Поделиться


Бесцентрово-шлифовальный станок
Цель занятия:
Ознакомиться с общим устройством, кинематической схемой и принципом работы бесцентрово-шлифовального станка модели 3М182.
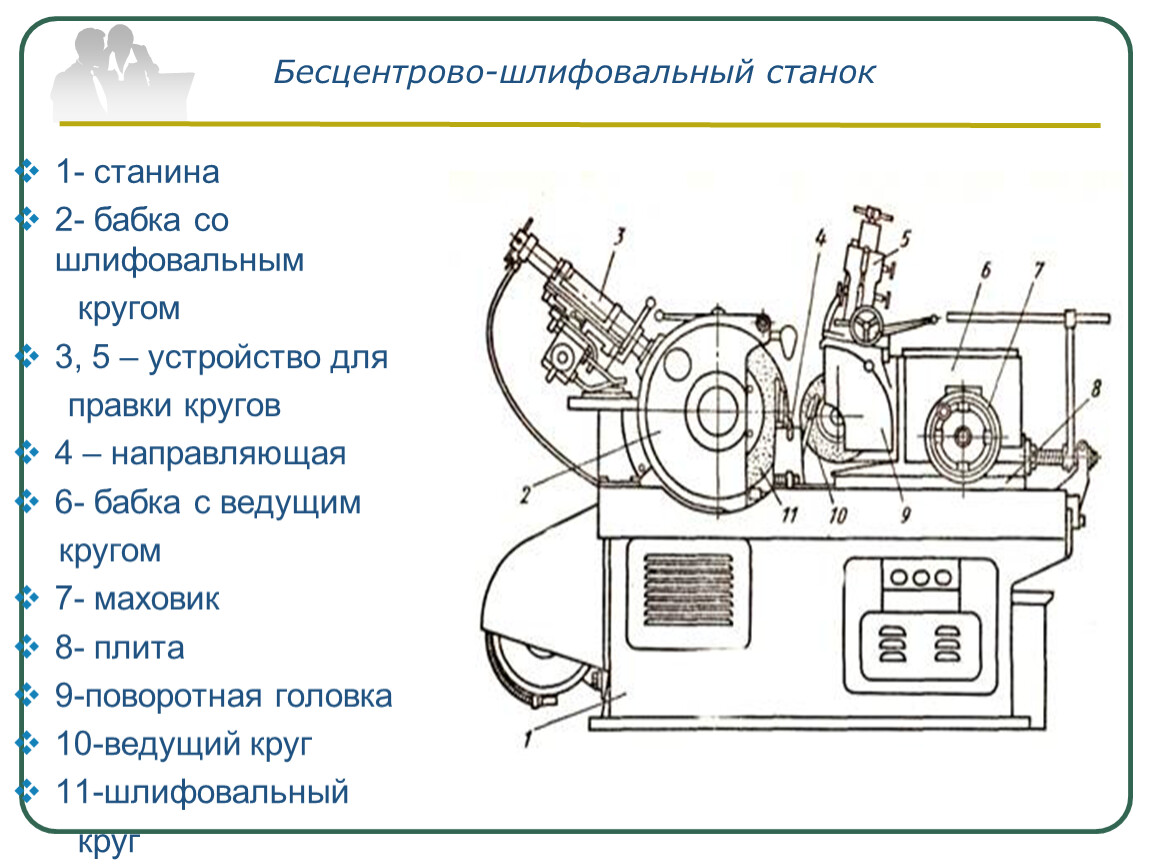
Бесцентрово-шлифовальный станок
1- станина
2- бабка со шлифовальным
кругом
3, 5 – устройство для
правки кругов
4 – направляющая
6- бабка с ведущим
кругом
7- маховик
8- плита
9-поворотная головка
10-ведущий круг
11-шлифовальный
круг
Общие сведения о бесцентрово-шлифовальных станках
Бесцентрово-шлифовальные станки используются в крупносерийном производстве для высокопроизводительного шлифования поверхностей типа тел вращения малого диаметра и большой длины.
Преимуществами бесцентрово-шлифовальных станков являются:
высокая производительность,
допускаемая большая глубина шлифования,
возможность шлифования нежестких заготовок,
высокая стабильность размеров шлифуемых деталей.
В зависимости от геометрической формы шлифуемых деталей применяются два вида бесцентрового шлифования:
шлифование с продольной подачей
шлифование с поперечной подачей (врезное).
