Поделиться

Резка металла
Содержание
Введение
Сведения об изделии и назначение изделия
Описание процесса кислородной резки
Материалы, применяемые при резке
Оборудование и аппаратура для газокислородной резки
Контроль качества резки
Механизация процесса резки
Организация рабочего места при газопламенной сварке и резке
Мероприятия по организации безопасных условий труда
Список литературы
Резкой металлов называют отделение частей (заготовок) от сортового, листового или литого металла. Различают механическую (ножницами, пилами, резцами), ударную (рубка) и термическую резку.
Термической резкой называют обработку металла (вырезку заготовок, строжку, создание отверстий) посредством нагрева. Паз, образующийся между частями металла в результате резки, называют резом. По форме и характеру реза может быть разделительная и поверхностная резка, по шероховатости реза - заготовительная и чистовая. Термическая резка отличается от других видов высокой производительностью при относительно малых затратах энергии и возможностях получения заготовок любого сколь угодно сложного контура при большой толщине металла.
Можно выделить три группы процессов термической резки: окислением, плавлением и плавлением с окислением. При резке окислением металл в зоне резки нагревают до температуры его воспламенения в кислороде, затем сжигают его в струе кислорода, используя образующуюся теплоту для подогрева следующих участков металла. Продукты сгорания выдувают из реза струёй кислорода и газов, образующихся при горении металла. К резке окислением относится газопламенная (кислородная) и кислородно-флюсовая резка. При резке плавлением металл в месте резки нагревают мощным концентрированным источником тепла выше температуры его плавления и выдувают расплавленный металл из реза с помощью силы давления дуговой плазмы, реакции паров металла, электродинамических и других сил, возникающих при действии источника тепла, либо специальной струёй газа. К способам этой группы относятся дуговая, воздушно-дуговая, сжатой дугой (плазменная), лазерная и термогазоструйная.
резка термическая металл кислородная
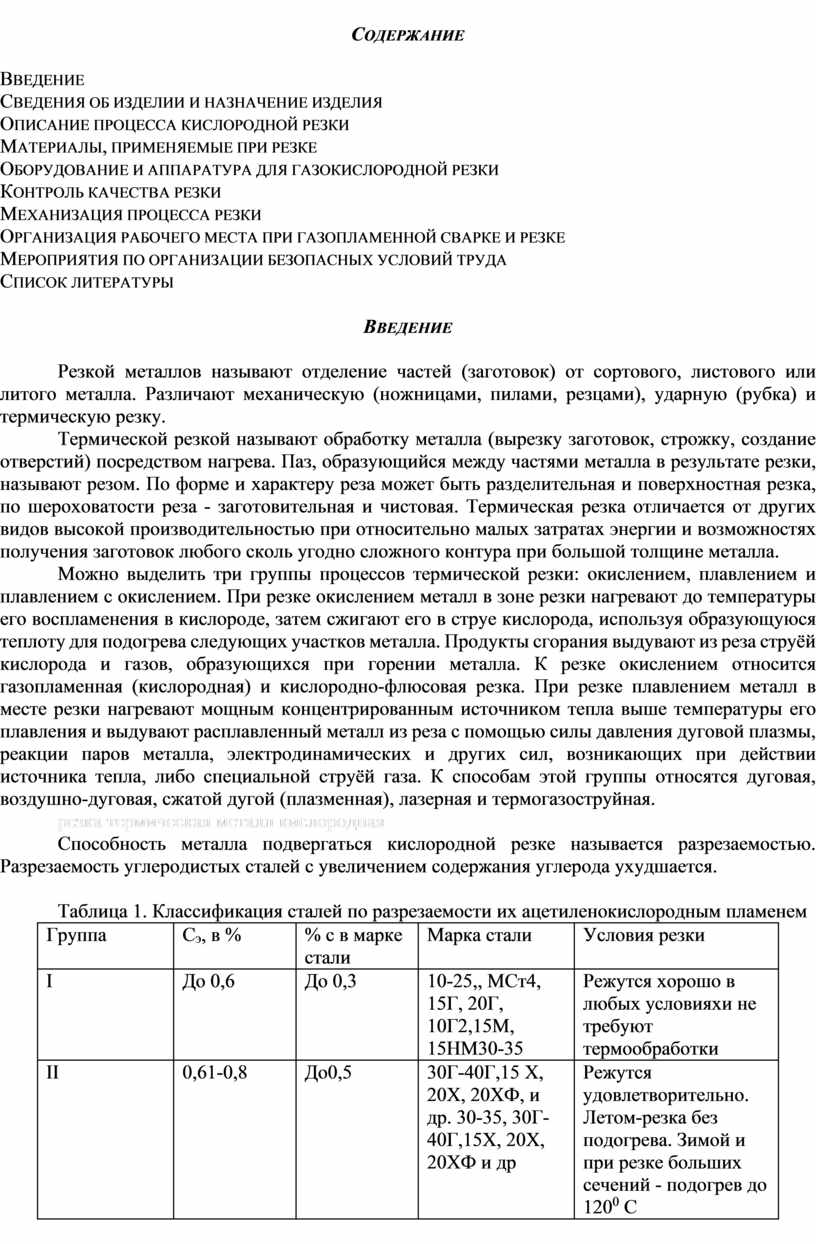
Способность металла подвергаться кислородной резке называется разрезаемостью. Разрезаемость углеродистых сталей с увеличением содержания углерода ухудшается.
Таблица 1. Классификация сталей по разрезаемости их ацетиленокислородным пламенем
|
Группа |
Сэ, в % |
% с в марке стали |
Марка стали |
Условия резки |
|
I |
До 0,6 |
До 0,3 |
10-25,, МСт4, 15Г, 20Г, 10Г2,15М, 15НМ30-35 |
Режутся хорошо в любых условияхи не требуют термообработки |
|
II |
0,61-0,8 |
До0,5 |
30Г-40Г,15 Х, 20Х, 20ХФ, и др. 30-35, 30Г-40Г,15Х, 20Х, 20ХФ и др |
Режутся удовлетворительно. Летом-резка без подогрева. Зимой и при резке больших сечений - подогрев до 1200 С |
|
III |
0,81-1,1 |
До0,8 |
50-70,50Г-70Г,12М-35ХМ,18ХГМ, 20ХГМ и др. |
Режутся ограниченно, склонны к закалке и трещинам при резке; резку ведут в горячем виде при температуре листа 200-3000С |
|
IV |
Более 1,1 |
Более 0,8 |
25ХГМ-50ХГМ, 33ХС-40ХС, 40ХГМ, 50 ХГА |
Режутся плохо, склонны давать трещины, требуют дополнительного подогрева до 300-4500 С и замедленного охлаждения |
Мне дано задание: разрезать листовую сталь S до 60 мм, сталь углеродистая. Следовательно, моим изделием является лист металла. Из таблицы 1 мы видим, что данный вид стали обладает хорошей разрезаемостью.
Марки стали углеродистой
Углеродистая сталь обыкновенного качества в зависимости от назначения подразделяется на три группы:
группа А - поставляемая по механическим свойствам;
группа Б - поставляемая по химическому составу;
группа В - поставляемая по механическим свойствам и химическому составу.
В зависимости от нормируемых показателей стали группы А подразделяются на три категории: А1, А2, А3; стали группы Б на две категории: Б1 и Б2; стали группы В на шесть категорий: В1, В2, В3, В4, В5, В6. Для стали группы А установлены марки Ст0, Ст1, Ст2, Ст3, Ст4, Ст5, Ст6. Для стали группы Б марки БСт0, БСт1, БСт2, БСт3, БСт4, БСт5, БСт6. Сталь группы В изготовляется мартеновским и конвертерным способом. Для нее установлены марки ВСт2, ВСт3, ВСт4, ВСт5.
Буквы Ст обозначают сталь, цифры от 0 до 6 - условный номер марки стали в зависимости от химического состава <http://www.sak.ru/reference/material/steel/steel1-1-1.html> и механических свойств <http://www.sak.ru/reference/material/steel/steel1-1-2.html>. С повышением номера стали возрастают пределы прочности (σв) и текучести (σт) и уменьшается относительное удлинение (δ5).
Марку стали Ст0 присваивают стали, отбракованной по каким-либо признакам. Эту сталь используют в неответственных конструкциях.
