Поделиться

План занятия № 1
Дисциплина: ОП.09 Стандартизация, сертификация и техническое документоведение
Дата _________ Группа: ________
Тема: Понятие стандартизации. Общие сведения. История развития стандартизации. Правовые основы стандартизации. Нормативные документы по стандартизации и виды стандартов.
Цели:
а) образовательная: обеспечить формирование знаний, изучить историю развития стандартизации и сертификации
б) воспитательная и развивающая: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе; развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
ОК 01. Выбирать способы решения задач профессиональной деятельности, применительно к различным контекстам.
ОК 02. Осуществлять поиск, анализ и интерпретацию информации, необходимой для выполнения задач профессиональной деятельности.
ОК 04. Работать в коллективе и команде, эффективно взаимодействовать с коллегами, руководством, клиентами.
Вид занятия: урок
Тип занятия: лекция
Оборудование занятия: учебно-методическая документация по учебной дисциплине, презентация, видеофильм.
Ход занятия
1. Организационный момент: (1-2 мин.) Перекличка по журналу
2. Сообщение темы занятия, постановка цели и задачи занятия: (2 - 3мин.) Называется тема и показывается ее актуальность методом вводного слова. Ставятся учебные задачи
3. Изложение нового материала, применяемая методика: Объяснительный рассказ с элементами беседы.
План:
1. Понятие стандартизации. Общие сведения.
2. История развития стандартизации.
4. Закрепление изучаемого материала, применяемая методика: Вопросы студентов преподавателю. Ответы на вопросы.
5. Подведение итогов занятия: (3 - 5 мин.) Анализ урока.
4. Задание для самостоятельной работы студентов во внеурочное время: Л – 1, с. 6-9
Преподаватель _______________
Ход урока.
1. Организационный момент: цели урока; присутствующие.
3. Объяснение нового материала.
Предмет метрологии. Средства метрологии. Объекты метрологии. Основные задачи метрологии.
Предмет метрологии – извлечение количественной информации о свойствах объектов и процессов с заданной точностью и достоверностью.
Средства метрологии – это совокупность средств измерений и метрологических стандартов, обеспечивающих их рациональное использование.
Объекты метрологии:
· измеряемая (в том числе физическая) величина;
· единица физической величины;
· измерение;
· погрешность измерений;
· метод измерений;
· средство измерений.
Основные задачи метрологии. К задачам метрологии относятся:
1) обеспечение единства измерений;
2) унификация единиц величин и признание их законности;
3) разработка путей измерений, а также методов установления точности и верности измерений;
4) передача размеров единиц от эталонов и образцовых средств измерений рабочим средствам измерений.
Стандартизация, метрология и сертификация являются инструментами обеспечения качества продукции, работ и услуг. Овладение методами обеспечения качества является одним из главных условий создания конкурентоспособных продукции, работ и услуг.
В последние годы подтверждение соответствия продукции, работ, услуг производится не только посредством сертификации, но и самим изготовителем продукции или исполнителем услуги. В этих условиях возрастают роль и ответственность руководителей организаций в грамотном применении персоналом правил стандартизации, метрологии и сертификации.
В стандартизации, как и в любой области научной и практической деятельности, требуется чёткая научно обоснованная терминология; без стандартизации научных и технических терминов невозможно создать нормативно-техническую, конструкторскую и технологическую документацию. Только на основе стандартизованных терминов, понятий, условных обозначении возможно взаимопонимание специалистов, занятых проектированием, производством, эксплуатацией и ремонтом техники. Соблюдение правил метрологии в различных сферах деятельности позволяет свести к минимуму материальные потери от недостоверных результатов измерений.
Целью изучения учебной дисциплины Стандартизация, сертификация и техническое документоведение является формирование у студентов знаний, умений и навыков в указанных областях для обеспечения эффективности практической деятельности.
Условно в учебной дисциплине можно выделить три части:
-стандартизация - деятельность по установлению норм, правил, характеристик;
-метрология - это наука об измерениях;
-сертификация - форма осуществляемого органом по сертификации подтверждения соответствия объектов требованиям технических регламентов, положениям стандартов или условиям договоров.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Основные понятия и термины в метрологии
Цели урока:
Образовательная: обеспечить формирование знаний , ввести основные понятия и термины в метрологии.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
Метрология это наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
В современном понимании метрология это наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
К основным направлениям метрологии относятся: общая теория измерений; единицы физических величин и их системы; методы и средства измерений; методы определения точности измерений; основы обеспечения единства измерений и единообразия средств измерений; эталоны и образцовые средства измерений; методы передачи размеров единиц от эталонов и образцовых средств измерений рабочим средствам измерений.
Часть из этих направлений имеет научный характер. Другая часть, посвященная комплексам взаимосвязанных и взаимообусловленных общих правил, требованиям и нормам, нуждающимся в регламентации и контроле со стороны государства и направленным на обеспечение единства измерений и единообразия средств измерений, относится к законодательной метрологии. Законодательный характер метрологии обусловливает стандартизацию ее терминов и определений.
Термины и определения основных понятий метрологии установлены ГОСТ.
Физическая величина – свойство, общее в качественном отношении многим физическим объектам, но в количественном отношении индивидуальное для каждого объекта.
Измерение – нахождение значения физической величины опытным путем с помощью специальных технических средств. Под измерением понимается процесс экспериментального сравнения данной физической величины с однородной физической величиной, значение которой принято за единицу.
Единица физической величины – физическая величина, которой по определению присвоено числовое значение, равное 1. Единицы физических величин представляют собой вспомогательный аппарат, применяемый при изучении объектов природы. Принципиально можно использовать бесконечное множество единиц физических величин. Но практика выдвигает требование единства измерений, которое можно обеспечить при любой системе единиц. Однако для сопоставления результатов измерений без пересчетов (при переходе от одной системы единиц к другой) необходимо, чтобы результаты измерений выражались в узаконенных единицах.
Единство измерений – состояние измерений, при котором их результаты выражены в узаконенных единицах и погрешности измерений известны с заданной вероятностью.
Средства измерений. Для проведения измерений требуются специальные технические средства. Под средствами измерений понимают технические средства, используемые при измерениях и имеющие нормированные метрологические свойства. По техническому назначению средства измерений подразделяются на меры, измерительные приборы, измерительные преобразователи, вспомогательные средства измерений, измерительные установки и измерительные системы.
Мера – средство измерений, предназначенное для воспроизведения физической величины заданного размера. Например, кварцевый генератор может являться мерой частоты электрических колебаний. Мера, воспроизводящая ряд одноименных величин различного размера, называется многозначной. Конденсатор постоянной емкости может выполнять роль однозначной меры, а конденсатор переменной емкости – многозначной. Часто используется набор мер – специально подобранный комплект мер, применяемых не только отдельно, но и в различных сочетаниях для воспроизведения ряда одноименных величин различного размера.
Измерительный прибор – средство измерений, предназначенное для выработки сигнала измерительной информации в форме, доступной для непосредственного восприятия наблюдателем. Измерительные приборы классифицируются по различным признакам. Например, измерительные приборы можно построить на основе аналоговой схемотехники или цифровой. Соответственно их делят на аналоговые и цифровые. Ряд приборов, выпускаемых промышленностью, допускают только отсчитывание показаний. Эти приборы называются показывающими. Измерительные приборы, в которых предусмотрена регистрация показаний, носят название регистрирующих.
Измерительный преобразователь – средство измерений, предназначенное для выработки сигнала измерительной информации в форме, удобной для передачи, дальнейшего преобразования, обработки и хранения, но не поддающейся непосредственному восприятию наблюдателем. Первичным называют преобразователь, являющийся первым в измерительной цепи, к нему непосредственно подводится измеряемая величина. Передающий измерительный преобразователь предназначен для дистанционной передачи сигнала измерительной информации, масштабный – для измерения величины в заданное число раз.
Вспомогательное средство измерений – средство измерения величин, влияющих на метрологические свойства другого средства измерения при его применении. Эти средства применяют для контроля за поддержанием значений влияющих величин в заданных пределах.
Измерительная установка – совокупность функционально объединенных средств измерений (мер, измерительных приборов, измерительных преобразователей) и вспомогательных устройств, предназначенная для выработки сигналов измерительной информации в форме, удобной для непосредственного восприятия наблюдателем, и расположенная в одном месте.
Измерительная система – совокупность средств измерений (мер, измерительных приборов, измерительных преобразователей) и вспомогательных устройств, соединенных между собой каналами связи, предназначенная для выработки сигналов измерительной информации в форме, удобной для автоматической обработки, передачи и использования в автоматических системах управления.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Концевые меры длины. Гладкие калибры. Шупы.
Цели урока:
Образовательная: обеспечить формирование знаний , ввести понятия концевых мер длины.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
1. Понятие и назначение концевых мер длины(КМД)
2. Классификация и назначение гладких калибров
3. Шупы и их назначение
Концевые меры длины используются для хранения и передачи единицы длины от эталона мерам и измерительным приборам.