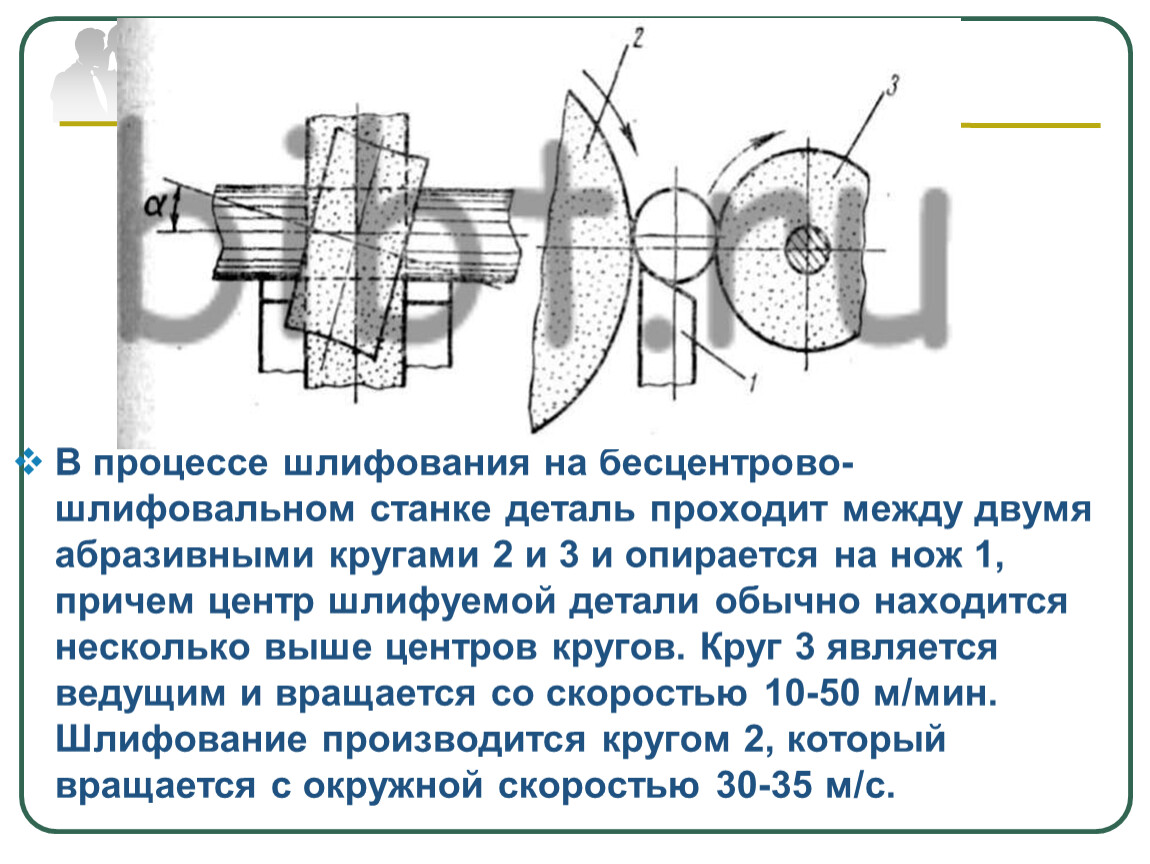
В процессе шлифования на бесцентрово-шлифовальном станке деталь проходит между двумя абразивными кругами 2 и 3 и опирается на нож 1, причем центр шлифуемой детали обычно находится несколько выше центров кругов. Круг 3 является ведущим и вращается со скоростью 10-50 м/мин. Шлифование производится кругом 2, который вращается с окружной скоростью 30-35 м/с.

При бесцентровом шлифовании способом врезания операции выполняются в следующем порядке: ведущий круг 1 отводится от шлифовального круга 3 и на направляющий нож 4 укладывается шлифуемая деталь вплотную к упору 2, служащему также выталкивателем. Затем вручную или автоматически включается быстрый подвод ведущего круга и рабочая подача его составляет 0,3- 1,2 мм/мин.
Гладкие цилиндрические детали или ступенчатые, у которых обрабатывается больший диаметр, шлифуются с продольной подачей. Врезным шлифованием обрабатываются детали, имеющие буртики или выступы, а также ступенчатые и фасонные поверхности.
