Поделиться

УТВЕРЖДАЮ:
Зам. Директора по УПП
__________О.Н. Голам
«___»______________20__г.
План урока учебной практики №11,12
Учебная группа № 15 3 курс количество обучающихся 13человек
Код и наименование профессионального модуля: ПМ 02 «Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях»
Код и наименование осваиваемых на уроке профессиональных компетенций: ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
Тема раздела: «Технология сварки трубопроводов».
Тема урока: «Сборка труб на прихватки, сварка стыков электродуговой сваркой покрытыми электродами».
Формируемые компетенции
ПК 2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых
сталей, чугуна, цветных металлов и сплавов.
ПК.2.5. Читать чертежи средней сложности и сложных сварных металлоконструкций.
ПК.2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
ОК.1 Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК.2 Организовывать собственную деятельность, исходя из цели и её способов достижений.
ОК.3Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК.5 Использовать информационно- коммуникационные технологии в профессиональной деятельности.
ОК.6 Уметь работать в команде с одногруппниками, мастером п/о, преподавателем спецдисциплин.
Цели урока:
Обучающие:
· читать чертежи и инструкционно-технологические карту;
· научиться грамотно, согласно технологии, производить наплавку кольцевых валиков, швов на трубах;
· самостоятельный подбор режима сварки;
· научить выявлять допущенный брак в работе и исправлять его;
· напомнить правила ТБ, электробезопасности, прививать аккуратность и точность в работе, организации рабочего места.
Развивающие:
· развивать логическое самостоятельное мышление, самооценку и самоконтроль в процессе работы;
· развивать умение обосновывать выбранный режим в зависимости от положения сварки изделия, вида источника питания.
Воспитательные:
· воспитывать потребность в бережном отношении к основному и вспомогательному оборудованию, инструментам, сварочным материалам;
· воспитывать ответственность за неправильную эксплуатацию оборудования, приводящую к аварийным ситуациям, нарушениям правил ТБ, охраны труда электробезопасности;
· воспитывать точность и аккуратность в работе, соблюдение норм времени.
Когнетивные:
· уметь выявлять необоснованность организации рабочего места, техники и технологии;
· уметь выявлять возможные дефекты, объяснять причины и способы их устранения.
Тип урока: урок по выполнению комплексных работ, контрольно-проверочный.
Вид урока: практическая работа.
Форма обучения: групповая.
Метод проведения: наглядно – демонстрационный.
Методы обучения: показательный.
- преподавания: объяснительный, инструктивный.
- учения: практический.
Материально-техническое оснащение урока: посты для ручной дуговой сварки с основным и вспомогательным оборудованием, инструментами и приспособлениями. Демонстрационный пост с трансформатором ТДМ, образец изделия, изделия с возможными видами брака, пластины из н/у стали, электроды Э-46, МР-3, диаметром 3 мм; инструкционно-технологические карты, чертежи изделия; защитная спецодежда, средства пожаротушения.
Межпредметные связи: спецтехнология:«Виды сварных соединений и швов», «Режимы сварочных работ». Материаловедение: «Свариваемость сталей». Охрана труда: «Техника безопасности при выполнении электросварочных работ», Черчение: «Обозначение сварочных соединений и швов на чертежах».
ХОД УРОКА
1. ОРГАНИЗАЦИОННАЯ ЧАСТЬ (15 мин)
1. Рапорт дежурного о наличии обучающихся.
2. Внешний вид, готовность обучающихся к уроку.
3. Назначение дежурных и распределение обучающихся по рабочим местам.
4. Раздача заготовок и технической документации (чертежи, инструкционные карты).
1. ВВОДНЫЙ ИНСТРУКТАЖ (30 мин)
1. Актуализация опорных знаний, умений и мотивационных состояний
· сообщить тему, цель урока;
· объявить учебную цель урока;
· актуализация по следующим вопросам:
- ТБ, электробезопасность при выполнении РДС опоры под трубопровод?
