Поделиться

Государственное профессиональное образовательное учреждение
«Макеевский профессиональный горный лицей»
|
ПМ.01. Подготовительно-сварочные работы Учебная практика |
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
Открытого урока
|
Профессия |
15.01.05. Сварщик (электросварочные и газосварочные работы)
|
|
Тема: |
Правка, гибка |
Разработчик:
Мастер п/о Жилкина И.В.
Макеевка 2015
План урока
Профессия 15.01.05. Сварщик (электросварочные и газосварочные работы)
Профессиональный модуль ПМ. 01. Подготовительно-сварочные работы
Учебная практика
Тема: Правка, гибка
Цели:
Обучающая – формирование у студентов первоначальных практических профессиональных умений в рамках модуля ПМ. 01. Подготовительно-сварочные работы
ППКРС по основным видам профессиональной деятельности для освоения рабочей профессии, обучение трудовым приемам, операциям и способам выполнения слесарных операций при подготовке металла к сварке.
Требования к знаниям:
Требования к умениям:
Развивающая – развить познавательный интерес, привить навыки самостоятельной работы при освоении общих и профессиональных компетенций по избранной профессии:
Воспитательная – формирование профессионально-личностных качеств, профессиональной грамотности и стремления к приобретению профессиональных навыков.
Задачи:
2. обучение трудовым приемам, операциям и способам выполнения трудовых процессов, характерных для соответствующей профессии и необходимых для последующего освоения ими общих и профессиональных компетенций по избранной профессии.
Урок: комбинированный
Методы обучения: словесно - наглядный с практическим показом трудовых приемов
Методы контроля: самоконтроль, взаимоконтроль,
Форма обучения: фронтальная, индивидуальная
