Поделиться


Подготовил преподаватель спец дисциплин :
Грабаров Михаил Николаевич
Структура сварного шва
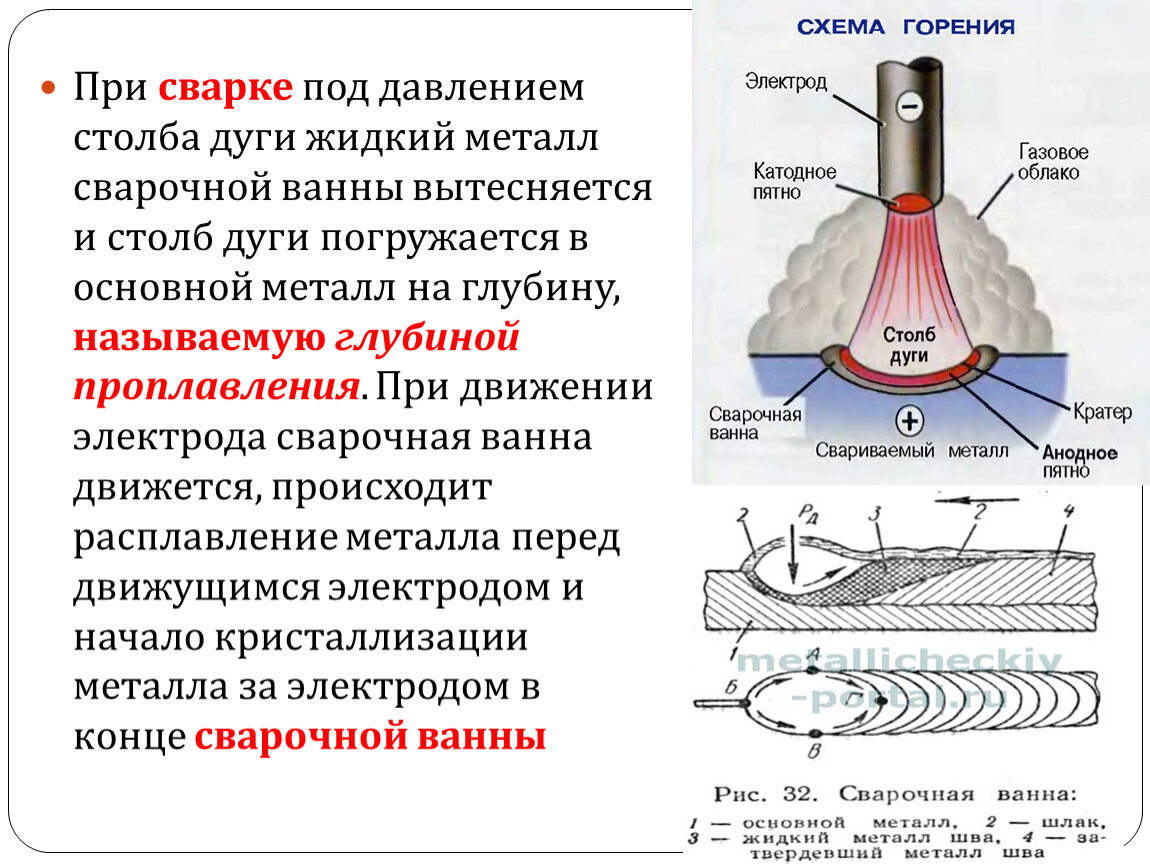
При сварке под давлением столба дуги жидкий металл сварочной ванны вытесняется и столб дуги погружается в основной металл на глубину, называемую глубиной проплавления. При движении электрода сварочная ванна движется, происходит расплавление металла перед движущимся электродом и начало кристаллизации металла за электродом в конце сварочной ванны

Сварочная ванна
Объем расплавленного металла, образующийся при сварке плавлением под воздействием источника тепла, называют сварочной ванной.