- действия обучающихся в аварийных ситуациях?
- как рассчитать и подобрать режим сварки опоры?
- для чего нужна инструкционно-технологическая карта?
- расшифровать Э-46А, МР-3. Как подбирают диаметр электрода для сварочных работ?
- контроль качества: гидравлический, керосиновая проба – объяснить.
2. Указать обучающимся о значении выполнения данной работы в практическом и экономическом плане.
3. Формирование опорных приёмов и способов действий. Объяснение в сочетании с показом приёмов выполнения работ, этапы предстоящей работы:
§ показать готовое изделие, выполненное дуговой и газовой наплавкой кольцевых валиков, швов на трубах разного диаметра;
· показать изделия с возможными видами брака;
· с помощью чертежа и технологической карты показать последовательность операций;
· на демонстрационном посту показать технику и технологию наплавки;
· обратить внимание на возможные ошибки, приводящие к браку, а также на методы их исправления;
· разъяснить норму времени для изделия;
· объявить критерии оценок за выполненную работу;
· предложить обучающимся воспроизвести показанные приёмы. Дать краткий анализ выполненной работы.
4. Расстановка по рабочим местам. Напомнить правила ТБ.
1. ПРАКТИЧЕСКАЯ ЧАСТЬ ОСНОВНАЯ
САМОСТОЯТЕЛЬНАЯ РАБОТА ОБУЧАЮЩИХСЯ (30 мин)
Целевые обходы рабочих мест.
1. Проверить организацию рабочих мест, соблюдение правил ТБ при выполнении электросварочных работ, электробезопасности и пожаробезопасности.
2. Проверить правильность выполнения трудовых приёмов.
3. Коллективное и индивидуальное текущее инструктирование:
· отслеживать правильность соблюдения технических и технологических условий, самоконтроль;
· анализ выполненной работы по нормированию и качеству сварки;
· контроль соблюдения ТБ, контроль за экономным использованием сварочных материалов;
· контроль качества выполненных упражнений;
· предварительное оценивание работ.
1. Проверка соблюдения ТБ и правильности технологии процесса, оценка качества выполненной работы, итоговый контроль.
2. Сдача работы на оценку и уборка рабочих мест.
1. ЗАКЛЮЧИТЕЛЬНЫЙ ИНСТРУКТАЖ (15 мин)
1. Подведение итогов занятия. Анализ работы каждого обучающегося. Взаимоконтроль.
2. Сообщить комплексную оценку работы за день (организация рабочего места, подбор режима сварки, прихватка, контроль качества сварки, газовая сварка, нормирование, соблюдение правил ТБ), отличить лучшие работы.
3. Заполнение дневников.
4. Разбор типичных ошибок, характерных недостатков, технологической последовательности.
5. Сообщить тему домашнего задания:
· разобрать и описать технологию газовой сварки металла, режим сварки;
· повторить правила ТБ при газопламенной обработке металла;
· описать устройство газового редуктора;.
1. Сообщить тему следующего урока.