В ответственных конструкциях применяют сталь Ст3сп.
Буквы Б и В указывают на группу стали, группа А в обозначении не указывается.
Если сталь относится к кипящей, ставится индекс "кп", если к полустойкой - "пс", к спокойной - "сп". Качественные углеродистые конструкционные стали применяют для изготовления ответственных сварных конструкций. Качественные стали по ГОСТ 1050-74 маркируются двузначными цифрами, обозначающими среднее содержание углерода в сотых долях процента. Например, марки 10, 15,20 и т.д. означают, что сталь содержит в среднем 0,10%, 0,15%, 0,2% углерода.
Сталь по ГОСТ 1050-74 изготовляют двух групп: группа I - с нормальным содержанием марганца (0,25-0,8%), группа II - с повышенным содержанием марганца (0,7-1,2%). При повышенном содержании марганца в обозначение дополнительно вводится буква Г, указывающая, что сталь имеет повышенное содержание марганца.
По требованию потребителя выбираем марку стали.
Таблица 2. Используемые марки стали и требования к химическому составу
|
Группа прочности |
Марки стали |
Массовая доля элементов и предельные отклонения, % |
|
К260В К270В К310В К330В К350В К390В К490В |
08кп 08пс, 08, 10кп, 10пс, 10 15кп, 15пс 15, 20кп 20пс,20 25,30 35, 40, 45, 50 |
По ГОСТ 1050 Для проката из стали марок 08кп и 08пс нижний предел массовой доли углерода и кремния не ограничивают |
|
ОК300В ОК360В ОК370В ОК400В |
Ст1, Ст2 (всех степ. раскисл.) Ст3 (всех степ. раскисл.) Ст3пс, Ст3сп Ст4 (всех степ. раскисл.) Ст5пс, Ст5сп |
По ГОСТ 380 Массовую долю хрома, никеля и меди нормируют по требованию потребителя. Нижний предел массовой доли углерода не ограничивают Для проката из стали с номерами марок 3, 4, 5 (всех степеней раскисления) допускается снижение массовой доли марганца на 0,10 %. При раскислении полуспокойной стали алюминием, титаном или другими раскислителями, не содержащими кремния, а также несколькими раскислителями (ферросилицием и алюминием, ферросилицием и титаном и др.) массовая доля кремния в стали допускается менее 0,05 %. При этом массовая доля алюминия допускается до 0,07 %. Раскисление титаном, алюминием и другими раскислителями, не содержащими кремния, указывают в документе о качестве |
Для выполнения резки металла вручную лучше выполнять газокислородной резкой. Как уже упоминалось ранее, этот вид резки представляет собой горение металла в струе кислорода. Перед этим обязателен предварительный подогрев места резки до температуры воспламенения (более точное определение - до момента начала оксидирования металла в кислороде). Предварительный подогрев дает пламя ацетилена или пламя газов-заменителей. После того, как место резки будет разогрето до температуры 300-1300°С (для каждого металла - свое конкретное значение), осуществляется пуск режущего кислорода. Кислород режет подогретый металл и одновременно удаляет образующиеся оксиды. Для того чтобы процесс был беспрерывным, надо чтобы подогревающее пламя находилось всегда впереди струи кислорода.
Различные металлы в различной степени доступны для кислородной резки. Лучше всего режутся низкоуглеродистые стали с содержанием углерода не выше 0,3%. Среднеуглеродистые стали (углерод до 0,7%) режутся хуже. Резка высокоуглеродистых сталей вообще проблематична, а при наличии в составе углерода свыше 1% резка вообще невозможна без добавки специальных флюсов.
Первое, что надо запомнить, определяя режим резки для металлов, толщина которых более 400 мм: подогревающее пламя должно содержать в своем составе избыток ацетилена (науглераживающее пламя). Это даст увеличение длины факела и позволит прогреть металл на глубину. Если толщина металла не превышает 300 мм, то достаточно нормального пламени.
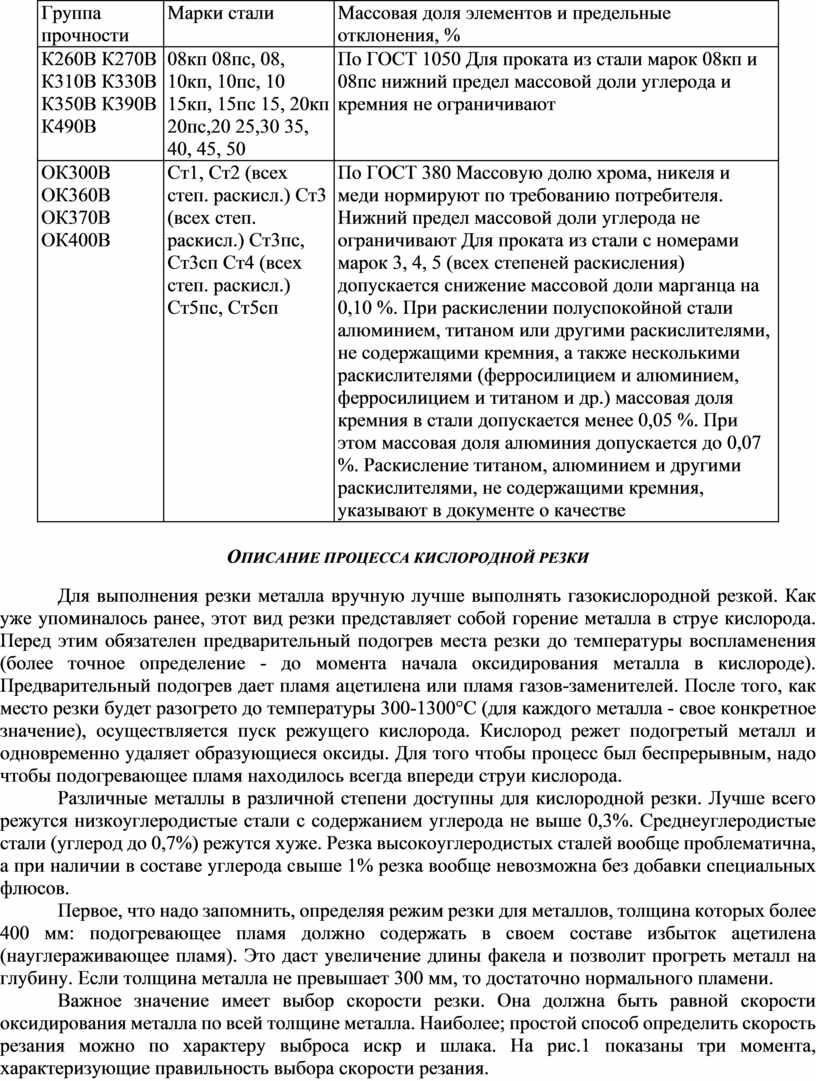
Важное значение имеет выбор скорости резки. Она должна быть равной скорости оксидирования металла по всей толщине металла. Наиболее; простой способ определить скорость резания можно по характеру выброса искр и шлака. На рис.1 показаны три момента, характеризующие правильность выбора скорости резания.
Рис.1. Определение скорости резки по выбросу искр (шлака).1 - недостаточная скорость резания; 2 - нормальная скорость резания; 3 - завышенная скорость резания
Правильность положения резака влияет на производительность резки. В самом начале резки подогревающее пламя надо устанавливать на край разрезаемого металла для нагрева кромки до температуры оплавления.
