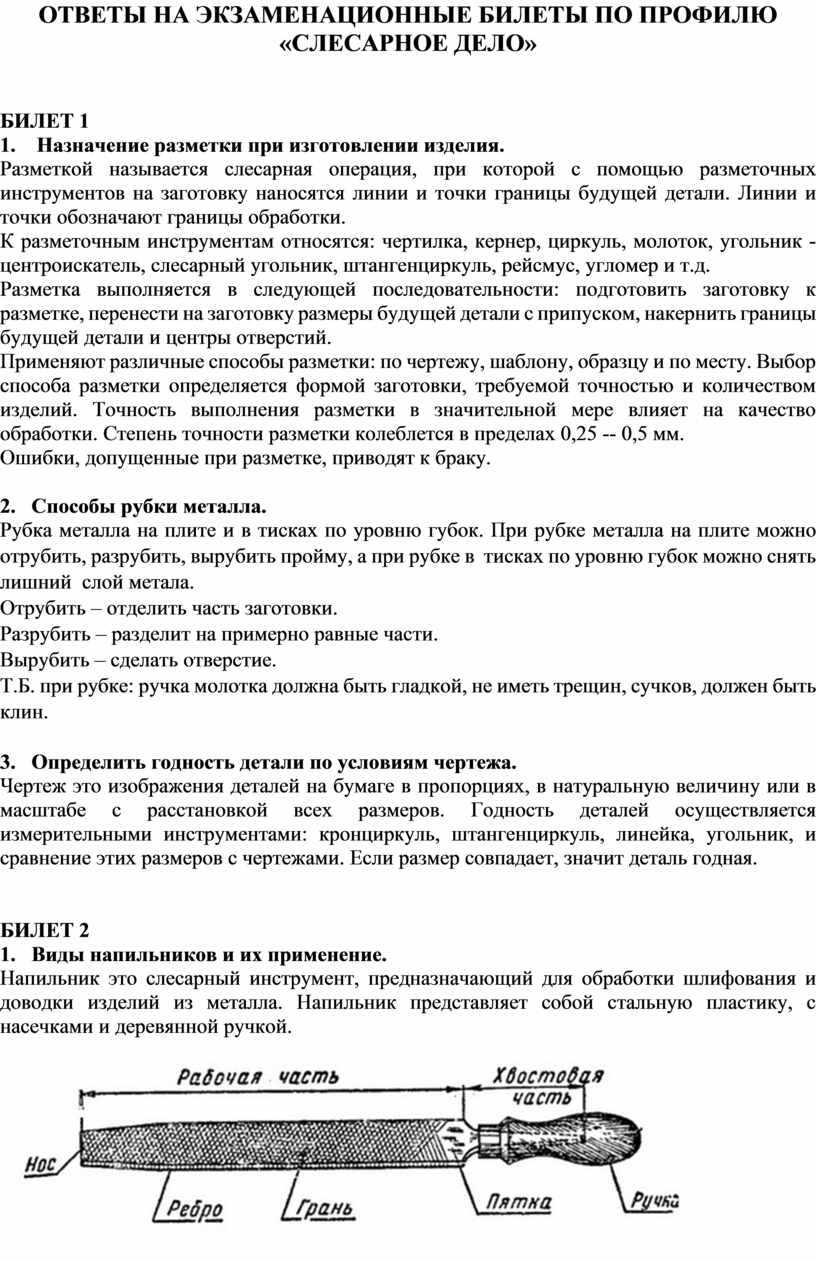
1. Виды напильников и их применение.
Напильник это слесарный инструмент, предназначающий для обработки шлифования и доводки изделий из металла. Напильник представляет собой стальную пластику, с насечками и деревянной ручкой.
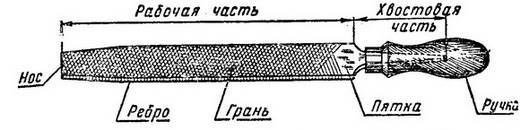
По форме напильники бывают: квадратные, круглые, полукруглые, трёхгранный, плоский, ромбовый. По количеству насечек на 1 см длинны напильники подразделяются на личневый, дрочевый, бархатный. Напильник насаживают 2 способами.1. Способ держим за полотно в перчатках, а киянкой бьём по ручке.2. Способ держим за полотно и ударяем о твердую поверхность.
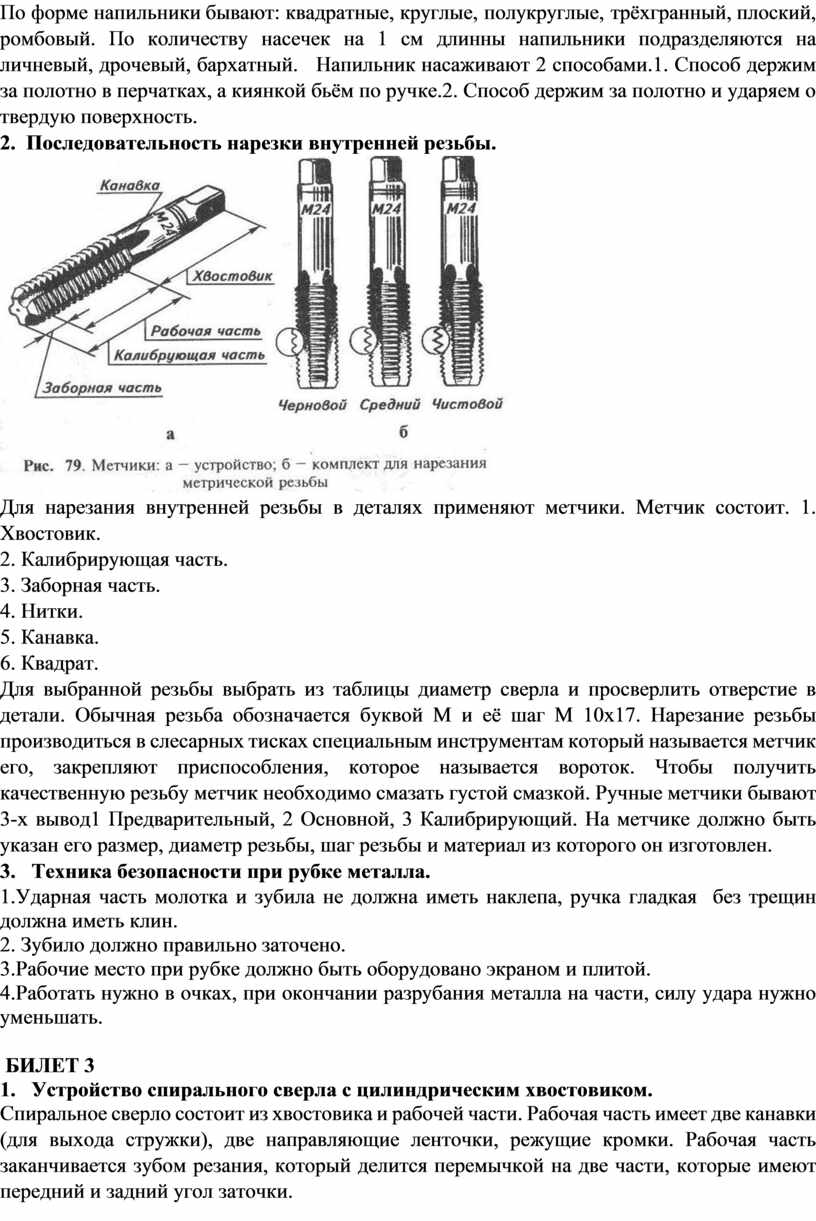
2. Последовательность нарезки внутренней резьбы.
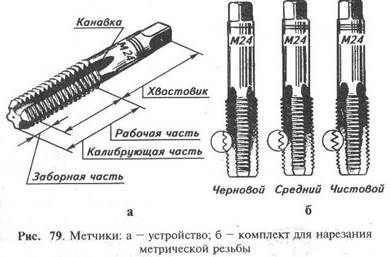
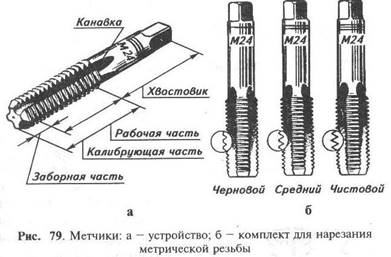
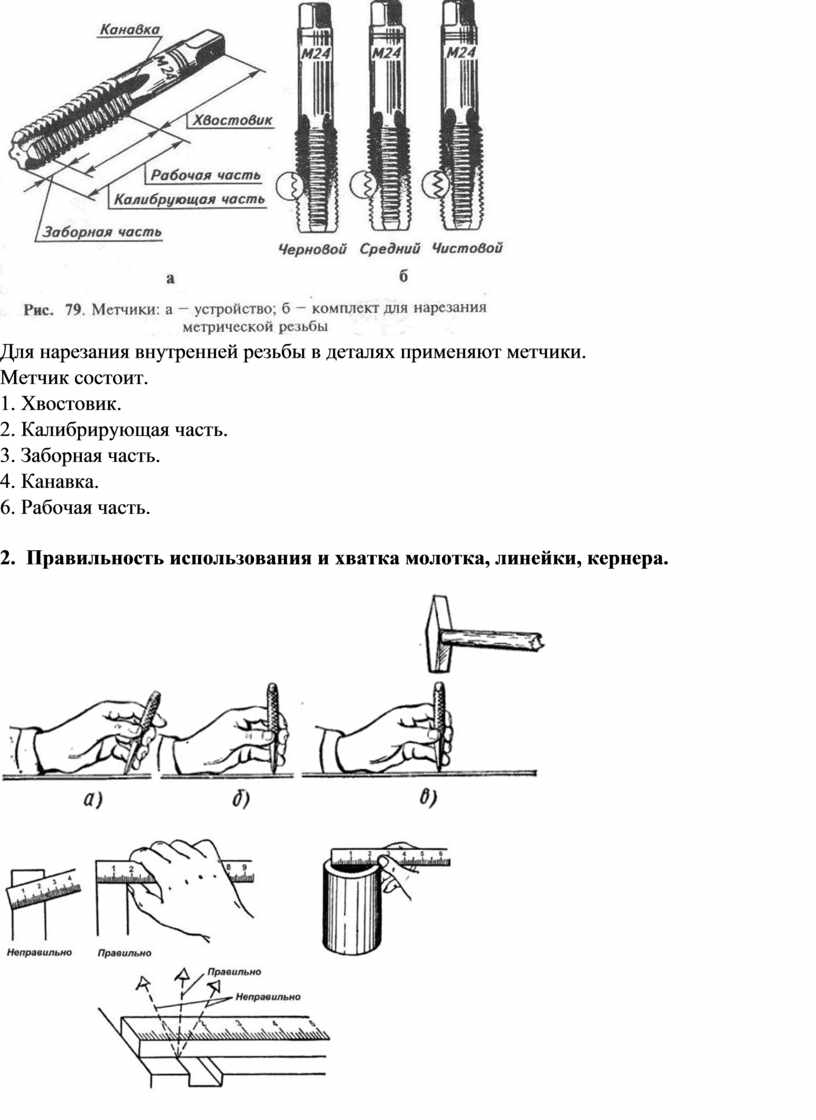
Для нарезания внутренней резьбы в деталях применяют метчики. Метчик состоит. 1. Хвостовик.
