Поделиться

Правила и способы регулирования и наладки грохотов
Тема занятия

Наладка - это подготовка технологического оборудования к выполнению определенной технологической операции. Наладочные работы обычно осуществляют после сборки машин, (после монтажа) или после временной остановки, вызванной выходом машин из рабочего состояния (поломка, износ и т. п.).
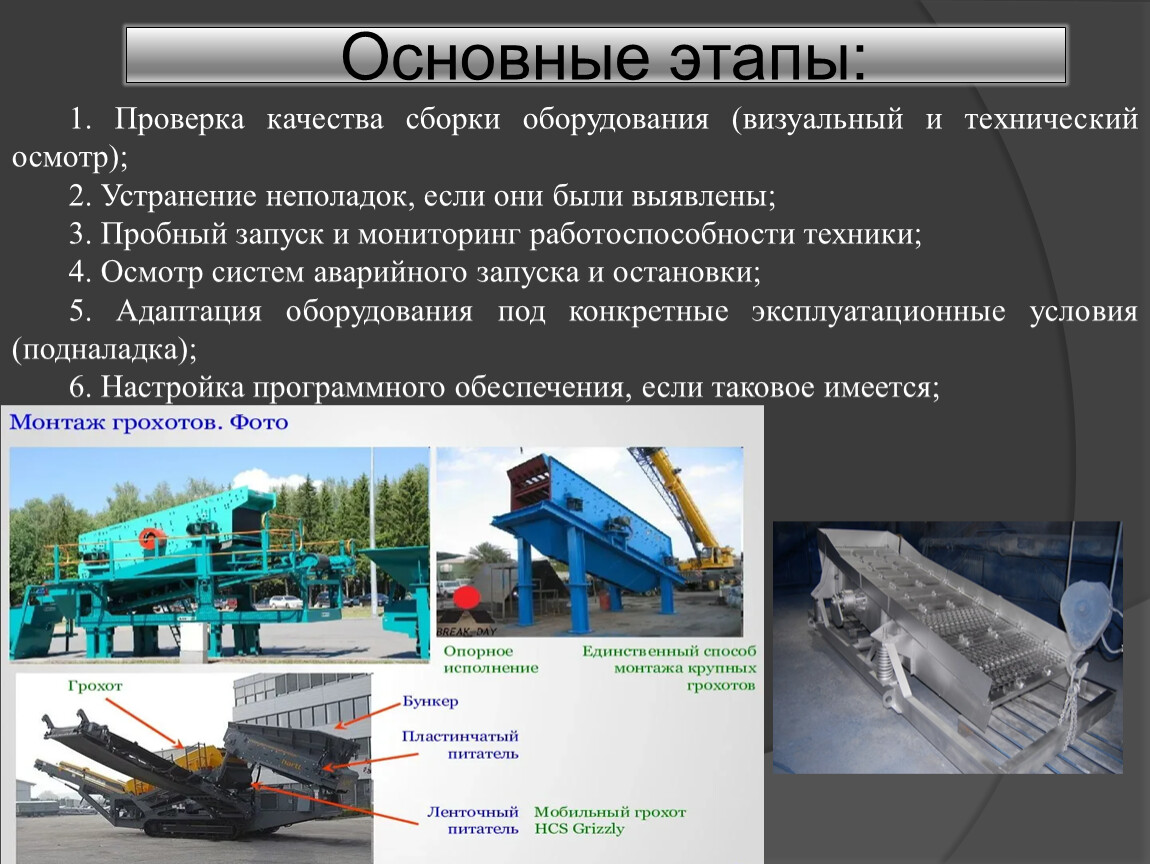
Основные этапы:
1. Проверка качества сборки оборудования (визуальный и технический осмотр);
2. Устранение неполадок, если они были выявлены;
3. Пробный запуск и мониторинг работоспособности техники;
4. Осмотр систем аварийного запуска и остановки;
5. Адаптация оборудования под конкретные эксплуатационные условия (подналадка);
6. Настройка программного обеспечения, если таковое имеется;
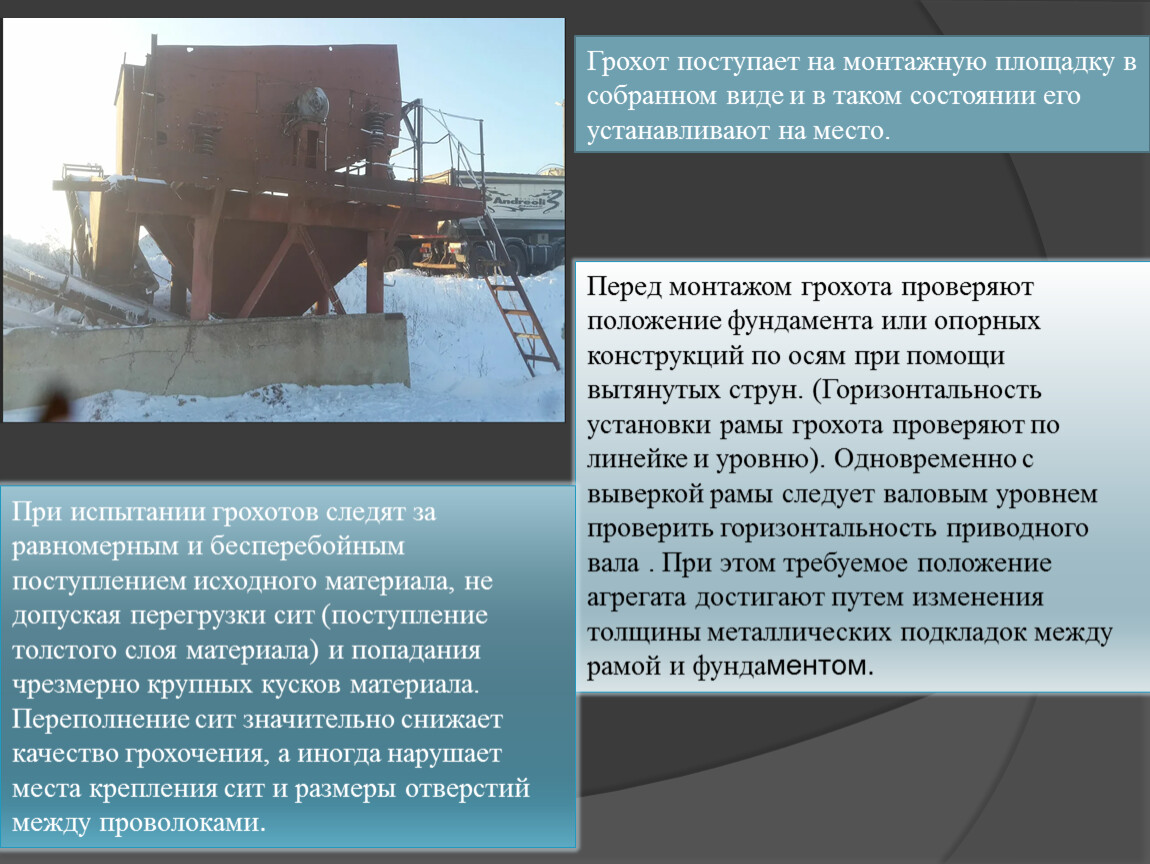
Грохот поступает на монтажную площадку в собранном виде и в таком состоянии его устанавливают на место.
Перед монтажом грохота проверяют положение фундамента или опорных конструкций по осям при помощи вытянутых струн. (Горизонтальность установки рамы грохота проверяют по линейке и уровню). Одновременно с выверкой рамы следует валовым уровнем проверить горизонтальность приводного вала . При этом требуемое положение агрегата достигают путем изменения толщины металлических подкладок между рамой и фундаментом.
При испытании грохотов следят за равномерным и бесперебойным поступлением исходного материала, не допуская перегрузки сит (поступление толстого слоя материала) и попадания чрезмерно крупных кусков материала. Переполнение сит значительно снижает качество грохочения, а иногда нарушает места крепления сит и размеры отверстий между проволоками.
Загружают грохот только после того, как он разовьет полное число оборотов.
