

Низкоуглеродистые и низкоуглеродистые низколегированные стали удовлетворительно свариваются газовой сваркой. Для сварки используется нормальное пламя. Применение флюсов не требуется. В качество присадочного металла используются сварочные проволоки марок Св-08; Св-08А; Св-08ГС; Св-12ГС; Св-08Г 2С. Мощность пламени при левом способе сварки 100 ... 130 л/мм, при правом 120 ... 150 л/мм.
8техноло проц.doc
Технологический процесс выполнения работ: «Газовая сварка».
Низкоуглеродистые и низкоуглеродистые низколегированные стали
удовлетворительно свариваются газовой сваркой. Для сварки используется
нормальное пламя. Применение флюсов не требуется. В качество
присадочного металла используются сварочные проволоки марок Св08; Св
08А; Св08ГС; Св12ГС; Св08Г 2С. Мощность пламени при левом способе
сварки 100 ... 130 л/мм, при правом 120 ... 150 л/мм.
Металл шва содержит небольшое количество азота. Это объясняется его
небольшой концентрацией в пламени. Водород остается в шве в значительных
количествах и может вызывать в них поры. Окисление FeO за счет углерода с
образованием СО также может привести к пористости шва. Поэтому
рекомендуется применять присадочный металл с пониженным содержанием
углерода. Выгорание кремния и марганца может привести к снижению
пластичности металла шва – механические свойства металла шва могут быть в
некоторой степени улучшены горячей проковкой или последующей
термообработкой (нормализация или низкотемпературный отжиг). сталь
сварка низкоуглеродистый
Ручная дуговая сварка покрытыми электродами.
В зависимости от назначения конструкции и типа стали электроды
можно выбирать согласно табл.1. Режим сварки выбирают в зависимости от
толщины металла, типа сварного соединения и пространственного положения
сварки.
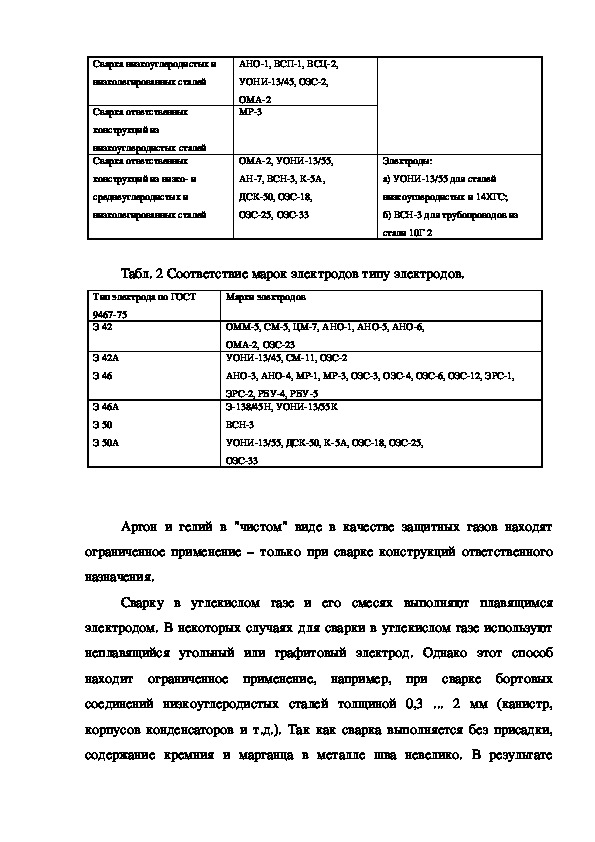
Табл. 1 Марки электродов, применяемых при сварке низкоуглеродистых
и низколегированных сталей.