2. Калибрирующая часть.
3. Заборная часть.
4. Нитки.
5. Канавка.
6. Квадрат.
Для выбранной резьбы выбрать из таблицы диаметр сверла и просверлить отверстие в детали. Обычная резьба обозначается буквой М и её шаг М 10х17. Нарезание резьбы производиться в слесарных тисках специальным инструментам который называется метчик его, закрепляют приспособления, которое называется вороток. Чтобы получить качественную резьбу метчик необходимо смазать густой смазкой. Ручные метчики бывают 3-х вывод1 Предварительный, 2 Основной, 3 Калибрирующий. На метчике должно быть указан его размер, диаметр резьбы, шаг резьбы и материал из которого он изготовлен.
3. Техника безопасности при рубке металла.
1.Ударная часть молотка и зубила не должна иметь наклепа, ручка гладкая без трещин должна иметь клин.
2. Зубило должно правильно заточено.
3.Рабочие место при рубке должно быть оборудовано экраном и плитой.
4.Работать нужно в очках, при окончании разрубания металла на части, силу удара нужно уменьшать.
БИЛЕТ 3
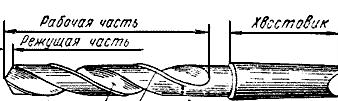
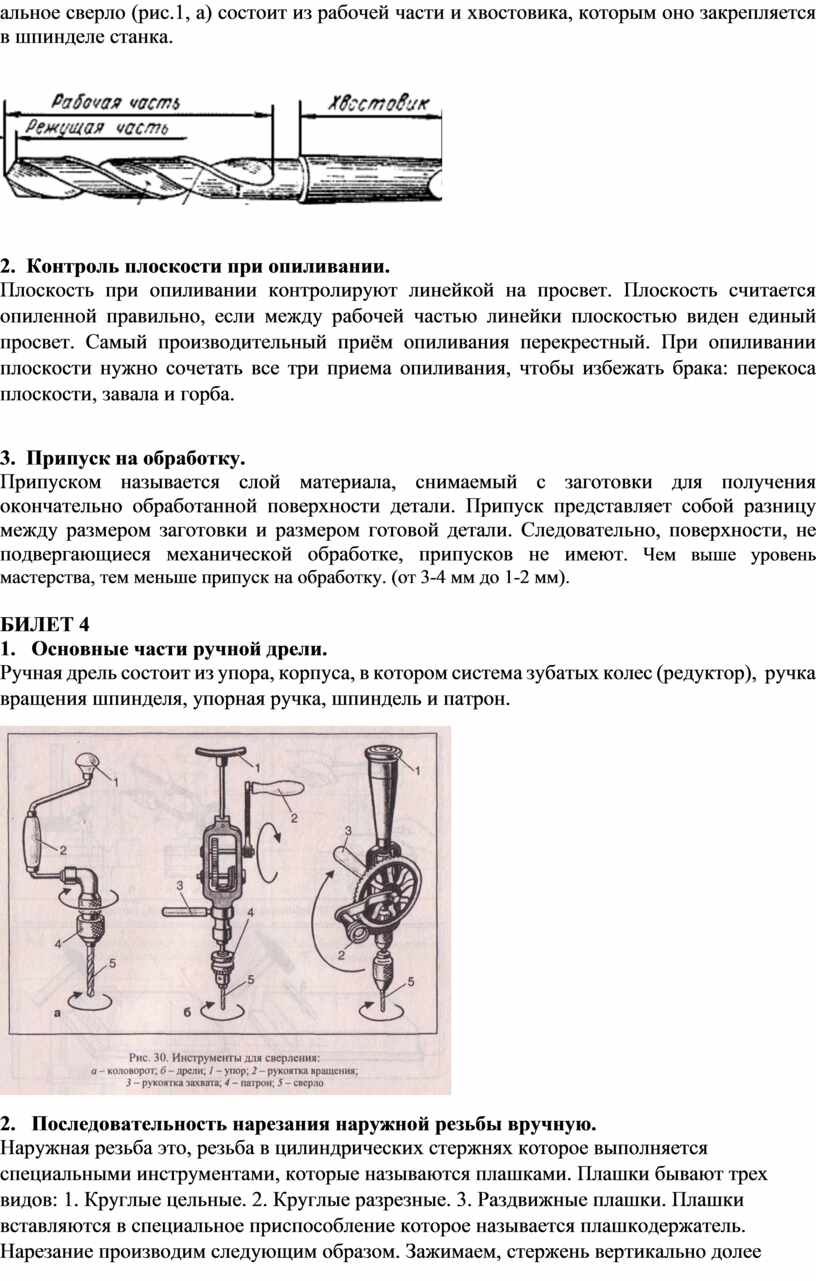
1. Устройство спирального сверла с цилиндрическим хвостовиком.
Спиральное сверло состоит из хвостовика и рабочей части. Рабочая часть имеет две канавки (для выхода стружки), две направляющие ленточки, режущие кромки. Рабочая часть заканчивается зубом резания, который делится перемычкой на две части, которые имеют передний и задний угол заточки.
альное сверло (рис.1, а) состоит из рабочей части и хвостовика, которым оно закрепляется в шпинделе станка.
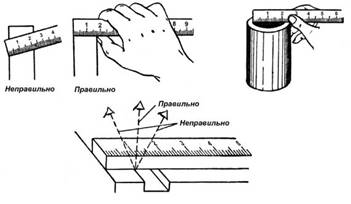
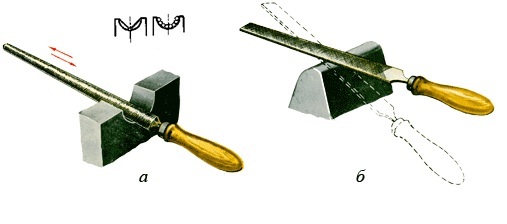
2. Контроль плоскости при опиливании.
Плоскость при опиливании контролируют линейкой на просвет. Плоскость считается опиленной правильно, если между рабочей частью линейки плоскостью виден единый просвет. Самый производительный приём опиливания перекрестный. При опиливании плоскости нужно сочетать все три приема опиливания, чтобы избежать брака: перекоса плоскости, завала и горба.
3. Припуск на обработку.
Припуском называется слой материала, снимаемый с заготовки для получения окончательно обработанной поверхности детали. Припуск представляет собой разницу между размером заготовки и размером готовой детали. Следовательно, поверхности, не подвергающиеся механической обработке, припусков не имеют. Чем выше уровень мастерства, тем меньше припуск на обработку. (от 3-4 мм до 1-2 мм).
БИЛЕТ 4
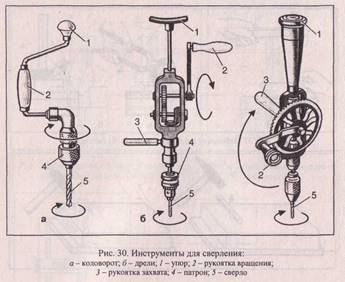
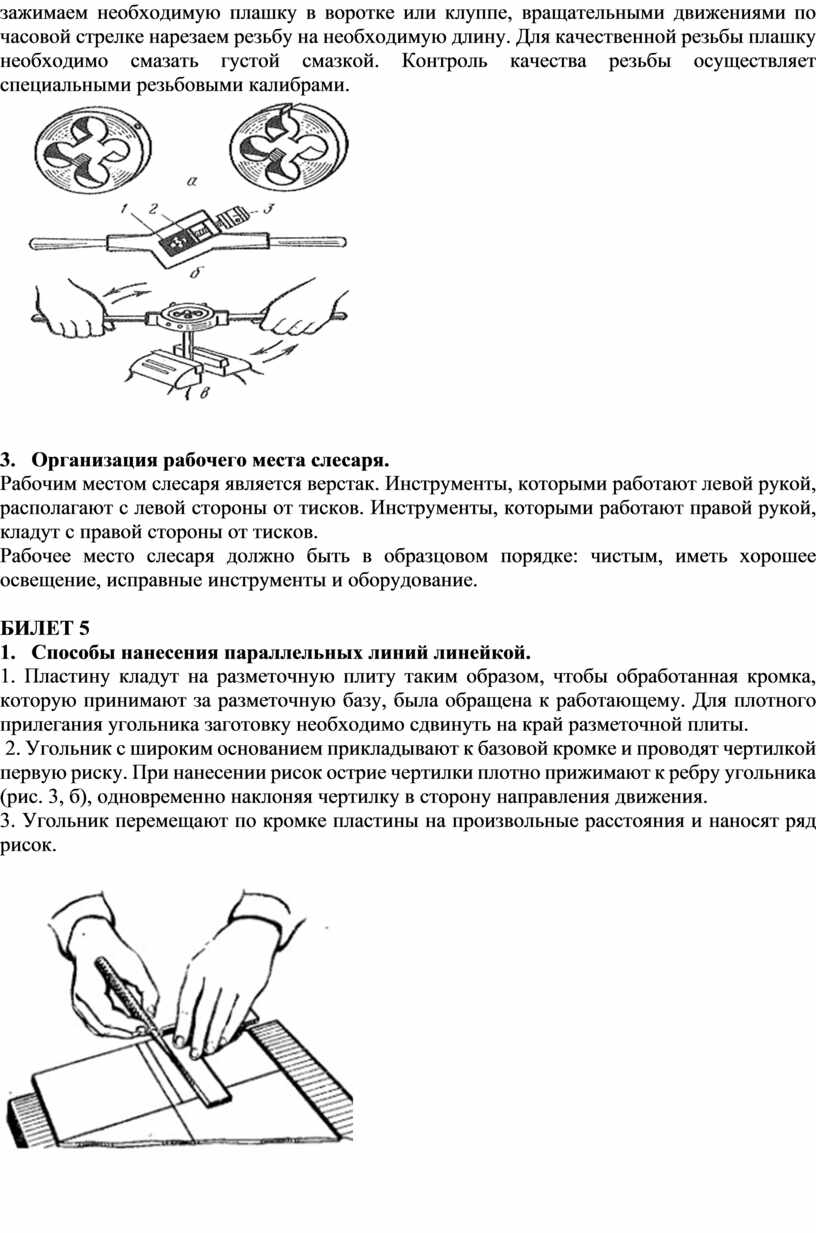
1. Основные части ручной дрели.