В этом случае используют концевые меры по разрядам, т.е. образцовые, и от Государственного эталона длины идет многоступенчатая передача точности размера непосредственно до рабочих измерительных средств.
концевые меры применяют для настройки измерительных средств на измеряемый размер (установка на «нуль»).
Такую настройку производят, когда применяют метод сравнения с мерой (измерение калибров на вертикальном оптиметре).
концевые меры длины применяют для определения величины перемещения подвижных элементов станка и другой технической оснастки, настройки разметочного оборудования. Для этой области применения обычно изготавливают так называемые принадлежности к концевым мерам длины.
Калибрами называются бесшкальные контрольные инструменты, предназначенные для ограничения отклонений размеров, формы и взаимного расположения поверхностей изделий. При помощи калибров невозможно определить действительные отклонения размеров изделия, но их применение позволяет установить - находятся или нет отклонения размеров изделия в заданных пределах.
Разность двух предельных размеров
для данной детали получила название допуска. Один из этих размеров,
соответствующий максимуму материала детали, получил название проходного
предела, а другой, соответствующий минимуму - непроходного предела. Эти
названия отражают порядок использования калибров, для контроля указанных
пределов.
Заметим, что фактически проходной предел представляет собой размер, который
ранее проверялся нормальным калибром. Для контроля деталей по второму
предельному размеру был введен второй калибр. Вместе, с первым калибром,
обеспечивающим собираемость, получается пара калибров, соответствующая допуску
на деталь.
Введение понятия «допуск» внесло четкость и определенность в производство, обеспечило возможность объективной оценки качества деталей и ритмичность технологического процесса. Взаимоотношения изготовителя и потребителя получили прочную правовую основу, необходимо было лишь нормировать процедуру арбитражной проверки годности деталей, проверки того, что их размеры лежат в поле допуска.
Калибры служат не для определения
действительного размера деталей, а для рассортировки их на годные и две группы
брака (с которых снят не весь припуск и с которых
снят лишний припуск).
Иногда с помощью калибров детали сортируют на несколько групп годных для
последующей селективной сборки.
В зависимости от вида контролируемых изделий различают калибры для проверки гладких цилиндрических изделий (валов и отверстий), гладких конусов, цилиндрических наружных и внутренних резьб, конических резьб, линейных размеров, зубчатых (шлицевых) соединений, расположения отверстий, профилей и др.
Предельные калибры делятся на
проходные и непроходные.
При контроле годной детали проходной калибр (ПР) должен
входить в годное изделие, а непроходной (НЕ)входить
в годное изделие не должен. Изделие считается годным, если проходной калибр
входит, а непроходной - нет.
По технологическому назначению калибры делятся на рабочие калибры, используемые для контроля изделий в процессе изготовления и приемки готовых изделий работниками ОТК и контрольные калибры (контркалибры) для проверки рабочих калибров.
По числу контролируемых элементов различают комплексные калибры, контролирующие одновременно несколько элементов изделия (например, резьбовой проходной калибр) и простые (элементные) калибры, проверяющие один элемент (размер) изделия.
По характеру контакта с изделием различают калибры с поверхностным контактом (пробка), с линейным контактом (скоба) и точечным контактом (нутромер). Характер контакта имеет существенное влияние на результаты контроля при наличии отклонений формы изделия.
По конструктивным признакам различают калибры однопредельные с раздельным выполнением проходного и непроходного калибров, двухпредельные (односторонние и двухсторонние), представляющие конструктивное объединение проходного и непроходного калибров.
Приведенная краткая классификация калибров не является исчерпывающей, так как она охватывает только наиболее распространенные виды калибров и классифицирует их лишь по основным признакам.
К калибрам для проверки линейных
размеров можно отнести также щупы, которые представляют собой пластинки из
пружинной или закаленной стали с параллельными измерительными
плоскостями.
Щупы - одни из первых нормальных калибров, применяемых в машиностроении.
Их применяют для проверки величины зазора между поверхностями. Щупы не являются
измерительным инструментом, но удобны при сборке и настройке машин.
Изготовляют щупы с номинальными
размерами от 0,02 до 1 мм, длиной 50, 100 или 200
мм. В наборе бывает от 10 до 17 щупов. Набор щупов соединен с одной стороны.
В наборе щупы используют как отдельно, так и в различных сочетаниях для
образования нужного размера. Отклонения по толщине щупов допускаются
только в плюс. Проверку щупов производят с помощью измерительной головки не
менее чем в шести точках на каждой пластинке.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Универсальные и специальные средства измерения
Цели урока:
Образовательная: обеспечить формирование знаний , ввести понятия универсальных и специальных средств измерений, ознакомится с видами измерений.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
1. Виды измерений
2. Методы измерений
3. Средства измерений
4. Выбор средств измерения линейных величин.
5. Погрешность инструмента
Принято различать несколько видов измерений. Их классификация осуществляется на основе характера зависимости измеряемой величины от времени, условий, определяющих точность результата измерений, и способов выражения этих-результатов.
По характеру зависимости измеряемой величины от времени измерения делятся на статические и динамические. Статические измерения соответствуют случаю, когда измеряемая величина остается постоянной, динамические измерения – когда измеряемая величина изменяется.
По способам получения результатов различают прямые, косвенные, совокупные и совместные измерения.
Прямые измерения – искомое значение величины находят непосредственно из опытных данных. При этом измеряемую величину сравнивают с мерой измерительными приборами, градуированными в требуемых единицах. В качестве примера можно привести измерение напряжения вольтметром.
Косвенные измерения – искомое значение величины находят на основании известной зависимости между этой величиной и величинами, подвергаемыми прямым измерениям. Косвенные измерения широко распространены в тех случаях, когда искомую величину невозможно, или сложно измерить непосредственно или когда прямое измерение дает менее точный результат. Например, затухание, вносимое четырехполюсником, обычно вычисляют по измеренным значениям входного и выходного напряжений.
При совокупных измерениях одновременно измеряют несколько одноименных величин и искомые значения величин находят, решая систему уравнений, получаемых при прямых измерениях различных сочетаний этих величин.
Совместные измерения – производимые одновременно измерения двух, или нескольких одноименных величин для нахождения зависимости между ними.
По способу выражения результатов измерений принято различать абсолютные измерения и относительные измерения.
Абсолютное измерение основано на прямых измерениях одной или нескольких основных величия и (или) использовании значений физических констант. Примером абсолютного измерения является измерение силы тока в амперах.
Относительным измерением называют измерение отношения величины к одноименной величине, играющей роль единицы, или изменения величины по отношению к одноименной величине, принимаемой за исходную. Примером относительного измерения является измерение коэффициента отражения в линии.
Измерения классифицируются также по используемому методу измерения – совокупности приемов использования принципов и средств измерений. Различают следующие методы измерений.
Метод непосредственной оценки, в котором значение величины определяют непосредственно по отсчетному устройству измерительного прибора прямого действия.
Метод сравнения с мерой, в котором измеряемую величину сравнивают с величиной, воспроизводимой мерой. Этот метод имеет следующие модификации:
· метод противопоставления, когда измеряемая величина и величина, воспроизводимая мерой, одновременно воздействуют на прибор сравнения, с помощью которого устанавливается соотношение между этими величинами;
· дифференциальный метод, когда на измерительный прибор воздействует разность измеряемой величины и известной величины, воспроизводимой мерой;
· нулевой метод, когда результирующий эффект воздействия величин на прибор сравнения доводят до нуля;
· метод замещения, когда измеряемую величину замещают известной величиной, воспроизводимой мерой;
· метод совпадений, когда разность между измеряемой величиной и величиной, воспроизводимой, мерой, измеряют, используя совпадение отметок шкал или периодических сигналов.
Основными характеристиками измерений являются: принцип измерений, метод измерений, погрешность, точность, правильность и достоверность измерений.
Принцип измерений – физическое явление или совокупность физических явлений, положенных в основу измерений. Например, измерение мощности с использованием термоэлектрического эффекта.
Погрешность измерений – отклонение результата измерения от истинного значения измеряемой величины.
Истинное значение физической величины идеальным образом отражало бы в качественном и количественном отношениях соответствующие свойства объекта, но оно остается неизвестным, поэтому с помощью измерений находят так называемое действительное значение, настолько приближающееся к истинному, что для данной цели может быть использовано вместо него.
Точность измерения – качество измерений, отражающее близость их результатов к истинному значению измеряемой величины.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Понятие стандартизации и стандарта
Цели урока:
Образовательная: обеспечить формирование знаний , ввести понятия стандартизации и стандарта.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
1. Разновидности стандартизации
2. Цели, задачи и принципы стандартизации
3. Основные термины и определения в области стандартизации
Стандартизация — установление и применение правил с целью упорядочения деятельности при участии всех заинтересованных сторон. Стандартизация должна обеспечить возможно полное удовлетворение интересов производителя и потребителя, повышение производительности труда, экономное расходование материалов, энергии, рабочего времени и гарантировать безопасность при производстве и эксплуатации.