Назначение электродов
Сварка низкоуглеродистых
сталей
Марки электродов
ОММ5, АНО3, АНО4,
АНО5, АНО6, ЦМ7,
ОЗС4, ОЗС6, ОЗС12,
СМ5
Примечание
Электроды: АНО1 для
низкоуглеродистых и 09Г 2 Сварка низкоуглеродистых и
низколегированных сталей
АНО1, ВСП1, ВСЦ2,
УОНИ13/45, ОЗС2,
Сварка ответственных
конструкций из
низкоуглеродистых сталей
Сварка ответственных
конструкций из низко и
среднеуглеродистых и
низколегированных сталей
ОМА2
МР3
ОМА2, УОНИ13/55,
АН7, ВСН3, К5А,
ДСК50, ОЗС18,
ОЗС25, ОЗС33
Электроды:
а) УОНИ13/55 для сталей
низкоуглеродистых и 14ХГС;
б) ВСН3 для трубопроводов из
стали 10Г 2
Табл. 2 Соответствие марок электродов типу электродов.
Тип электрода по ГОСТ
Марки электродов
946775
Э 42
Э 42А
Э 46
Э 46А
Э 50
Э 50А
ОММ5, СМ5, ЦМ7, АНО1, АНО5, АНО6,
ОМА2, ОЗС23
УОНИ13/45, СМ11, ОЗС2
АНО3, АНО4, МР1, МР3, ОЗС3, ОЗС4, ОЗС6, ОЗС12, ЭРС1,
ЭРС2, РБУ4, РБУ5
Э138/45Н, УОНИ13/55К
ВСН3
УОНИ13/55, ДСК50, К5А, ОЗС18, ОЗС25,
ОЗС33
Аргон и гелий в "чистом" виде в качестве защитных газов находят
ограниченное применение – только при сварке конструкций ответственного
назначения.
Сварку в углекислом газе и его смесях выполняют плавящимся
электродом. В некоторых случаях для сварки в углекислом газе используют
неплавящийся угольный или графитовый электрод. Однако этот способ
находит ограниченное применение, например, при сварке бортовых
соединений низкоуглеродистых сталей толщиной 0,3 ... 2 мм (канистр,
корпусов конденсаторов и т.д.). Так как сварка выполняется без присадки,
содержание кремния и марганца в металле шва невелико. В результате прочность соединения обычно составляет 50 ... 70 % прочности основного
металла.
При автоматической и полуавтоматической сварке плавящимся
расположенных в различных пространственных
электродом швов,
положениях, обычно используют электродную проволоку диаметром до | 1,2
мм; при сварке в нижнем положении – диаметром 1,2 ... 3,0 мм. Для сварки
низкоуглеродистых и низколегированных сталей используют легированные
электродные проволоки марок Св08ГС и Св08Г 2С.Проволоку марки 12ГС
можно использовать для сварки низколегированных сталей 14ХГС, 10ХСНД и
15ХСНД и спокойных углеродистых сталей марок Ст 1сп и Ст 2сп. Однако с
целью предупреждения значительного повышения содержания углерода в
верхних слоях многопроходных швов эту проволоку обычно применяют для
сварки однотрехслойных швов.
Повышение коррозионной стойкости швов в морской воде достигается
использованием электродной проволоки марки Св08ХГ 2С. Структура и
свойства металла шва и околошовной зоны на низкоуглеродистых и
низколегированных сталях зависят от марки использованной электродной
проволоки, состава и свойств основного металла и режима сварки
(термического цикла сварки, доли участия основного металла в
формировании шва и формы шва). Влияние этих условий сварки и
технологические рекомендации примерно такие же, как и при ручной дуговой
сварке и сварке под флюсом.
На свойства металла шва значительное влияние оказывает качество
углекислого газа. При повышенном содержании азота и водорода, а также
влаги в швах могут образоваться поры. Сварка в углекислом газе менее
чувствительна к отрицательному влиянию ржавчины. Увеличение напряжения
дуги, повышая угар легирующих элементов, приводит к снижению
механических свойств шва. Некоторые рекомендации по режимам сварки
приведены в табл. 4. Табл. 4 Режимы полуавтоматической и автоматической сварки в
углекислом газе.
Толщина
металла,
мм
Катет
шва,
мм
Стыковые швы
1,2 ... 2,0
3 ... 5
6 ... 8
8 ... 2
Угловые швы
1,5 ... 2,0
3,0 ... 4,0
5,0 ... 6,0
1,2 ...
2,0
3,0 ...
4,0
5,0 ...