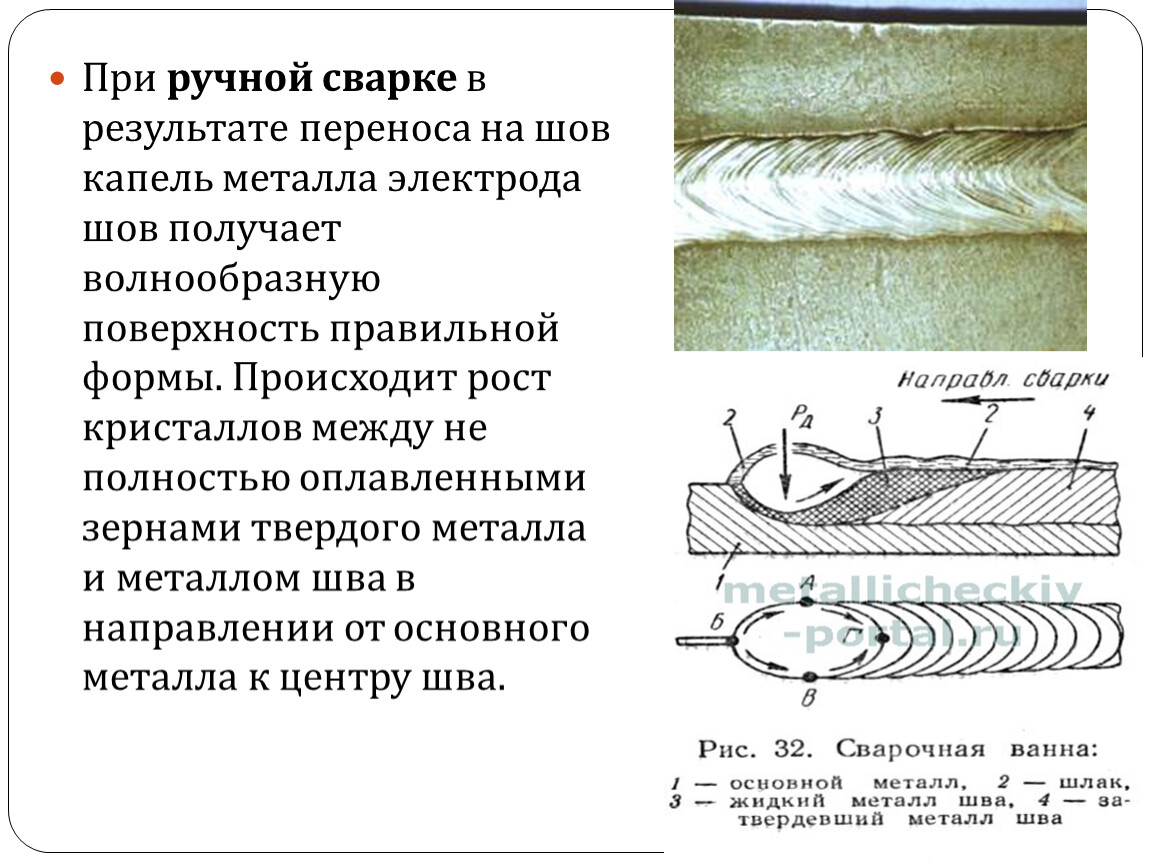
При ручной сварке в результате переноса на шов капель металла электрода шов получает волнообразную поверхность правильной формы. Происходит рост кристаллов между не полностью оплавленными зернами твердого металла и металлом шва в направлении от основного металла к центру шва.