Действующая система стандартизации позволяет разрабатывать и поддерживать в актуальном состоянии:
· единый технический язык;
· унифицированные ряды важнейших технических характеристик продукции (допуски и посадки, напряжения, частоты и др.);
· типоразмерные ряды и типовые конструкции изделий общемашиностроительного применения (подшипники, крепеж, режущий инструмент и др.);
· систему классификаторов технико-экономической информации;
-достоверные справочные данные о свойствах материалов и веществ.
Объектами стандартизации могут быть продукция, услуги и процессы, имеющие перспективу многократного воспроизведения и (или) использования (рисунок 1)
Непосредственным результатом стандартизации является прежде всего нормативный документ (НД). Применение НД — способ упорядочения в определенной области, поэтому нормативный документ — средство стандартизации.
Основными задачами стандартизации являются:
· - обеспечение взаимопонимания между разработчиками, изготовителями, продавцами и потребителями (заказчиками);
· - установление оптимальных требований к номенклатуре и качеству продукции в интересах потребителя и государства, в том числе, обеспечивающих ее безопасность для окружающей среды, жизни, здоровья и имущества;
· - установление требований по совместимости (конструктивной, электрической, электромагнитной, информационной, программной и др.), а также взаимозаменяемости продукции;
· - согласование и увязка показателей и характеристик продукции, ее элементов, комплектующих изделий, сырья и материалов;
· - унификация на основе установления и применения параметрических и типоразмерных рядов, базовых конструкций, конструктивно-унифицированных блочно-модульных составных частей изделий;
· - установление метрологических норм, правил, положений и требований;
· - нормативно-техническое обеспечение контроля (испытаний, анализа, измерений), сертификации и оценки качества продукции;
· - установление требований к технологическим процессам, в том числе для снижения материалоемкости, энергоемкости и трудоемкости, для обеспечения применения малоотходных технологий;
· - создание и ведение систем классификации и кодирования технико-экономической информации;
· - нормативное обеспечение межгосударственных и государственных социально-экономических и научно-технических программ (проектов) и инфраструктурных комплексов (транспорт, связь, оборона, охрана окружающей среды, контроль среды обитания, безопасность населения и т.д.);
· - создание системы каталогизации для обеспечения потребителей информацией о номенклатуре и основных показателях продукции;
· - содействие выполнению законодательства Российской Федерации методами и средствами стандартизации.
Цель стандартизации – достижение оптимальной степени упорядочения в той или иной области посредством широкого и многократного использования установленных положений, требований, норм, для решения реально существующих, планируемы или потенциальных задач.
Цели стандартизации можно подразделить на общие и более узкие, касающиеся обеспечения соответствия. Общие цели вытекают, прежде всего, из содержания понятия. Конкретизация общих целей для российской стандартизации связана с выполнением тех требований стандартов, которые являются обязательными. К ним относятся разработка норм, требований, правил, обеспечивающих:
- безопасность продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества;
- техническую и информационную совместимость, а также взаимозаменяемость продукции;
- качество продукции, работ и услуг в соответствии с уровнем научно-технического прогресса;
- единство измерений;
- экономию всех видов ресурсов;
- безопасность хозяйственных объектов с учетом риска возникновения природных и техногенных катастроф и других чрезвычайных ситуаций;
- обороноспособность и мобилизационную готовность страны.
Конкретные цели стандартизации относятся к определенной области деятельности, отрасли производства товаров и услуг, тому или другому виду продукции, предприятию и т.п.
Принципы стандартизации отражают основные закономерности процесса разработки стандартов, обосновывают ее необходимость в управлении народным хозяйством, определяют условия эффективной реализации и тенденции развития. Выделяют семь важнейших принципов стандартизации:
1. Сбалансированность интересов сторон, разрабатывающих, изготавливающих, предоставляющих и потребляющих продукцию (услугу). Участники работ по стандартизации, исходя из возможностей изготовителя продукции и исполнителя услуги, с одной стороны, и требований потребителя – с другой, должны прийти к согласию, т.е. отсутствию возражений по существенным вопросам у большинства заинтересованных сторон.
2. Системность и комплексность стандартизации. Системность – это рассмотрение каждого объекта как части более сложной системы. Комплексность предполагает совместимость всех элементов сложной системы.
3. Динамичность и опережающее развитие стандарта. Динамичность обеспечивается периодической проверкой стандартов, внесением в них изменений, отменой НД. Для того чтобы вновь создаваемый стандарт был меньше подвержен моральному старению, он должен опережать развитие общества. Опережающее развитие обеспечивается внесением в стандарт перспективных требований к номенклатуре продукции, показателям качества, методам контроля и т.д. опережающее развитие также обеспечивается путем учета на этапе разработки НД международных и региональных стандартов, прогрессивных национальных стандартов других стран.
4. Эффективность стандартизации. Применение НД должно давать экономический или социальный эффект. Непосредственный экономический эффект дают стандарты, ведущие к экономии ресурсов, повышению надежности, технической и информационной совместимости. Стандарты, направленные на обеспечение безопасности жизни и здоровья людей, окружающей среды, обеспечивают социальный эффект.
5. Приоритетность разработки стандартов, способствующих обеспечению безопасности, совместимости и взаимозаменяемости продукции (услуг). Эта цель достигается путем обеспечения соответствия требованиям стандартов, номам законодательства и реализуется путем регламентации и соблюдения обязательных требований государственных стандартов. Важное требование к стандарту – пригодность его для целей сертификации. Стандарты, содержащие четко выделенные по тексту обязательные требования и методы их объективной проверки, являются «обязательными стандартами» и отвечают указанному требованию.
6. Принцип гармонизации. Он предусматривает разработку гармонизированных стандартов. Обеспечение идентичности документов, относящихся к одному и тому же объекту, но принятых как организациями по стандартизации в нашей стране, так и международными (региональными) организациями, позволяют разработать стандарты, которые не создают препятствий в международной торговле.
7. Четкость формулировок положений стандарта. Возможность двусмысленного толкования нормы свидетельствует о серьезном дефекте НД.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Общая характеристика системы стандартизации
Цели урока:
Образовательная: обеспечить формирование знаний , ввести понятие системы стандартизации.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
Государственное управление стандартизацией в РФ осуществляет Федеральное агентство по техническому регулированию и метрологии – Росстандарт, которое решает следующие вопросы в области стандартизации:
● проводит работу с национальными стандартами (принимает программу разработки, организует экспертизу проектов, утверждает стандарты, организует их опубликование, утверждает изображение знака соответствия национальным стандартам).
● представляет РФ в международных организациях по стандартизации, участвует в разработке международных стандартов и обеспечивает учет интересов РФ.
● создает технические комитеты (ТК) по стандартизации и координирует их деятельность.
● обеспечивает соответствие национальной системы стандартизации интересам национальной экономики, состоянию материальной базы и техническому прогрессу.
Росстандарт осуществляет свои функции в области стандартизации через службы и органы стандартизации.
Службы стандартизации РФ:
· Технические комитеты. Создают для осуществления работ по: стандартизации определенных видов продукции, технологии или видам деятельности, международной (региональной) стандартизации;
· Научно-исследовательские институты (ВНИИ стандарт; ВНИИ сертификации – ВНИИС; ВНИИ по нормализации – ВНИИМАШ и т.д. – 20 институтов);
· службы стандартизации государственных органов управления;
· службы стандартизации предприятий.
Органы Росстандарта,осуществляющие работы по стандартизации:
ЦСМ – территориальные центры стандартизации, метрологии и сертификации.
· Государственный контроль и надзор проводится в целях предупреждения, выявления и пресечения нарушений обязательных требований в области стандартизации, подтверждения соответствия (сертификации), качества и безопасности продукции (товаров), работ и услуг.
Государственный контроль и надзор проводится:
- у юридических лиц и индивидуальных предпринимателей, осуществляющих разработку, изготовление, реализацию (поставку, продажу), использование (эксплуатацию), транспортирование, хранение и утилизацию продукции; выполняющих работы и оказывающих услуги;
- в органах по сертификации, осуществляющих деятельность по подтверждению соответствия;
- в испытательных лабораториях (центрах), осуществляющих испытания продукции, работ и услуг для целей подтверждения соответствия.
По содержанию контроль и надзор идентичны. Различие заключается в полномочиях субъектов, их осуществляющих. В отличие от контроля надзор осуществляется в отношении объектов, не находящихся в ведомственном подчинении органам, которые его осуществляют. Например, должностные лица Госстандарта могут осуществлять в пределах своей компетенции надзор на любом промышленном предприятии или предприятии сферы услуг.
Это же касается других государственных органов, которым дано право административного надзора в определенной области деятельности, — комитетов, федеральных служб, инспекций в области экологии, противопожарной безопасности, охраны труда, лекарственных веществ, санитарно-эпидемиологического благополучия населения, горного дела и промышленности, воздушных, морских и речных судов, архитектуры и строительства, торговли, ветеринарии и др.
