Поделиться

Министерство образования Красноярского края
краевое государственное бюджетное профессиональное
образовательное учреждение
«Зеленогорский техникум промышленных технологий и сервиса»
рабочая программа учебной практики
по профессии
15.01.05 СВАРЩИК ( РУЧНОЙ И ЧАСТИЧНО МЕХАНИЗИРОВАННОЙ СВАРКИ (НАПЛАВКИ)
ПРОФЕССИОНАЛЬНЫЙ МОДУЛЬ 01 «Подготовительно-сварочные работы И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКи»
Рабочая программа учебной практики по Профессиональному модулю 01 разработана на основе Федерального государственного образовательного стандарта среднего профессионального образования (далее - СПО) СПО по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)), входящей в укрупненную группу профессий 15.00.00 Машиностроение.
Организация-разработчик: краевое государственное бюджетное профессиональное образовательное учреждение «Зеленогорский техникум промышленных технологий и сервиса»
Разработчик: Бражник Анна Викторовна, мастер производственного обучения,
|
Рассмотрено на заседании ЦМК педагогов профессий машиностроения, электро - и теплоэнергетики Председатель Т. А. Трегуб
|
Зам. директора по УПО В. Г. Поляков
|
СОДЕРЖАНИЕ
|
1. |
ПАСПОРТ РАБОЧЕЙ ПРОГРАММЫ УЧЕБНОЙ ПРАКТИКИ |
4 |
|
2. |
РЕЗУЛЬТАТЫ ОСВОЕНИЯ РАБОЧЕЙ ПРОГРАММЫ УЧЕБНОЙ ПРАКТИКИ |
6 |
|
3. |
СТРУКТУРА И СОДЕРЖАНИЕ УЧЕБНОЙ ПРАКТИКИ |
9 |
|
4. |
УСЛОВИЯ РЕАЛИЗАЦИИ УЧЕБНОЙ ПРАКТИКИ |
26 |
|
5. |
КОНТРОЛЬ И ОЦЕНКА РЕЗУЛЬТАТОВ ОСВОЕНИЯ РЕАЛИЗАЦИИ ПРОГРАММЫ УЧЕБНОЙ ПРАКТИКИ |
30 |
1 ПАСПОРТ РАБОЧЕЙ ПРОГРАММЫ УЧЕБНОЙ ПРАКТИКИ
«Подготовительно-сварочные работы и контроль качества сварных швов после сварки»
1.1. Область применения программы учебной практики
Программа учебной практики разработана на основе Федерального государственного образовательного стандарта по профессии среднего профессионального образования (далее СПО) 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)), относящейся к укрупнённой группе профессий 15.00.00 Машиностроение, в части освоения основного вида деятельности (ВД) Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки и соответствующих профессиональных компетенций (ПК):
ПК 1.1. Читать чертежи средней сложности и сложных сварных металлоконструкций. ПК 1.2. Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке. ПК 1.3. Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки. ПК 1.4. Подготавливать и проверять сварочные материалы для различных способов сварки. ПК 1.5. Выполнять сборку и подготовку элементов конструкции под сварку. ПК 1.6. Проводить контроль подготовки и сборки элементов конструкции под сварку. ПК 1.7. Выполнять предварительный, сопутствующий (межслойный) подогрева металла. ПК 1.8. Зачищать и удалять поверхностные дефекты сварных швов после сварки. ПК 1.9. Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке.
Рабочая программа учебной практики может быть использована в дополнительном профессиональном образовании (в программах повышения квалификации или переподготовки) и в профессиональной подготовке по профессии рабочих: 19906 Электросварщик ручной сварки.
1.2. Цели и задачи учебной практики
Цели учебной практики: ● закрепление теоретических знаний, полученных при изучении МДК профессионального модуля; ● ознакомление с содержанием основных работ, выполняемых на предприятии или в организации по месту прохождения практики; ● освоение приемов, методов и способов выявления, наблюдения, измерения и контроля параметров производственных технологических и других процессов.
Задачами учебной практики являются: ● Чтение чертежей средней сложности и сложных сварных металлоконструкций; ● использование конструкторской, нормативно-технической и производственно-технологической документации по сварке; ● проверка оснащенности, работоспособности, исправности и осуществление настройки оборудования поста для различных способов сварки; ● подготовка и проверка сварочных материалов для различных способов сварки; ● выполнение сборки и подготовки элементов конструкций под сварку; ● проведение контроля подготовки и сборки элементов конструкции под сварку; ● выполнение предварительного, сопутствующего (межслойного) подогрева металла; ● зачистка и удаление поверхностных дефектов сварных швов после сварки; ● проведение контроля сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке.