Строение сварного шва
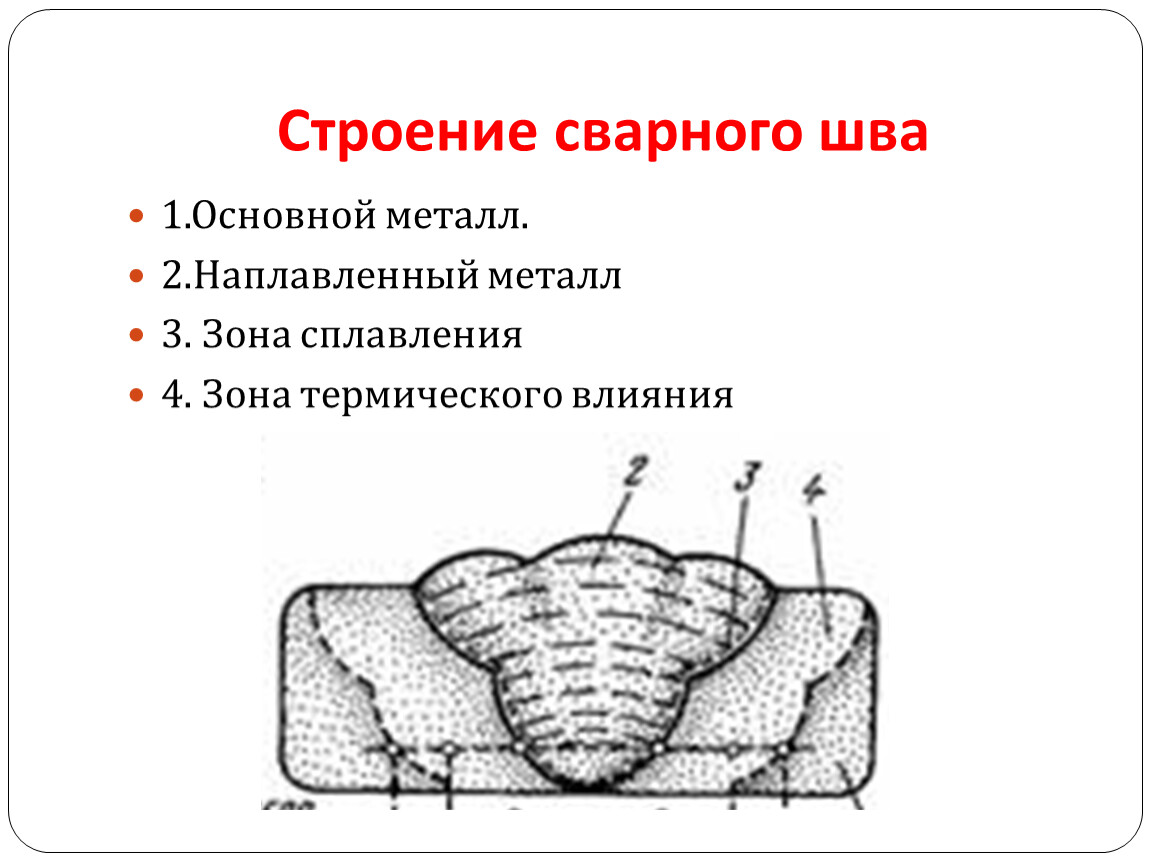
1.Основной металл.
2.Наплавленный металл
3. Зона сплавления
4. Зона термического влияния
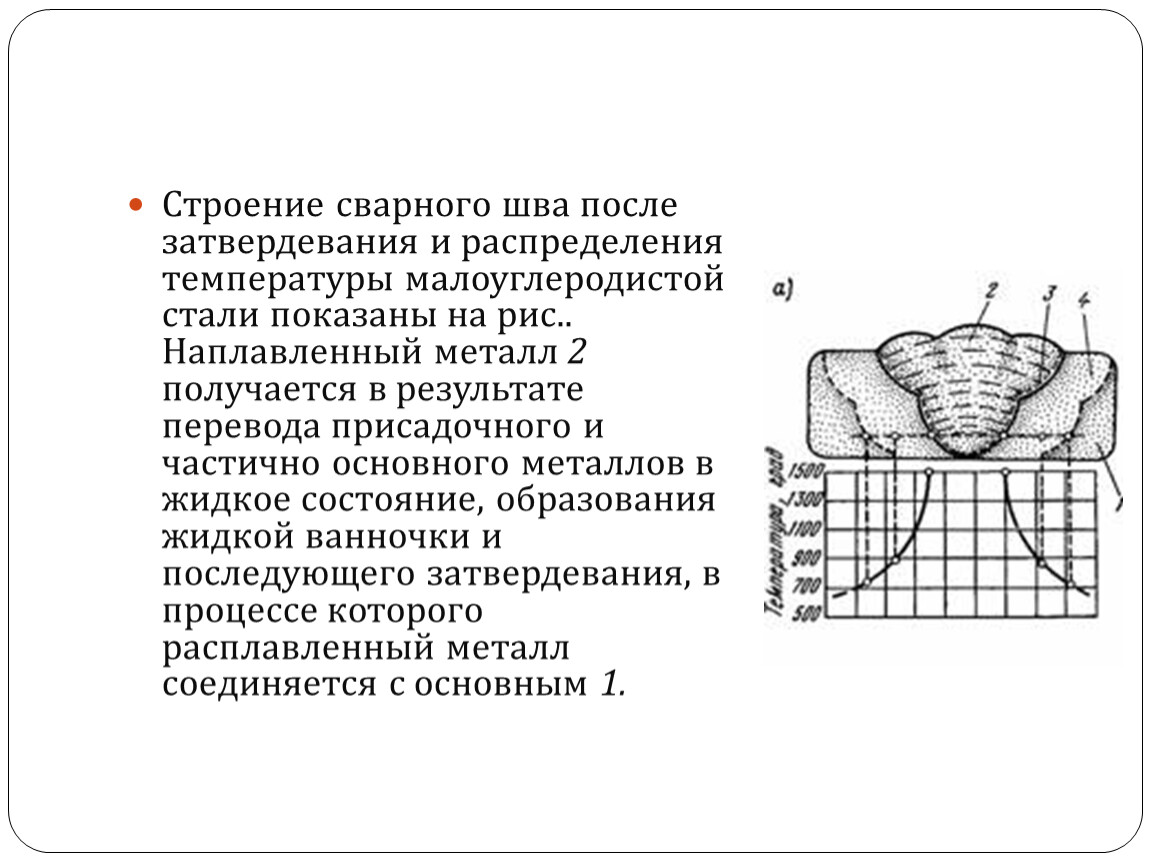
Строение сварного шва после затвердевания и распределения температуры малоуглеродистой стали показаны на рис.. Наплавленный металл 2 получается