6,0
Зазор,
мм
Число
слоев
Диаметр
электродной
проволоки,
мм
Сила
тока,
А
Напряже
ние дуги,
Скорость
сварки
Расход
газа на
В
оного
слоя, м/ч
один слой,
л/мин
0,8 ...
1,0
1,6 ...
2,0
1,8 ...
2,2
1,8 ...
2,2
1 ... 2
0,8... 1,0
70 ...
18 ... 20
18 ... 24
10 ... 12
1 ... 2
1,6... 2,0
1 ... 2
2,0
2 ... 3
2,0
1
1
1
0,8
1,2
2,0
100
180 ...
200
250 ...
300
250 ...
300
60 ...
75
120 ...
150
260 ...
300
28 ... 30
20 ... 22
14 ... 16
28 ... 30
18 ... 22
16 ... 18
28 ... 30
16 ... 20
18 ... 20
18 ... 20
16 ... 18
6 ... 8
20 ... 22
16 ... 18
8 ... 10
28 ... 30
29 ... 31
16 ... 18
Сварка на повышенных силах тока приводит к получению металла швов
с пониженными показателями пластичности и ударной вязкости, что,
вероятно, объясняется повышенными скоростями охлаждения. Свойства
металла шва, выполненного на обычных режимах, соответствуют свойствам
металла шва, выполненного электродами типа Э 50А. В промышленности
находит применение и сварка в углекислом газе порошковыми проволоками.
Технология этого способа сварки и свойства сварных соединений примерно те
же, что и при использовании их при сварке без дополнительной защиты.
Сварка порошковой проволокой. Сварка открытой дугой порошковой
проволокой является одним из перспективных способов. В промышленности
находят применение порошковые проволоки марок ПП1ДСК, ПП2ДСК, ПП
АНЗ, ППАН 4, ЭПС15/2 и др. Использование проволоки ПП1ДСК при
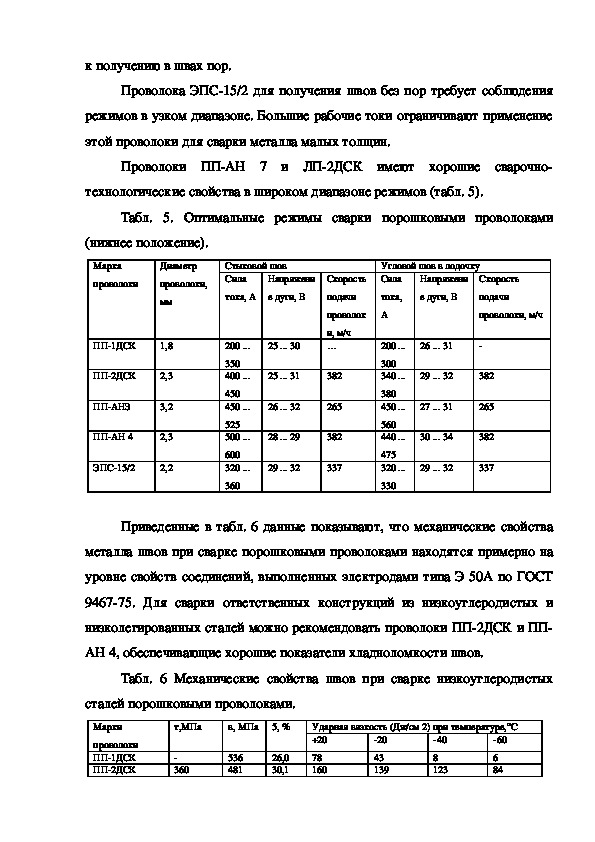
сварке угловых и стыковых швов с зазором между кромками может привести к получению в швах пор.
Проволока ЭПС15/2 для получения швов без пор требует соблюдения
режимов в узком диапазоне. Большие рабочие токи ограничивают применение
этой проволоки для сварки металла малых толщин.
Проволоки ППАН 7 и ЛП2ДСК имеют хорошие сварочно
технологические свойства в широком диапазоне режимов (табл. 5).
Табл. 5. Оптимальные режимы сварки порошковыми проволоками
(нижнее положение).