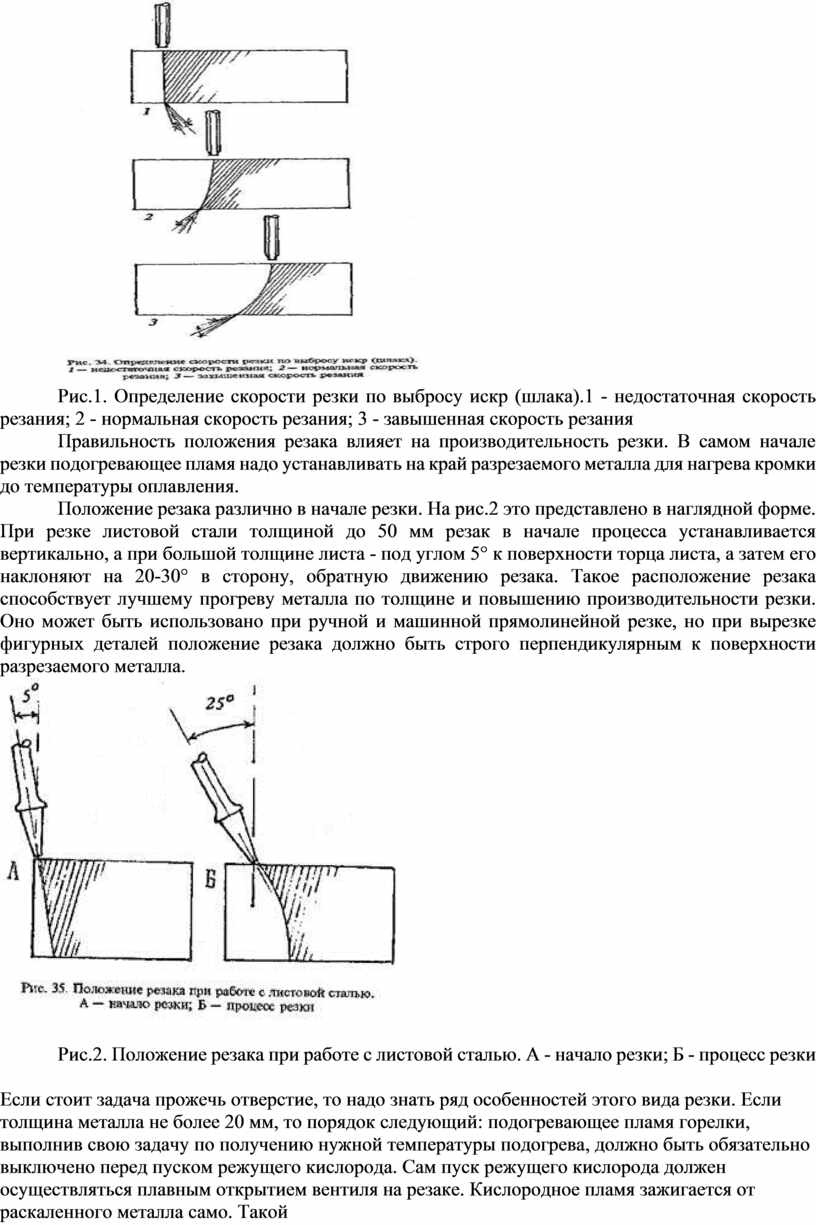
Положение резака различно в начале резки. На рис.2 это представлено в наглядной форме. При резке листовой стали толщиной до 50 мм резак в начале процесса устанавливается вертикально, а при большой толщине листа - под углом 5° к поверхности торца листа, а затем его наклоняют на 20-30° в сторону, обратную движению резака. Такое расположение резака способствует лучшему прогреву металла по толщине и повышению производительности резки. Оно может быть использовано при ручной и машинной прямолинейной резке, но при вырезке фигурных деталей положение резака должно быть строго перпендикулярным к поверхности разрезаемого металла.
Рис.2. Положение резака при работе с листовой сталью. А - начало резки; Б - процесс резки
Если стоит задача прожечь отверстие, то надо знать ряд особенностей этого вида резки. Если толщина металла не более 20 мм, то порядок следующий: подогревающее пламя горелки, выполнив свою задачу по получению нужной температуры подогрева, должно быть обязательно выключено перед пуском режущего кислорода. Сам пуск режущего кислорода должен осуществляться плавным открытием вентиля на резаке. Кислородное пламя зажигается от раскаленного металла само. Такой порядок позволит исключить обратные удары пламени (хлопки).
Если толщина металла достигает 50 мм, то для облегчения процесса прожигания отверстия деталь (лист) надо установить в наклонное положение, а то и вертикально, для обеспечения беспрепятственного стока шлаковых образований.
При этом первоначальное отверстие готовится путем сверления на небольшую глубину. Порядок пуска режущего кислорода такой же, как и в предыдущем случае.
Мундштук при резке надо фиксировать на определенном расстоянии от обрабатываемого металла. Для этих целей могут быть изготовлены (или приобретены) специальные приспособления. Чаще всего это тележки, прикрепляемые к головке резака.
Ручная резка может быть производительной только в том случае, если резчик правильно держит резак в процессе обработки детали, правильно определяет точку начала резки, соблюдает требуемый угол наклона пламени, правильно выбрал горючий газ, номер мундштука.
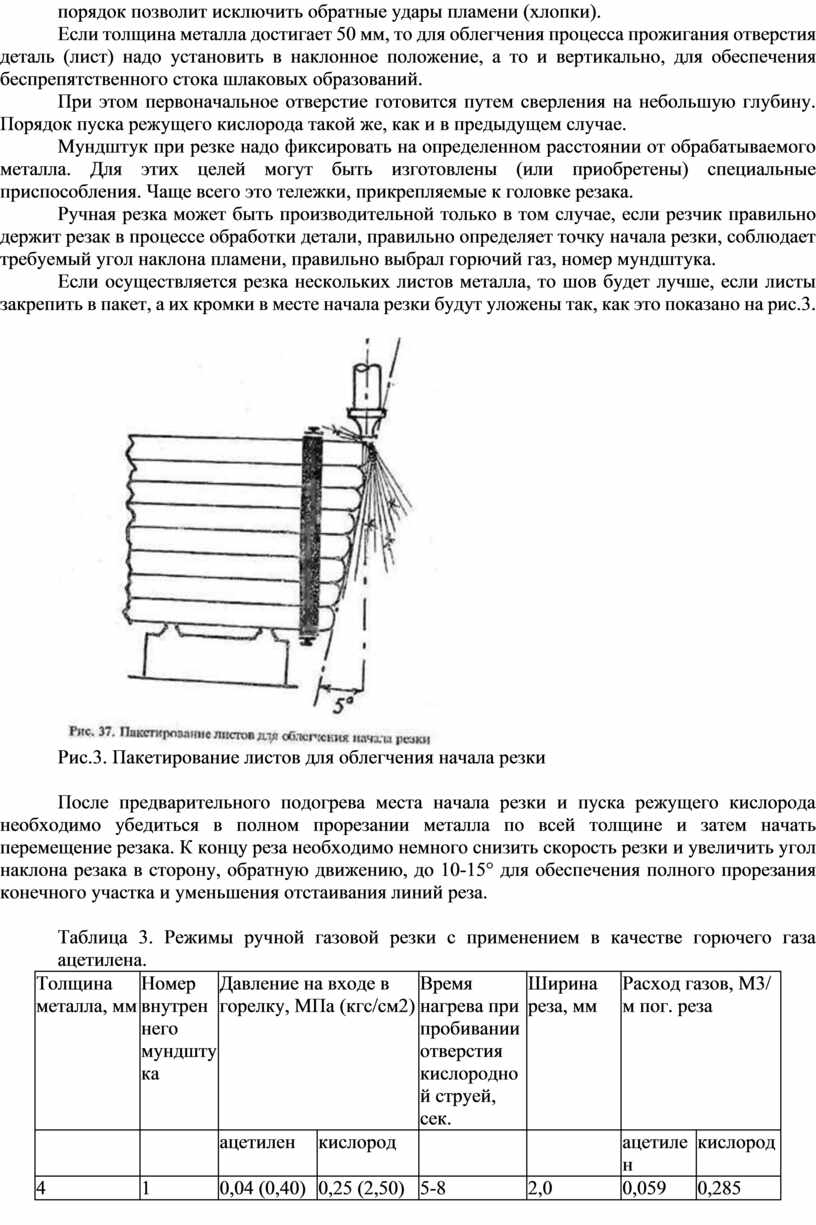
Если осуществляется резка нескольких листов металла, то шов будет лучше, если листы закрепить в пакет, а их кромки в месте начала резки будут уложены так, как это показано на рис.3.
Рис.3. Пакетирование листов для облегчения начала резки
После предварительного подогрева места начала резки и пуска режущего кислорода необходимо убедиться в полном прорезании металла по всей толщине и затем начать перемещение резака. К концу реза необходимо немного снизить скорость резки и увеличить угол наклона резака в сторону, обратную движению, до 10-15° для обеспечения полного прорезания конечного участка и уменьшения отстаивания линий реза.