в результате перевода присадочного и частично основного металлов в жидкое состояние, образования жидкой ванночки и последующего затвердевания, в процессе которого расплавленный металл соединяется с основным 1.
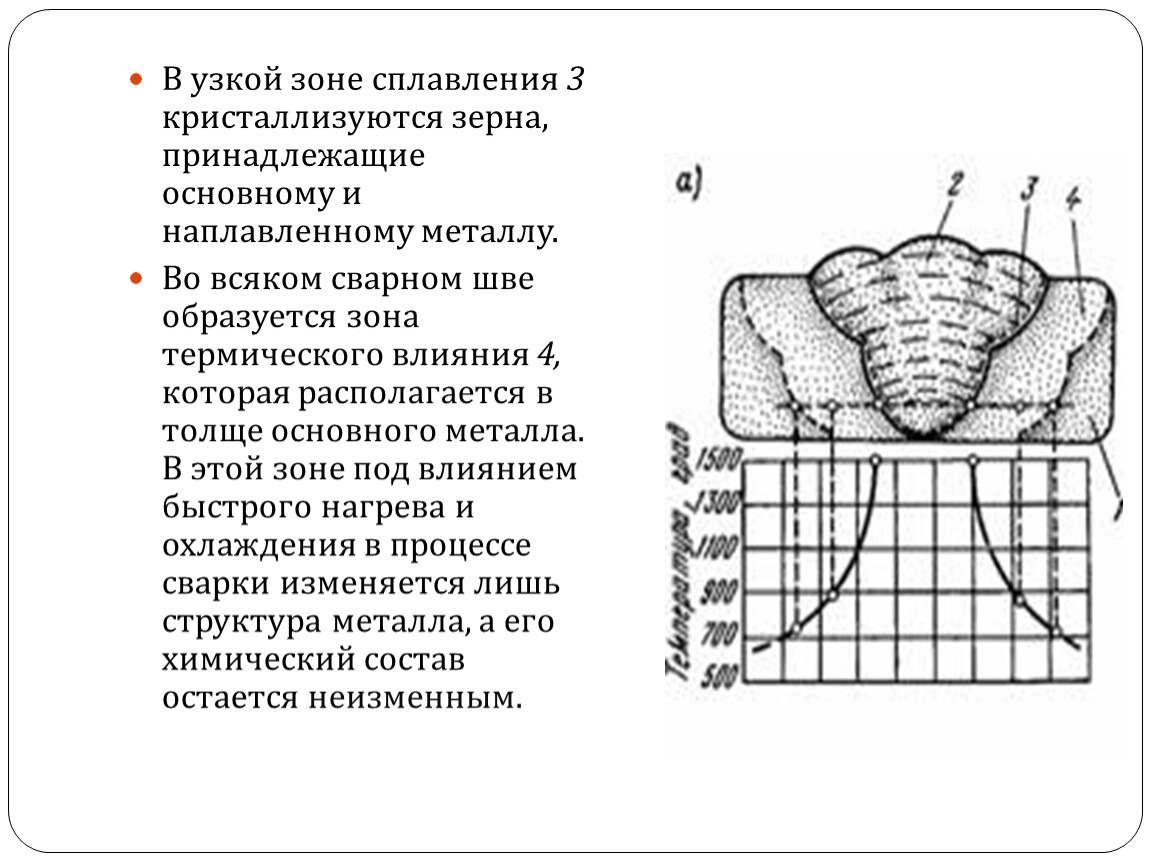
В узкой зоне сплавления 3 кристаллизуются зерна, принадлежащие основному и наплавленному металлу.
