Поделиться

|
Вибродуговая наплавка |
|
Впервые процесс
вибродуговой (электроимпульсной) наплавки был предложен Г. П. В последние годы
все большее применение в ремонтном деле получает Вибродуговая наплавка является наиболее производительным способом восстановления
поверхности деталей. При вибродуговой наплавке детали меньше Автоматическую
вибродуговую наплавку широко применяют для восстановления оплавляются во
время дугового разряда, при этом на конце электрода образуется Вибродуговая
наплавка позволяет, получить тонкий и прочный наплавленный слой Сущность вибродуговой наплавки
состоит в том, что электрод в процессе наплавки Перед наплавкой
поверхность детали очищают от грязи, масла и ржавчины, и деталь Во время наплавки деталь
вращается с заданной скоростью, а электродная |
|
поверхности. |
|
Вибродуговой
наплавкой восстанавливают наружные поверхности шеек валов, Шаг
наплавки выбирают в зависимости от диаметра электродной проволоки. Он в Вибродуговая
наплавка— один из наиболее распространенных способов |
|
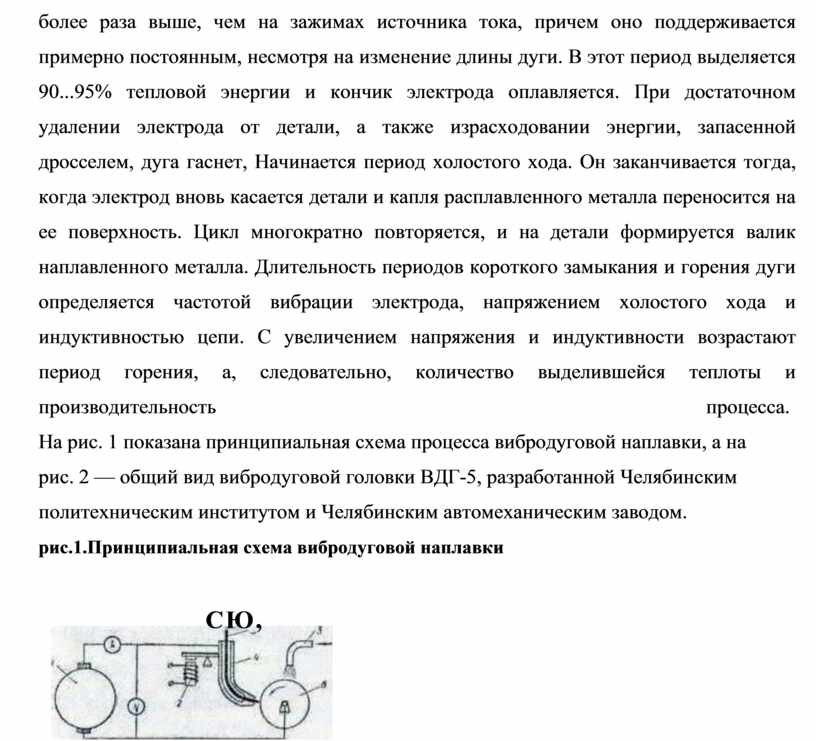
более раза выше,
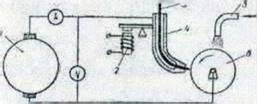
чем на зажимах источника тока, причем оно поддерживается На
рис. 1 показана принципиальная схема процесса вибродуговой наплавки, а на |
|
|
|
СЮ, |
|
|
|
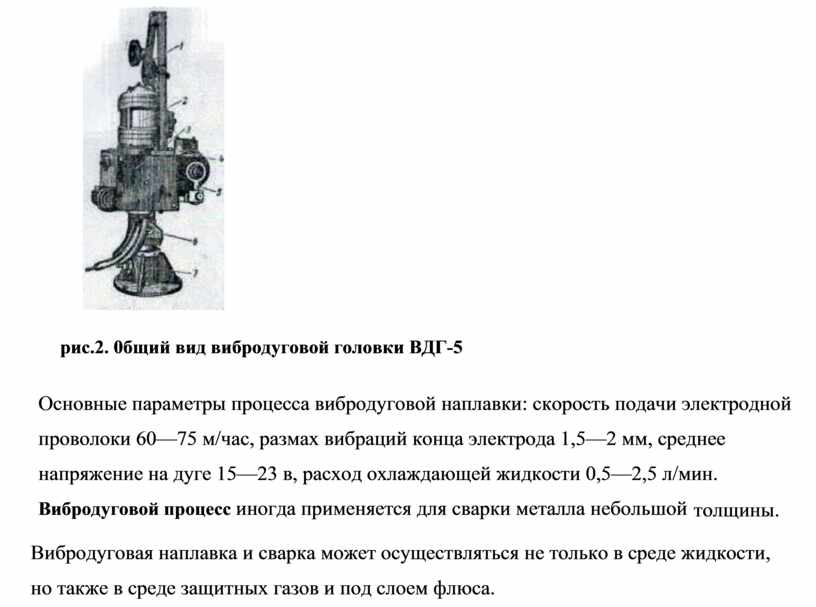
Основные
параметры процесса вибродуговой наплавки: скорость подачи электродной |
|
толщины. |
|
Вибродуговая наплавка и сварка может
осуществляться не только в среде жидкости, |
|
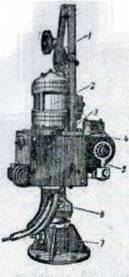
рис.2. 0бщий вид вибродуговой головки ВДГ-5 |
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.