Ручная дрель состоит из упора, корпуса, в котором система зубатых колес (редуктор), ручка вращения шпинделя, упорная ручка, шпиндель и патрон.
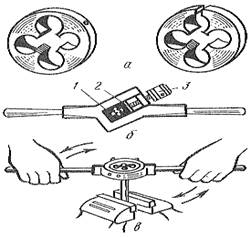
2. Последовательность нарезания наружной резьбы вручную.
Наружная резьба это, резьба в цилиндрических стержнях которое выполняется специальными инструментами, которые называются плашками. Плашки бывают трех видов: 1. Круглые цельные. 2. Круглые разрезные. 3. Раздвижные плашки. Плашки вставляются в специальное приспособление которое называется плашкодержатель. Нарезание производим следующим образом. Зажимаем, стержень вертикально долее зажимаем необходимую плашку в воротке или клуппе, вращательными движениями по часовой стрелке нарезаем резьбу на необходимую длину. Для качественной резьбы плашку необходимо смазать густой смазкой. Контроль качества резьбы осуществляет специальными резьбовыми калибрами.
3. Организация рабочего места слесаря.
Рабочим местом слесаря является верстак. Инструменты, которыми работают левой рукой, располагают с левой стороны от тисков. Инструменты, которыми работают правой рукой, кладут с правой стороны от тисков.
Рабочее место слесаря должно быть в образцовом порядке: чистым, иметь хорошее освещение, исправные инструменты и оборудование.
БИЛЕТ 5
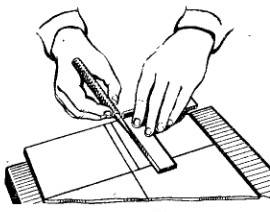
1. Способы нанесения параллельных линий линейкой.
1. Пластину кладут на разметочную плиту таким образом, чтобы обработанная кромка, которую принимают за разметочную базу, была обращена к работающему. Для плотного прилегания угольника заготовку необходимо сдвинуть на край разметочной плиты.
2. Угольник с широким основанием прикладывают к базовой кромке и проводят чертилкой первую риску. При нанесении рисок острие чертилки плотно прижимают к ребру угольника (рис. 3, б), одновременно наклоняя чертилку в сторону направления движения.
3. Угольник перемещают по кромке пластины на произвольные расстояния и наносят ряд рисок.
2. Устройство молотка с круглым бойком
Молоток широко используется при выполнении разных операций слесарном деле; это один из основных инструментов при выполнении слесарных работ. По форме бойка молотки бывают с круглым и квадратным бойком. В слесарном деле применяются молотки с круглым бойком весом 200 г, 300г, 400 г,500г, 600г. Молоток весом больше 1кг называется кувалдой.
Металлическая часть состоит из следующих элементов: клиновидной части, слегка закругленного обуха (ударная часть) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивают деревянный или металлический клин, предохраняющий молоток от спадания с рукоятки
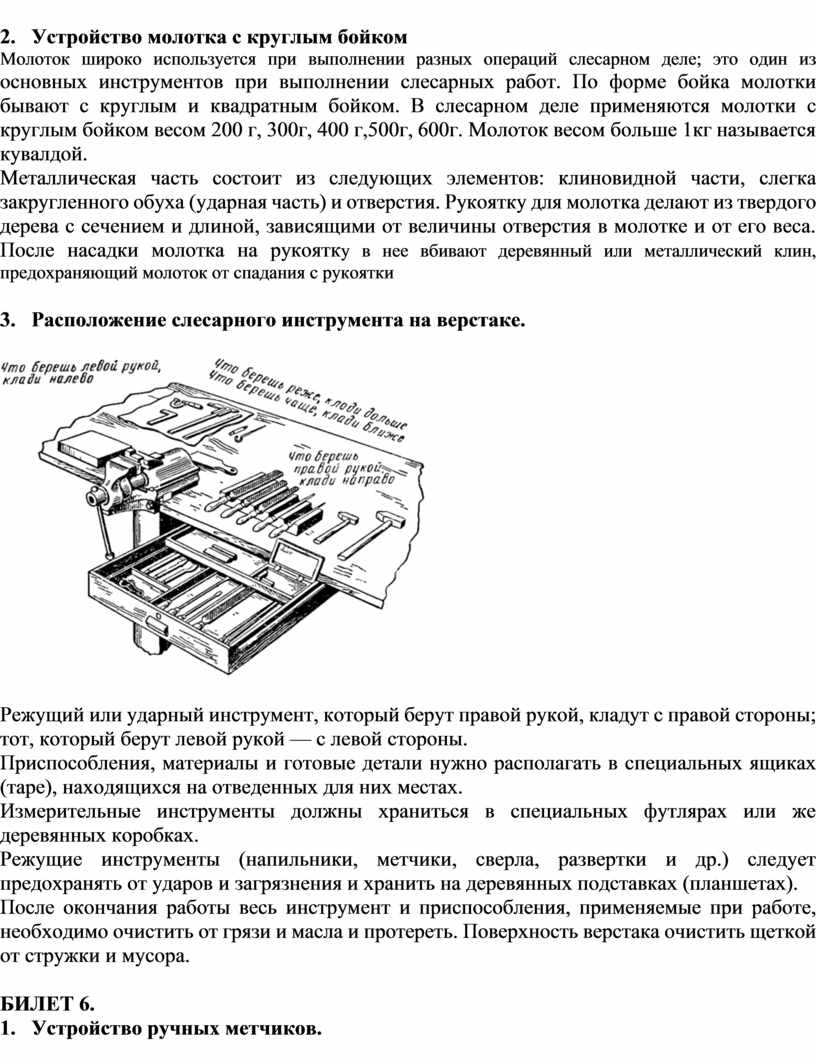
3. Расположение слесарного инструмента на верстаке.
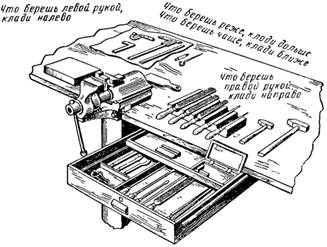
Режущий или ударный инструмент, который берут правой рукой, кладут с правой стороны; тот, который берут левой рукой — с левой стороны.
Приспособления, материалы и готовые детали нужно располагать в специальных ящиках (таре), находящихся на отведенных для них местах.
Измерительные инструменты должны храниться в специальных футлярах или же деревянных коробках.
Режущие инструменты (напильники, метчики, сверла, развертки и др.) следует предохранять от ударов и загрязнения и хранить на деревянных подставках (планшетах).
После окончания работы весь инструмент и приспособления, применяемые при работе, необходимо очистить от грязи и масла и протереть. Поверхность верстака очистить щеткой от стружки и мусора.
БИЛЕТ 6.
1. Устройство ручных метчиков.

Для нарезания внутренней резьбы в деталях применяют метчики.
Метчик состоит.
1. Хвостовик.
2. Калибрирующая часть.
3. Заборная часть.
4. Канавка.
6. Рабочая часть.
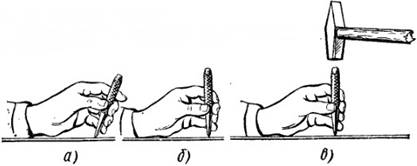
2. Правильность использования и хватка молотка, линейки, кернера.