Во всяком сварном шве образуется зона термического влияния 4, которая располагается в толще основного металла. В этой зоне под влиянием быстрого нагрева и охлаждения в процессе сварки изменяется лишь структура металла, а его химический состав остается неизменным.
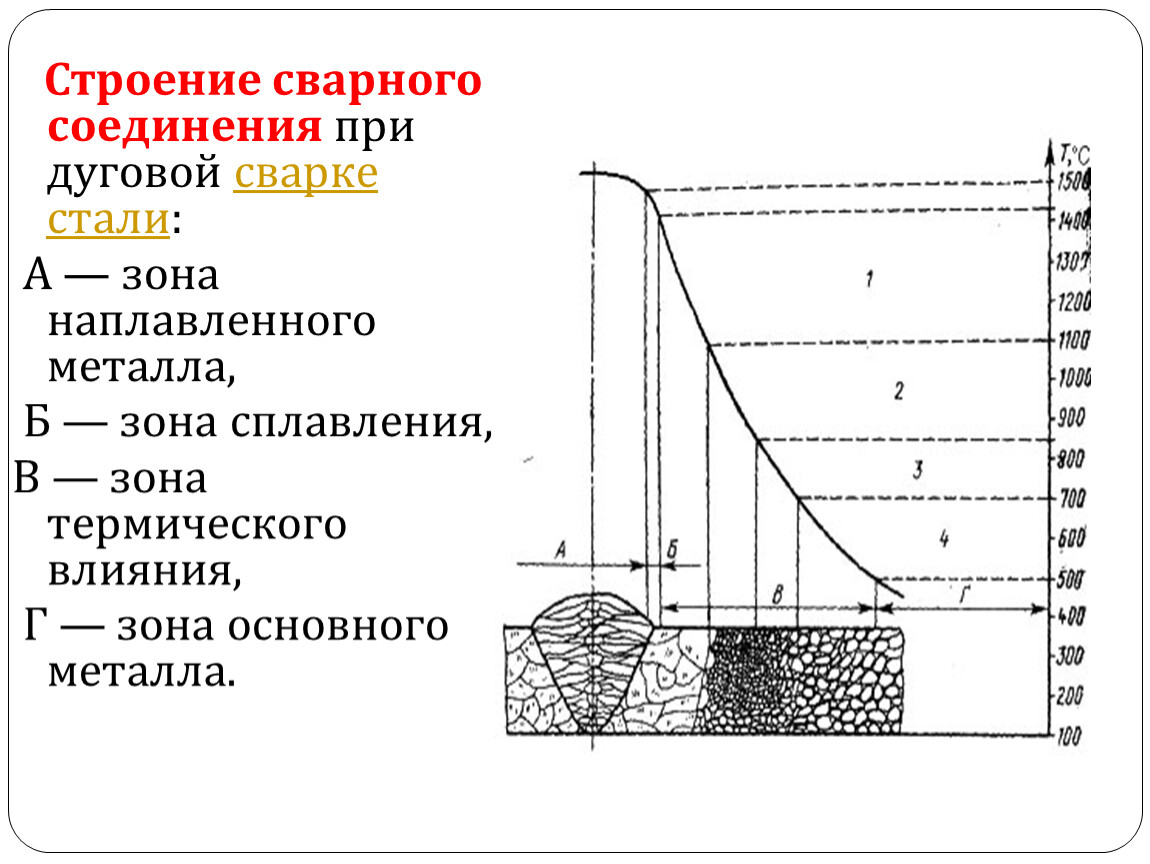