В современных условиях государственный контроль приобретает социально-экономическую ориентацию, поскольку основные его усилия направлены на проверку строгого соблюдения всеми хозяйственными субъектами обязательных норм и правил, обеспечивающих интересы и права потребителя, защиту здоровья и имущества людей и среды обитания.
Одной из его основных задач следует считать предупреждение
и пресечение нарушений обязательных требований государственных стандартов,
правил обязательной сертификации.
Правовой основой Государственного контроля и надзора за соблюдением требований
государственных стандартов (далее — Госнадзор) являются законы Российской
Федерации: «О техническом регулировании», «Об обеспечении единства измерений»,
«О защите прав потребителей», «О защите прав юридических лиц и индивидуальных
предпринимателей при проведении государственного контроля и надзора»
Работа технического комитета начинается со сбора заявок на разработку стандарта. Заявителями могут быть государственные органы и организации, общественные объединения, научно-технические общества, предприятия, фирмы, предприниматели, которые направляют заявки в ТК согласно закрепленным за ними объектам стандартизации.
В заявке обязательно должна быть обоснована необходимость разработки нормативного документа, не исключено также приложение к ней уже разработанного заявителем проекта стандарта.
На основании заявок Госстандарт РФ (Госстрой РФ) формирует годовой план государственной стандартизации России.
Дальнейшая работа проводится на основе договоров на разработку стандарта между заявителем и соответствующим ТК и включает следующие этапы: составление технического задания (организацией-разработчиком или ТК), разработку проекта стандарта, представление окончательного варианта проекта в Госстандарт РФ (Госстрой РФ) для принятия, обновление стандарта, пересмотр и отмену стандарта.
Рассмотрим содержание этапов разработки государственного стандарта.
В техническом задании определяют: сроки выполнения каждой стадии, включаемой в содержание работы в целом; содержание и структуру будущего стандарта и перечень требований к объекту стандартизации; список заинтересованных потенциальных потребителей этого стандарта (государственные органы, предприятия, фирмы и т.п.).
Разработке проекта стандарта предшествует организационная работа, которую должен проделать ТК. Это связано с четким размещением заданий в подкомитеты и рабочие группы сообразно объектам стандартизации. Кроме того, на этой стадии ТК стремится более определенно обозначить организации, от которых целесообразно получить отзыв на проект стандарта. Для этого краткая информация о разрабатываемых нормативных документах публикуется в специализированном издании Госстандарта РФ (или Госстроя РФ), чтобы заинтересованные стороны могли заявить о своих намерениях.
Разработка проекта проходит две стадии. Вначале создается первая редакция. Основные требования к первой редакции касаются соответствия проекта законодательству России, международным правилам и нормам, а также национальным стандартам зарубежных стран при условии прогрессивности этих документов и более высокого научно-технического уровня. Важный момент на этой стадии — определение патентной чистоты объекта стандартизации, для чего необходимы соответствующие исследования и надлежащее информационное обеспечение.
Проект в первой редакции, составленный подкомитетом и рабочей группой, члены ТК должны рассмотреть либо на специальном заседании, либо путем переписки, чтобы удостовериться в его соответствии условиям договора на разработку стандарта, требованиям российского законодательства и положениям Государственной системы стандартизации. После этого проект рассылается на отзыв заказчикам стандарта и выявленным ранее заинтересованным организациям.
Вторая стадия разработки заключается в анализе полученных отзывов, составлении окончательной редакции проекта нормативного документа и подготовке его к принятию. Окончательная редакция должна быть рассмотрена членами ТК, органами государственного контроля и надзора за соблюдением обязательных требований стандарта, научно-исследовательскими институтами Госстандарта (Госстроя). Если с окончательной редакцией проекта согласны не менее двух третей членов ТК, то документ считается одобренным и рекомендуется для принятия. Проект стандарта должен быть направлен в Госстандарт РФ (Госстрой РФ), а также и заказчику нормативного документа.
Все нормативные документы по стандартизации в РФ установлены законом РФ о стандартизации, принятом в 1993 г.
1-й документ: ГОСТ Р - основополагающий государственный стандарт РФ. Он охватывает все виды работ и услуг, носящие межотраслевой общегосударственный характер. (ГОСТ на все виды крепежа, общие требования к черным металлам)
2-й: Международные и региональные стандарты и ТУ действуют в РФ только те, которые признаны гос. стандартом РФ и разрешены к применению в пределах РФ или совместными протоколами или межправительственными договорами.
3-й: Общероссийские классификаторы, техника экономической информации (техника экономической информации)
4-й: Стандарты отраслей промышленности (ОСТ 2.ГО.0511-78 - на гидронасосы). Разработанные ОСТ, регламентируя качество отраслевой продукции, не должны противоречить гос. стандартам.
5-й: Стандарты предприятия (СТП). СТП разрабатывается или на конкретную продукцию, или на какой-то показатель качества продукции, или на ограничение применяемой номенклатуры и сортамента
6-й: ТУ - разрабатываются предприятием в том случае, если разработка стандарта экономически не целесообразна.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Основные понятия о допусках и посадках
Цели урока:
Образовательная: обеспечить формирование знаний , ввести понятия о допусках и посадках.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
1.Классификация соединений
2. Основные определения
3. Поле допуска
Допуск характеризует точность изготовления детали. Чем меньше допуск, тем труднее обрабатывать деталь, так как повышается требование к точности станка, инструмента, приспособлений, квалификации рабочего. Неоправданно больший допуск снижает надежность и качество работы изделия.
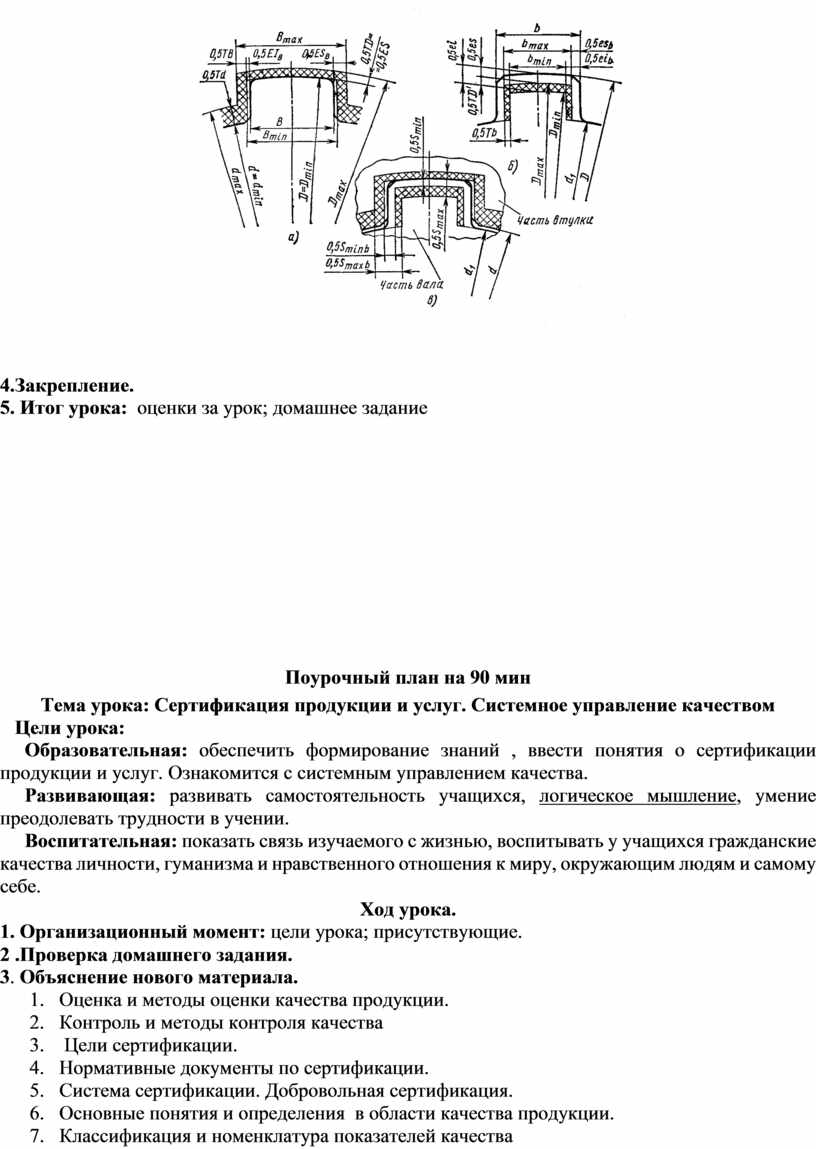
Зону (поля), ограниченную верхним и нижним отклонениями, называют полем допуска. Оно определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключают между линиями, соответствующими верхнему и нижнему отклонениям нулевой линии.