Марка
проволоки
Диаметр
проволоки,
мм
1,8
2,3
3,2
2,3
2,2
ПП1ДСК
ПП2ДСК
ППАНЗ
ППАН 4
ЭПС15/2
Стыковой шов
Сила
Напряжени
тока, А
е дуги, В
25 ... 30
25 ... 31
26 ... 32
28 ... 29
29 ... 32
200 ...
350
400 ...
450
450 ...
525
500 ...
600
320 ...
360
Скорость
подачи
проволок
и, м/ч
…
382
265
382
337
Угловой шов в лодочку
Сила
Напряжени
Скорость
е дуги, В
тока,
А
подачи
проволоки, м/ч
200 ...
26 ... 31
300
340 ...
380
450 ...
560
440 ...
475
320 ...
330
29 ... 32
27 ... 31
30 ... 34
29 ... 32
382
265
382
337
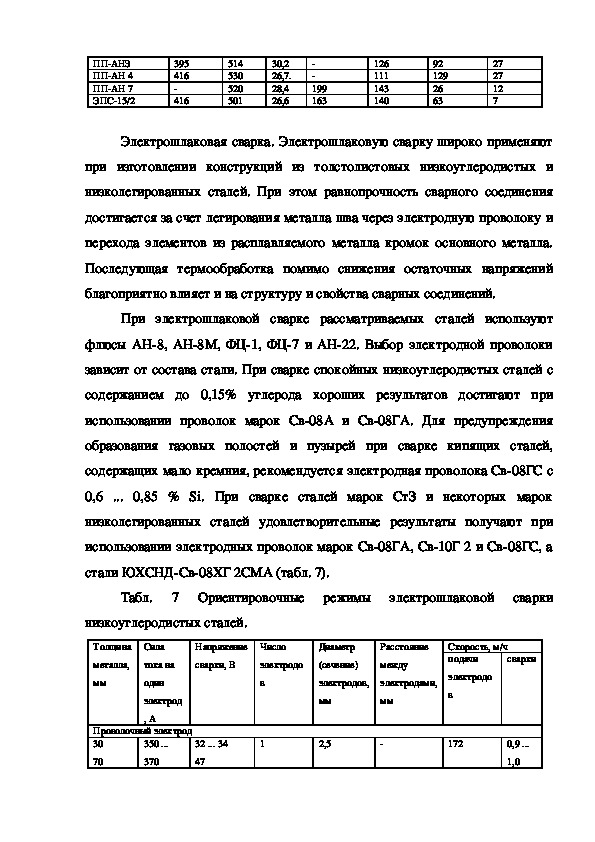
Приведенные в табл. 6 данные показывают, что механические свойства
металла швов при сварке порошковыми проволоками находятся примерно на
уровне свойств соединений, выполненных электродами типа Э 50А по ГОСТ
946775. Для сварки ответственных конструкций из низкоуглеродистых и
низколегированных сталей можно рекомендовать проволоки ПП2ДСК и ПП
АН 4, обеспечивающие хорошие показатели хладноломкости швов.
Табл. 6 Механические свойства швов при сварке низкоуглеродистых
сталей порошковыми проволоками.
Марки
проволоки
ПП1ДСК
ПП2ДСК
т,МПа
в, МПа
5, %
Ударная вязкость (Дж/см 2) при температуре,°С
+20
20
40
60
360
536
481
26,0
30,1
78
160
43
139
8
123
6
84 ППАНЗ
ППАН 4
ППАН 7
ЭПС15/2
395
416
416
514
530
520
501
30,2
26,7.
28,4
26,6
199
163
126
111
143
140
92
129
26
63
27
27
12
7
Электрошлаковая сварка. Электрошлаковую сварку широко применяют
при изготовлении конструкций из толстолистовых низкоуглеродистых и
низколегированных сталей. При этом равнопрочность сварного соединения
достигается за счет легирования металла шва через электродную проволоку и
перехода элементов из расплавляемого металла кромок основного металла.
Последующая термообработка помимо снижения остаточных напряжений
благоприятно влияет и на структуру и свойства сварных соединений.