Строение сварного соединения при дуговой сварке стали:
А — зона наплавленного металла,
Б — зона сплавления,
В — зона термического влияния,
Г — зона основного металла.
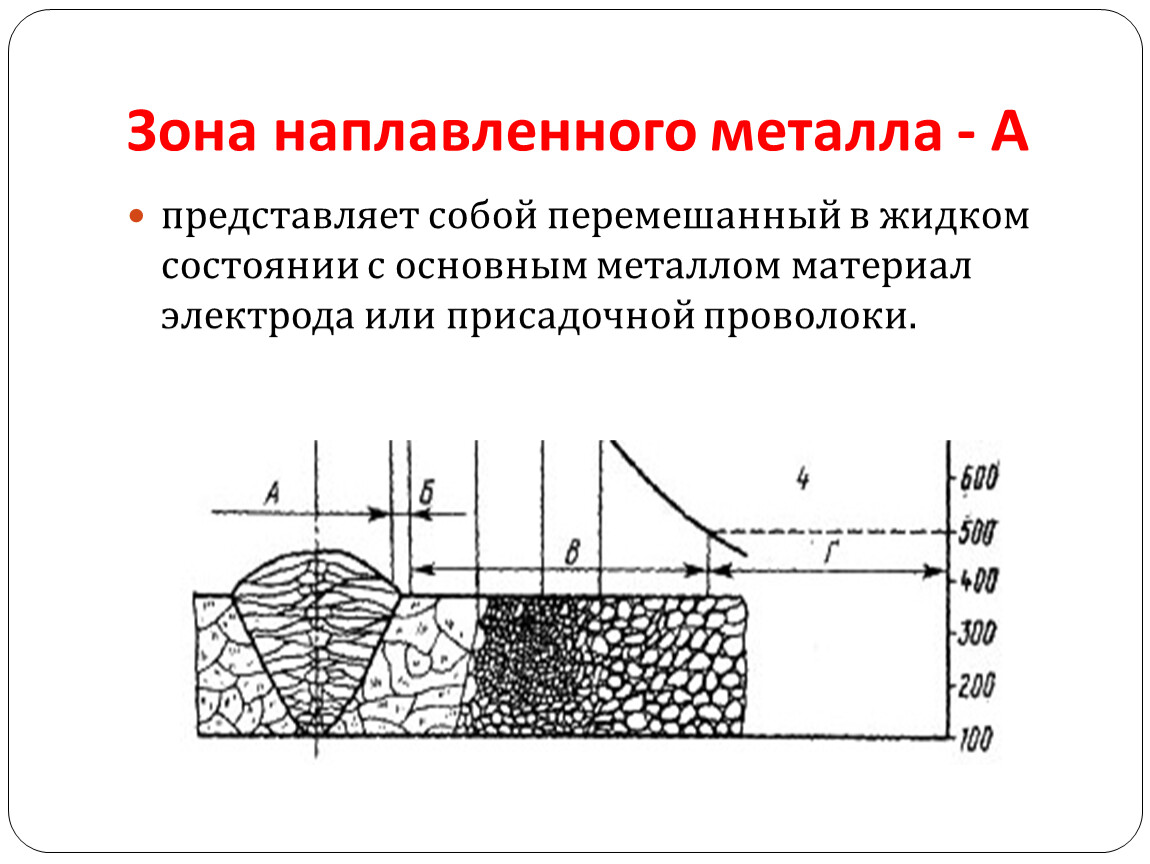
Зона наплавленного металла - А
представляет собой перемешанный в жидком состоянии с основным металлом материал электрода или присадочной проволоки.