Для тел вращения допуск относительно оси распределяется на две половины по Td/2. расположены симметрично. Для наглядности и упрощения схем расположения полей допусков, принято одностороннее их изображение. Поле допуска характеризует не только величину допуска, но и расположение его относительно номинального размера или нулевой линии. Поле допуска может быть расположено выше, ниже, симметрично, односторонне и асимметрично относительно нулевой линии. На чертежах деталей над размерной линией после номинального размера принято указывать верхнее и нижнее отклонение в миллиметрах с их знаками. Для наглядности строят схемы расположения поля допуска вала или отверстия относительно нулевой линии; при этом верхние и нижние отклонения откладывают в микрометрах, а не в миллиметрах.
При нанесения размеров с верхним и нижним отклонением на чертежах следует соблюдать определенные правила:
- верхнее или нижнее отклонения, равные нулю, не указываются.
- в случае симметричного расположения поля допуска относительно нулевой линии, т.е. когда верхнее отклонение равно по абсолютной величине нижнему отклонению, но противоположно по знаку, их значение указывают после знака ± цифрами, равными по высоте цифрам номинального размера;
- верхнее и нижнее отклонения записывают в две строки, причем верхнее отклонение располагают над нижним; высота цифр отклонения примерно вдвое меньше цифр номинального размера;
- количество знаков в верхним и
нижнем отклонениях выравнивают, при необходимости для сохранения одинокого
числа знаков справа дописывают нули, например ![]() .
.
Характер соединения детали, определяемый величиной получающихся в нем зазоров или натягов, называется посадкой. Различают посадки трех тиков: с зазором, с натягом и переходные.
Зазор S – разность размеров отверстия и вала до сборки, если размер отверстия больше отверстия вала. Посадка с зазором - посадка, при которой обеспечивается зазор в соединении и поле допуска отверстия расположено над полем допуска вала. Эту посадку характеризует наименьший Smin и наибольший Smax зазоры; Smin в соединении отверстия с валом образуется, если в отверстии с наименьшим предельным размером Dmin, будет установлен вал с наибольшим предельным размером dmax, а Smax – при наибольшем предельном размере отверстия Dmax и наименьшим предельном размере вала dmin.
Натяг N – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. Посадка с натягом – посадка, при которой обеспечивается натяг в соединении, а поле допуска отверстия расположено под полем допуска вала. Для посадки с натягом важное значения имеют наименьший Nminи наибольший Nmax натяги. Nminимеет место в соединении, если в отверстии с наибольшим предельным размером Dmax будет запрессован вал наименьшего предельного размера dmin, а Nmax– при наименьшим предельном размере отверстия Dmin и наибольшим предельном размере вала dmax.
Переходная посадка – посадка, при которой возможно получения как зазора, так и натяга. В том случае поля допусков отверстия и вала перекрываются частично или полностью.
Вследствие неизбежного колебания размеров вала и отверстия от наибольшего до наименьшего значений возникает колебание зазоров и натягов при сборку деталей. Наибольшие зазоры и наименьшие зазоры и натяги рассчитываются по формулам. Чем меньше колебание зазоров или натягов, тем выше точность посадки.
Допуск посадки – разность между наибольшим наименьшим зазорами или сумма допусков отверстия и вала, составляющих соединения.
Вал и отверстие, образующие посадку, имеют один и тот же номинальный размер и различаются верхними и нижними отклонениями; поэтому на чертежах над размерной линией, посадку обозначают после номинального размера дробью, в числители которой записывают предельные отклонения для отверстия, а в знаменателе – аналогичные данные для вала.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Общие сведения о поверхностях
Цели урока:
Образовательная: обеспечить формирование знаний , ввести понятия о поверхностях.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
Поверхность – это геометрическое место линии, движущейся в пространстве по определённому закону. Эту линию называют образующей. Она может быть прямой, тогда образованную ей поверхность относят к классу линейчатых. Если образующая – кривая линия, поверхность считают нелинейчатой. Линию, по которой перемещают образующую, называют направляющей. В качестве последней иногда используют след поверхности.
Определителем поверхности называют совокупность условий, задающих поверхность в пространстве.
Поверхность считают заданной, если можно построить проекции любой её образующей. Одну и ту же поверхность можно образовать движением различных линий. Например, сфера образуется вращением окружности вокруг её диаметра.
Рассматриваемые ниже поверхности классифицированы следующим образом.
I. Поверхности вращения линейчатые.
1. Конус.
2. Цилиндр.
3. Однополостный гиперболоид.
II. Поверхности вращения нелинейчатые.
1. Шар.
2. Тор (круговой, параболический, эллиптический).
3. Эллипсоид (вытянутый и сжатый).
4. Двуполостный гиперболоид.
5. Параболоид.
6. Поверхность вращения общего вида.
III. Поверхности с плоскостью параллелизма.
1. Цилиндроид.
2. Коноид (геликоид).
3. Гиперболическийпараболоид.
IV. Поверхности, задаваемые каркасом.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Выбор и назначение и область применения переходных посадок
Цели урока:
Образовательная: обеспечить формирование знаний , ознакомится с областью применения и назначением переходных посадок.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
Назначение и область применения переходных посадок
Переходные посадки предназначены для неподвижных, но разъемных соединений деталей и обеспечивают хорошее центрирование соединяемых деталей. При выборе переходных посадок необходимо учитывать, что для них характерно получение, как натягов, так и зазоров. Натяги и зазоры, получающиеся в переходных посадках, имеют относительно малую величину. При наличии сдвигающих усилий, крутящих моментов, переходные посадки применяют с дополнительным креплением соединяемых деталей шпонками, штифтами, винтами.
Системой допусков и посадок среди рекомендуемых и предпочтительных предусмотрены посадки в системе вала и системе отверстия в квалитетах 4…8, образованых основными отклонениями JS(js), K(k), M(m), N(n).
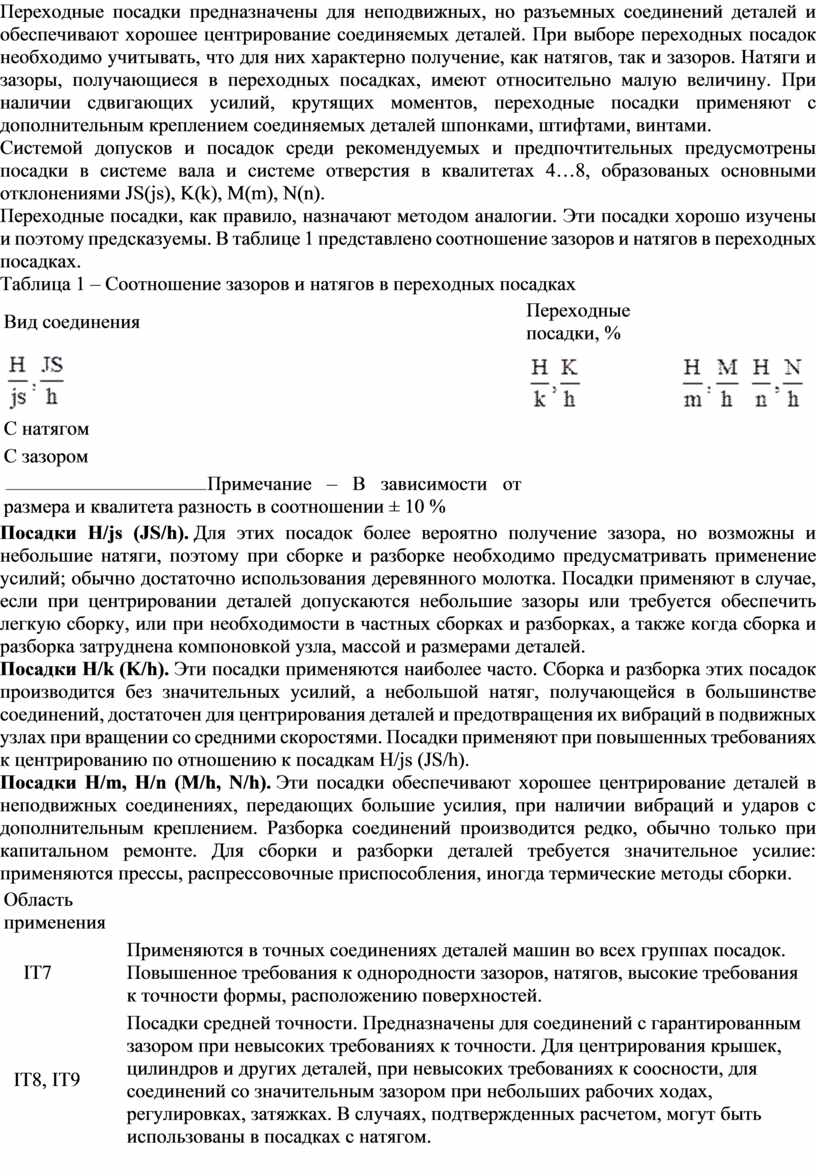
Переходные посадки, как правило, назначают методом аналогии. Эти посадки хорошо изучены и поэтому предсказуемы. В таблице 1 представлено соотношение зазоров и натягов в переходных посадках.