МПС (межпредметная связь) – МДК.01.01. Подготовка металла к сварке: математика, физика, охрана труда, основы материаловедения, инженерная графика.
Средства обучения:
1.Аппаратно-техническое обеспечение: компьютер, проектор.
2.Оборудование и материалы
Место проведения занятия учебной практики – сварочная мастерская
Ход урока
1. Организационный момент
1. Приветствие учащихся и проверка посещаемости.
2. Проверка рабочей одежды и готовности к занятию.
3. Назначение дежурных.
2. Повторение пройденного материала
1. Общие понятия.
2. Виды стали и ее применение.
3. Маркировка стали.
3. Объяснение нового материала
1. Назначение правки и гибки
2. Инструменты
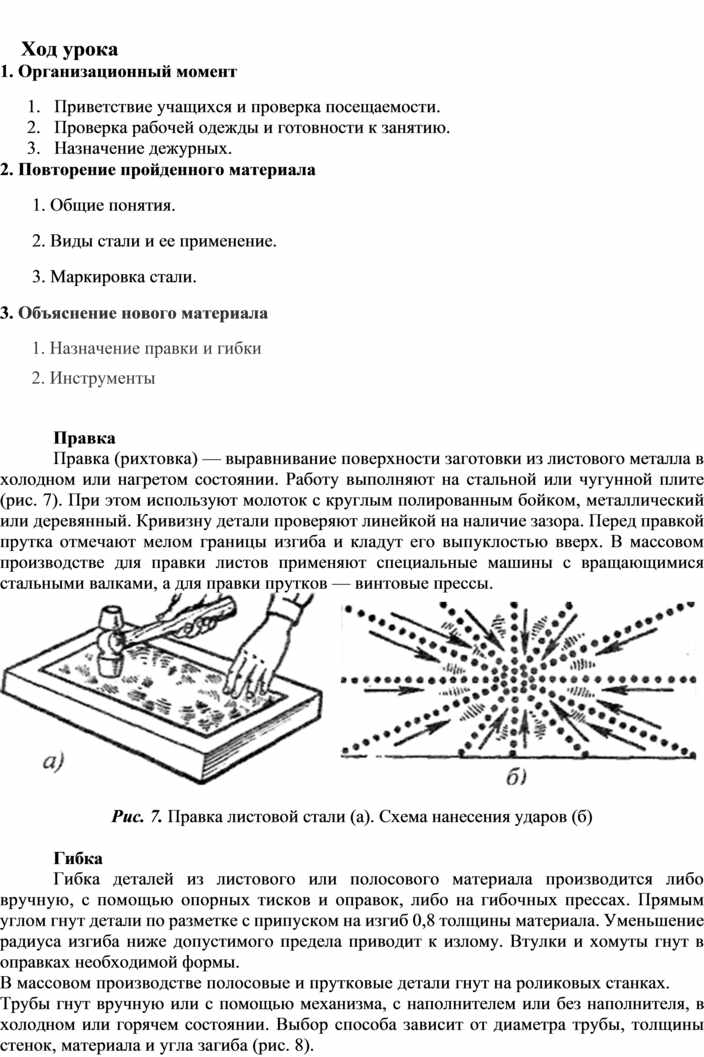
Правка
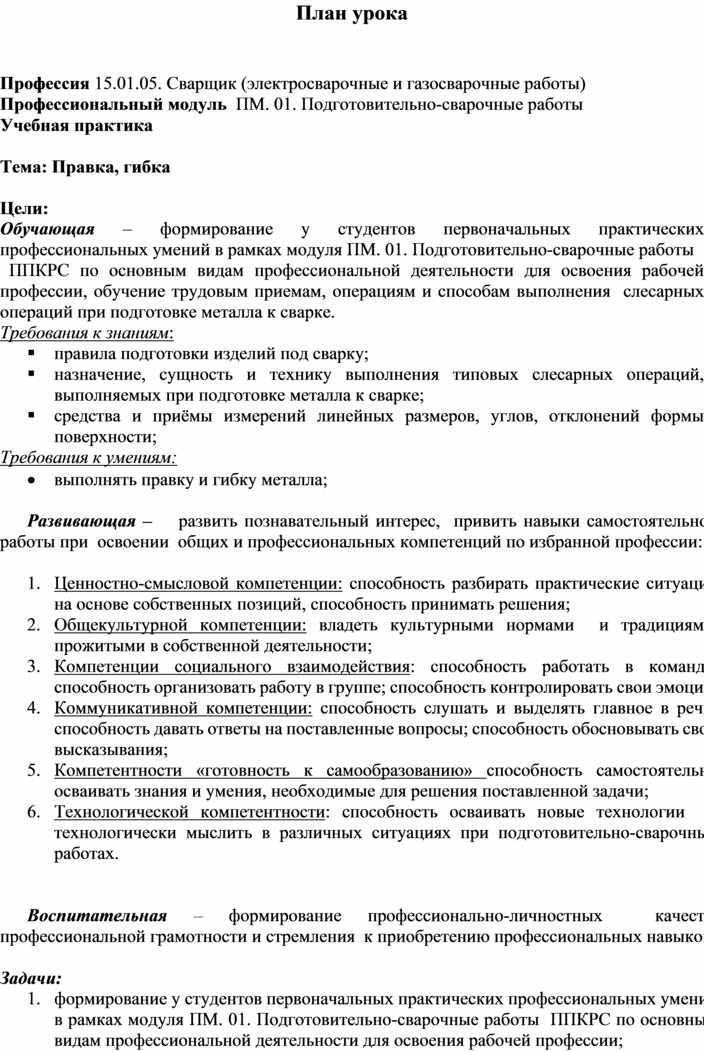
Правка (рихтовка) — выравнивание поверхности заготовки из листового металла в холодном или нагретом состоянии. Работу выполняют на стальной или чугунной плите (рис. 7). При этом используют молоток с круглым полированным бойком, металлический или деревянный. Кривизну детали проверяют линейкой на наличие зазора. Перед правкой прутка отмечают мелом границы изгиба и кладут его выпуклостью вверх. В массовом производстве для правки листов применяют специальные машины с вращающимися стальными валками, а для правки прутков — винтовые прессы.


Рис. 7. Правка листовой стали (а). Схема нанесения ударов (б)
Гибка
Гибка деталей из листового или полосового материала производится либо вручную, с помощью опорных тисков и оправок, либо на гибочных прессах. Прямым углом гнут детали по разметке с припуском на изгиб 0,8 толщины материала. Уменьшение радиуса изгиба ниже допустимого предела приводит к излому. Втулки и хомуты гнут в оправках необходимой формы.
В массовом производстве полосовые и прутковые детали гнут на роликовых станках.