1.3. Формы проведения учебной практики – урочная.
1.4. Место и время проведения учебной практики:
Слесарная и сварочная мастерская- II семестр I курса- 144 часа, III семестр II курса- 108 часов.
1.5. Форма контроля — дифференцированный зачёт
1.6. Форма отчётности по учебной практике — аттестационный лист, портфолио (при наличии).
2 РЕЗУЛЬТАТЫ ОСВОЕНИЯ РАБОЧЕЙ ПРОГРАММЫ УЧЕБНОЙ ПРАКТИКИ
В результате прохождения данной учебной практики обучающийся должен
иметь практический опыт:
· выполнения типовых слесарных операций, применяемых при подготовке деталей перед сваркой;
· выполнения сборки элементов конструкции (изделий, узлов, деталей) под сварку с применением сборочных приспособлений;
· выполнения сборки элементов конструкции (изделий, узлов, деталей) под сварку на прихватках;
· эксплуатирования оборудования для сварки;
· выполнения предварительного, сопутствующего (межслойного) подогрева свариваемых кромок;
· выполнения зачистки швов после сварки; использования измерительного инструмента для контроля геометрических размеров сварного шва;
· определения причин дефектов сварочных швов и соединений; предупреждения и устранения различных видов дефектов в сварных швах.
уметь:
● использовать ручной и механизированный инструмент зачистки сварных швов и удаления поверхностных дефектов после сварки; ● проверять работоспособность и исправность оборудования поста для сварки; ● использовать ручной и механизированный инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку; ● выполнять предварительный, сопутствующий (межслойный) подогрев металла в соответствии с требованиями производственно-технологической документации по сварке; ● применять сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку; ● подготавливать сварочные материалы к сварке; ● зачищать швы после сварки; ●пользоваться производственно-технологической и нормативной документацией для выполнения трудовых функций.
Приобрести профессиональные и общие компетенции:
|
Код |
Наименование результата обучения |
|
ПК 1. 1 |
Читать чертежи средней сложности и сложных сварных металлоконструкций. |
|
ПК 1. 2 |
Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке. |
|
ПК 1. 3 |
Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки. |
|
ПК 1. 4 |
Подготавливать и проверять сварочные материалы для различных способов сварки. |
|
ПК 1. 5 |
Выполнять сборку и подготовку элементов конструкции под сварку. |
|
ПК 1. 6 |
Проводить контроль подготовки и сборки элементов конструкции под сварку. |
|
ПК 1. 7 |
Выполнять предварительный, сопутствующий (межслойный) подогрева металла. |
|
ПК 1. 8 |
Зачищать и удалять поверхностные дефекты сварных швов после сварки. |
|
ПК 1. 9 |
Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке. |
|
ОК 1 |
Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес. |
|
ОК 2 |
Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем. |
|
ОК 3 |
Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
|
ОК 4 |
Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. |
|
ОК 5 |
Использовать информационно-коммуникационные технологии в профессиональной деятельности. |
|
ОК 6 |
Работать в команде, эффективно общаться с коллегами, руководством. |
3 СТРУКТУРА И СОДЕРЖАНИЕ УЧЕБНОЙ ПРАКТИКИ
Структура и содержание учебной практики в части освоения основного вида профессиональной деятельности (ВД): Подготовительно-сварочные работы и контроль качества сварных швов после сварки.
Общая трудоемкость учебной практики составляет 252 часов.