Мастер производственного обучения____________И.В. Жилкина
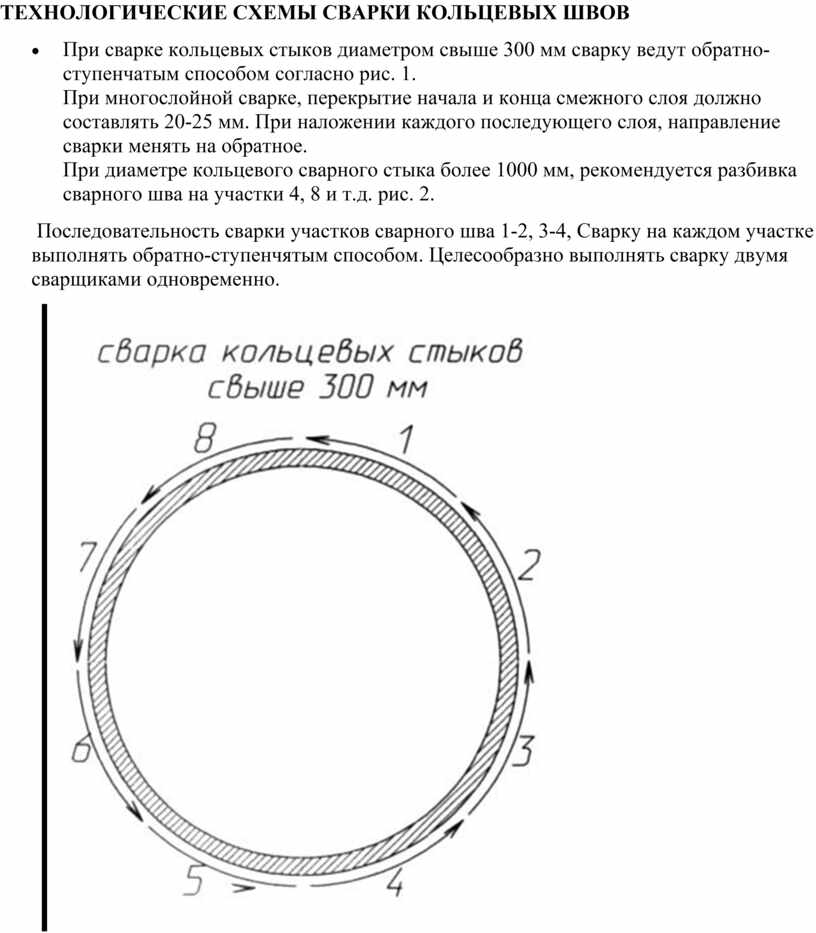
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ СВАРКИ КОЛЬЦЕВЫХ ШВОВ
·
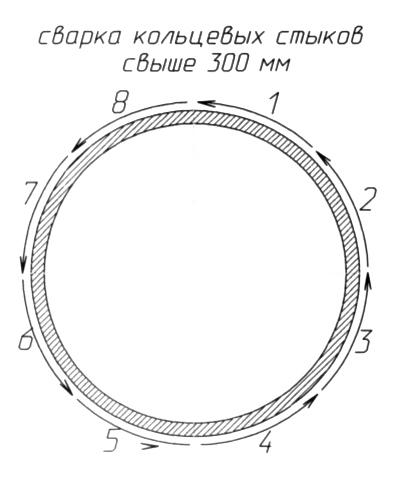
При сварке кольцевых стыков диаметром свыше 300
мм сварку ведут обратно-ступенчатым способом согласно рис. 1.
При многослойной сварке, перекрытие начала и конца смежного слоя должно
составлять 20-25 мм. При наложении каждого последующего слоя, направление
сварки менять на обратное.