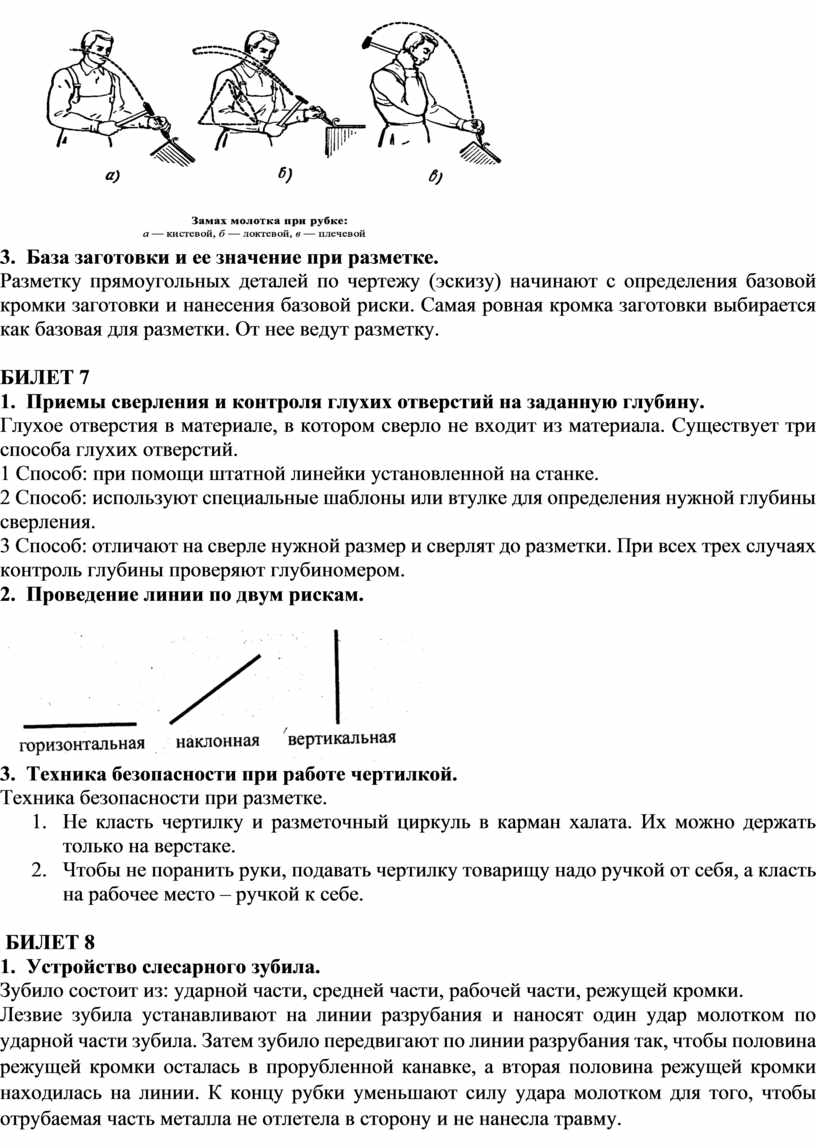
3. База заготовки и ее значение при разметке.
Разметку прямоугольных деталей по чертежу (эскизу) начинают с определения базовой кромки заготовки и нанесения базовой риски. Самая ровная кромка заготовки выбирается как базовая для разметки. От нее ведут разметку.
БИЛЕТ 7
1. Приемы сверления и контроля глухих отверстий на заданную глубину.
Глухое отверстия в материале, в котором сверло не входит из материала. Существует три способа глухих отверстий.
1 Способ: при помощи штатной линейки установленной на станке.
2 Способ: используют специальные шаблоны или втулке для определения нужной глубины сверления.
3 Способ: отличают на сверле нужной размер и сверлят до разметки. При всех трех случаях контроль глубины проверяют глубиномером.
2. Проведение линии по двум рискам.
3. Техника безопасности при работе чертилкой.
Техника безопасности при разметке.
1. Не класть чертилку и разметочный циркуль в карман халата. Их можно держать только на верстаке.
2. Чтобы не поранить руки, подавать чертилку товарищу надо ручкой от себя, а класть на рабочее место – ручкой к себе.
БИЛЕТ 8
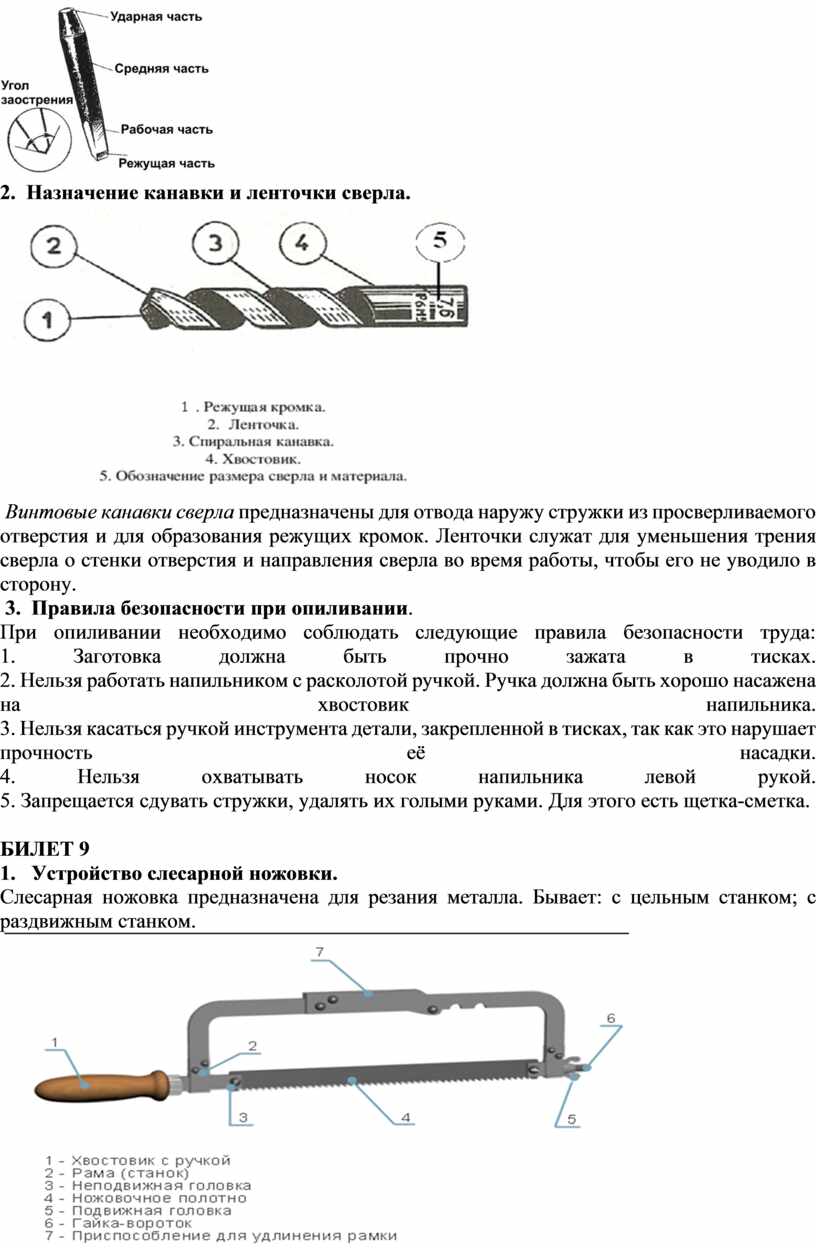
1. Устройство слесарного зубила.
Зубило состоит из: ударной части, средней части, рабочей части, режущей кромки.
Лезвие зубила устанавливают на линии разрубания и наносят один удар молотком по ударной части зубила. Затем зубило передвигают по линии разрубания так, чтобы половина режущей кромки осталась в прорубленной канавке, а вторая половина режущей кромки находилась на линии. К концу рубки уменьшают силу удара молотком для того, чтобы отрубаемая часть металла не отлетела в сторону и не нанесла травму.

2. Назначение канавки и ленточки сверла.
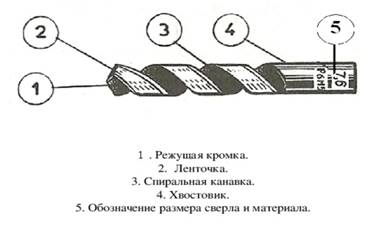
Винтовые канавки сверла предназначены для отвода наружу стружки из просверливаемого отверстия и для образования режущих кромок. Ленточки служат для уменьшения трения сверла о стенки отверстия и направления сверла во время работы, чтобы его не уводило в сторону.
3. Правила безопасности при опиливании.
При опиливании необходимо соблюдать
следующие правила безопасности труда:
1. Заготовка должна быть прочно зажата в тисках.
2. Нельзя работать напильником с расколотой ручкой. Ручка должна быть хорошо
насажена на хвостовик напильника.
3. Нельзя касаться ручкой инструмента детали, закрепленной в тисках, так как
это нарушает прочность её насадки.
4. Нельзя охватывать носок напильника левой рукой.
5. Запрещается сдувать стружки, удалять их голыми руками. Для этого есть
щетка-сметка.
БИЛЕТ 9
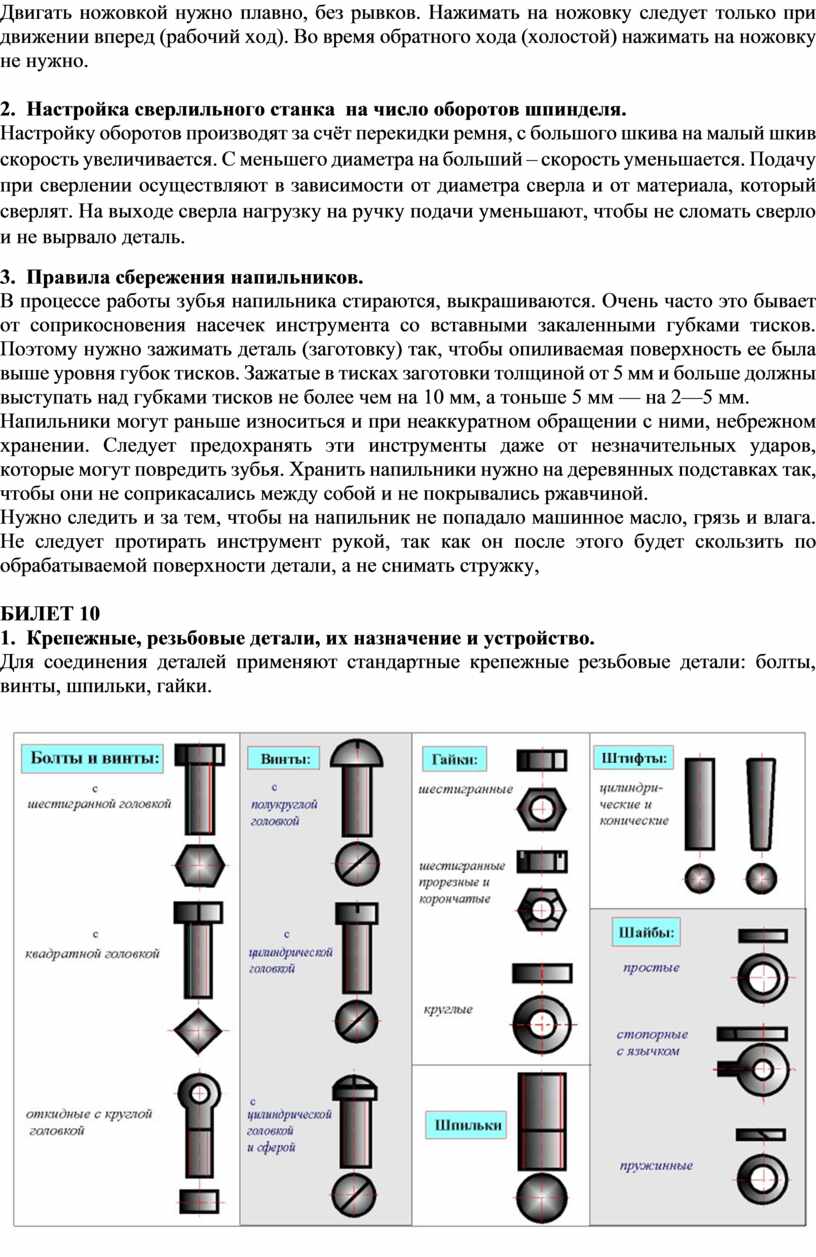
1. Устройство слесарной ножовки.