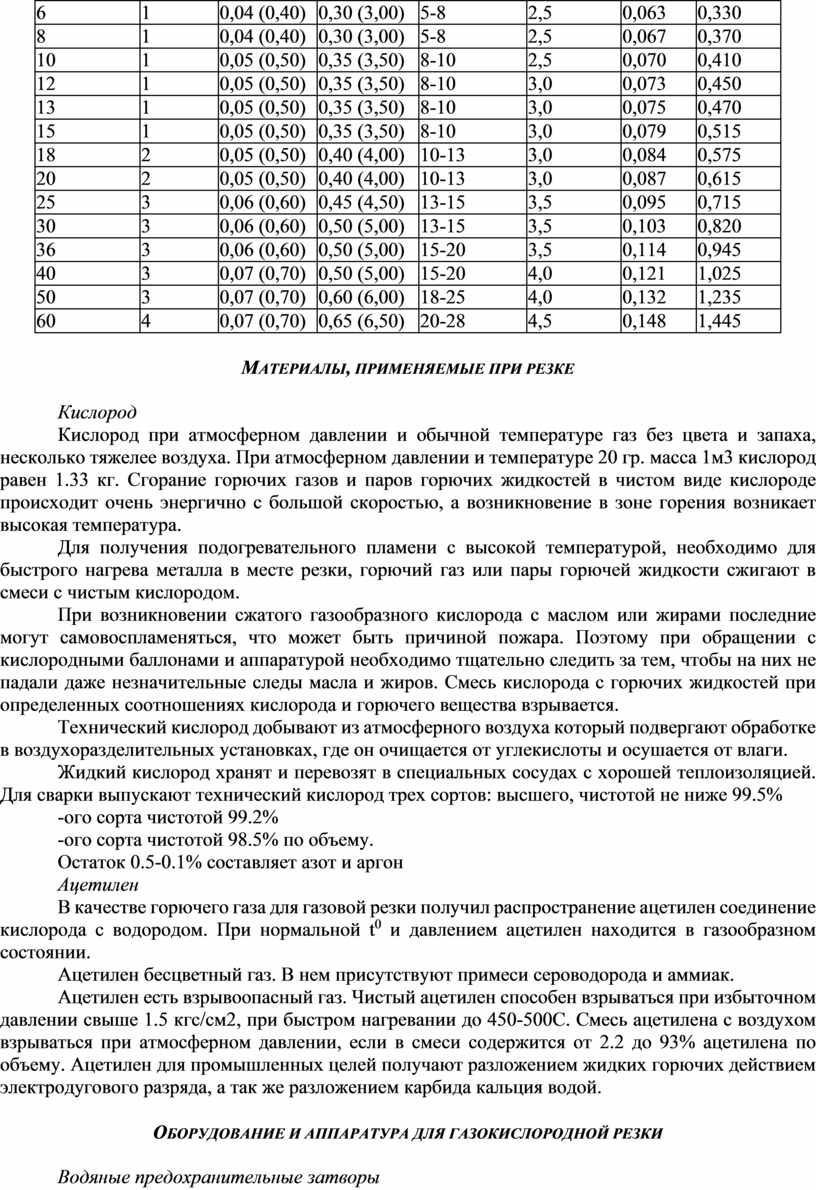
Таблица 3. Режимы ручной газовой резки с применением в качестве горючего газа ацетилена.
|
Толщина металла, мм |
Номер внутреннего мундштука |
Давление на входе в горелку, МПа (кгс/см2) |
Время нагрева при пробивании отверстия кислородной струей, сек. |
Ширина реза, мм |
Расход газов, М3/ м пог. реза |
||
|
|
|
ацетилен |
кислород |
|
|
ацетилен |
кислород |
|
4 |
1 |
0,04 (0,40) |
0,25 (2,50) |
5-8 |
2,0 |
0,059 |
0,285 |
|
6 |
1 |
0,04 (0,40) |
0,30 (3,00) |
5-8 |
2,5 |
0,063 |
0,330 |
|
8 |
1 |
0,04 (0,40) |
0,30 (3,00) |
5-8 |
2,5 |
0,067 |
0,370 |
|
10 |
1 |
0,05 (0,50) |
0,35 (3,50) |
8-10 |
2,5 |
0,070 |
0,410 |
|
12 |
1 |
0,05 (0,50) |
0,35 (3,50) |
8-10 |
3,0 |
0,073 |
0,450 |
|
13 |
1 |
0,05 (0,50) |
0,35 (3,50) |
8-10 |
3,0 |
0,075 |
0,470 |
|
15 |
1 |
0,05 (0,50) |
0,35 (3,50) |
8-10 |
3,0 |
0,079 |
0,515 |
|
18 |
2 |
0,05 (0,50) |
0,40 (4,00) |
10-13 |
3,0 |
0,084 |
0,575 |
|
20 |
2 |
0,05 (0,50) |
0,40 (4,00) |
10-13 |
3,0 |
0,087 |
0,615 |
|
25 |
3 |
0,06 (0,60) |
0,45 (4,50) |
13-15 |
3,5 |
0,095 |
0,715 |
|
30 |
3 |
0,06 (0,60) |
0,50 (5,00) |
13-15 |
3,5 |
0,103 |
0,820 |
|
36 |
3 |
0,06 (0,60) |
0,50 (5,00) |
15-20 |
3,5 |
0,114 |
0,945 |
|
40 |
3 |
0,07 (0,70) |
0,50 (5,00) |
15-20 |
4,0 |
0,121 |
1,025 |
|
50 |
3 |
0,07 (0,70) |
0,60 (6,00) |
18-25 |
4,0 |
0,132 |
1,235 |
|
60 |
4 |
0,07 (0,70) |
0,65 (6,50) |
20-28 |
4,5 |
0,148 |
1,445 |
Кислород
Кислород при атмосферном давлении и обычной температуре газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 гр. масса 1м3 кислород равен 1.33 кг. Сгорание горючих газов и паров горючих жидкостей в чистом виде кислороде происходит очень энергично с большой скоростью, а возникновение в зоне горения возникает высокая температура.
Для получения подогревательного пламени с высокой температурой, необходимо для быстрого нагрева металла в месте резки, горючий газ или пары горючей жидкости сжигают в смеси с чистым кислородом.
При возникновении сжатого газообразного кислорода с маслом или жирами последние могут самовоспламеняться, что может быть причиной пожара. Поэтому при обращении с кислородными баллонами и аппаратурой необходимо тщательно следить за тем, чтобы на них не падали даже незначительные следы масла и жиров. Смесь кислорода с горючих жидкостей при определенных соотношениях кислорода и горючего вещества взрывается.
Технический кислород добывают из атмосферного воздуха который подвергают обработке в воздухоразделительных установках, где он очищается от углекислоты и осушается от влаги.
Жидкий кислород хранят и перевозят в специальных сосудах с хорошей теплоизоляцией. Для сварки выпускают технический кислород трех сортов: высшего, чистотой не ниже 99.5%
-ого сорта чистотой 99.2%
-ого сорта чистотой 98.5% по объему.
Остаток 0.5-0.1% составляет азот и аргон
Ацетилен
В качестве горючего газа для газовой резки получил распространение ацетилен соединение кислорода с водородом. При нормальной t0 и давлением ацетилен находится в газообразном состоянии.
Ацетилен бесцветный газ. В нем присутствуют примеси сероводорода и аммиак.
Ацетилен есть взрывоопасный газ. Чистый ацетилен способен взрываться при избыточном давлении свыше 1.5 кгс/см2, при быстром нагревании до 450-500С. Смесь ацетилена с воздухом взрываться при атмосферном давлении, если в смеси содержится от 2.2 до 93% ацетилена по объему. Ацетилен для промышленных целей получают разложением жидких горючих действием электродугового разряда, а так же разложением карбида кальция водой.
Водяные предохранительные затворы
Водяные затворы защищают ацетиленовый генератор и трубопровод от обратного удар пламени из сварочной горелки и резака. Обратным ударом называется воспламенение ацетиленово-кислородной смеси в каналах горелки или резака.
Водяной затвор обеспечивает безопасность работ при газовой сварке и резке и является главной частью газосварочного поста. Водяной затвор должен содержатся всегда в исправном состоянии, и быть наполнен водой до уровня контрольного крана.
