Поделиться

|
ПЛАН ЗАНЯТИЯ № 7
Дисциплина: «Автоматизация производства на основе ЭВМ» |
|
Тема: Примеры автоматизации технологических процессов |
|
Тема занятия: Автоматизация сварочных работ. Автоматизация проектирования технологических процессов сварки. Оборудование для автоматической сварки |
|
Цели занятия: Обучающая: уметь ориентироваться в автоматизации проектирования технологических процессов сварки и оборудовании для автоматизации сварочных работ Развивающая: Способствовать развитию: · Способностей самореализации учащихся в учебной деятельности · Навыков работы с разными источниками информации Воспитывающая: воспитывать интерес к выбранной профессии, творческое отношение к труду, самостоятельность, Способствовать формированию эмоционально – ценностного отношения к миру. |
|
Комплексно-методическое обеспечение: САПР и графика 4`2008, раздаточный материал – опорный конспект по материалам сайта http://www.sapr.ru/article.aspx?id=18962&iid=880; мультимедийная приставка; ПК, программное обеспечение |
|
Ход занятия: |
|
1. Организационная часть |
|
1.1. Проверка присутствующих |
|
1.2. Сообщение темы и цели занятия |
|
2. Вводный инструктаж |
|
2.1. Выявление знаний учащихся путем опроса (тестирования) по вопросам, раскрывающих тему предыдущего занятия: |
|
1. Назовите основные составные части автоматизированной системы управления |
|
2. Чем отличается автоматизированная система управления от автоматической? |
|
3. Что составляет основу автоматизированной системы управления? |
|
4. Назовите примеры АСУ. |
|
5. Какую функцию в АСУ выполняет человек? |
|
3. Объяснение и конспектирование нового материала: Сварка позволила создать принципиально новые конструкции машин, внести коренные изменения в технологические процессы, связанные с обработкой металлов. Резко возрос диапазон свариваемых толщин материалов (от нескольких микрон до десятков метров), видов сварки (от кузнечной до плазменной). Сварка в среде защитных газов позволила выполнять эту операцию с металлами, которые обычным способом сваривать невозможно. Автоматизация процессов сварки резко повысила производительность труда и качество сварных соединений. Автоматизация — новый вид
производства, а не простая замена ручного труда механическим, поэтому следует
чуждаться традиционных конструктивных схем, не дублировать движения рук
рабочего в механизмах, а искать новые решения, максимально используя
возможности автоматизирующих устройств. Следует также учитывать, что автоматизация дает
экономический действие только при наличии определенных предпосылок. издали не
всякий технологический процесс и не все таки операции следует
автоматизировать. Выгоднее автоматизировать производство с большим объемом
продукции, выпуск которой имеет тенденцию к увеличению. Совершенно
оправдывается автоматизация вредных
производств. При составлении технологии следует учитывать современные достижения
науки и техники, работать
в режимах, которые обычно недостижимы присутствие ручном управлении. Прогресс
развития машин определяется открытием новых законов, рядом условий, между
которых не последнее место занимает точность и надежность. Трудно представить
себе кукла, не обладающий точным программирующим звеном или рассчитанный на
малую надежность в работе. кукла должен безошибочно копировать операции,
правильность выполнения которых зависит от точности изготовления деталей
автомата. Функциональность существующих коммерческих САПР ТП ориентирована на автоматизацию общих задач технологического проектирования для разных видов производства: формирование текста ТП, подбор оборудования и средств оснащения, выпуск технологической документации, поддержка справочных информационных массивов. Методология автоматизированного проектирования в САПР ТП в настоящее время достаточно отработана и содержит набор стандартных методов: · диалоговое проектирование (с использованием баз данных); · проектирование на основе техпроцесса-аналога; · проектирование с применением часто повторяемых технологических решений; · проектирование на основе групповых и типовых техпроцессов; · проектирование на основе технологического описания (кодирования) геометрии обрабатываемых поверхностей. Указанные методы могут использоваться практически для любых видов производства. Вместе с тем очевидно, что для эффективной разработки ТП сварки с помощью САПР требуется решение ряда специализированных вопросов: · автоматизированный подбор сварочных материалов