Слесарная ножовка предназначена для резания металла. Бывает: с цельным станком; с раздвижным станком.

Двигать ножовкой нужно плавно, без рывков. Нажимать на ножовку следует только при движении вперед (рабочий ход). Во время обратного хода (холостой) нажимать на ножовку не нужно.
2. Настройка сверлильного станка на число оборотов шпинделя.
Настройку оборотов производят за счёт перекидки ремня, с большого шкива на малый шкив скорость увеличивается. С меньшего диаметра на больший – скорость уменьшается. Подачу при сверлении осуществляют в зависимости от диаметра сверла и от материала, который сверлят. На выходе сверла нагрузку на ручку подачи уменьшают, чтобы не сломать сверло и не вырвало деталь.
3. Правила сбережения напильников.
В процессе работы зубья напильника стираются, выкрашиваются. Очень часто это бывает от соприкосновения насечек инструмента со вставными закаленными губками тисков. Поэтому нужно зажимать деталь (заготовку) так, чтобы опиливаемая поверхность ее была выше уровня губок тисков. Зажатые в тисках заготовки толщиной от 5 мм и больше должны выступать над губками тисков не более чем на 10 мм, а тоньше 5 мм — на 2—5 мм.
Напильники могут раньше износиться и при неаккуратном обращении с ними, небрежном хранении. Следует предохранять эти инструменты даже от незначительных ударов, которые могут повредить зубья. Хранить напильники нужно на деревянных подставках так, чтобы они не соприкасались между собой и не покрывались ржавчиной.
Нужно следить и за тем, чтобы на напильник не попадало машинное масло, грязь и влага. Не следует протирать инструмент рукой, так как он после этого будет скользить по обрабатываемой поверхности детали, а не снимать стружку,
БИЛЕТ 10
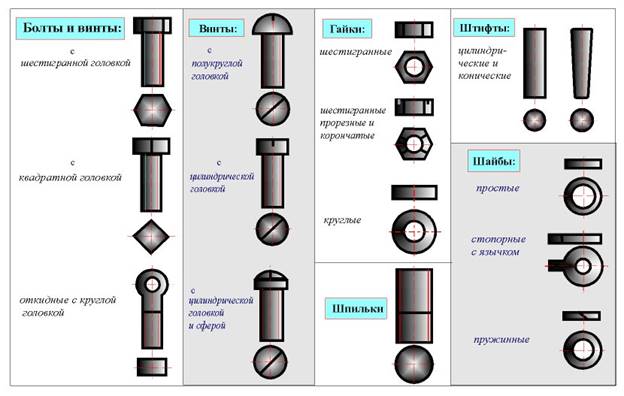
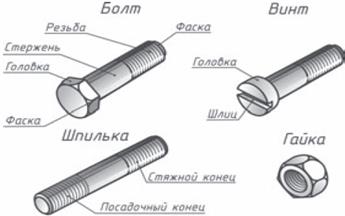
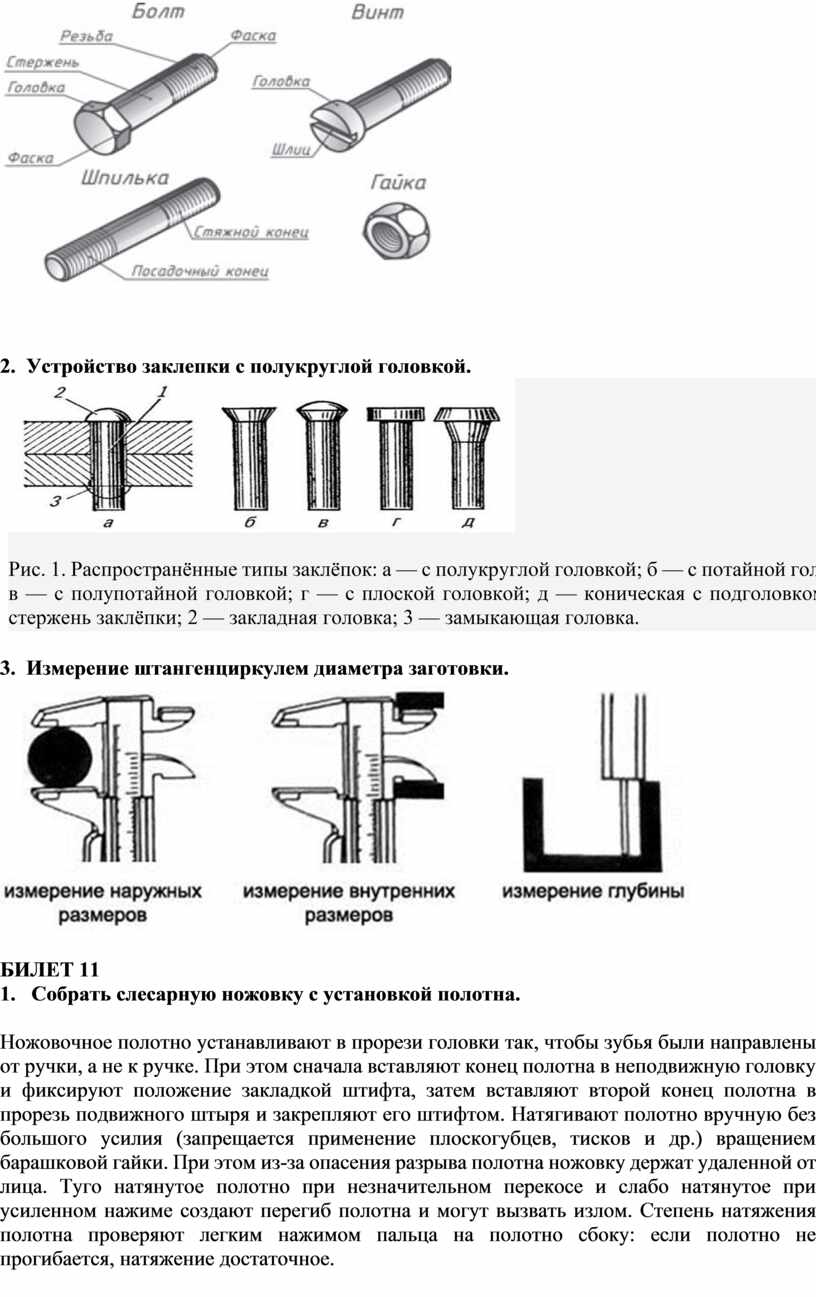
1. Крепежные, резьбовые детали, их назначение и устройство.
Для соединения деталей применяют стандартные крепежные резьбовые детали: болты, винты, шпильки, гайки.
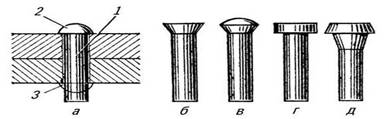
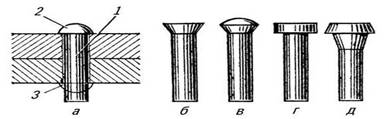
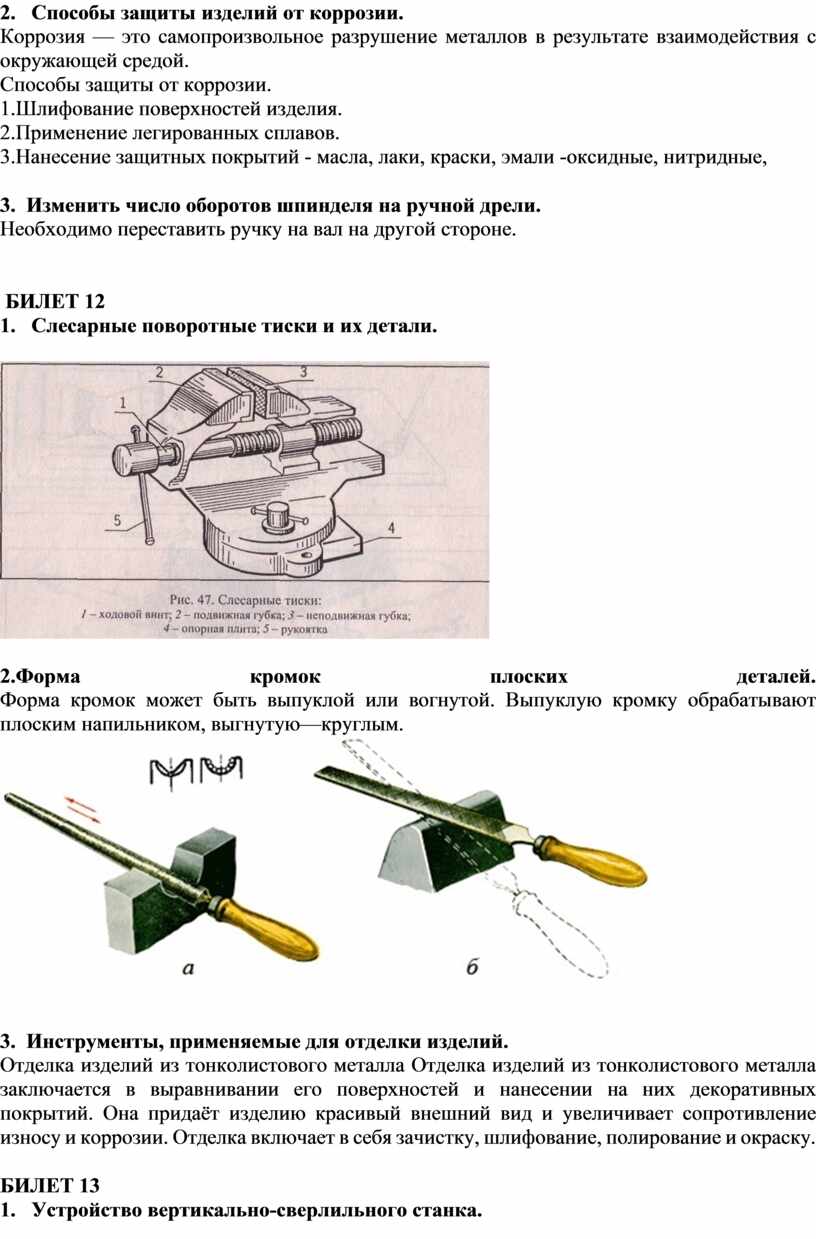
2. Устройство заклепки с полукруглой головкой.