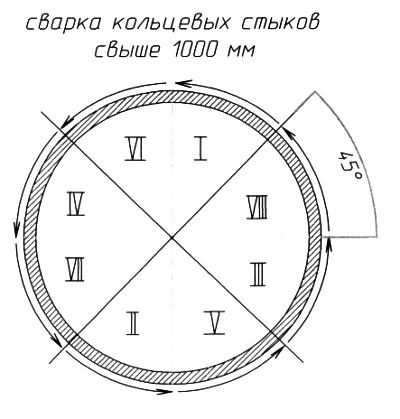
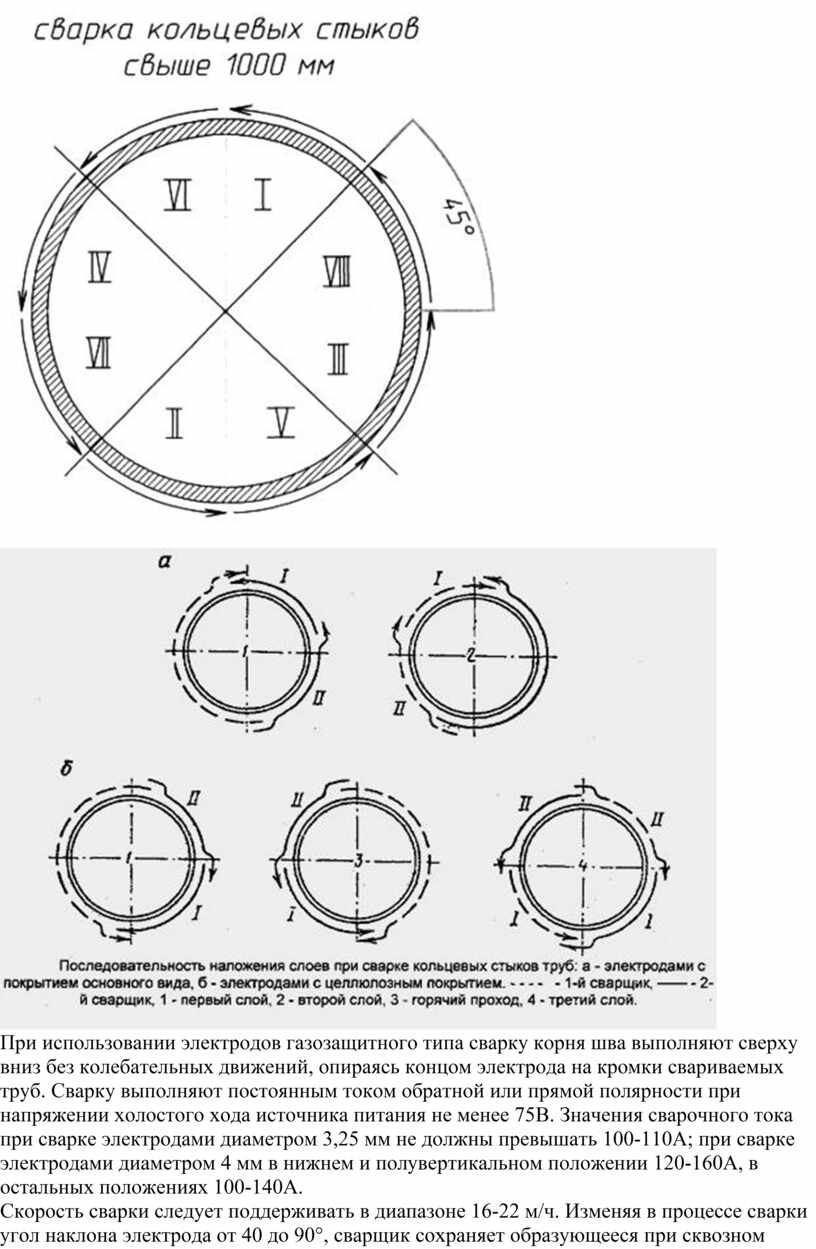
При диаметре кольцевого сварного стыка более 1000
мм, рекомендуется разбивка сварного шва на участки 4, 8 и т.д. рис. 2.
Последовательность сварки участков сварного шва 1-2, 3-4, Сварку на каждом участке выполнять обратно-ступенчятым способом. Целесообразно выполнять сварку двумя сварщиками одновременно.
![]()
При использовании электродов
газозащитного типа сварку корня шва выполняют сверху вниз без колебательных
движений, опираясь концом электрода на кромки свариваемых труб. Сварку
выполняют постоянным током обратной или прямой полярности при напряжении
холостого хода источника питания не менее 75В. Значения сварочного тока при
сварке электродами диаметром 3,25 мм не должны превышать 100-110А; при сварке
электродами диаметром 4 мм в нижнем и полувертикальном положении 120-160А, в
остальных положениях 100-140А.
Скорость сварки следует поддерживать в диапазоне
16-22 м/ч. Изменяя в процессе сварки угол наклона электрода от 40 до 90°,
сварщик сохраняет образующееся при сквозном проплавлении кромок технологическое
окно, через которое он наблюдает за оплавлением кромок.