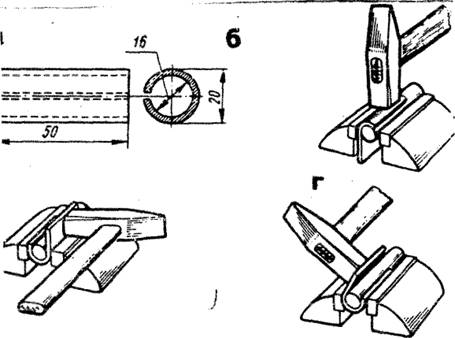
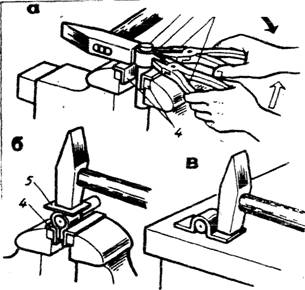
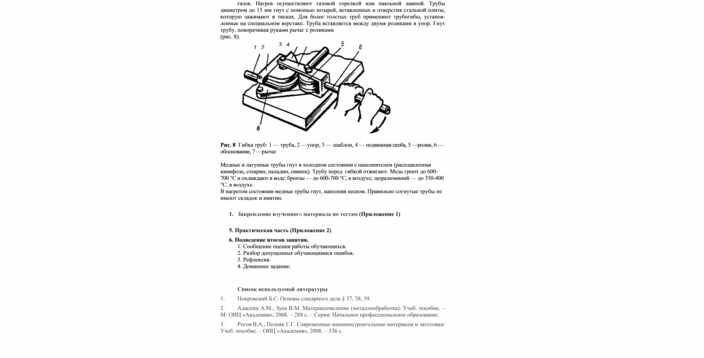
Трубы гнут вручную или с помощью механизма, с наполнителем или без наполнителя, в холодном или горячем состоянии. Выбор способа зависит от диаметра трубы, толщины стенок, материала и угла загиба (рис. 8).
Трубы диаметром более 100 мм гнут в горячем состоянии с наполнителем (мелкий сухой песок). Концы труб закрывают заглушками и сверлят в них отверстия для выпуска газов. Нагрев осуществляют газовой горелкой или паяльной лампой. Трубы диаметром до 15 мм гнут с помощью штырей, вставленных в отверстия стальной плиты, которую зажимают в тисках. Для более толстых труб применяют трубогибы, установленные на специальном верстаке. Труба вставляется между двумя роликами в упор. Гнут трубу, поворачивая руками рычаг с роликами
(рис. 8).
|
|
|
3 4 |
|
1 2 |
Рис. 8 Гибка труб: 1 — труба, 2 —упор, 3 — шаблон, 4 — подвижная скоба, 5 —ролик, 6 — обоснование, 7 —рычаг
Медные и латунные трубы гнут в холодном состоянии с наполнителем (расплавленная канифоль, стеарин, паладин, свинец). Трубу перед гибкой отжигают. Медь греют до 600-700 °С и охлаждают в воде; бронзы — до 600-700 °С, в воздухе; дюралюминий — до 350-400 °С, в воздухе.
В нагретом состоянии медные трубы гнут, наполняя песком. Правильно согнутые трубы не имеют складок и вмятин.
4. Закрепление изученного материала по тестам (Приложение 1)
5. Практическая часть (Приложение 2)
6. Подведение итогов занятия.
1. Сообщение оценки работы обучающихся.
2. Разбор допущенных обучающимися ошибок.
3. Рефлексия.
4. Домашнее задание.
Список используемой литературы
1. Покровский Б.С. Основы слесарного дела § 37, 38, 39.
2. Адаскин А.М., Зуев В.М. Материаловедение (металлообработка): Учеб. пособие. – М: ОИЦ «Академия», 2008. – 288 с. – Серия: Начальное профессиональное образование.
3. Рогов В.А., Позняк Г.Г. Современные машиностроительные материалы и заготовки: Учеб. пособие. – ОИЦ «Академия», 2008. – 336 с.
Приложение 1
Тест на тему: правка металла.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
1. Какую предпочтительно форму должен иметь боек молотка, используемого для правки металла?
а) Квадратную.
б) Круглую.
в) Не имеет принципиального значения.
2. Какими молотками правят стальные листы, прутки, заготовки?
а) Стальным молотком.
б) Молотком из мягких материалов.
в) Тем или другим, на усмотрение слесаря.
3. Какими молотками правят детали с обработанной поверхностью?
а) Стальным молотком.
б) Молотком из мягких материалов.
в) Деревянным молотком.
4. Как осуществляют правку весьма тонкого листового материала?
а) Молотком из мягких материалов.
б) С помощью металлических или деревянных брусков-гладилок.
в) Стальным молотком малых размеров.
5. Как нужно править деформированные сварные конструкции?