|
|
Рис. 1. Распространённые типы заклёпок: а — с полукруглой головкой; б — с потайной головкой; в — с полупотайной головкой; г — с плоской головкой; д — коническая с подголовком; 1 — стержень заклёпки; 2 — закладная головка; 3 — замыкающая головка. |
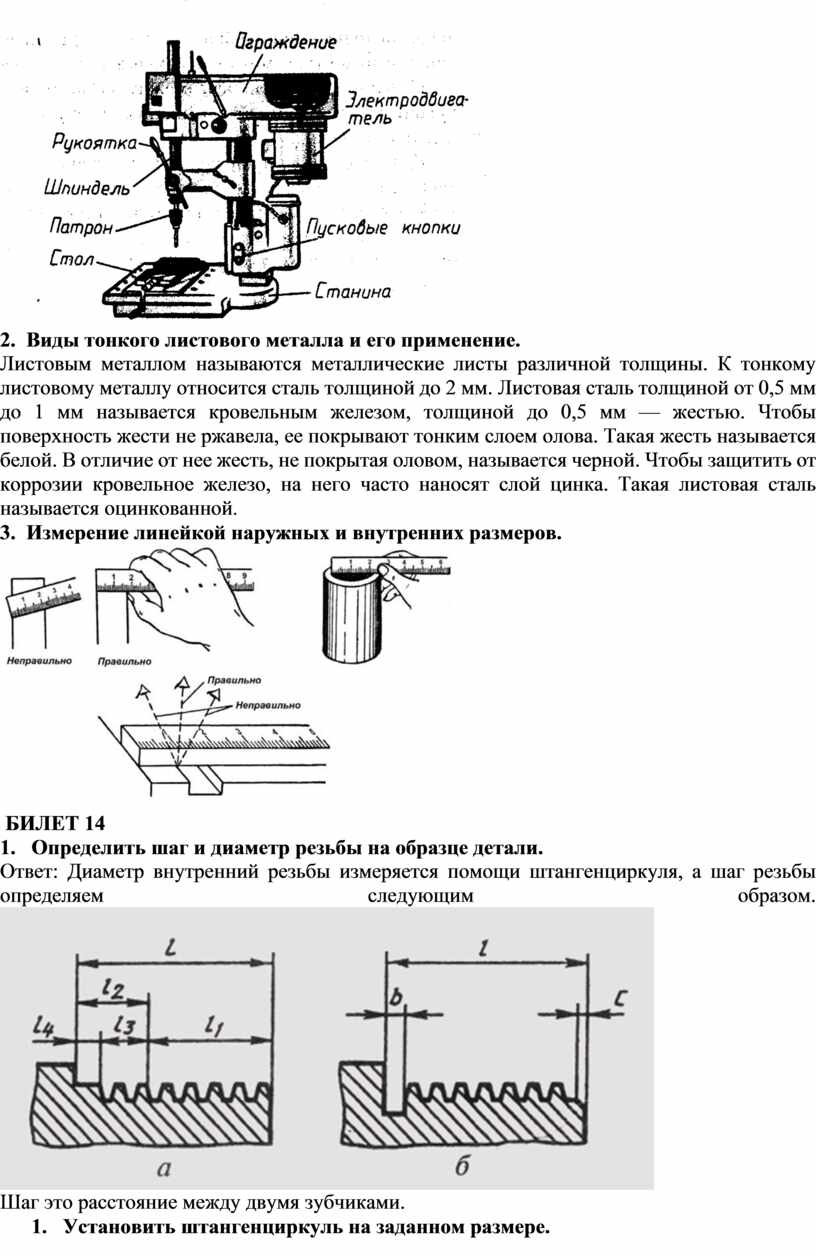
3. Измерение штангенциркулем диаметра заготовки.

БИЛЕТ 11
1. Собрать слесарную ножовку с установкой полотна.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки, а не к ручке. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижного штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица. Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом. Степень натяжения полотна проверяют легким нажимом пальца на полотно сбоку: если полотно не прогибается, натяжение достаточное.
2. Способы защиты изделий от коррозии.
Коррозия — это самопроизвольное разрушение металлов в результате взаимодействия с окружающей средой.
Способы защиты от коррозии.
1.Шлифование поверхностей изделия.
2.Применение легированных сплавов.
3.Нанесение защитных покрытий - масла, лаки, краски, эмали -оксидные, нитридные,
3. Изменить число оборотов шпинделя на ручной дрели.
Необходимо переставить ручку на вал на другой стороне.
БИЛЕТ 12
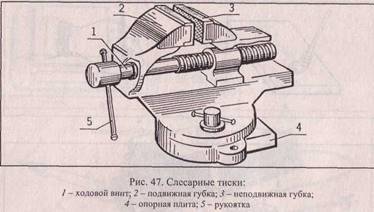
1. Слесарные поворотные тиски и их детали.
2.Форма кромок плоских
деталей.
Форма
кромок может быть выпуклой или вогнутой. Выпуклую кромку обрабатывают плоским
напильником, выгнутую—круглым.
3. Инструменты, применяемые для отделки изделий.
Отделка изделий из тонколистового металла Отделка изделий из тонколистового металла заключается в выравнивании его поверхностей и нанесении на них декоративных покрытий. Она придаёт изделию красивый внешний вид и увеличивает сопротивление износу и коррозии. Отделка включает в себя зачистку, шлифование, полирование и окраску.
БИЛЕТ 13
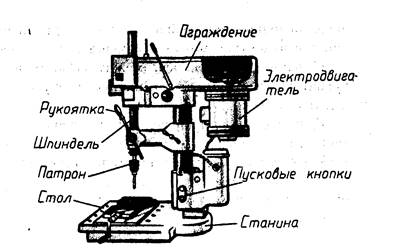
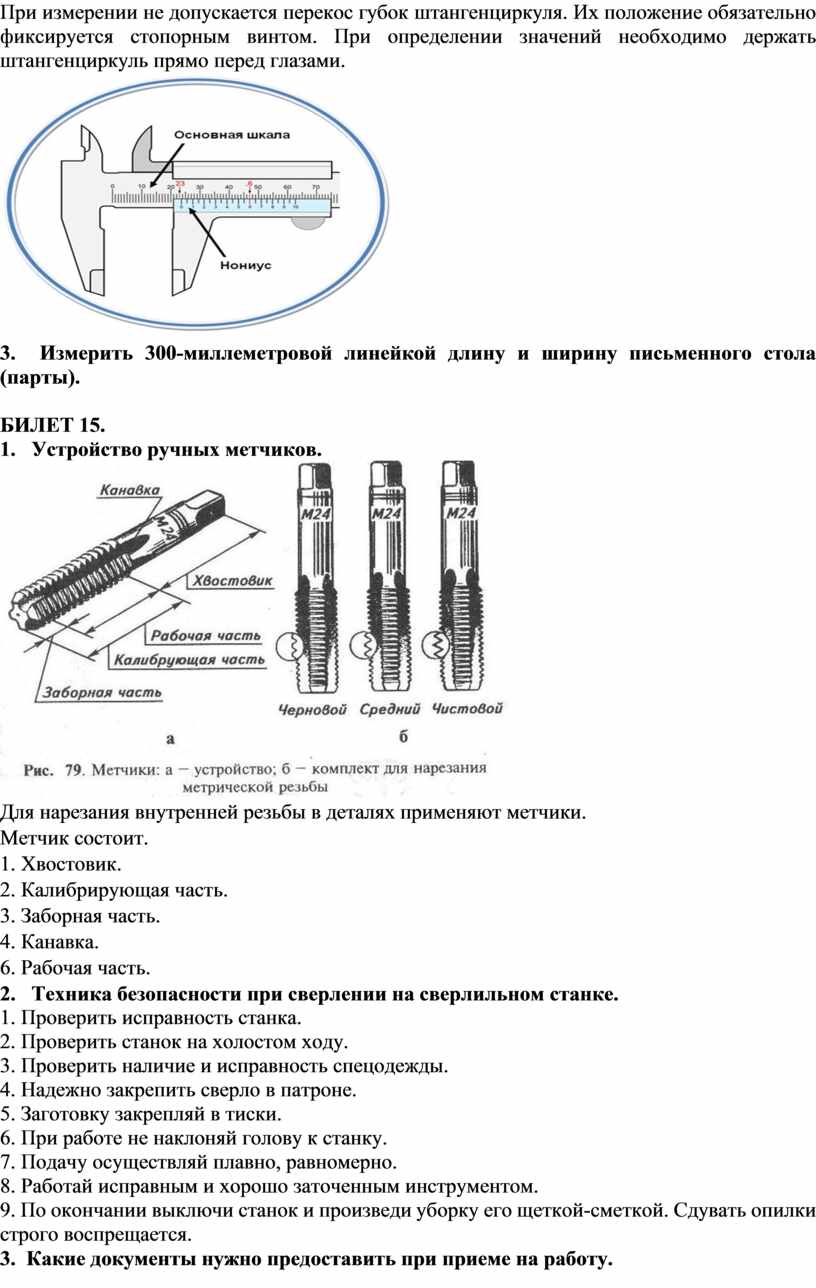
1. Устройство вертикально-сверлильного станка.