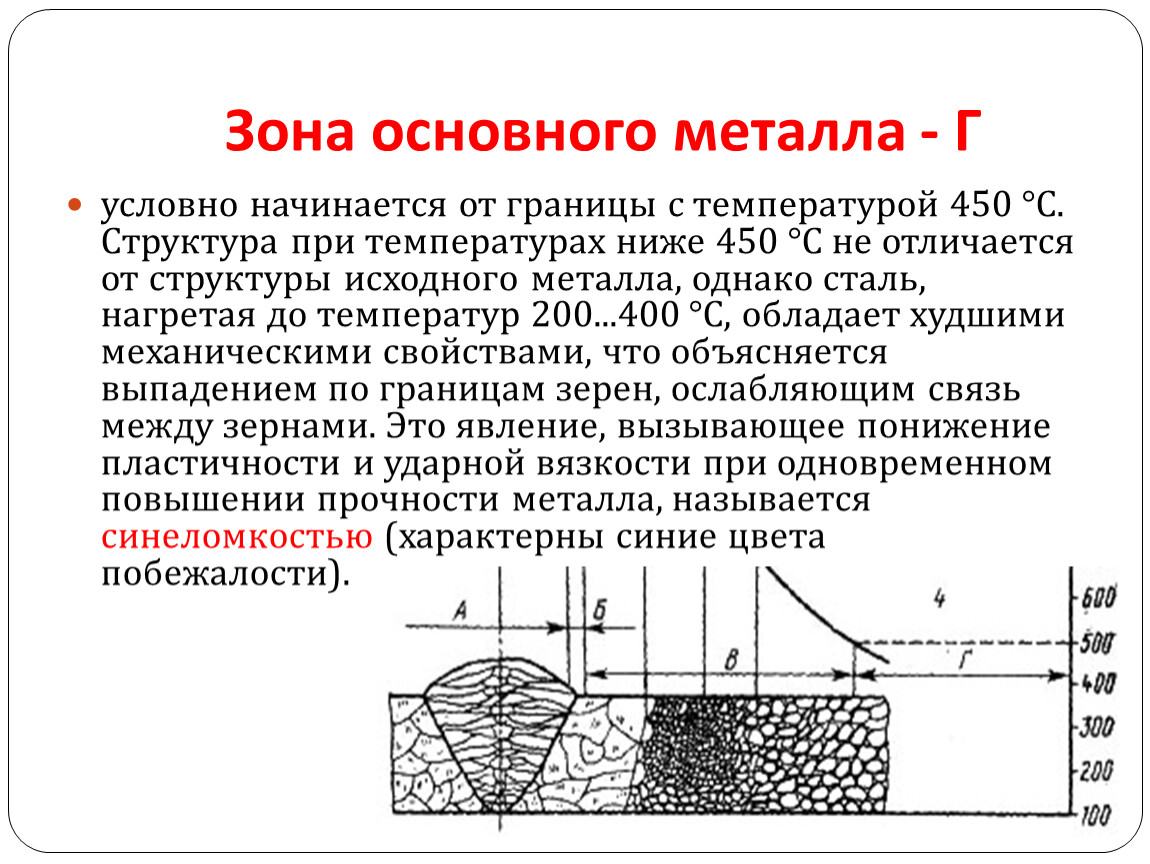
Зона основного металла - Г
условно начинается от границы с температурой 450 °С. Структура при температурах ниже 450 °С не отличается от структуры исходного металла, однако сталь, нагретая до температур 200...400 °С, обладает худшими механическими свойствами, что объясняется выпадением по границам зерен, ослабляющим связь между зернами. Это явление, вызывающее понижение пластичности и ударной вязкости при одновременном повышении прочности металла, называется синеломкостью (характерны синие цвета побежалости).