При электрошлаковой сварке рассматриваемых сталей используют
флюсы АН8, АН8М, ФЦ1, ФЦ7 и АН22. Выбор электродной проволоки
зависит от состава стали. При сварке спокойных низкоуглеродистых сталей с
содержанием до 0,15% углерода хороших результатов достигают при
использовании проволок марок Св08А и Св08ГА. Для предупреждения
образования газовых полостей и пузырей при сварке кипящих сталей,
содержащих мало кремния, рекомендуется электродная проволока Св08ГС с
0,6 ... 0,85 % Si. При сварке сталей марок СтЗ и некоторых марок
низколегированных сталей удовлетворительные результаты получают при
использовании электродных проволок марок Св08ГА, Св10Г 2 и Св08ГС, а
стали ЮХСНДСв08ХГ 2СМА (табл. 7).
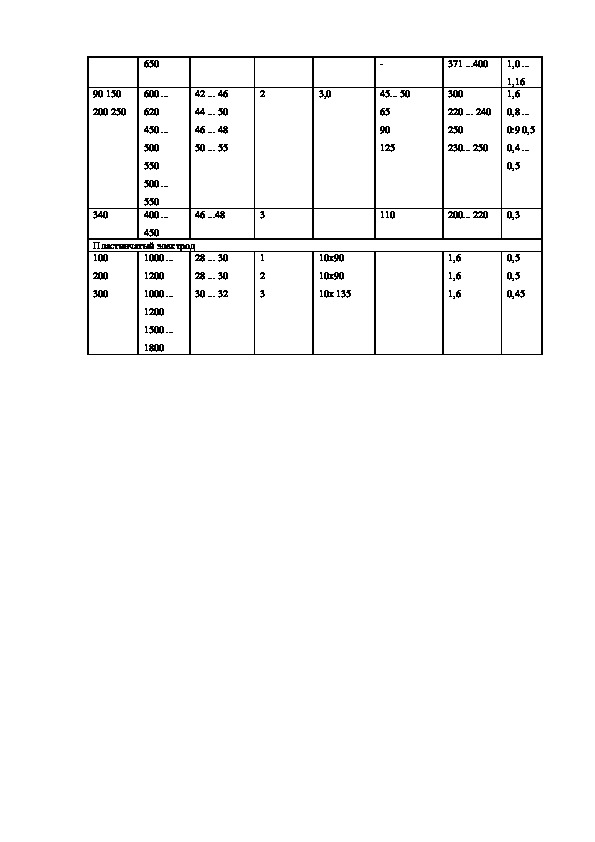
Табл.
7 Ориентировочные режимы электрошлаковой сварки
низкоуглеродистых сталей.
Толщина
Сила
Напряжение
Число
Диаметр
Расстояние
металла,
мм
тока на
один
сварки, В
электродо
в
(сечение)
электродов,
между
электродами,
Скорость, м/ч
подачи
электродо
сварки
электрод
, А
Проволочный электрод
30
350 ...
32 ... 34
1
70
370
47
мм
2,5
мм
в
172
0,9 ...
1,0 90 150
200 250
340
650
600 ...
620
450 ...
500
550
500 ...
550
400 ...
450
Пластинчатый электрод
100
200
1000 ...
1200
300
1000 ...
1200
1500 ...
1800
42 ... 46
44 ... 50
46 ... 48
50 ... 55
46 ...48
28 ... 30
28 ... 30
30 ... 32
2
3
1
2
3
3,0
10x90
10x90
10х 135
45... 50
65
90
125
110
Размещено на Allbest.ru
371 ...400
300
220 ... 240
250
230... 250
1,0 ...
1,16
1,6
0,8 ...
0:9 0,5
0,4 ...
0,5
200... 220
0,3
1,6
1,6
1,6
0,5
0,5
0,45
Технологический процесс выполнения работ: «Газовая сварка».
Технологический процесс выполнения работ: «Газовая сварка».
Технологический процесс выполнения работ: «Газовая сварка».
Технологический процесс выполнения работ: «Газовая сварка».

Технологический процесс выполнения работ: «Газовая сварка».
Технологический процесс выполнения работ: «Газовая сварка».
Технологический процесс выполнения работ: «Газовая сварка».
Материалы на данной страницы взяты из открытых истончиков либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
24.09.2018
Посмотрите также:
© ООО «Знанио»
С вами с 2009 года.
![]()
О портале