|
Наименование разделов и тем
|
Виды работ |
Объем часов |
Формы контроля |
|
|
1 |
2 |
3 |
4 |
|
|
Раздел 1. Подготовительные и сборочные операции перед сваркой. |
72 |
|
||
|
Тема 1.1. Ознакомление с правилами подготовки металла к сварке. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по технике безопасности, пожарной безопасности, санитарные правила, режим работы в мастерской. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Организация рабочего места при выполнении слесарных операций. |
|||
|
3 |
Слесарный инструмент назначение и безопасное обращение. |
|||
|
4 |
Оборудования классификация, назначение. |
|||
|
5 |
Слесарные операции, выполняемые при подготовке металла под сварку, их назначение, приемы выполнения. |
|||
|
6 |
Средства и методы контроля качества работ, погрешность обработки, способы предупреждения и устранения дефектов. |
|||
|
Тема 1.2. Правка и гибка пластин. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Правка пластин изогнутых по плоскости при помощи молотка, с винтовым изгибом в тисках, изогнутых по узкой грани с применением рихтовки. |
|||
|
3 |
Правка угловой стали в холодном и горячем состоянии. |
|||
|
4 |
Гибка полосового металла, гибка накладных губок к тискам, гибка скоб. |
|||
|
5 |
Гибка труб в холодном и горячем состоянии. Гибка труб с набивкой песком. |
|||
|
6 |
Визуально-измерительный контроль точности выполненных операций. |
|||
|
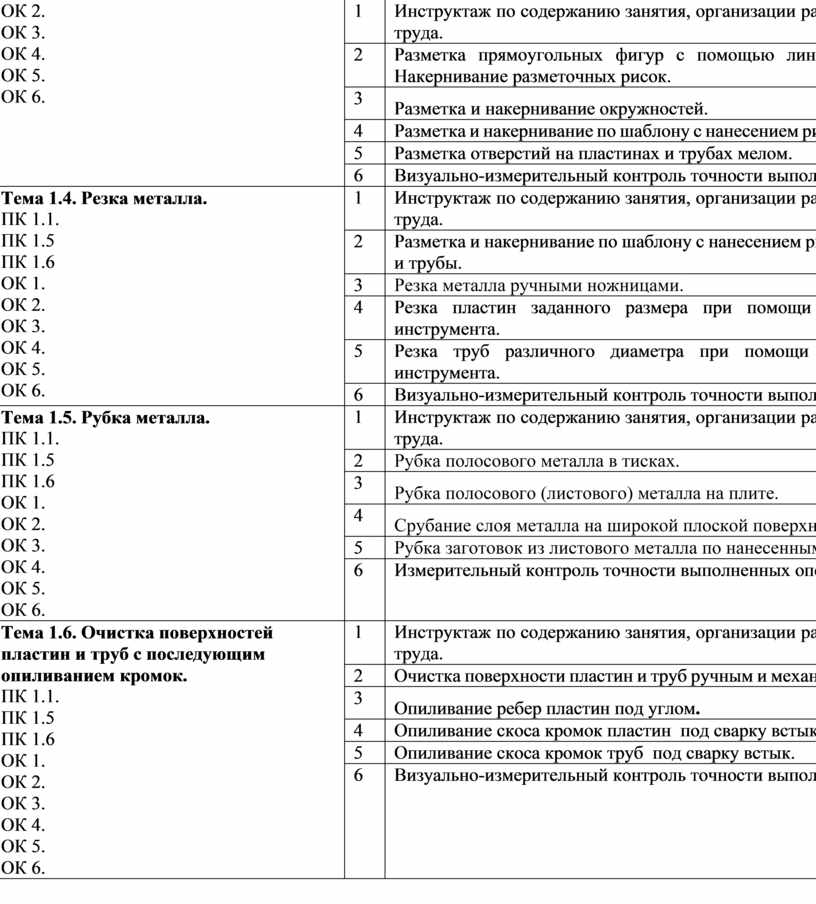
Тема 1.3. Разметка металла. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Разметка прямоугольных фигур с помощью линейки, чертилки и циркуля. Накернивание разметочных рисок. |
|||
|
3 |
Разметка и накернивание окружностей. |
|||
|
4 |
Разметка и накернивание по шаблону с нанесением рисок на металлические листы. |
|||
|
5 |
Разметка отверстий на пластинах и трубах мелом. |
|||
|
6 |
Визуально-измерительный контроль точности выполненных операций. |
|||
|
Тема 1.4. Резка металла. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Разметка и накернивание по шаблону с нанесением рисок на металлические листы и трубы. |
|||
|
3 |
Резка металла ручными ножницами. |
|||
|
4 |
Резка пластин заданного размера при помощи ручного и механического инструмента. |
|||
|
5 |
Резка труб различного диаметра при помощи ручного и механического инструмента. |
|||
|
6 |
Визуально-измерительный контроль точности выполненных операций. |
|||
|
Тема 1.5. Рубка металла. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Рубка полосового металла в тисках. |
|||
|
3 |
Рубка полосового (листового) металла на плите. |
|||