Таблица 1 – Соотношение зазоров и натягов в переходных посадках
|
Вид соединения |
Переходные посадки, % |
|||
|
|
|
|
|
|
|
С натягом |
|
|
|
|
|
С зазором |
|
|
|
|
|
|
|
|
|
|
Посадки H/js (JS/h). Для этих посадок более вероятно получение зазора, но возможны и небольшие натяги, поэтому при сборке и разборке необходимо предусматривать применение усилий; обычно достаточно использования деревянного молотка. Посадки применяют в случае, если при центрировании деталей допускаются небольшие зазоры или требуется обеспечить легкую сборку, или при необходимости в частных сборках и разборках, а также когда сборка и разборка затруднена компоновкой узла, массой и размерами деталей.
Посадки H/k (K/h). Эти посадки применяются наиболее часто. Сборка и разборка этих посадок производится без значительных усилий, а небольшой натяг, получающейся в большинстве соединений, достаточен для центрирования деталей и предотвращения их вибраций в подвижных узлах при вращении со средними скоростями. Посадки применяют при повышенных требованиях к центрированию по отношению к посадкам H/js (JS/h).
Посадки H/m, H/n (M/h, N/h). Эти посадки обеспечивают хорошее центрирование деталей в неподвижных соединениях, передающих большие усилия, при наличии вибраций и ударов с дополнительным креплением. Разборка соединений производится редко, обычно только при капитальном ремонте. Для сборки и разборки деталей требуется значительное усилие: применяются прессы, распрессовочные приспособления, иногда термические методы сборки.
|
Область применения |
|
|
IT7 |
Применяются в точных соединениях деталей машин во всех группах посадок. Повышенное требования к однородности зазоров, натягов, высокие требования к точности формы, расположению поверхностей. |
|
IT8, IT9 |
Посадки средней точности. Предназначены для соединений с гарантированным зазором при невысоких требованиях к точности. Для центрирования крышек, цилиндров и других деталей, при невысоких требованиях к соосности, для соединений со значительным зазором при небольших рабочих ходах, регулировках, затяжках. В случаях, подтвержденных расчетом, могут быть использованы в посадках с натягом. |
|
IT10 |
При пониженных требованиях к точности соединения и однородности зазоров (например: крышки, фланцы, штампованные детали, холостые шкивы на валах, сальники, поршни в цилиндрах компрессоров). |
|
|
Точность конструкций малой точности. |
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Основные понятия о подшипниках
Цели урока:
Образовательная: обеспечить формирование знаний , ввести понятие подшипника.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
1. Классы точности подшипников.
2. Зазоры в подшипниках
3. Виды нагружения колец и степень подвижности колец подшипников в зависимости от характера их нагружения
4. Выбор и назначение посадок для колец подшипников
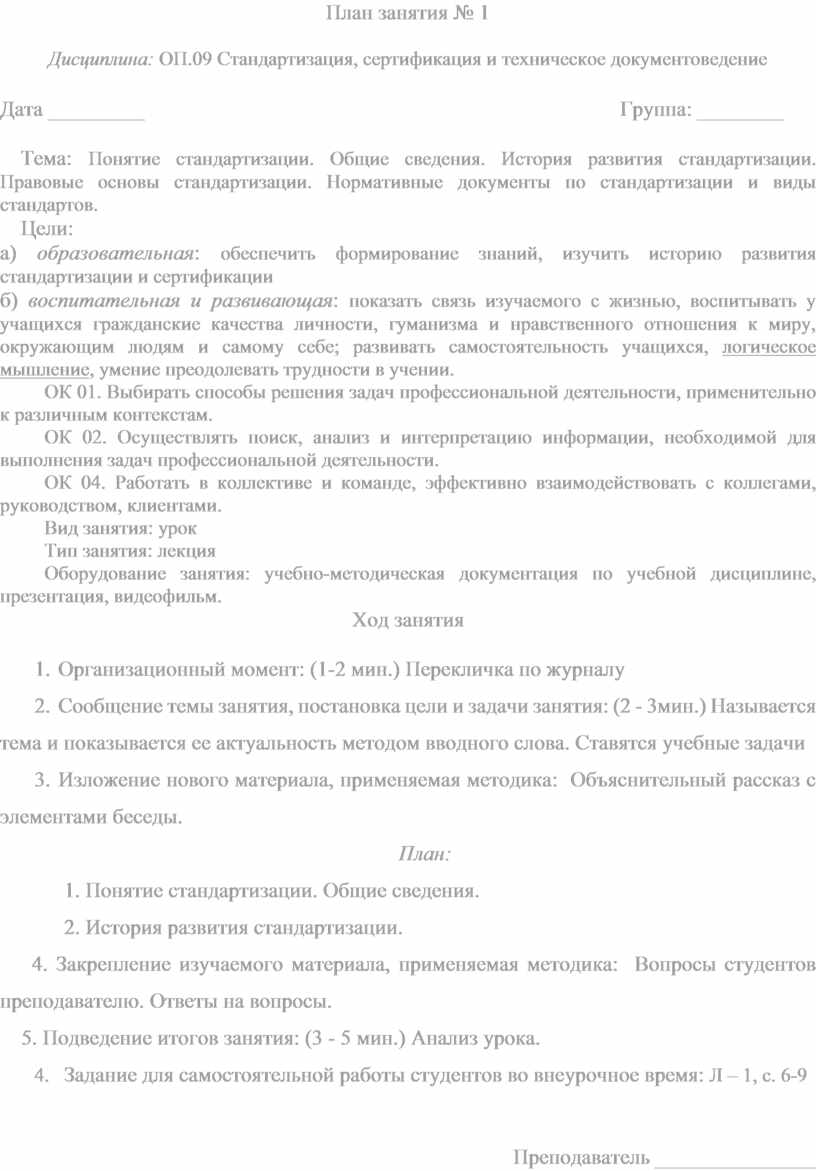
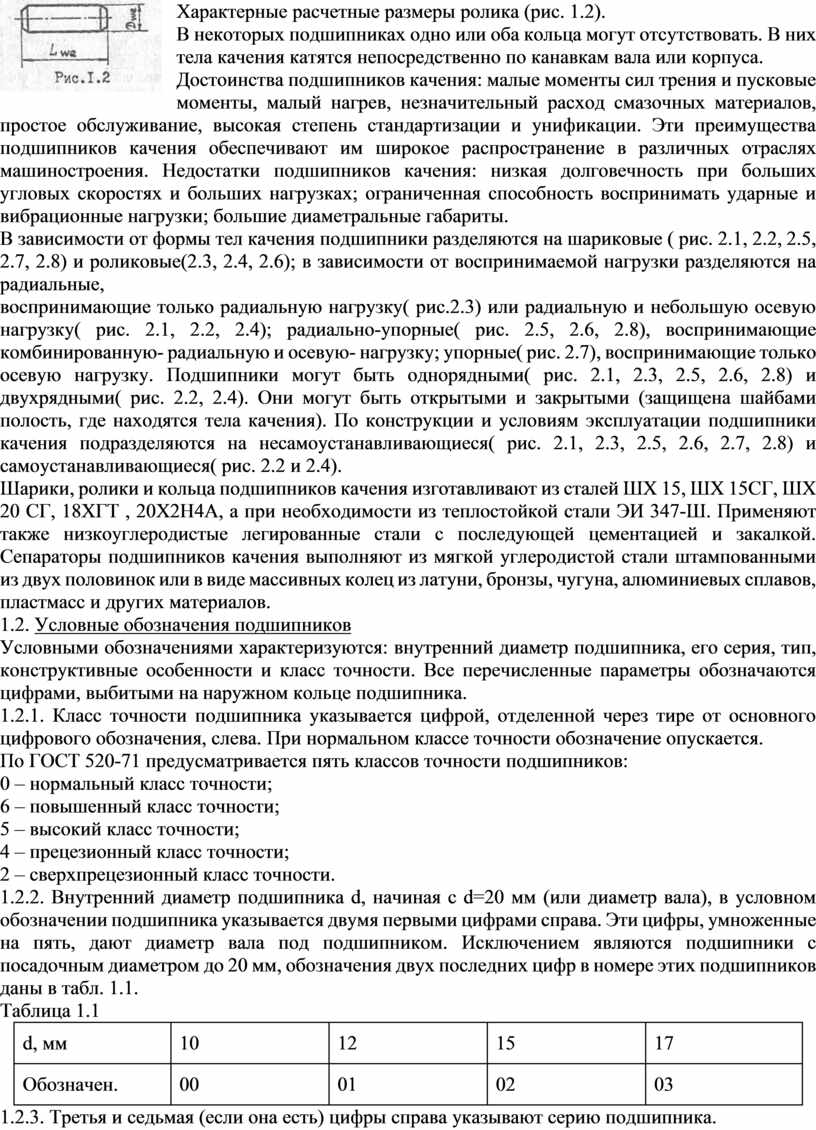
1.1. Подшипники качения – это опоры вращающихся или качающихся деталей, использующие элементы качения (шарики или ролики) и работающие на основе трения качения.