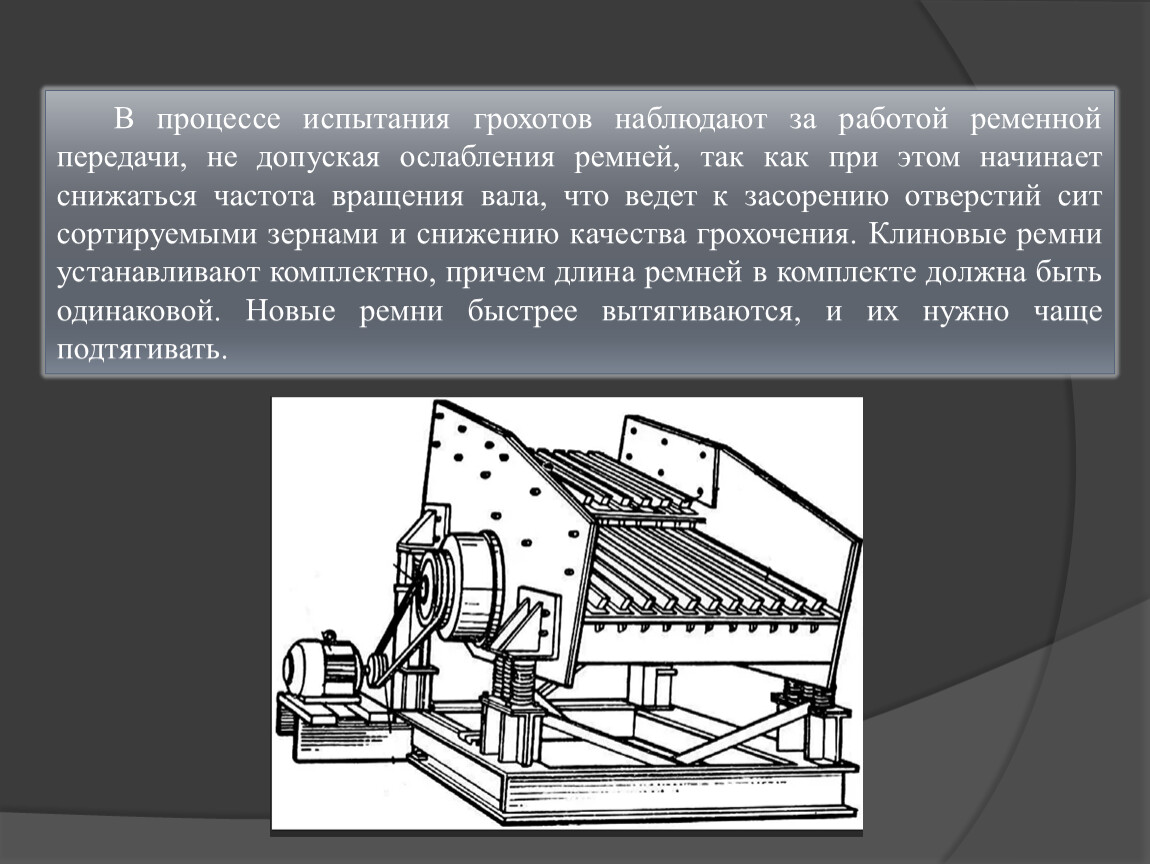
В процессе испытания грохотов наблюдают за работой ременной передачи, не допуская ослабления ремней, так как при этом начинает снижаться частота вращения вала, что ведет к засорению отверстий сит сортируемыми зернами и снижению качества грохочения. Клиновые ремни устанавливают комплектно, причем длина ремней в комплекте должна быть одинаковой. Новые ремни быстрее вытягиваются, и их нужно чаще подтягивать.

При эксплуатации грохотов необходимо соблюдать правила.
Перед пуском грохотов в работу необходимо проверить состояние сит и полностью их прилегания к каркасу, устранить обнаруженные неплотности, применяя резиновую прокладку. Следует проверить затяжку стопорных болтов, крепящих втулки каркаса на валу грохота. При обнаружении ослабления подтянуть болты.

При работе грохота нужно следить за состоянием подшипников привода.

При остановках барабанного грохота из него удаляют весь материал, так как оставшийся в барабане материал вызывает провисание и порчу сит. Нельзя пускать грохот в работу, если барабан наполнен материалом, так как вал при пуске может сломаться.