по определенным наборам критериев; · автоматизированное получение объективных режимов сварки; · автоматизированный расчет норм расхода вспомогательных материалов (электродов, газов и пр.), электроэнергии, основного и вспомогательного времени на сварочный переход; · создание единого механизма описания алгоритмов для различных способов сварки; · создание единой рабочей среды технолога, в которой представлена вся необходимая конструкторская и технологическая информация (как текстовая, так и графическая). Анализ показал, что применение традиционной методологии автоматизированного проектирования к разработке ТП сварки не позволяет достичь высокой степени автоматизации в силу следующих причин: · многовариантность сочетаний различных параметров и условий сварки в ТП; · проблемы учета специфики ТП сварки в типовой модели САПР; · сложность в оптимизации представления справочных данных по сварке пользователю на основе традиционных интерфейсов; · специфические требования к расчету режимов обработки (сварки). Необходимо также подчеркнуть, что назначение режимов сварки — один из самых важных этапов в подготовке технологической документации сварочного производства. Решение данного вопроса обычно осуществляется путем использования различных расчетных методов, основанных на теории тепловых процессов при сварке. Эти методы позволяют с достаточной достоверностью определять параметры режима, но применимы для ограниченной группы марок материалов, типов сварных швов и видов сварки. Вместе с тем на предприятиях зачастую назначаются режимы, полученные опытным путем либо взятые из справочников. Следовательно, в САПР ТП должно обеспечиваться использование как реальной информации о режимах сварки, так и пользовательских алгоритмов для их расчета. Таким образом, для эффективного решения обозначенных выше вопросов требуется поиск нового подхода к автоматизированному проектированию технологических процессов сварки. В основу разработки актуального решения был заложен следующий принцип: инженер, ориентируясь на возможности предприятия, формирует определенные технологические решения уже при проектировании сварной конструкции. Носителем такой информации являются стандартные конструктивные элементы (КЭ) сварных швов, указанные в нормативной или справочной документации. Так, в государственных стандартах на КЭ сварных швов регламентируется их конфигурация и геометрические размеры в зависимости от толщины кромок и способа сварки.
Таким образом, автоматизация технологического проектирования сварки должна базироваться на максимально эффективном применении конструктивных (точнее, конструкторско-технологических) элементов (КТЭ) сварных швов, которые фактически служат связующим звеном между конструкцией сварного изделия и технологией его изготовления. Широкий спектр производимого оборудования (от простых позиционеров до роботизированных комплексов) позволяет решать практически любые задачи в области автоматизации сварки. Автоматическая сварка вертикальных швов
UNIVERSAL BUG-O-MATIC представляет собой универсальную, портативную, простую в управлении сварочную каретку со встроенной системой поперечных колебаний. Благодаря малому весу для обслуживания оборудования требуется только один оператор. Каретка может использоваться для сварки продольных швов во всех положениях, в т.ч. для вертикальной и потолочной сварки, на любых рельсах: жестких, полужёстких, гибких. Для перехода с одного вида рельсов на другие достаточно поменять тележку. Во время сварки можно регулировать скорость перемещения, амплитуду и скорость колебаний, устанавливать время задержки справа и слева, а также применять несколько различных шаблонов колебаний. В процессе сварки специальным регулятором можно смещать горелку влево или вправо. Технические характеристики: · o питание: 240 В переменного тока, 50/60 Гц o скорость перемещения: 70 – 1670 мм/мин. o скорость колебаний: 100-2500 мм/мин. o грузоподъемность при вертикальной загрузке: 14 кг o задержка (с каждой стороны): 0 – 3 секунды o амплитуда колебаний: 2 – 50мм o корректировка положения горелки (влево + вправо): 50 мм o вес: 10,5 кг Автоматическая
сварка горизонтальных (продольны) швов в нижнем положении: Самоходная установка для автоматической сварки тавровых
соединений Данная
установка предназначена для сварки тавровых соединений (ребер жесткости,
небольших двутавровых балок). Высота ребра (балки) может составлять 102 - 457
мм, ширина 102 -305 мм.
