Поделиться

План занятия с использованием кейс–метода обучения
Раздел программы: Машиностроительное черчение.
Тема занятия: Виды неразъёмных соединений.
Цель занятия:
1) Познакомить студентов с видами неразъёмных
соединений, их обозначением на чертежах.
2) Формирование умения читать сборочный чертеж сварных соединений.
3) Развитие самостоятельность у студентов в работе.
4) Развитие умения работать со справочной литературой.
5) Формирование коммуникативных качеств студентов.
6) Воспитание культуры речи.
Оснащение:
Мультимедийный проектор
Презентация
Кейс– 12
шт.
Чекмарев А.А. Справочник по машиностроительному черчению.– 10 шт.
Богомобов С.К. Задания по курсу черчения.– 10 шт.
Чертежные принадлежности.
Формат А4 – 3 шт.
Межпредметные связи: Материаловедение
Ход занятия:
Метод обучения: беседа.
1. Взаимное
приветствие.
2. Посещаемость
Методы обучения: частично проблемно-поисковый, объяснение, демонстрация кейса, презентации, работа со справочной литературой.
1. Записать тему
занятия.
2. Указать цель занятия.
3. Объяснить правила работы с кейсом.
4. Указать критерии оценки.
5. Назначить экспертов.
Самостоятельная работа.
Метод обучения: частично–поисковый.
Метод обучения: поисковый.
Работа в микро группах, наблюдение, инструктаж.
Показ вариантов дискуссии.
V. Подведение итогов
Метод обучения: беседа.
Метод выполнения: объяснение.
Выполнить на формате чертеж.
Содержание кейса
Критерии оценок работы по этапам занятия
|
№ |
Наименование критерия |
Количество баллов |
|
1 |
Профессиональное, грамотное решение проблемы |
10 |
|
2 |
Новизна и неординарность решения проблемы |
10 |
|
3 |
Краткость и четкость изложения теоретической части решения проблемы |
10 |
|
4 |
Качество графической части оформления решения проблемы |
10 |
|
5 |
Этика ведения дискуссии |
5 |
|
6 |
Активность работы всех членов микрогруппы |
5 |
|
7 |
Штрафные баллы (нарушение правил ведения дискуссии, некорректность поведения и т.д.) |
–5 |
|
Итого: |
50 (–% 5) |
|
Теоретический материал по теме “Виды неразъемных соединений”
ПЛАН
1. Виды неразъемных соединений
Неразъемные называются такие соединения, которые могут быть разнообразны лишь путем разрушения или недопустимых остаточных деформаций одного из элементов конструкции. К ним относят сварные, заклепочные, паяные, клеевые соединения.
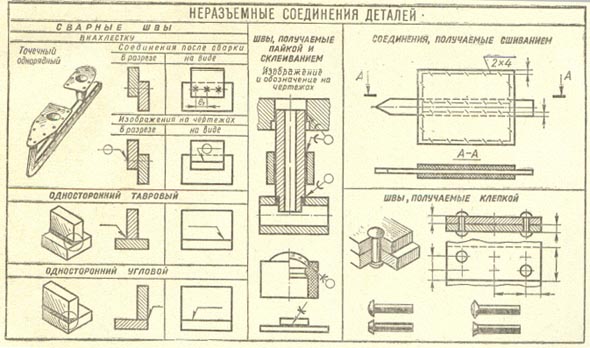
2. Сварные соединения
Сварным соединением называется совокупность изделий, соединенных с помощью сварки.
Сварка – процесс получения неразъемного соединения деталей путем направления металла, образующего в местах соединения сварной шов. Сварным швом называется шов, затвердевший после расплавления материала. Наибольшее распространение получили газовая, дуговая и контактная сварки.
Обозначение стандартизованных способов сварки
|
Гост |
Наименование способа |
Условные обозначения |
|
5264–80* |
Ручная электродуговая сварка |
Р |
|
8713–79* |
Автоматическая сварка под слоем флюса без применения подкладок, подушек и подварочного шва То же, с применением флюсовой подушки То же, с применением стальной подкладки Полуавтоматическая сварка под слоем флюса без применения подкладок, подушек и ручной подварки То же, с применением стальной подкладки |
А
Аф Ас П
Пс |
|
11533–75* |
Автоматическая сварка под флюсом (под острым и тупым углами) с ручной подваркой Полуавтоматическая сварка под флюсом (под острым и тупыми углами) с ручной подваркой |
Ар Пр |
|
15878–79 |
Сварки контактные: Точечная Роликовая Рельефная Стыковая |
Кт Кр Кв Кс |
|
15164–78* |
Электрошлаковая сварка проволочным электродом |
Шэ |
|
14771–76* |
Электродуговая сварка защитных газов в инертных газах неплавящимся электродом, в углекислом газе плавящимся электродом |
ИН УП |
|
14806–80* |
Электродуговая сварка алюминия в алюминиевых сплавов в инертных газах |
АИНп |
|
16310–80* |
Соединение сварные из полиэтилена, полипропилена и винипласта |
Г,Э |
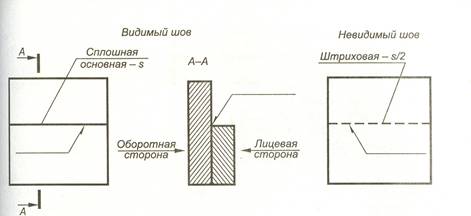
На изображении сварного шва различают лицевую и оборотную стороны. За лицевую в одностороннем шве принимать сторону, с которой производится сварка; в двухстороннем шве с несимметричным скосом – сторону, с которой производится сварка основного шва; в двухстороннем шве с симметричным скосом – любую сторону.
Видимые сварные швы на чертеже изображают основной линией, не видимые – штриховой.
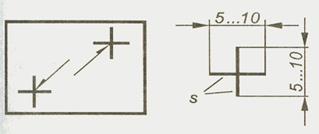
Видимые одиночные сварочные точки не зависимо от способа сварки условно изображают знаком +, который выполняют основной линией.
Невидимые одиночные сварные точки на чертеже не изображают. Наличие сварного шва на изображении детали указывают односторонней стрелкой.