Водяной затвор всегда включает между горелкой или резаком и ацетиленовым генератором или газопроводом.
Баллон для сжатых газов
Баллоны для кислорода и других сжатых газов представляют собой стальные цилиндрические сосуды. В горловине баллона сделано отверстие с конусной резьбой, куда ввертывается запорный вентиль. Баллоны бесшовные для газов высоких давлений изготавливают из Турб углеродистой и легированной стали. Баллоны окрашивают с наружи в словные цвета, в зависимости от рода газа. Например, кислородные баллоны в голубой цвет, ацетиленовые в белый водородные в желто-зеленый для прочих горючих газов в красный цвет.
Верхнею сферическую часть баллона не окрашивают и на ней выбивают паспортные данные баллона.
Баллон на сварочном посту устанавливают вертикально и закрепляют хомутом.
Вентили для баллонов
Вентили кислородных баллонов изготавливают из латуни. Сталь для деталей вентиля применять нельзя, так как она сильно коррозирует в среде сжатого влажного кислорода.
Ацетиленовые вентили изготавливают из стали. Запрещается применять медь и сплавы, содержащие свыше 70% меди, так как с медью ацетилен может образовывать взрывчатое соединение - ацетиленовую медь.
Редукторы для сжатых газов
Редукторы служат для понижения давления газа, отбираемого из баллонов (или газопровода), и поддержания этого давления постоянным независимо от снижения давления газа в баллоне. Принцип действия и основные детали у всех редукторов примерно одинаковы.
По конструкции бывают редукторы однокамерные и двухкамерные.
Двухкамерные редукторы имеют две камеры редуцирования, работающие последовательно, дают более постоянное рабочее давление и менее склонны к замерзанию при больших расходах газа.
Рукава (шланги) служат для подвода газа в горелку. Они должны обладать достаточной прочностью, выдерживать давление газа, быть гибкими и не стеснять движений сварщика. Шланги изготовляют из вулканизированной резины с прокладками из ткани. Выпускаются рукава для ацетилена и кислорода. Для бензина и керосина применяют шланги из бензостойкой резины.
Резаки
Такой инструмент, как кислородный резак, удобно совмещает все стадии резки и предназначен для правильного смешивания горючих газов или паров жидкости с кислородом, образования подогревающего пламени и подачи струи чистого кислорода в зону резки. Резаки классифицируют по принципу смешения газов (инжекторные и безынжекторные), по назначению (универсальные, вставные и специальные), по применению (для ручной и машинной резки) и по виду резки (для разделительной и поверхностной резки). В настоящее время широко используются универсальные инжекторные ручные резаки для разделительной резки, схема строения которых представлена на рисунке 4.
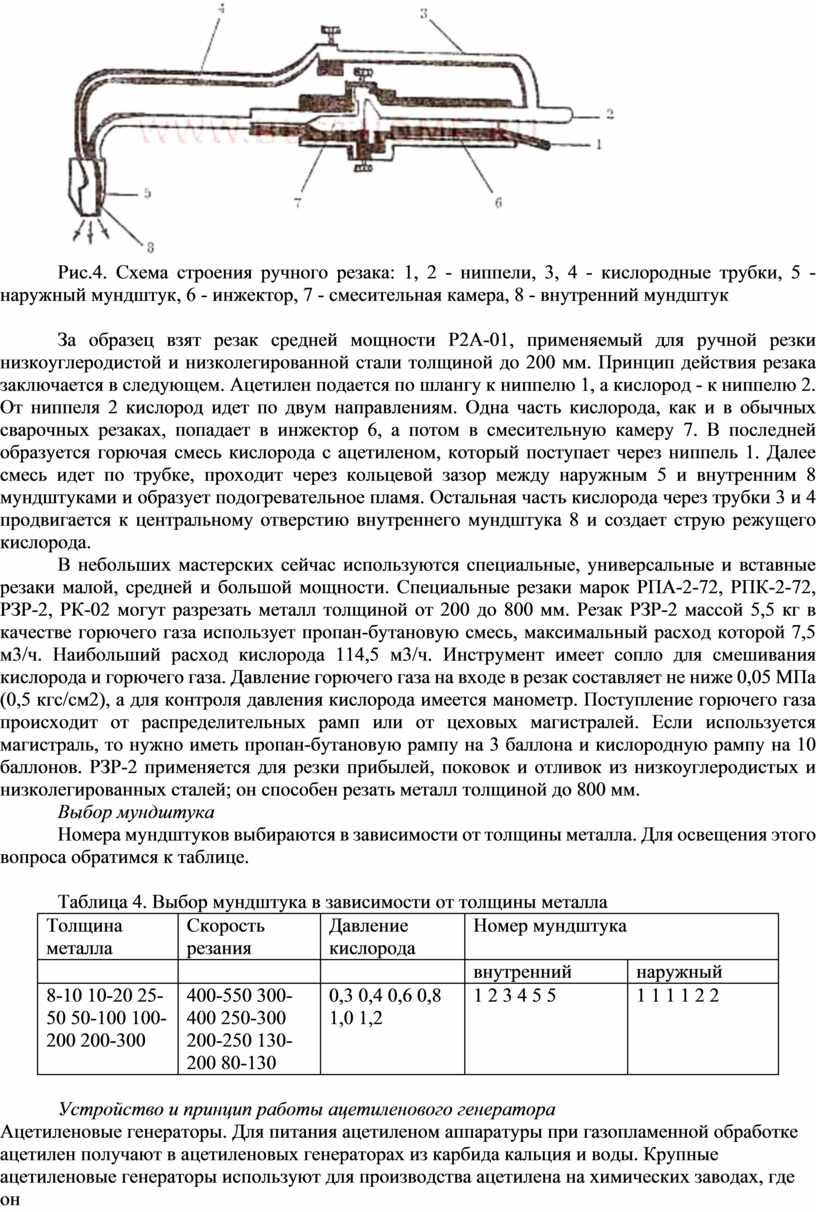
Рис.4. Схема строения ручного резака: 1, 2 - ниппели, 3, 4 - кислородные трубки, 5 - наружный мундштук, 6 - инжектор, 7 - смесительная камера, 8 - внутренний мундштук
За образец взят резак средней мощности Р2А-01, применяемый для ручной резки низкоуглеродистой и низколегированной стали толщиной до 200 мм. Принцип действия резака заключается в следующем. Ацетилен подается по шлангу к ниппелю 1, а кислород - к ниппелю 2. От ниппеля 2 кислород идет по двум направлениям. Одна часть кислорода, как и в обычных сварочных резаках, попадает в инжектор 6, а потом в смесительную камеру 7. В последней образуется горючая смесь кислорода с ацетиленом, который поступает через ниппель 1. Далее смесь идет по трубке, проходит через кольцевой зазор между наружным 5 и внутренним 8 мундштуками и образует подогревательное пламя. Остальная часть кислорода через трубки 3 и 4 продвигается к центральному отверстию внутреннего мундштука 8 и создает струю режущего кислорода.
В небольших мастерских сейчас используются специальные, универсальные и вставные резаки малой, средней и большой мощности. Специальные резаки марок РПА-2-72, РПК-2-72, РЗР-2, РК-02 могут разрезать металл толщиной от 200 до 800 мм. Резак РЗР-2 массой 5,5 кг в качестве горючего газа использует пропан-бутановую смесь, максимальный расход которой 7,5 м3/ч. Наибольший расход кислорода 114,5 м3/ч. Инструмент имеет сопло для смешивания кислорода и горючего газа. Давление горючего газа на входе в резак составляет не ниже 0,05 МПа (0,5 кгс/см2), а для контроля давления кислорода имеется манометр. Поступление горючего газа происходит от распределительных рамп или от цеховых магистралей. Если используется магистраль, то нужно иметь пропан-бутановую рампу на 3 баллона и кислородную рампу на 10 баллонов. РЗР-2 применяется для резки прибылей, поковок и отливок из низкоуглеродистых и низколегированных сталей; он способен резать металл толщиной до 800 мм.
Выбор мундштука
Номера мундштуков выбираются в зависимости от толщины металла. Для освещения этого вопроса обратимся к таблице.