а) Нанося удары молотком со стороны выпуклостей.
б) Нанося удары молотком со стороны впадин.
в) Нанося удары молотком с той и другой стороны.
6. В какой последовательности будете производить правку металла при наличии выпуклости в середине заготовки?
а) Нанося частые удары молотком от края листа по направлению к выпуклости.
б) Нанося частые удары молотком от выпуклости по направлению к краям листа.
в) Нанося удары по выпуклости и двигаясь к краю.
7. Каким молотком следует пользоваться при правке тонкого листового материала?
а) Деревянным.
б) Латунным.
в) Свинцовым.
г) Железным.
Эталон ответов: 1- б; 2- а; 3- б, в; 4- б; 5- б; 6- а; 7- а, б, в.
Тест на тему: гибка металла.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
1. В какой последовательности производится гибка полосового металла под углом 900?
а) Сначала ударом молотка внизу, у губок тисков, а затем – по верхней части заготовки.
б) Сначала ударом по верхней части заготовки, а затем внизу, у губок под углом 900
в) В зависимости от толщины полосы металла.
2. Каким молотком целесообразно выполнять первый прием при гибке полосового железа?
а) Металлическим.
б) Деревянным.
в) Не имеет принципиального значения.
3. Какая оправка используется при гибке скобы для получения углов с плавным закруглением?
а) Овальной формы.
б) Цилиндрической формы.
в) Комбинированной формы.
4. Как производить гибку деталей типа скоб из проволоки диаметром 3 мм?
а) В тисках на оправе.
б) Круглогубцами.
в) Вручную.
5. Какое приспособление применяется для гибки труб диаметром от 12 до 20 мм?
а) Ручной станок.
б) Многоручьевой трубогиб.
в) Ручной рычажный трубогиб.
Эталон ответов: 1- б; 2- б; 3- б; 4- а; 5- а.
Приложение 2
Практическая часть
Расчет длины заготовок
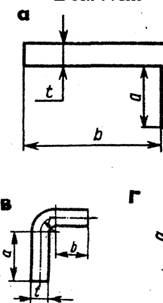
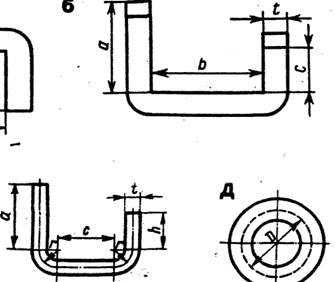
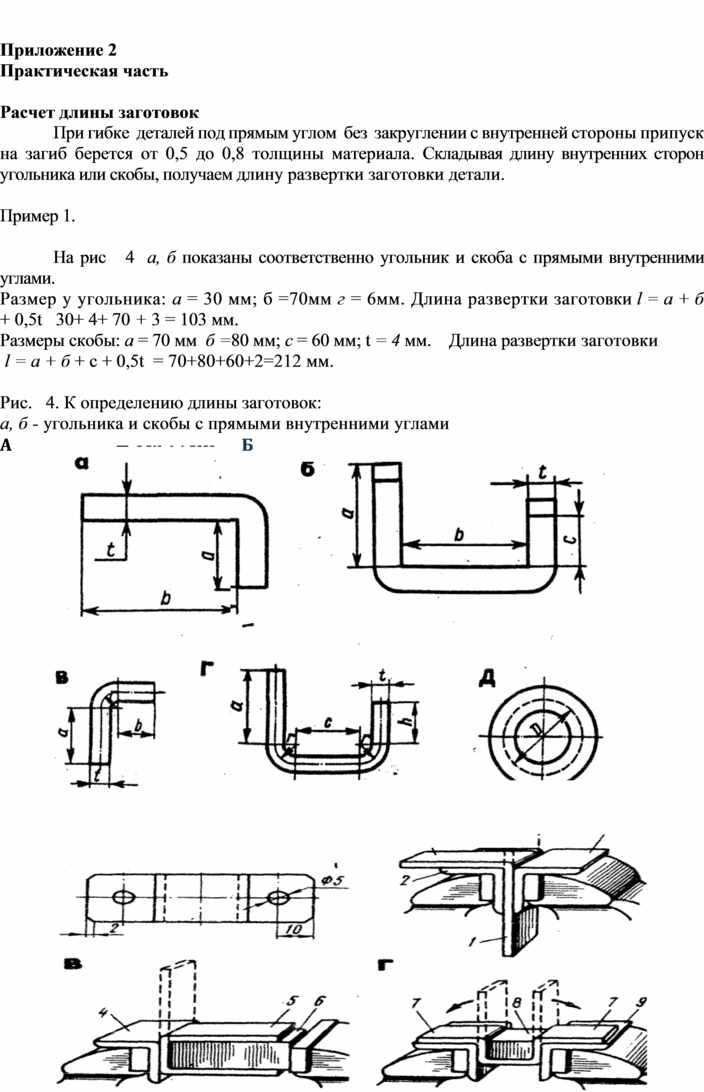
При гибке деталей под прямым углом без закруглении с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину развертки заготовки детали.