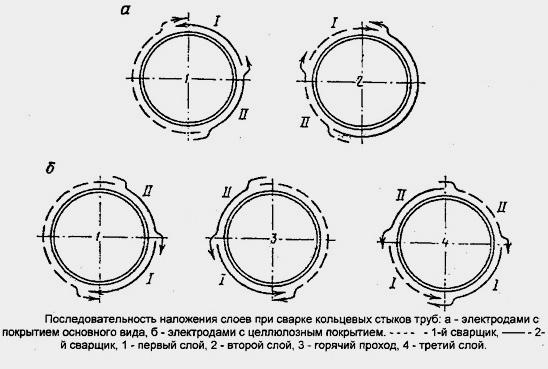
Для снижения уровня остаточных сварочных
напряжений в сварном соединении периметр неповоротного стыка разбивается на
симметричные, диаметрально противоположные участки и многослойная сварка
выполняется в последовательности, приведенной на (рис. 4). Больший эффект
снижения сварочных напряжений и деформации дает применение обратноступенчатого
метода сварки и одновременное заполнение разделки двумя или четырьмя
сварщиками.
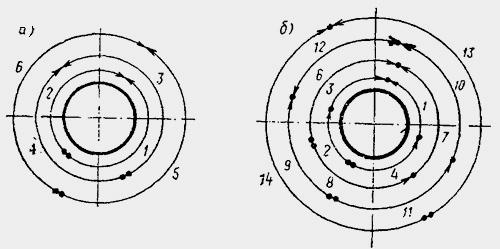
Рис.4 . Рекомендуемый порядок выполнения многослойного шва при сварке электродами с основным покрытием: а - Ду
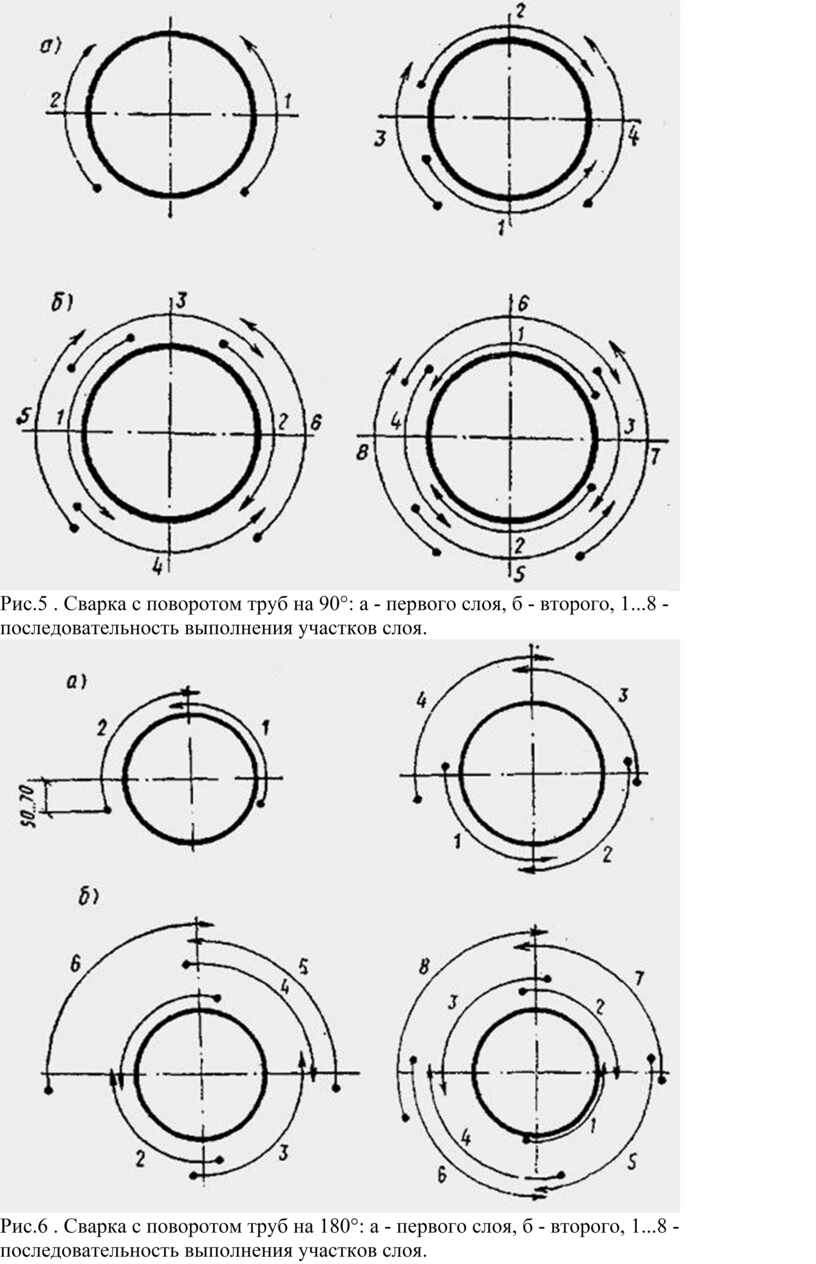
При сварке трубопроводов небольшого диаметра (до 530
мм) с целью уменьшения объема монтажных работ в траншее часто практикуется
укрупнение в секции труб сваркой с поворотом стыков на 90 или 180°. Трубу делят