П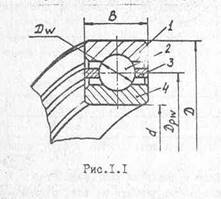 одшипники качения (рис. 1.1) состоят из следующих деталей:
наружного 1 и внутреннего 4 колец с дорожками качения, тел качения 2 (шариков
или роликов), сепаратора 3, разделяющего и направляющего тела качения.
одшипники качения (рис. 1.1) состоят из следующих деталей:
наружного 1 и внутреннего 4 колец с дорожками качения, тел качения 2 (шариков
или роликов), сепаратора 3, разделяющего и направляющего тела качения.
Х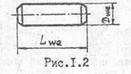 арактерные расчетные размеры ролика (рис. 1.2).
арактерные расчетные размеры ролика (рис. 1.2).
В некоторых подшипниках одно или оба кольца могут отсутствовать. В них тела качения катятся непосредственно по канавкам вала или корпуса.
Достоинства подшипников качения: малые моменты сил трения и пусковые моменты, малый нагрев, незначительный расход смазочных материалов, простое обслуживание, высокая степень стандартизации и унификации. Эти преимущества подшипников качения обеспечивают им широкое распространение в различных отраслях машиностроения. Недостатки подшипников качения: низкая долговечность при больших угловых скоростях и больших нагрузках; ограниченная способность воспринимать ударные и вибрационные нагрузки; большие диаметральные габариты.
В зависимости от формы тел качения подшипники разделяются на шариковые ( рис. 2.1, 2.2, 2.5, 2.7, 2.8) и роликовые(2.3, 2.4, 2.6); в зависимости от воспринимаемой нагрузки разделяются на радиальные,
воспринимающие только радиальную нагрузку( рис.2.3) или радиальную и небольшую осевую нагрузку( рис. 2.1, 2.2, 2.4); радиально-упорные( рис. 2.5, 2.6, 2.8), воспринимающие комбинированную- радиальную и осевую- нагрузку; упорные( рис. 2.7), воспринимающие только осевую нагрузку. Подшипники могут быть однорядными( рис. 2.1, 2.3, 2.5, 2.6, 2.8) и двухрядными( рис. 2.2, 2.4). Они могут быть открытыми и закрытыми (защищена шайбами полость, где находятся тела качения). По конструкции и условиям эксплуатации подшипники качения подразделяются на несамоустанавливающиеся( рис. 2.1, 2.3, 2.5, 2.6, 2.7, 2.8) и самоустанавливающиеся( рис. 2.2 и 2.4).
Шарики, ролики и кольца подшипников качения изготавливают из сталей ШХ 15, ШХ 15СГ, ШХ 20 СГ, 18ХГТ , 20Х2Н4А, а при необходимости из теплостойкой стали ЭИ 347-Ш. Применяют также низкоуглеродистые легированные стали с последующей цементацией и закалкой. Сепараторы подшипников качения выполняют из мягкой углеродистой стали штампованными из двух половинок или в виде массивных колец из латуни, бронзы, чугуна, алюминиевых сплавов, пластмасс и других материалов.
1.2. Условные обозначения подшипников
Условными обозначениями характеризуются: внутренний диаметр подшипника, его серия, тип, конструктивные особенности и класс точности. Все перечисленные параметры обозначаются цифрами, выбитыми на наружном кольце подшипника.
1.2.1. Класс точности подшипника указывается цифрой, отделенной через тире от основного цифрового обозначения, слева. При нормальном классе точности обозначение опускается.
По ГОСТ 520-71 предусматривается пять классов точности подшипников:
0 – нормальный класс точности;
6 – повышенный класс точности;
5 – высокий класс точности;
4 – прецезионный класс точности;
2 – сверхпрецезионный класс точности.
1.2.2. Внутренний диаметр подшипника d, начиная с d=20 мм (или диаметр вала), в условном обозначении подшипника указывается двумя первыми цифрами справа. Эти цифры, умноженные на пять, дают диаметр вала под подшипником. Исключением являются подшипники с посадочным диаметром до 20 мм, обозначения двух последних цифр в номере этих подшипников даны в табл. 1.1.
Таблица 1.1
|
d, мм |
10 |
12 |
15 |
17 |
|
Обозначен. |
00 |
01 |
02 |
03 |
1.2.3. Третья и седьмая (если она есть) цифры справа указывают серию подшипника.
Подшипники качения выпускают нескольких разновидностей (серий), имеющих одинаковый посадочный диаметр на вал, отличающихся остальными размерами, нагрузочной способностью, массой и предельной частотой вращения.
Обозначения: 1 – особолегкая серия, 2 – легкая серия, 3 – средняя серия, 4 – тяжелая серия и т. д.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Основные понятия о допусках и посадках резьбовых, шпоночных и шлицевых соединений
Цели урока:
Образовательная: обеспечить формирование знаний , ввести понятия о допусках и посадках резьбовых, шпоночных и шлицевых соединений.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
1. Квалификация резьб и их применение.
2. Крепежые резьбы и их основные параметры
3. Обозначение требований к точности резьб на рабочих и сборочных чертежах.
4.Применение шлицевых соединений. 5.Понятие о центрировании.
6.Допуски и посадки. Обозначение посадок шлицевых соединений на чертеже.
7. Применение шпоночных соединений.
8. Основные параметры призматических и сегментных шпонок. Допуски шпоночных соединений и их обозначение на чертежах.
Шпоночные и шлицевые соединения в основном служат для передачи вращающихся моментов между валами и посаженными на них полумуфтами, зубчатыми колесами, рукоятками управления и другими деталями (втулки – охватывающей детали).
Независимо от характера соединения шпонки и шлицы должны обеспечивать хорошее центрирование и исключать относительное проворачивание соединённых деталей, поэтому боковые зазоры у шпонок и шлицев нежелательны.
Получить шпоночные и шлицевые соединения с идеальным центрированием и без зазоров по боковым сторонам шпонок и шлицев практически не возможно и не всегда требуется по условиям работы.
Различают соединения призматическими и сегментами шпонками.
Для обеспечения сборки и создания, неподвижных или подвижных соединений валов и втулок одна и та же шпонка боковыми гранями (по ширине) часто сопрягается с пазами вала по разным посадкам. Требуемые посадки получают, изменяя поля допусков, пазов при неизменном поле допуска шпонки. По ширине шпоночных соединений применяют посадки в системе вала.
Стандартами (СЕ СЭВ 145 – 75) намеченного поля допусков на ширину шпонки (b). На длину шпонок – h14 и на высоту при высоте от 2 до 6 мм – h9, свыше 6 мм – h11, на ширину пазов валов H9 – N9, P9 на ширину пазов втулок – D10, Js9, P9, на длину пазов – HIS, по ширине шпонок – перечисленного поля допусков образуют 3 вида посадок или соединений:
1) Свободное соединение – применяется при затрудненных условиях сборки равномерных нагрузок, а также для получения подвижных соединений при мягких режимах работы.
2) Нормальное соединение – неподвижное соединение, не требующее частых разборок, не воспринимающее ударных реверсных нагрузок, отличающихся благоприятными условиями сборки.
3) Плотные соединения – характеризуются вероятностью получения примерно одинаковых небольших натягов в соединениях шпонок с обоими пазами. Сборка применяется при редких разборках и реверсных нагрузках.
Для сегментных шпонок установлены поля допусков: на ширину (b) – h9; на высоту – h11; на диаметр исходного контура (d) – h12; на ширину пазов: для паза втулки – N9, P9; для паза вала Js9, P9. Эти поля допусков, как и в соединениях с призматическими шпонками образуют нормальные и плотные соединения.
Предельные отклонения в шпоночных соединениях и их деталей указывают по общим правилам, причем на сборочных чертежах по одну сторону шпонки помещают обозначение соединения шпонки с пазом вала, по другую сторону с пазом втулки.
Размеры шпоночных пазов в индивидуальном производстве проверяют универсальным измерительным инструментом, а в массовом и крупносерийном производстве – специальными калибрами, ширину и глубину пазов предельно плоскими калибрами.
В машиностроении применяют шлицевые соединения трёх видов: прямобочные, эвольвентные и треугольные.