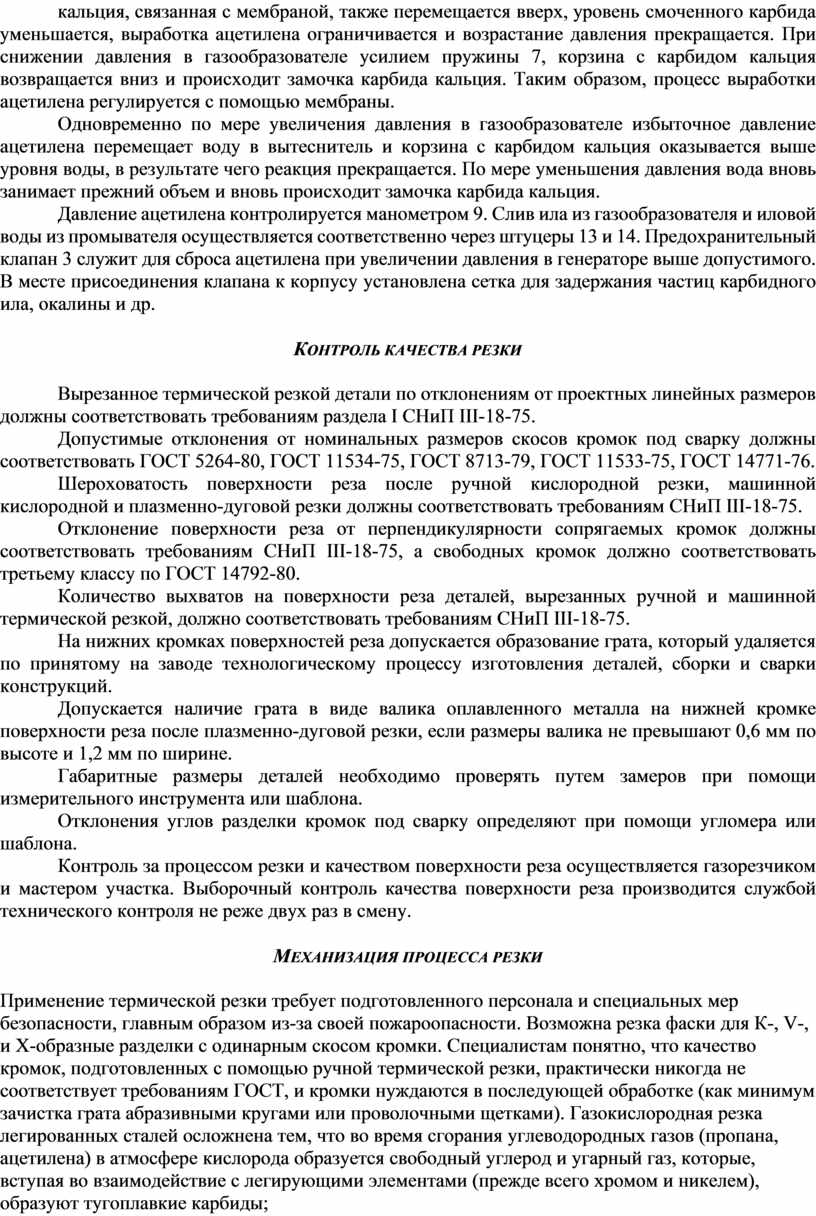
Таблица 4. Выбор мундштука в зависимости от толщины металла
|
Толщина металла |
Скорость резания |
Давление кислорода |
Номер мундштука |
|
|
|
|
|
внутренний |
наружный |
|
8-10 10-20 25-50 50-100 100-200 200-300 |
400-550 300-400 250-300 200-250 130-200 80-130 |
0,3 0,4 0,6 0,8 1,0 1,2 |
1 2 3 4 5 5 |
1 1 1 1 2 2 |
Устройство и принцип работы ацетиленового генератора
Ацетиленовые генераторы. Для питания ацетиленом аппаратуры при газопламенной обработке ацетилен получают в ацетиленовых генераторах из карбида кальция и воды. Крупные ацетиленовые генераторы используют для производства ацетилена на химических заводах, где он служит сырьем для получения многих химических продуктов.
Существуют следующие типы и системы генераторов. По давлению вырабатываемого ацетилена - два типа генераторов: низкого давления (до 0,02 МПа) и среднего давления (0,02.0,15 МПа). По способу применения - передвижные и стационарные. По способу взаимодействия карбида кальция с водой - три типа генераторов: система генераторов KB - карбид в воду; ВК - вода на карбид, с вариантами процессов: М - "мокрого" и С - "сухого"; К - контактный с вариантами процессов: ВВ - вытеснения воды и ПК - погружения карбида.
Изготовлять ацетиленовые генераторы следует только на специализированных предприятиях. Стационарные ацетиленовые генераторы должны быть пригодны для работы при температуре окружающей среды 5.35°С, передвижные - при температуре - 25. +40°С. В конструкции генератора должны быть предусмотрены следующие основные узлы: газообразователь, газосборник, ограничитель максимального давления, предохранительный затвор против обратного удара пламени, устройства для автоматической регулировки количества вырабатываемого ацетилена в зависимости от его потребления.
В настоящее время в эксплуатации находится большое количество передвижных и стационарных генераторов различных конструкций, в том числе и таких, которые сняты с производства. В качестве примера рассмотрим передвижной ацетиленовый генератор АСП-1,25 (выпускаемый в настоящее время) - контактного типа среднего давления прерывного действия - работает по системе ПК в сочетании с системой ВВ (рис.1).
Корпус 2 генератора состоит из газообразователя и промывателя, соединенных между собой переливной трубкой. В газообразователе происходит разложение карбида кальция с выделением ацетилена, в промывателе - охлаждение и отделение ацетилена от частиц извести. Вода в газообразователь заливается через горловину. При достижении переливной трубки 15 вода переливается по ней в промыватель, который заполняется до уровня контрольной пробки 13. Карбид кальция загружают в корзину 4, закрепляют поддон 10, устанавливают крышку с мембраной на горловину. Уплотнение крышки 8 с горловиной обеспечивается винтом 6 с помощью мембраны 5.
Образующийся в газообразователе ацетилен по переливной трубке 15 поступает в промыватель, где, проходя через слой воды, охлаждается и промывается.
Рис.5. Генератор ацетилена: а - общий вид; I - горловина; II - газообразователь; III - вытеснитель; IV - промыватель; б - генератор в разрезе
Из промывателя через вентиль 12 по шлангу ацетилен поступает в предохранительный затвор 1 и далее на потребление.
По мере повышения давления в газообразователе давление ацетилена на мембрану преодолевает сопротивление пружины 7, перемещая ее вверх, при этом корзина с карбидом кальция, связанная с мембраной, также перемещается вверх, уровень смоченного карбида уменьшается, выработка ацетилена ограничивается и возрастание давления прекращается. При снижении давления в газообразователе усилием пружины 7, корзина с карбидом кальция возвращается вниз и происходит замочка карбида кальция. Таким образом, процесс выработки ацетилена регулируется с помощью мембраны.
Одновременно по мере увеличения давления в газообразователе избыточное давление ацетилена перемещает воду в вытеснитель и корзина с карбидом кальция оказывается выше уровня воды, в результате чего реакция прекращается. По мере уменьшения давления вода вновь занимает прежний объем и вновь происходит замочка карбида кальция.
Давление ацетилена контролируется манометром 9. Слив ила из газообразователя и иловой воды из промывателя осуществляется соответственно через штуцеры 13 и 14. Предохранительный клапан 3 служит для сброса ацетилена при увеличении давления в генераторе выше допустимого. В месте присоединения клапана к корпусу установлена сетка для задержания частиц карбидного ила, окалины и др.
Вырезанное термической резкой детали по отклонениям от проектных линейных размеров должны соответствовать требованиям раздела I СНиП III-18-75.
Допустимые отклонения от номинальных размеров скосов кромок под сварку должны соответствовать ГОСТ 5264-80, ГОСТ 11534-75, ГОСТ 8713-79, ГОСТ 11533-75, ГОСТ 14771-76.
Шероховатость поверхности реза после ручной кислородной резки, машинной кислородной и плазменно-дуговой резки должны соответствовать требованиям СНиП III-18-75.