2. Виды тонкого листового металла и его применение.
Листовым металлом называются металлические листы различной толщины. К тонкому листовому металлу относится сталь толщиной до 2 мм. Листовая сталь толщиной от 0,5 мм до 1 мм называется кровельным железом, толщиной до 0,5 мм — жестью. Чтобы поверхность жести не ржавела, ее покрывают тонким слоем олова. Такая жесть называется белой. В отличие от нее жесть, не покрытая оловом, называется черной. Чтобы защитить от коррозии кровельное железо, на него часто наносят слой цинка. Такая листовая сталь называется оцинкованной.
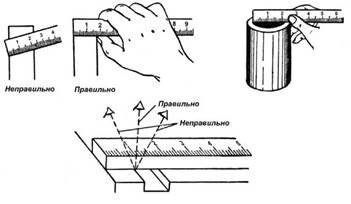
3. Измерение линейкой наружных и внутренних размеров.
БИЛЕТ 14
1. Определить шаг и диаметр резьбы на образце детали.
Ответ: Диаметр внутренний резьбы
измеряется помощи штангенциркуля, а шаг резьбы определяем следующим образом.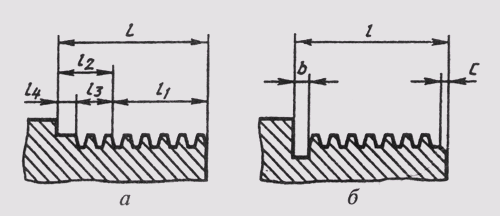
Шаг это расстояние между двумя зубчиками.
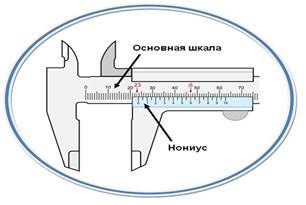
3. Установить штангенциркуль на заданном размере.
При измерении не допускается перекос губок штангенциркуля. Их положение обязательно фиксируется стопорным винтом. При определении значений необходимо держать штангенциркуль прямо перед глазами.
3. Измерить 300-миллеметровой линейкой длину и ширину письменного стола (парты).
БИЛЕТ 15.
1. Устройство ручных метчиков.
Для нарезания внутренней резьбы в деталях применяют метчики.
Метчик состоит.
1. Хвостовик.
2. Калибрирующая часть.
3. Заборная часть.
4. Канавка.
6. Рабочая часть.
2. Техника безопасности при сверлении на сверлильном станке.
1. Проверить исправность станка.
2. Проверить станок на холостом ходу.
3. Проверить наличие и исправность спецодежды.
4. Надежно закрепить сверло в патроне.
5. Заготовку закрепляй в тиски.
6. При работе не наклоняй голову к станку.
7. Подачу осуществляй плавно, равномерно.
8. Работай исправным и хорошо заточенным инструментом.
9. По окончании выключи станок и произведи уборку его щеткой-сметкой. Сдувать опилки строго воспрещается.
3. Какие документы нужно предоставить при приеме на работу.
На основании ст.65 ТК РФ при приеме на работу обязательным к предоставлению является следующий пакет документов:
1.любое удостоверение личности (это может быть справка, временное удостоверение на случай потери либо замены паспорта).
2.трудовую книжку (если до поступления на работу трудовой стаж отсутствует, оговоренный документ предоставляется за счет средств будущего работодателя). 3.свидетельство о пенсионном страховании (при его отсутствии оформляется за счет предприятия);
4.военный билет либо справка о постановке на воинский учет для мужчин;
5.документы об образовании (диплом, удостоверение о наличии допуска или разряда, классности).
БИЛЕТ 16
1. Инструменты, применяемые для опиливания.
Для опиливания металла применяют напильники. Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками.
Классификация
напильников:
Драчевые напильники –
применяются для грубой обработки металлической поверхности, обычно снимают
05-1,0 мм. металла.
Личные напильники – применимы для окончательной точной обработки и получения чистой, не зазубренной поверхности. Точность 0,02 мм.
Надфили – самые точные и маленькие напильники, применяются в основном для мелкой работы и доведения заготовки до конечного результата.
Виды
напильников
1. Круглый напильник – обработка круглых, овальных и вогнутых поверхностей;
2. Полукруглые напильники – имеет две стороны, плоскую и круглую, одной
стороной обрабатывает плоскости, другой вогнутые и полукруглые поверхности;
3. Трехгранные напильники – обработка поверхностей и отверстий, недоступных для
плоских напильников;
4. Квадратные напильники – обработка узких прямых поверхностей, недоступных для плоских напильников;
5. Плоские напильники с овальными ребрами – служат для обработки различных видов закруглений;
6. Надфили – применяются для проведения точных и мелких работ, обработке мелких поверхностей и прорезей.
2. Способы получения отверстий в металле.
Отверстия в металле оно получить сверлением или вырубанием.
3. Назначение клепки.
Клепка – это операция получения неразъемного соединения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается, образуя вторую головку.
Заклепочные соединения применяются:
· в конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях к надежности соединения, когда сварка этих соединений технологически затруднена или невозможна;
· когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжениях;
· в случаях соединения различных металлов и материалов, для которых сварка неприменима.
БИЛЕТ 17
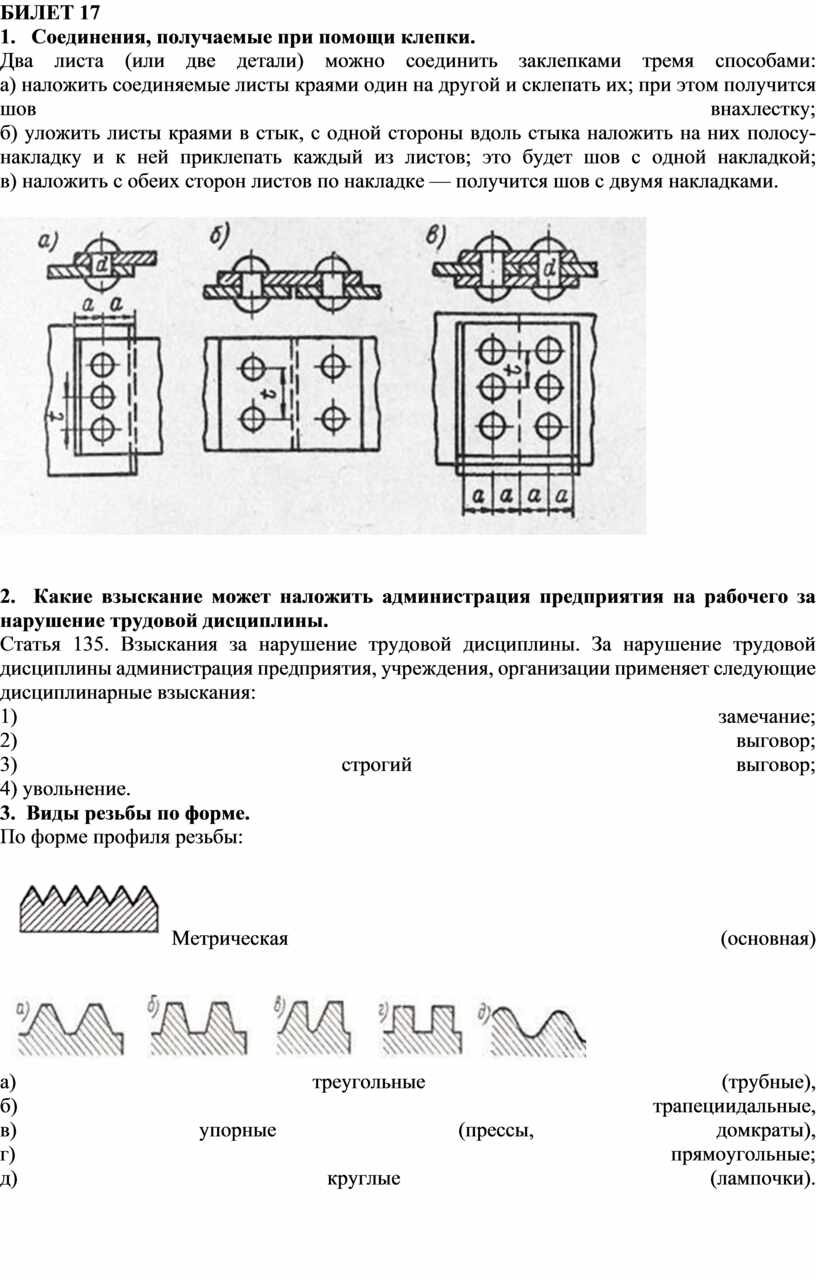
1. Соединения, получаемые при помощи клепки.