Во время работы грохота нужно следить, чтобы отверстия в ситах не забивались материалом, так как это приводит к снижению производительности грохотов.

В эксцентриковых вибрационных грохотах следует ежесменно проверять состояние болтовых креплений корпуса в тех местах, где могут образоваться трещины, а также пружин и опор. Нельзя перегружать грохоты просеваемым материалом, питание грохотов должно быть равномерным.
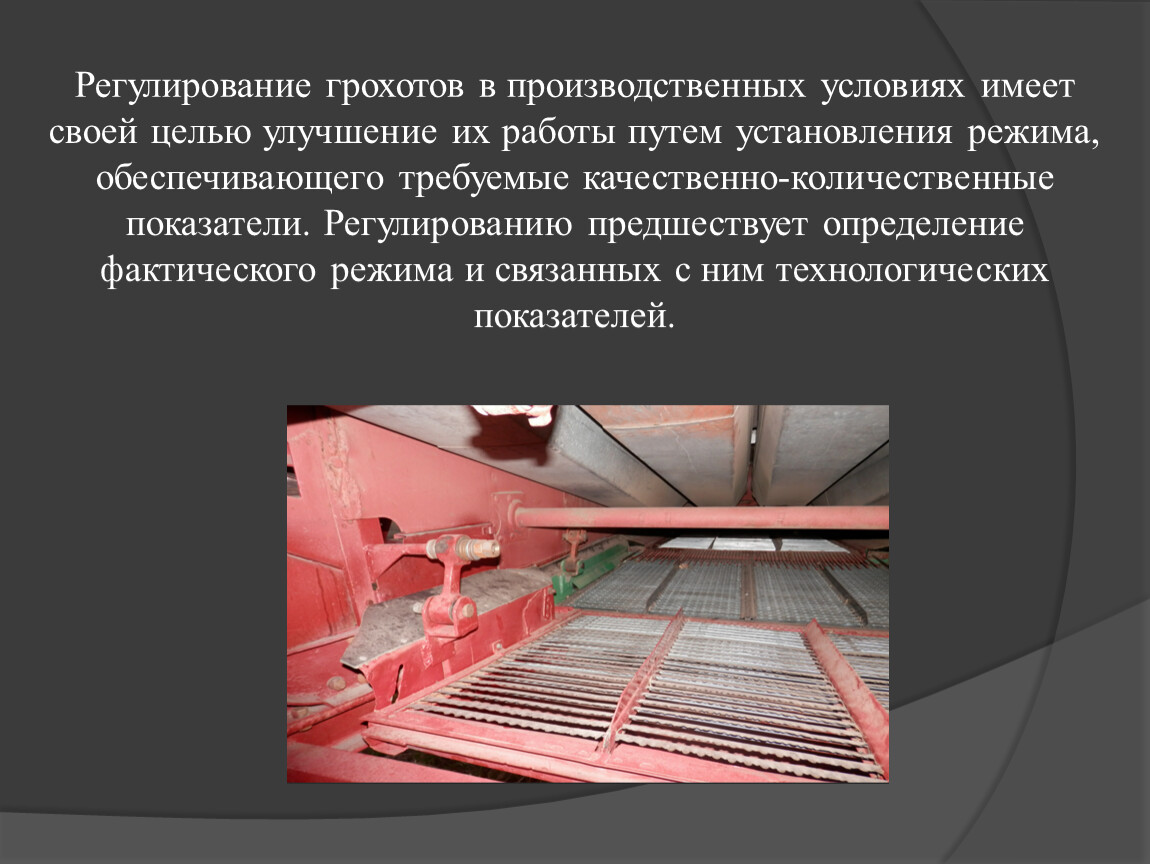
Регулирование грохотов в производственных условиях имеет своей целью улучшение их работы путем установления режима, обеспечивающего требуемые качественно-количественные показатели. Регулированию предшествует определение фактического режима и связанных с ним технологических показателей.
Для грохотов наиболее важным следует установить:
- число оборотов вала вибратора и амплитуду,
- скорость прохождения материала по просеивающей поверхности,
- состояние просеивающей поверхности,
- крепление и натяжку сит;
угол наклона;
- равномерность питания и распределения материала по площади просеивающей поверхности как верхнего, так и нижнего сита.