Отклонение поверхности реза от перпендикулярности сопрягаемых кромок должны соответствовать требованиям СНиП III-18-75, а свободных кромок должно соответствовать третьему классу по ГОСТ 14792-80.
Количество выхватов на поверхности реза деталей, вырезанных ручной и машинной термической резкой, должно соответствовать требованиям СНиП III-18-75.
На нижних кромках поверхностей реза допускается образование грата, который удаляется по принятому на заводе технологическому процессу изготовления деталей, сборки и сварки конструкций.
Допускается наличие грата в виде валика оплавленного металла на нижней кромке поверхности реза после плазменно-дуговой резки, если размеры валика не превышают 0,6 мм по высоте и 1,2 мм по ширине.
Габаритные размеры деталей необходимо проверять путем замеров при помощи измерительного инструмента или шаблона.
Отклонения углов разделки кромок под сварку определяют при помощи угломера или шаблона.
Контроль за процессом резки и качеством поверхности реза осуществляется газорезчиком и мастером участка. Выборочный контроль качества поверхности реза производится службой технического контроля не реже двух раз в смену.
Применение термической резки требует подготовленного персонала и специальных мер безопасности, главным образом из-за своей пожароопасности. Возможна резка фаски для К-, V-, и Х-образные разделки с одинарным скосом кромки. Специалистам понятно, что качество кромок, подготовленных с помощью ручной термической резки, практически никогда не соответствует требованиям ГОСТ, и кромки нуждаются в последующей обработке (как минимум зачистка грата абразивными кругами или проволочными щетками). Газокислородная резка легированных сталей осложнена тем, что во время сгорания углеводородных газов (пропана, ацетилена) в атмосфере кислорода образуется свободный углерод и угарный газ, которые, вступая во взаимодействие с легирующими элементами (прежде всего хромом и никелем), образуют тугоплавкие карбиды; удаление карбидов из зоны резки при температурах газокислородного пламени практически невозможно. Поэтому газокислородная резка, к примеру, нержавеющих хромоникелевых сталей практически невозможна. Плазменная резка - практически единственный способ выполнять качественную резку высоколегированных сталей и алюминиевых сплавов. При использовании машинной резки (особенно портальных машин термической резки с ЧПУ), качество кромок выше и размеры элементов разделки могут полностью соответствовать требованиям стандартов. Однако при термической резке (особенно легированных сталей) происходит интенсивное изменение химического состава и свойств поверхностного слоя реза - науглероживание, азотирование, появление рыхлостей - а также интенсивные деформации вырезанных деталей при больших толщинах металла. Рез зачастую требует зачистки для снятия дефектного поверхностного слоя, а полученная кромка имеет пониженную свариваемость и при сварке требует сварщика высокой квалификации (не ниже 5 разряда), особенно, если сварная деталь ответственная и сварное соединение подвергается неразрушающему контролю. Применение в качестве плазмообразующего газа газовых смесей типа Ar/He2, Ar/H2, N2/H2 или хотя бы кислорода существенно снижает степень науглероживания и азотирование поверхностного слоя и делает требования последующей механической зачистки реза неактуальными. Лазерная резка применяется для весьма ограниченного диапазона толщин из-за высокой стоимости лазеров большой мощности и сложности систем фокусировки и наведения. Так как наиболее оптимальные для лазерной резки толщины лежат в пределах от 0,5 мм до 10 мм, то необходимость в резке скоса кромки для них практически отсутствует. Ручная лазерная резка, очевидно, еще долгое время будет невозможна из-за большой массы оптических головок и высокой опасности для операторов.
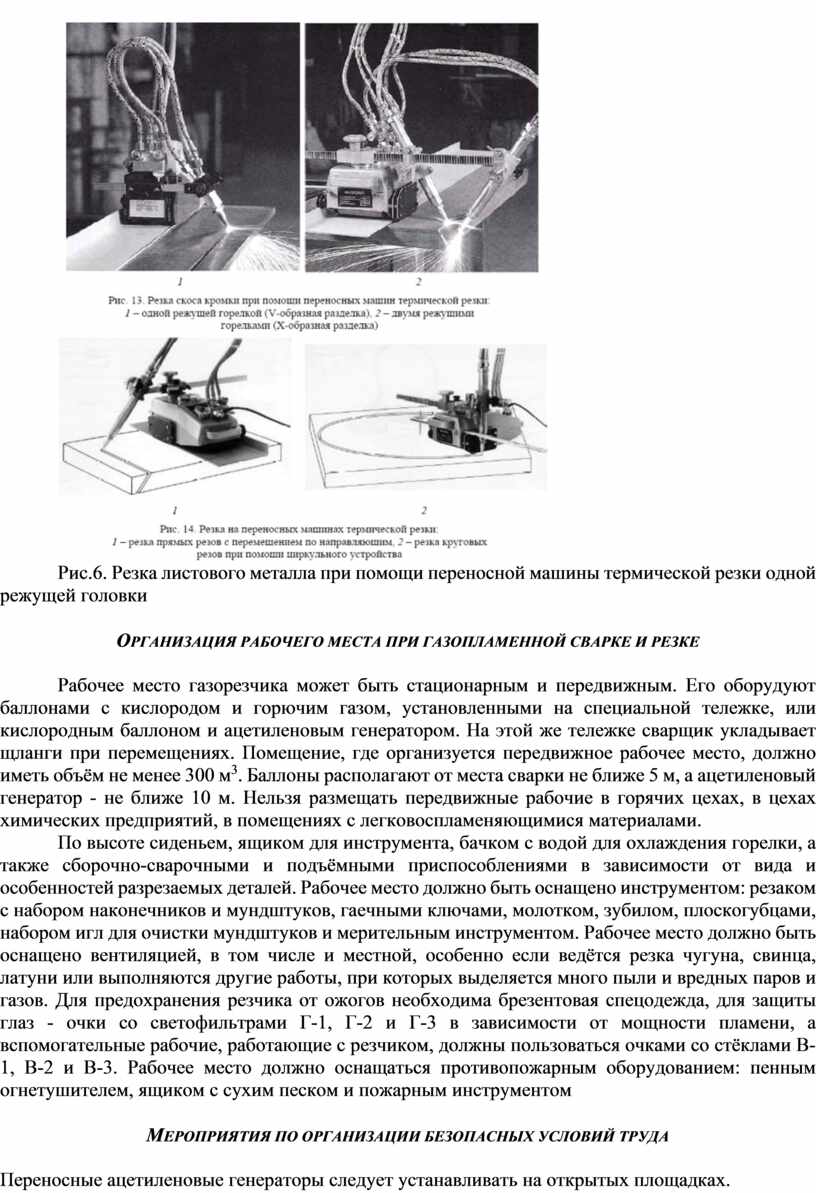
Переносные машины термической резки. Иногда их также называют переносными газорежущими машинами. На самом деле они могут быть оснащены как газопламенными, так и плазменными режущими горелками и используются для механизированной термической резки. Основное применение таких машин - вырезка небольших деталей и резка монтажных припусков.
Конструктивно переносная машина термической резки представляет собой самоходную каретку с регулируемым электрическим приводом, на которой размещены режущие горелки: одна или две газопламенные или одна плазменная. Резаки установлены в кронштейнах, дающих возможность вертикальной и горизонтальной регулировки, а также поворота для резки скоса кромки. Переносные машины, оснащенные одной режущей горелкой, могут использоваться для разделительной резки и резки скоса кромки для V-образной разделки без притупления кромки; оснащение машины двумя горелками позволят резать скосы кромок для Y-образной и X-образной разделок. Иногда на переносную машину устанавливается три горелки, что позволяет резать скосы кромок для К-образной разделки.
Выпускаются два типа переносных машин термической резки - легкие и тяжелые. Легкие машины имеют собственную массу до 10 кг и комплектуются одной режущей горелкой, позволяющей резать металл толщиной не более 100 мм. Тяжелые машины могут весить до 15 - 20 кг и могут комплектоваться двумя или тремя режущими горелками. Тяжелые машины также более приспособлены для комплектации оснащением для плазменной резки, которая требует более высокой скорости, чем газокислородная.
Переносные машины позволяют производить резку как прямых резов с перемещением по направляющим, так и вырезать криволинейные детали (с ручным направлением перемещения или при помощи циркульного устройства) и широко используются в монтажных устройствах.