Условное обозначение лицевых швов наносят над полкой линии–выноски, а оборотных – под полкой.

В зависимости от взаимного положения сварных деталей различают следующие виды сварных соединений:
стыковые (С) – свариваемые детали соединяются по
своим торцевым поверхностям;
угловые (У) – свариваемые детали расположены под углом и соединяются по
кромкам;
тавровые (Т) – торец одной детали соединяется с боковой поверхностью другой;
нахлесточные (Н)– боковые поверхности соединяемых деталей частично перекрывают
друг друга.
По своей протяженности сварные швы могут быть:
Прерывистые швы имеют равные по длине проваренные участки с равными промежутками между ними.
При двухсторонней сварке, если заваренные участки расположены друг против друга, такой шов называется цепным, если участки чередуются, то шов называется шахматным.


Структура обозначения стандартных швов следующая:

Табл. 3. Вспомогательные знаки в обозначении шва

Швы сварных соединений могут выполнятся усиленными.
Усиление (выпуклость) шва определяется величиной q.
Некоторые типы швов характеризуются величиной К, называемой катетом шва. Знак ?, проставляемый перед размером катета.

Примеры условных обозначений сварных швов
ГОСТ 14806–80* Т5 РнЗ – ![]() 6–50Z100–
6–50Z100–
электродуговая сварка алюминия, соединение тавровое (Т5), сварка ручная в среде защитных газов (Рн3), катет шва 6 мм (?6), шов шахматной, длина проверяемого участка 50мм, шаг 100мм (50Z100);
ГОСТ 5264–80* С18 ] – ручная электродуговая сварка при монтаже, шов стыковой (С18) по незамкнутому контуру ( ] ).
3. Заклепочные соединения
Заклепочные соединения применяют в конструкциях, работающих под действием значительных ударных и вибрационных нагрузок, в случаях, когда сварка недопустима из–за опасности отпуска термообработанных деталей, и при использовании несвариваемых материалов.
Заклепка представляет собой стержень цилиндрической формы с закладной головкой на одном конце. Замыкающая головка на другом конце образуется в процессе клепки.
Конструкции заклепок разнообразны и зависят от их назначения. Классификация заклепок.
По форме закладных головок они подразделяются:
а) полукруглая

б) потайная

в) полупотайная

г) плоская

Технология выполнения заклепочного соединения следующая. В соединяемых деталях выполняют отверстие, в которые вставляют заклепки, и их свободные концы расклепывают до образования замыкающих головок. При этом стержень каждой заклепки осаживается, заполняя отверстие в соединяемых деталях и обеспечивая плотность соединения.