|
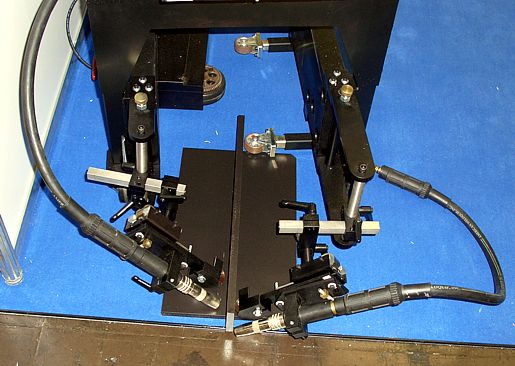
Установка для автоматической сварки тавровых соединений
Сварочные трактора, самоходные тележки / минитрактора / каретки
для сварки
(установки для автоматической дуговой сварки под флюсом)
Большой выбор тракторов для сварки из Китая
· сварка в защитном газе (MIG/MAG) и под флюсом (SAW)
· различная мощность источников: от 630 до 1600 А
· трактора с инверторными источниками сварочного тока
· сварочные головки с контроллерами и инверторными/тиристорными источниками сварочного тока
· источники постоянного и переменного сварочного тока
· сварка двойной проволокой (расщепленной дугой)
· тандемная сварка
· трактора различных размеров и мощности
· трактора с присоблением для сварки "в лодочку"
Самоходные тележки / минитрактора / каретки для сварки из США, Южной Кореи, Китая
· различные направляющие зубчатые рейки, крепящиеся при помощи магнитов или присосок
· различные системы колебаний горелок (осциляторы): поперечные для сварки листов (стыковая сварка), маятниковые для сварки угловых швов, широкие возможности настройки осциляторов
· сварка вертикальных швов
· сварка тавровых соединений (ребер)

Сварочный трактор INE TRAC TR/A (Италия)
Сварочный трактор TR/A является самоходной тележкой с мощным проволокоподающим приводом, предназначенной для автоматической дуговой сварки под флюсом. Его конструкция позволяет производить сварку двумя проволоками одновременно, что значительно повышает производительность процесса. Трактор специально разработан для сварки крупных металлоконструкций на предприятиях различных отраслей промышленности, в том числе в судостроении.
ТНТ 102/152 и
комплектоваться силовыми и управляющими кабелями длиной до 60 м.
Электронный блок управления сварочного трактора спроектирован и изготовлен с
использованием новейших разработок микропроцессорной техники, что позволяет
программировать режимы сварки для различных типов соединений и вызывать при
необходимости нужную программу, а также производить регулировки сварочного
тока, скорости подачи проволоки и движения тележки и контролировать их
параметры на цифровом индикаторе.
Трактор имеет опцию «SCRATCH» автоматического зажигания дуги даже на грязных и
ржавых пластинах.
Трактор дополнительно может быть оборудован флюсопитателем с электрической
системой рециркуляции флюса, подсветкой для наблюдения за формированием шва,
направляющим монорельсом 3 м.
Кроме того, система INE TRAC TR/A может
поставляться в конфигурации, адаптированной для сварки конструкций на
позиционерах.
4. Фронтальный опрос (тестирование) на закрепление нового материала
1. Расскажите о системах автоматизированного проектирования (САПР) в сварочных работах.
2. Перечислите решение ряда специализированных вопросов для эффективной разработки ТП сварки с помощью САПР
3. Приведите примеры оборудования (от простых позиционеров до роботизированных комплексов) позволяет решать практически любые задачи в области автоматизации сварки.
5. Подведение итогов занятия, сообщение оценок.
6. Задание на дом: конспект - раздаточный материал на основе материалов сайта http://www.sapr.ru/article.aspx?id=18962&iid=880; опорный конспект
7. Уборка кабинета
Скачано с www.znanio.ru


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.