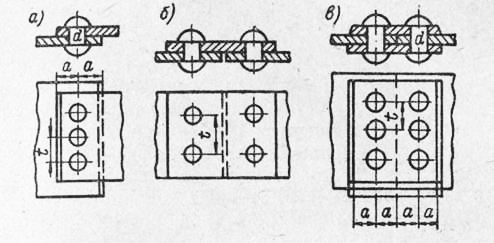
Два листа (или две детали) можно соединить
заклепками тремя способами:
а) наложить соединяемые листы краями один на другой и склепать их; при этом
получится шов внахлестку;
б) уложить листы краями в стык, с одной стороны вдоль стыка наложить на них
полосу-накладку и к ней приклепать каждый из листов; это будет шов с одной
накладкой;
в) наложить с обеих сторон листов по накладке — получится шов с двумя
накладками.
2. Какие взыскание может наложить администрация предприятия на рабочего за нарушение трудовой дисциплины.
3. Виды резьбы по форме.
По форме профиля резьбы:
 Метрическая
(основная)
Метрическая
(основная)

а) треугольные (трубные),
б) трапециидальные,
в) упорные (прессы, домкраты),
г) прямоугольные;
д) круглые (лампочки).
БИЛЕТ 18
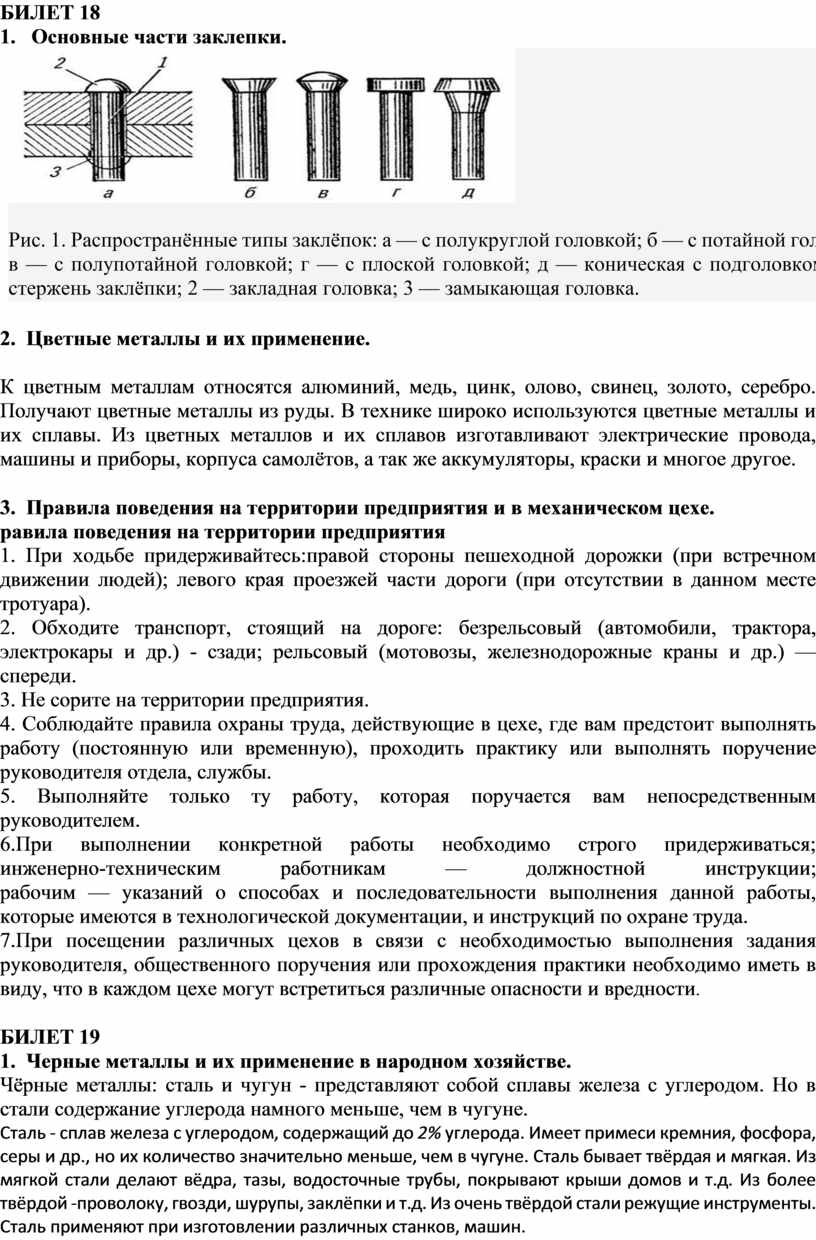
1. Основные части заклепки.
|
|
Рис. 1. Распространённые типы заклёпок: а — с полукруглой головкой; б — с потайной головкой; в — с полупотайной головкой; г — с плоской головкой; д — коническая с подголовком; 1 — стержень заклёпки; 2 — закладная головка; 3 — замыкающая головка. |
2. Цветные металлы и их применение.
К цветным металлам относятся алюминий, медь, цинк, олово, свинец, золото, серебро. Получают цветные металлы из руды. В технике широко используются цветные металлы и их сплавы. Из цветных металлов и их сплавов изготавливают электрические провода, машины и приборы, корпуса самолётов, а так же аккумуляторы, краски и многое другое.
3. Правила поведения на территории предприятия и в механическом цехе.
равила поведения на территории предприятия
1. При ходьбе придерживайтесь:правой стороны пешеходной дорожки (при встречном движении людей); левого края проезжей части дороги (при отсутствии в данном месте тротуара).
2. Обходите транспорт, стоящий на дороге: безрельсовый (автомобили, трактора, электрокары и др.) - сзади; рельсовый (мотовозы, железнодорожные краны и др.) — спереди.
3. Не сорите на территории предприятия.
4. Соблюдайте правила охраны труда, действующие в цехе, где вам предстоит выполнять работу (постоянную или временную), проходить практику или выполнять поручение руководителя отдела, службы.
5. Выполняйте только ту работу, которая поручается вам непосредственным руководителем.
6.При
выполнении конкретной работы необходимо строго придерживаться;
инженерно-техническим работникам — должностной инструкции;
рабочим — указаний о способах и последовательности выполнения данной работы,
которые имеются в технологической документации, и инструкций по охране труда.
7.При посещении различных цехов в связи с необходимостью выполнения задания руководителя, общественного поручения или прохождения практики необходимо иметь в виду, что в каждом цехе могут встретиться различные опасности и вредности.
БИЛЕТ 19
1. Черные металлы и их применение в народном хозяйстве.
Чёрные металлы: сталь и чугун - представляют собой сплавы железа с углеродом. Но в стали содержание углерода намного меньше, чем в чугуне.
Сталь - сплав железа с углеродом, содержащий до 2% углерода. Имеет примеси кремния, фосфора, серы и др., но их количество значительно меньше, чем в чугуне. Сталь бывает твёрдая и мягкая. Из мягкой стали делают вёдра, тазы, водосточные трубы, покрывают крыши домов и т.д. Из более твёрдой -проволоку, гвозди, шурупы, заклёпки и т.д. Из очень твёрдой стали режущие инструменты. Сталь применяют при изготовлении различных станков, машин.
2. Назначение передней бабки токарного станка.
Передняя бабка токарного станка представляет собой чугунный корпус, закрепленный на левой стороне станины. Назначение передней бабки — осуществление главного движения станка: передача вращающего момента от приводного электродвигателя к обрабатываемой заготовке.
В передней бабке размещены коробка переключения скоростей и шпиндель, с закрепленным на торце патроном для зажима заготовки.
3. Личная гигиена рабочего на производстве.
Под личной гигиеной рабочего понимают меры сохранения здоровья, предупреждения и устранения условий, вредно влияющих на здоровье человека.
1.Короткие перерывы и отдых во время работы предупреждают наступление утомляемости. Если работают стоя, необходимо отдыхать сидя; тот, кто работает сидя, должен отдыхать стоя.
2. Полное восстановление сил, израсходованных за день работы, организм получает во время сна. Нормальная длительность сна — 8 часов в сутки.
3. Лучшим средством борьбы с утомляемостью и сутулостью является физическая культура. Для этого часто на заводах, фабриках и в учреждениях проводят производственную гимнастику. Физическая культура помогает общему обновлению организма, вызывает хороший аппетит и сон, делает человека сильным, работоспособным.
4.Кроме того, личная гигиена требует от рабочего, чтобы он был опрятным. После работы необходимо вымыть тело теплой водой с мылом. Перед принятием пищи надо мыть руки с мылом, есть надо за чистым столом, из чистой посуды.
5.Большое значение для предупреждения заболеваний имеет правильный уход за рабочей одеждой. Снятую рабочую одежду необходимо просушить в специально отведенном месте. Рабочую одежду надо регулярно стирать и чинить
.
БИЛЕТ 20
1. Правила сбережения слесарного инструмента.
1. Хранить инструменты в специальных местах.
2. Пользоваться инструментами только по назначению
2. Способы удаления старых заклепок при ремонте бытовых предметов.
полукруглую головку заклепки срезают специальным зубилом, называемым косяком, а выбивают из отверстия деталей при помощи бородка.
Если головку заклепки срубить трудно или неудобно, можно испортить деталь, то поступают следующим образом. Немного отпиливают головку, по ее центру ставят керненную метку и высверливают заклепку. Диаметр сверла должен быть немного меньше диаметра стержня. Если в процессе сверления заклепка не будет удалена, то ее окончательно выбивают бородком.
Заклепки с потайными головками удаляют только способом высверливания. Если же потайная головка заклепки нарушена, то заклепку можно выбить бородком.
Запомните!
При удалении заклепок сверлить надо точно по центру стержня.
3. Подготовка сверлильного станка к работе.
До начала работы:
1. Правильно наденьте спецодежду (фартук с нарукавниками или халат, берет или косынку).
2. Проверьте надежность крепления защитного кожуха ременной передачи.
3. Надежно закрепите сверло в патроне,
4. Проверьте работу станка на холостом ходу и исправность пусковой коробки путем включения и выключения кнопок.
5. Прочно закрепите деталь на столе станка в тисках или кондукторах. Поддерживать руками при сверлении незакрепленную деталь запрещается.
6. Перед самым началом работы наденьте защитные очки.
Скачано с www.znanio.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.