Классификация заклепочных швов
а) по характеру взаимного расположения деталей:

б) по числу рядов заклепок

Изображение заклепочных швов
При выполнении рабочих чертежей клепочного соединения допускается применять упрощения, т. е. заклепки изображают в одном – двух местах, а остальные показывают условно – центровыми или осевыми линиями.

Табл. 4.

Условное обозначение заклепки включает в себя:
Пример:
Заклепка 8I 20.38. МЗ.Н6 ГОСТ 10300–80* заклепка с потайной головкой диаметром 8 мм, длиной 20 мм, из меди МЗ, с никелевым покрытием (Н), толщиной 6 мм.
4. Соединение пайкой
Пайка – процесс получения неразъемного соединения материалов посредством нагрева их ниже температуры плавления и заполнения зазора между ними расплавленным припоем.
Припой – это металл или сплав, вводимый в зазор между деталями и имеющий более низкую температуру плавления, чем соединяемые материалы.
Паяное соединение на чертежах изображают линией, толщина которой в 2 раза больше, чем линия обводки видимого контура (2S).
Для обозначения пайки используют условный знак – дуга выпуклостью к стрелке, который чертят на линии – выпуске, указывающей паяный шов.

Если шов выполняется по периметру, то линию – выноску заканчивают окружностью. Номер швов указывают на линии выноски.

5. Соединение склеиванием
Склеиванием называют соединение деталей тонким слоем быстро затвердевающего состава – клей. Применяют различные синтетические клеи: БФ–2; БФ–3; ПУ–2; ПК–5; и др.
Клееные швы изображают на чертежах на разрезах и на видах сплошной линией толщиной 2S. На линии – выноске чертят условный знак, напоминающий букву К. Если шов выполняется по периметру, то линию–выноску заканчивают окружностью. Марка клея записывается в технических требованиях в разделе “Материалы”.

6. Соединение сшиванием
Сшиванием называется процесс соединения деталей нитью.
Шов изображают тонкой сплошной линией с отводимой от нее линией – выноской с условным знаком сшивки, похожим на латинскую букву N. Толщина линий знака – S. Если соединение имеет несколько швов, то изображают только один, расположенный ближе к краю, а количество швов указывают под полкой линии – выноски.


Наглядный материал
Примеры выполнения чертежей сварных соединений


Самостоятельная работа по проверке усвоения изученного материала
Задание №1
На каком рисунке ( 1, 2, 3, 4,) изображено сварное
соединение?
На каком чертеже приведен стыковой сваренный шов, показанный с оборотной стороны:

Какой из вспомогательных знаков в условном обозначении шва, соответствует шву по незамкнутому контуру?
![]()
На каком чертеже изображено и обозначено соединение пайкой?

Задание№2
Расшифруйте условные обозначения шва.
ГОСТ 5264–80–Т5![]() 6–50Z100
6–50Z100
Задание № 3
Запишите условие и обозначение шва:
Шов стыкового соединения с криволинейным скосом одной кромки, двухсторонней, выполнен при монтаже ручной электродуговой сваркой, усиление шва снято, параметр шероховатости поверхности шва с лицевой стороны Rz20, с обратной – Rz40
Задание № 4
Запишите условные обозначения шва.
Шов углового соединения с косом кромок, выполненный электрошлаковой сваркой проволочным электродом по замкнутой линии. Катет шва 22 мм.
Задание № 5
Расшифруйте марку сваренного соединения.
ГОСТ 1406 – 80 – Н1 – ![]() 5 ]
5 ]
Критерии оценки по этапам занятия
|
№ |
Наименование критерия |
Количество баллов |
|
1 |
Профессиональное, грамотное выполнение чертежа сварного изделия. |
15 |
|
2 |
Качество графической части чертежа сварного изделия. |
10 |
|
3 |
Грамотность и четкость, отсутствие ошибок на чертеже сварного изделия. |
10 |
|
4 |
Ответов на вопросы дискуссии. |
10 |
|
5 |
Этика ведения дискуссии. |
5 |
|
6 |
Активность работы микрогруппы. |
5 |
|
7 |
Быстрота выполнения заданий. |
5 |
|
8 |
Штрафные баллы за нарушение дисциплины. |
–5 |
|
9 |
Итого |
55(–5) |
Вопросы для дискуссии
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.