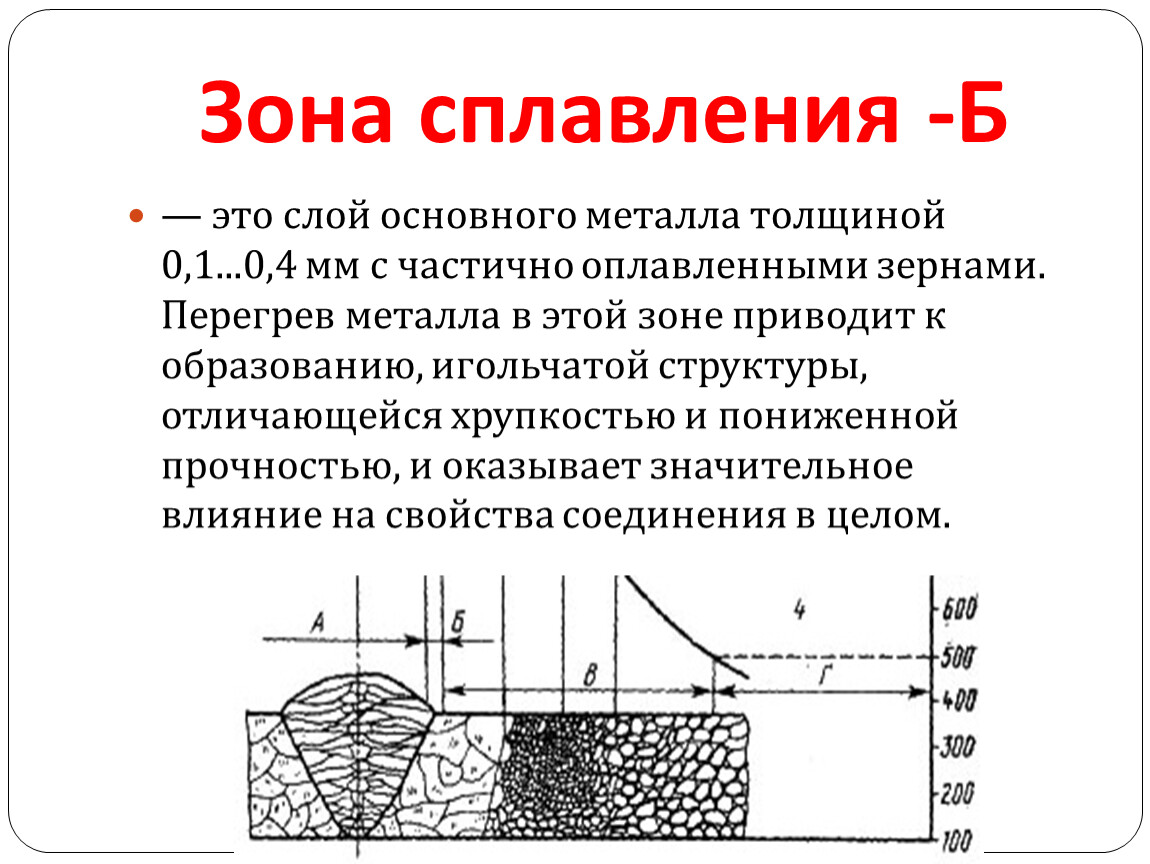
Зона сплавления -Б
— это слой основного металла толщиной 0,1...0,4 мм с частично оплавленными зернами. Перегрев металла в этой зоне приводит к образованию, игольчатой структуры, отличающейся хрупкостью и пониженной прочностью, и оказывает значительное влияние на свойства соединения в целом.

Зона термического влияния- В
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.