Кинематическая схема
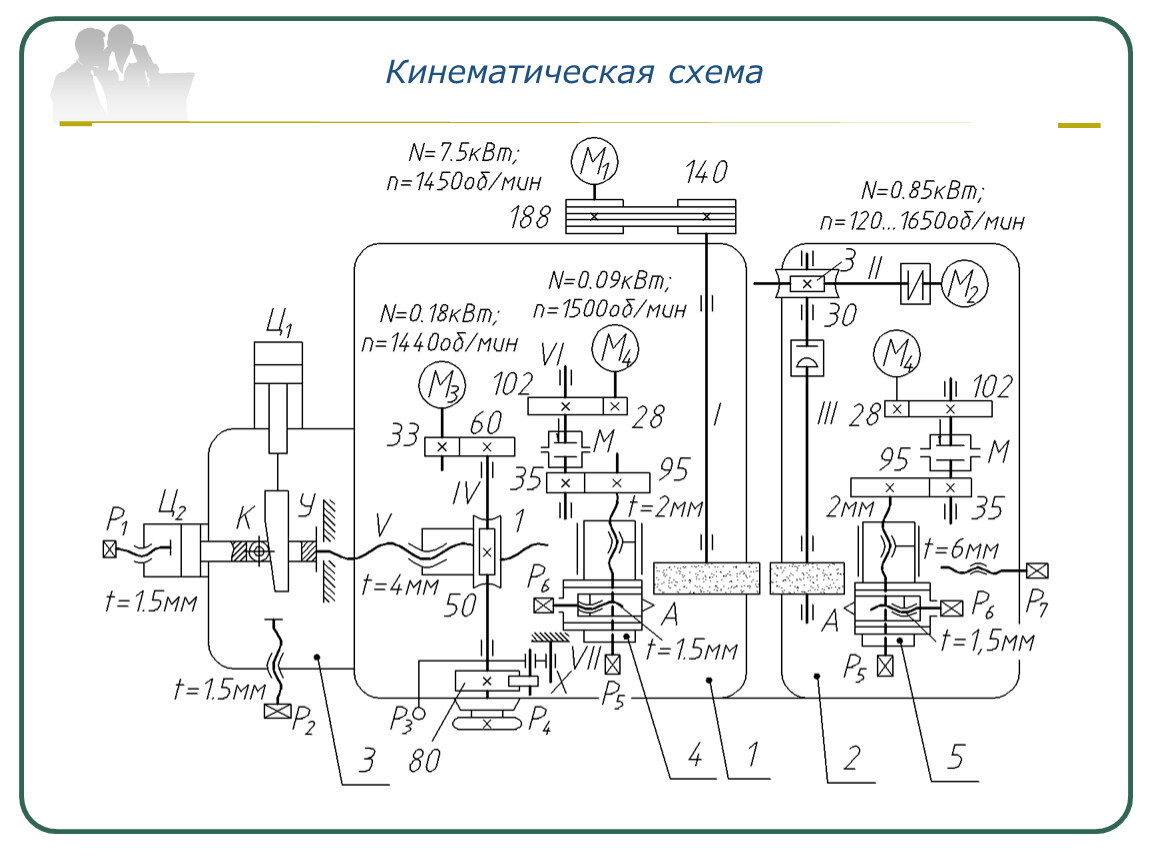
Рис. 3. Кинематическая схема станка: 1 – бабка шлифовального круга; 2 – бабка ведущего круга; 3 – механизм врезания; 4,5 – устройства правки
Главное движение – вращение шлифовального круга – производится от электродвигателя М1 (7,5 кВт; 1450 об/мин) через клиноременную передачу 188/140. Вращение ведущего круга осуществляется через червячную передачу 3/30 от электродвигате-ля М2 (0,85 кВт; 120–1650 об/мин, регулирование бесступенчатое).
Ускоренное поперечное перемещение бабки шлифовального круга по направляющим качения производится от двигателя М3, ручное перемещение – от маховика Р4. В обоих случаях с вала IV движение передаѐтся через червячную передачу 1/50 на ходовую гайку. При неподвижном винте с шагом 4 мм гайка вращается и перемещает бабку. Толчковая рукоятка РЗ при каждом нажатии обеспечивает по-ворот вала IV на одно деление лимба (через храповый механизм X с колесом 80).
При врезном шлифовании действует гидрофицированный механизм, перемещающий ходовой винт V вдоль его оси (без вращения) вместе со шлифовальной бабкой. У цилиндра Ц2 шток поршня жѐстко соединѐн с ходовым винтом V. В штоке сделан паз, сквозь который проходит клин К, и закреплѐн упирающийся в клин ролик. Давление в правой полости цилиндра Ц2 отводит бабку влево.
При подаче масла в левую полость
бабка быстро отводится до тех пор, пока ролик не упрѐтся в клин. Затем клин постепенно вытягивается цилиндром Ц1 из паза – бабка продолжает движение вправо и происходит врезание. Когда упорный буртик штока доходит до корпуса, бабка останавливается, начинается выхаживание (клин, оторвавшись от ролика, продолжает движение до своего упора).
По окончании шлифования цилиндр Ц2 отводит бабку. Винты с рукоятками Р1 и Р2 регулируют ход поршней в обоих цилиндрах. При шлифовании «на проход» винт с рукояткой Р1 должен быть завѐрнут до упора в корпус.
На бабках шлифовального и ведущего кругов установлены устройства для правки кругов. Правка кругов производится унифицированными устройствами, каждое из которых сообщает алмазному карандашу А продольное перемещение от двигателя М4 (0,09 кВт; 1500 об/мин) или от рукоятки Р5 (шаг ходового винта 2 мм), попе-речное движение – от рукоятки Р6 (шаг ходового винта 1,5 мм).
Муфта М – предохранительная. Установка бабки ведущего круга на размер обрабатываемой детали при наладке осуществляется рукояткой Р7 с помощью винта с шагом 6 мм. Кроме того бабка ведущего круга поворачивается в горизонтальной плоскости. После необходимой установки бабка фиксируется при помощи зажимов.
Контрольные вопросы
1. Какие работы можно выполнить на бесцентрово-шлифовальном станке модели 3М182?
2. Показать и дать краткую характеристику основных узлов станка.
3. Рассказать о кинематических цепях станка:
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.