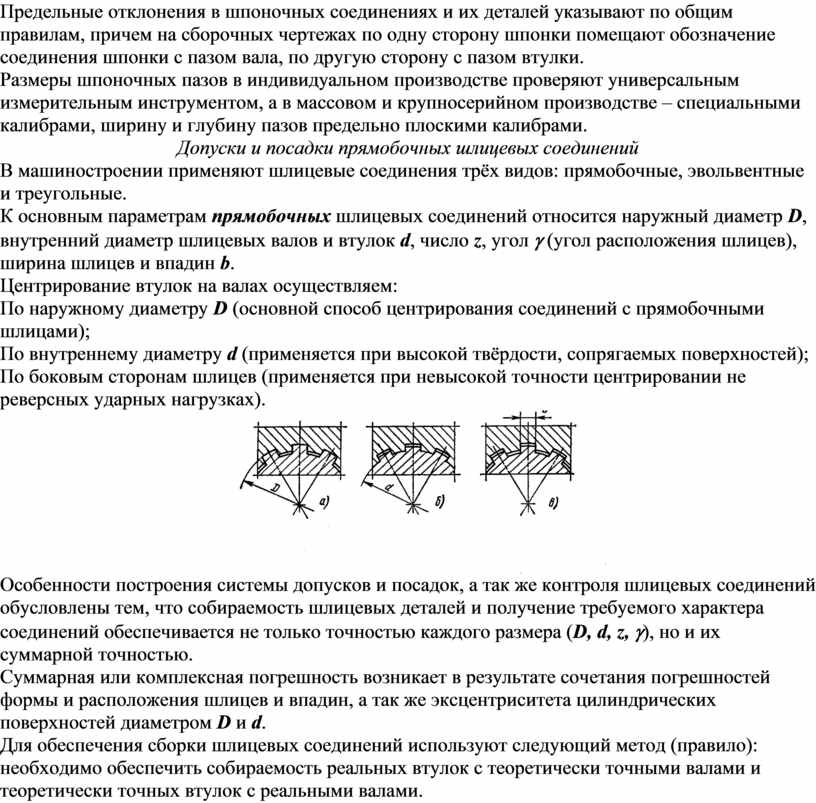
К основным параметрам прямобочных шлицевых соединений относится наружный диаметр D, внутренний диаметр шлицевых валов и втулок d, число z, угол g (угол расположения шлицев), ширина шлицев и впадин b.
Центрирование втулок на валах осуществляем:
1. По наружному диаметру D (основной способ центрирования соединений с прямобочными шлицами);
2. По внутреннему диаметру d (применяется при высокой твёрдости, сопрягаемых поверхностей);
3. По боковым сторонам шлицев (применяется при невысокой точности центрировании не реверсных ударных нагрузках).
Особенности построения системы допусков и посадок, а так же контроля шлицевых соединений обусловлены тем, что собираемость шлицевых деталей и получение требуемого характера соединений обеспечивается не только точностью каждого размера (D, d, z, g), но и их суммарной точностью.
Суммарная или комплексная погрешность возникает в результате сочетания погрешностей формы и расположения шлицев и впадин, а так же эксцентриситета цилиндрических поверхностей диаметром D и d.
Для обеспечения сборки шлицевых соединений используют следующий метод (правило): необходимо обеспечить собираемость реальных втулок с теоретически точными валами и теоретически точных втулок с реальными валами.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Тема урока: Сертификация продукции и услуг. Системное управление качеством
Цели урока:
Образовательная: обеспечить формирование знаний , ввести понятия о сертификации продукции и услуг. Ознакомится с системным управлением качества.
Развивающая: развивать самостоятельность учащихся, логическое мышление, умение преодолевать трудности в учении.
Воспитательная: показать связь изучаемого с жизнью, воспитывать у учащихся гражданские качества личности, гуманизма и нравственного отношения к миру, окружающим людям и самому себе.
Ход урока.
1. Организационный момент: цели урока; присутствующие.
2 .Проверка домашнего задания.
3. Объяснение нового материала.
Международный опыт свидетельствует о том, что
необходимым инструментом, гарантирующим соответствие качества продукции
требованиям нормативно-технической документации (НТД), является сертификация.
(Сертификат фр. certificat от лат. certum — верно, facere
— делать.)
Сертификация в общепринятой международной терминологии определяется как установление соответствия. Национальные законодательные акты различных стран конкретизируют: соответствие чему устанавливается, и кто устанавливает это соответствие.
Сертификация — это документальное подтверждение соответствия продукции определенным требованиям, конкретным стандартам или техническим условиям.
Сертификация продукции представляет собой комплекс мероприятий (действий), проводимых с целью подтверждения посредством сертификата соответствия продукции определенным стандартам или другим НТД.
Многие зарубежные фирмы расходуют большие средства и время на доказывание потребителю, что их продукция имеет высокое качество. Так, по зарубежным источникам величина издержек на эти работы составляет около 1—2% всех затрат предприятий-изготовителей.
Иногда затраты даже сопоставимы с затратами на достижение самого качества. Это делается не случайно. Сертификация является очень эффективным средством развития торгово-экономических связей страны, продвижения продукции предприятия на внешний и внутренний рынок сбыта, а также закрепления на них на достаточно длительный период времени. Именно все это предопределило широкое распространение сертификации.
Сертификация появилась в связи с необходимостью защитить внутренний рынок от продукции, не пригодной к использованию. Вопросы безопасности, защиты здоровья и окружающей среды заставляют законодательную власть, с одной стороны, устанавливать ответственность поставщика (производителя, продавца и др.) за ввод в обращение недоброкачественной продукции, с другой стороны, устанавливать обязательные к выполнению минимальные требования, касающиеся характеристик продукции, вводимой в обращение. К первым относятся такие законодательные акты, как например, Закон "О защите прав потребителей", принятый в России, или закон об ответственности за продукцию, принятый в странах Европейского союза. Законы, устанавливающие минимальные требования по характеристикам, могут относиться в целом к группе продукции или к отдельным ее параметрам. Примером таких законов могут стать закон об игрушках, закон об электромагнитной совместимости и др.
Таким образом, устанавливается ограничение на ввод в обращение продукции, которая в целом или по каким-либо отдельным параметрам попадает под действие законодательных актов. При этом говорят, что продукция попадает в законодательно регулируемую область. Если характеристики продукции в целом и частично не попадают под действие национальных законов, то такая продукция может свободно перемещаться в пределах соответствующего рынка, и при этом говорят, что продукция попадает в область, законодательно не регулируемую.
Для ввода в обращение продукции, которая попадает в законодательно регулируемую область, требуется официальное подтверждение того, что она соответствует всем предъявленным законодательством требованиям. Одной из форм такого подтверждения является сертификация продукции, проводимая независимой третьей стороной (первая — изготовитель, вторая - потребитель).
При получении (в процессе сертификации) положительного результата выдается документ, называемый "сертификат соответствия", который подтверждает соответствие продукции всем минимальным требованиям, установленным национальным законодательством. Данный документ является пропуском на рынок в законодательно регулируемой области.
Продукция в законодательно не регулируемой области может беспрепятственно перемещаться внутри рынка, и при этом к ней официально не предъявляются требования по установлению соответствия. Тем не менее, при заключении контракта потребитель может потребовать у поставщика доказательство соответствия продукции определенным требованиям, например, соответствия конкретному стандарту или группе стандартов, соответствия специфическим требованиям, предъявленным самим потребителем (и в том числе — соответствия условиям контракта). В этом случае сертификация третьей стороной также может выступать как подтверждение выполнения условий, что будет зафиксировано в сертификате соответствия конкретным, установленным потребителем требованиям.
Поставщик в законодательно не регулируемой области может проводить сертификацию своей продукции независимой третьей стороной и по собственной инициативе. При этом он запрашивает подтверждение соответствия своей продукции характеристикам, выбранным на свое усмотрение. Поставщик может запросить установление соответствия своей продукции определенным стандартам, определенным техническим параметрам, содержанию паспорта или рекламного материала на изделие и т.д. Поскольку процедура сертификации весьма дорогостоящая, то она может повлечь за собой либо снижение прибыли поставщика, либо увеличение стоимости продукции, что в свою очередь может снизить ее конкурентоспособность на рынке. Поэтому поставщик должен отчетливо представлять механизм извлечения выгоды из процедуры сертификации, например, посредством проведения рекламной кампании с привлечением заключения независимой третьей стороны.
Таким образом, сертификация представляет собой деятельность по документальному подтверждению соответствия продукции, услуги, процесса или системы установленным требованиям.
В Российской Федерации правовое регулирование в области в области стандартизации и сертификации происходит в соответствии с Федеральным законом «О техническом регулировании» от 27 декабря 2002 года.
Национальным органом по стандартизации, сертификации и метрологии (бывший Госстандарт России) является Федеральное агентство по техническому регулированию и метрологии, которое находится в ведении Министерства промышленности и энергетики. Оно действует на основания Положения, утвержденного Постановлением Правительства РФ от 17 июня 2004 года №294. При этом название «Госстандарт» рассматривается как бренд.
В формулировке Закона «О техническом регулировании» сертификация – это «форма осуществляемого органом по сертификации подтверждения соответствия объектов требованиям технических регламентов, положениям стандартов или условиям договоров».
Основными целями сертификации являются:
1) защита человека и окружающей среды от потенциально опасной продукции;
2) содействие потребителям в компетентном выборе товаров и услуг;
3) создание условий для деятельности хозяйствующих субъектов (предприятий, организаций) на едином национальном или международных рынках.
В зависимости от признака, положенного в основу классификации, различают несколько видов сертификации (рис. 7.1, 7.2, 7.3).
Обязательная сертификация является средством государственного контроля над безопасностью продукции.
4.Закрепление.
5. Итог урока: оценки за урок; домашнее задание
Скачано с www.znanio.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