Пример 1.
На рис 4 а, б показаны соответственно угольник и скоба с прямыми внутренними углами.
Размер у угольника: а = 30 мм; б =70мм г = 6мм. Длина развертки заготовки l = а + б + 0,5t 30+ 4+ 70 + 3 = 103 мм.
Размеры скобы: а = 70 мм б =80 мм; с = 60 мм; t = 4 мм. Длина развертки заготовки
l = а + б + с + 0,5t = 70+80+60+2=212 мм.
|
|
|
|
|
|
Рис. 4. К определению длины заготовок:
а, б - угольника и скобы с прямыми внутренними углами А Б
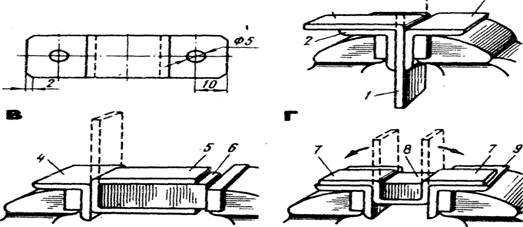
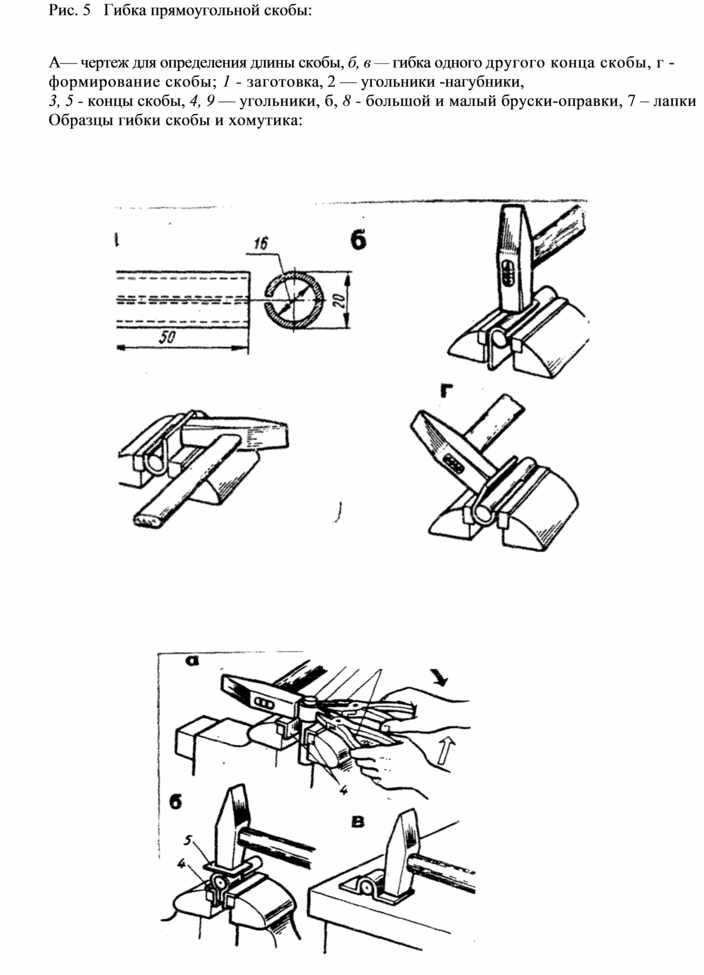
Рис. 5 Гибка прямоугольной скобы:
А— чертеж для определения длины скобы, б, в — гибка одного другого конца скобы, г - формирование скобы; 1 - заготовка, 2 — угольники -нагубники,
3, 5 - концы скобы, 4, 9 — угольники, б, 8 - большой и малый бруски-оправки, 7 – лапки
Образцы гибки скобы и хомутика:
|
|


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.