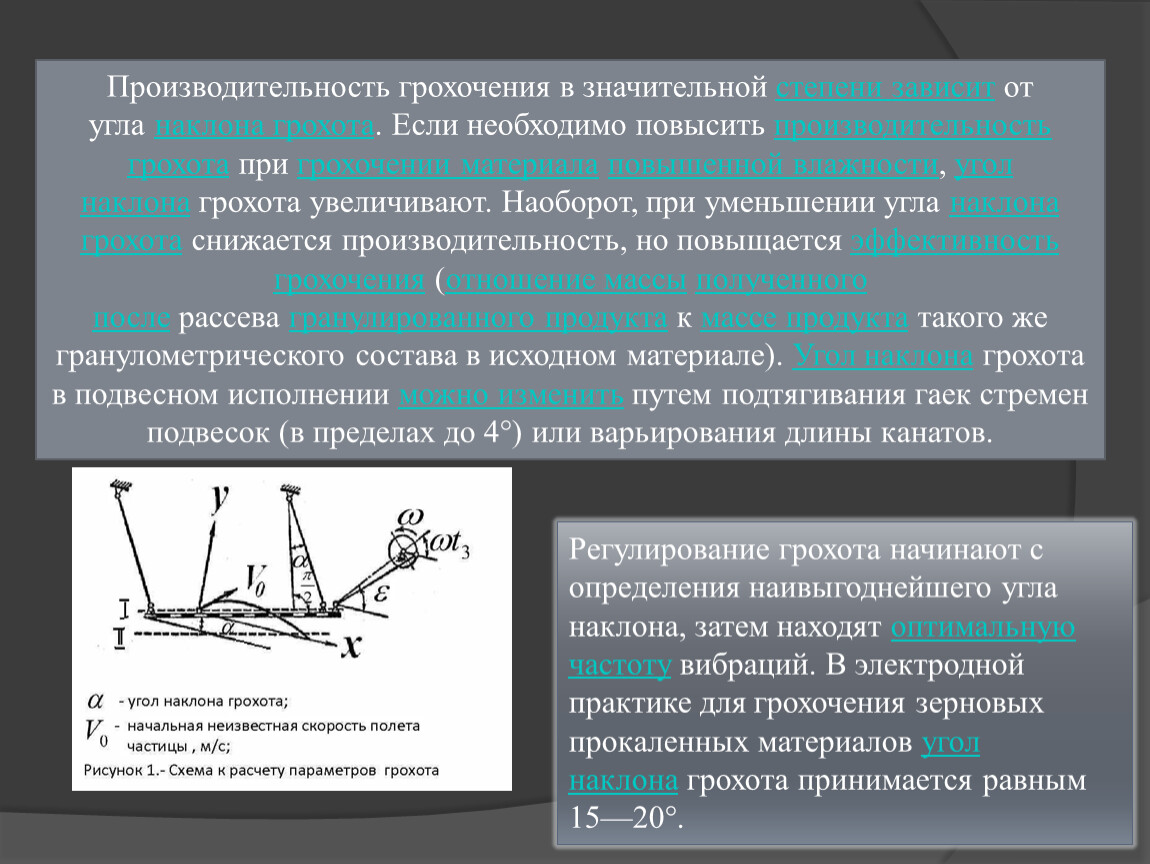
Производительность грохочения в значительной степени зависит от угла наклона грохота. Если необходимо повысить производительность грохота при грохочении материала повышенной влажности, угол наклона грохота увеличивают. Наоборот, при уменьшении угла наклона грохота снижается производительность, но повыщается эффективность грохочения (отношение массы полученного после рассева гранулированного продукта к массе продукта такого же гранулометрического состава в исходном материале). Угол наклона грохота в подвесном исполнении можно изменить путем подтягивания гаек стремен подвесок (в пределах до 4°) или варьирования длины канатов.
Регулирование грохота начинают с определения наивыгоднейшего угла наклона, затем находят оптимальную частоту вибраций. В электродной практике для грохочения зерновых прокаленных материалов угол наклона грохота принимается равным 15—20°.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.