Наиболее сложный вид оборудования для раскроя листового металла - портальные машины термической резки. На портале могут быть установлены несколько режущих суппортов, оснащенных горелками, как для газокислородной, так и для плазменной резки. Оснащены компьютерными системами управления, которые позволяют вырезать детали с высокой точностью и небольшим количеством отходов. Резка скоса кромки для газокислородных и плазменных режущих суппортов осуществляется по разному. Газокислородные режущие суппорты оснащаются так называемыми трехрезаковыми блоками, которые представляют собой зубчатый сектор, установленный на суппорте и поворачивающийся вокруг вертикальной оси. Режущие горелки крепятся на зубчатом секторе: одна горелка вертикально, две другие - по обе стороны сектора. Боковые горелки могут устанавливаться в зависимости от требуемого узла разделки.
Рис.6. Резка листового металла при помощи переносной машины термической резки одной режущей головки
Рабочее место газорезчика может быть стационарным и передвижным. Его оборудуют баллонами с кислородом и горючим газом, установленными на специальной тележке, или кислородным баллоном и ацетиленовым генератором. На этой же тележке сварщик укладывает щланги при перемещениях. Помещение, где организуется передвижное рабочее место, должно иметь объём не менее 300 м3. Баллоны располагают от места сварки не ближе 5 м, а ацетиленовый генератор - не ближе 10 м. Нельзя размещать передвижные рабочие в горячих цехах, в цехах химических предприятий, в помещениях с легковоспламеняющимися материалами.
По высоте сиденьем, ящиком для инструмента, бачком с водой для охлаждения горелки, а также сборочно-сварочными и подъёмными приспособлениями в зависимости от вида и особенностей разрезаемых деталей. Рабочее место должно быть оснащено инструментом: резаком с набором наконечников и мундштуков, гаечными ключами, молотком, зубилом, плоскогубцами, набором игл для очистки мундштуков и мерительным инструментом. Рабочее место должно быть оснащено вентиляцией, в том числе и местной, особенно если ведётся резка чугуна, свинца, латуни или выполняются другие работы, при которых выделяется много пыли и вредных паров и газов. Для предохранения резчика от ожогов необходима брезентовая спецодежда, для защиты глаз - очки со светофильтрами Г-1, Г-2 и Г-3 в зависимости от мощности пламени, а вспомогательные рабочие, работающие с резчиком, должны пользоваться очками со стёклами В-1, В-2 и В-3. Рабочее место должно оснащаться противопожарным оборудованием: пенным огнетушителем, ящиком с сухим песком и пожарным инструментом
Переносные ацетиленовые генераторы следует устанавливать на открытых площадках. Допускается временная их работа в хорошо проветриваемых помещениях. Ацетиленовые генераторы необходимо ограждать и размещать не ближе 10 м от мест проведения огневых работ, а также от мест забора воздуха компрессорами и вентиляторами. В местах установки ацетиленового генератора должны быть вывешены плакаты: "Вход посторонним воспрещен - огнеопасно", "Не курить", "Не проходить с огнем". При эксплуатации переносных генераторов должны соблюдаться меры безопасности, указанные в паспортах на это оборудование.
По окончании работы карбид кальция в переносном генераторе должен быть выработан. Известковый ил, удаляемый из генератора, должен быть выгружен в приспособленную для этих целей тару и слит в иловую яму или специальный бункер.
Открытые иловые ямы должны быть ограждены перилами, а закрытые - иметь негорючие покрытия, оборудованы вытяжной вентиляцией и люками для удаления ила.
и применение открытого огня в радиусе менее 10 м от мест хранения ила не разрешается, о чем должны быть вывешены соответствующие запрещающие знаки по ГОСТ 12.4.026.
Закрепление газоподводящих шлангов на присоединительных ниппелях аппаратуры, горелок, резаков и редукторов должно быть надежным и выполнено с помощью хомутов.
Допускается вместо хомутов закреплять шланги не менее чем в двух местах по длине ниппеля мягкой отожженной (вязальной) проволокой.
На ниппели водяных затворов шланги должны плотно надеваться, но не закрепляться.
Карбид кальция должен храниться в сухих, проветриваемых помещениях. Не разрешается размещать склады для хранения карбида кальция в подвальных помещениях и низких затапливаемых местах. Барабаны с карбидом кальция могут храниться на складах как в горизонтальном, так и в вертикальном положении.
В механизированных складах допускается хранение барабанов с карбидом кальция в три яруса при вертикальном положении, а при отсутствии механизации - не более трех ярусов при горизонтальном положении и не более двух ярусов при вертикальном положении. Между ярусами барабанов должны быть уложены доски толщиной 40 - 50 мм, пропитанные огнезащитным составом. Горизонтально уложенные барабаны должны предохраняться от перекатывания. Ширина проходов между уложенными в штабеля барабанами с карбидом кальция должна быть не менее 1,5 м.
В помещениях ацетиленовых установок, где не имеется промежуточного склада карбида кальция, разрешается хранить одновременно суточную загрузку карбида кальция, причем из этого количества в открытом виде может быть не более одного барабана. Это требование относится к производству ацетилена на ацетиленовых станциях.
Вскрытые барабаны с карбидом кальция следует защищать непроницаемыми для воды крышками. В местах хранения и вскрытия барабанов с карбидом кальция запрещается курение, пользование открытым огнем и применение искрообразующего инструмента.
Хранение и транспортирование баллонов с газами должно осуществляться только с навинченными на их горловины предохранительными колпаками. При транспортировании баллонов нельзя допускать толчков и ударов. К местам сварочных работ баллоны должны доставляться на специальных тележках, носилках, санках. Переноска баллонов на плечах и руках не разрешается.
Баллоны с газом при их хранении, транспортировании и эксплуатации должны быть защищены от действия солнечных лучей и других источников тепла. Баллоны, устанавливаемые в помещениях, должны находиться от приборов отопления на расстоянии не менее 1 м, а от источников тепла с открытым огнем и печей - не менее 5 м. Расстояние от горелок (по горизонтали) до перепускных рамповых (групповых) установок должно быть не менее 10 м, а до отдельных баллонов с кислородом или горючих газов - не менее 5 м. Хранение в одном помещении баллонов с кислородом и баллонов с горючими газами, а также карбида кальция, красок, масел и жиров не разрешается.
При обращении с порожними баллонами из-под кислорода или горючих газов должны соблюдаться такие же меры безопасности, как с наполненными баллонами.
При проведении газосварочных или газорезательных работ запрещается:
отогревать замершие ацетиленовые генераторы, трубопроводы, вентили, редукторы и другие детали сварочных установок открытым огнем или раскаленными предметами;
допускать соприкосновение кислородных баллонов, редукторов и другого сварочного оборудования с различными маслами, а также промасленной одеждой и ветошью;
работать от одного предохранительного затвора двум сварщикам;
загружать карбид кальция завышенной грануляции;
загружать карбид кальция в мокрые загрузочные устройства;
производить продувку шланга для горючих газов кислородом и кислородного шланга горючим газом, а также взаимно заменять шланги при работе;
использовать шланги, длина которых превышает 30 м, а при производстве монтажных работ - 40 м;
перекручивать, заламывать или зажимать газоподводящие шланги;
переносить генератор при наличии в газосборнике ацетилена;
форсировать работу ацетиленовых генераторов;
применять инструмент из искрящегося материала для вскрытия барабанов с карбидом кальция.
1. Акулов А.И., Алехин В.П., Ермаков С.И., Полевой Г.В., Рыбачук А.М., Чернышов Г. Г, Якушин Б.Ф. Технология и оборудование сварки плавлением и термической резки. - М., Машиностроение, 2003.
. Куркин С.А., Николаев Г.А. Сварка конструкций: технология изготовления, механизация, автоматизация и контроль качества в сварочном производстве. М.: Высш. шк., 1991
. Никифоров Н.И. и др. Справочник молодого газосварщика и газорезчика. М.: Высш. шк., 1990.
. Рыбаков В.М. Дуговая и газовая сварка. М.: Высш. шк., 1986.
. Справочник молодого газосварщика и газорезчика: справочное пособие. Н.И. Никитин, С.П. Нешумова, И.А. Антонов. - м.: Высш. Шк 1990.
. www.intertehno.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