по окружности на четыре примерно одинаковых по длине участка. Заварив участки 1
и 2 стык поворачивают на 90° для сварки участков 3 и 4 (рис. 5). Затем,
выполняя очередной поворот на 90°, производят последовательносварку участков 5
и 6, 7 и 8.
В другом случае, после сварки участков 1 и 2 (рис. 6) выполняют поворот
стыкуемых труб на 180° для сварки участков 3 и 4. Затем поворот на 90° и 180°
для сварки участков 5 и 6, 7 и 8 соответственно.
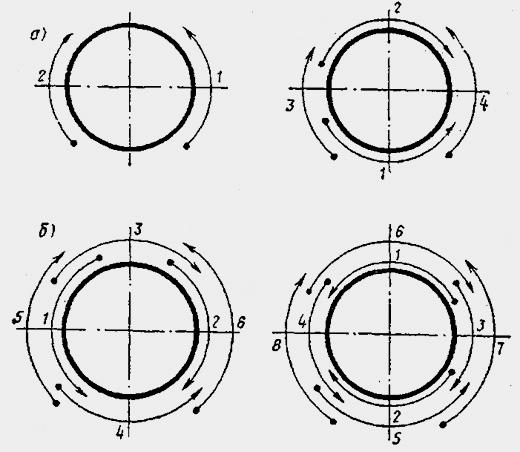
Рис.5 . Сварка с поворотом труб на 90°: а - первого слоя, б - второго, 1...8 - последовательность выполнения участков слоя.
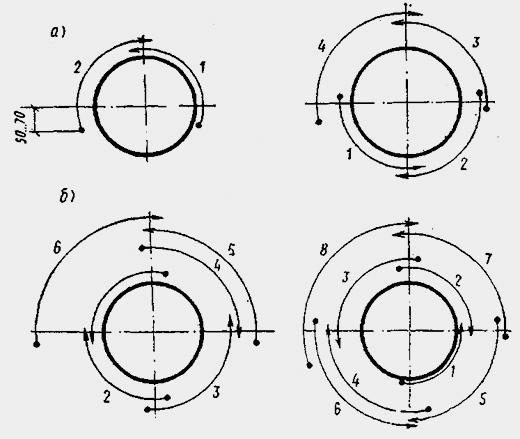
Рис.6 . Сварка с поворотом труб на 180°: а - первого слоя, б - второго, 1...8 - последовательность выполнения участков слоя.
Скачано с www.znanio.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.