|
4 |
Срубание слоя металла на широкой плоской поверхности. |
|||
|
5 |
Рубка заготовок из листового металла по нанесенным рискам на гильотине |
|||
|
6 |
Измерительный контроль точности выполненных операций. |
|||
|
Тема 1.6. Очистка поверхностей пластин и труб с последующим опиливанием кромок. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Очистка поверхности пластин и труб ручным и механизированным инструментом. |
|||
|
3 |
Опиливание ребер пластин под углом. |
|||
|
4 |
Опиливание скоса кромок пластин под сварку встык. |
|||
|
5 |
Опиливание скоса кромок труб под сварку встык. |
|||
|
6 |
Визуально-измерительный контроль точности выполненных операций. |
|||
|
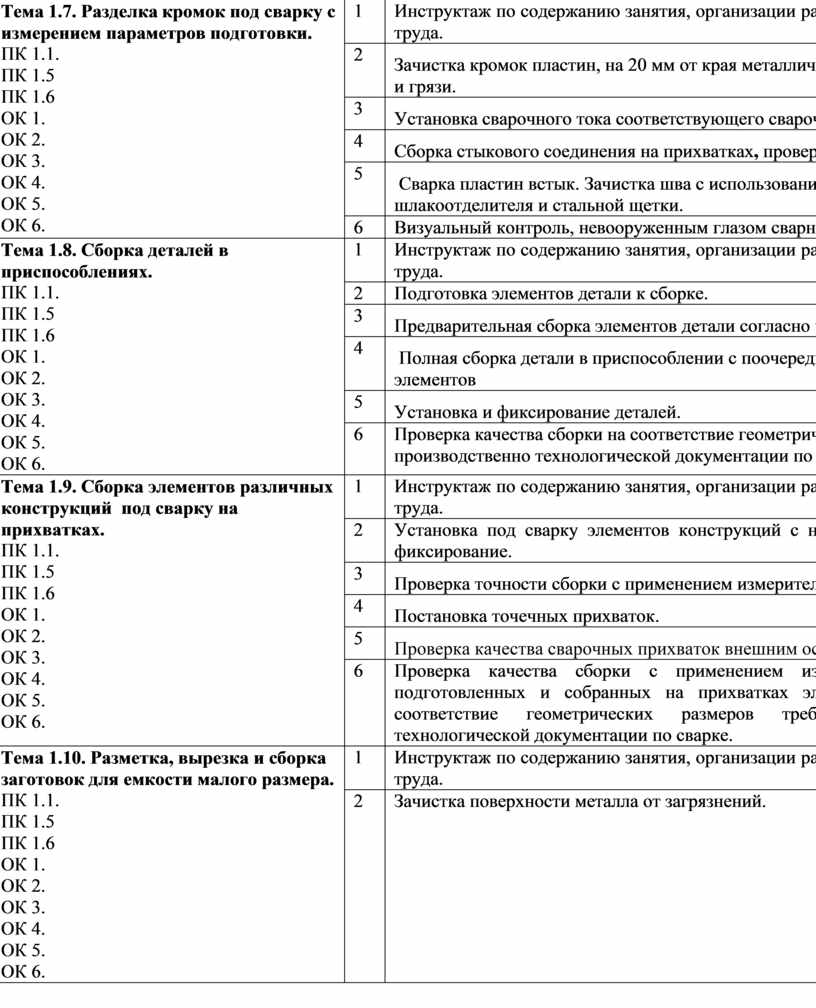
Тема 1.7. Разделка кромок под сварку с измерением параметров подготовки. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка кромок пластин, на 20 мм от края металлической щеткой, от ржавчины и грязи. |
|||
|
3 |
Установка сварочного тока соответствующего сварочным материалам. |
|||
|
4 |
Сборка стыкового соединения на прихватках, проверка качества сборки. |
|||
|
5 |
Сварка пластин встык. Зачистка шва с использованием молотка шлакоотделителя и стальной щетки. |
|||
|
6 |
Визуальный контроль, невооруженным глазом сварных швов. |
|||
|
Тема 1.8. Сборка деталей в приспособлениях. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Подготовка элементов детали к сборке. |
|||
|
3 |
Предварительная сборка элементов детали согласно чертежу. |
|||
|
4 |
Полная сборка детали в приспособлении с поочередным присоединением всех элементов |
|||
|
5 |
Установка и фиксирование деталей. |
|||
|
6 |
Проверка качества сборки на соответствие геометрических размеров требованиям производственно технологической документации по сварке. |
|||
|
Тема 1.9. Сборка элементов различных конструкций под сварку на прихватках. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Установка под сварку элементов конструкций с необходимым зазором и их фиксирование. |
|||
|
3 |
Проверка точности сборки с применением измерительного инструмента. |
|||
|
4 |
Постановка точечных прихваток. |
|||
|
5 |
Проверка качества сварочных прихваток внешним осмотром и измерениями. |
|||
|
6 |
Проверка качества сборки с применением измерительного инструмента подготовленных и собранных на прихватках элементов конструкции на соответствие геометрических размеров требованиям производственно технологической документации по сварке. |
|||
|
Тема 1.10. Разметка, вырезка и сборка заготовок для емкости малого размера. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
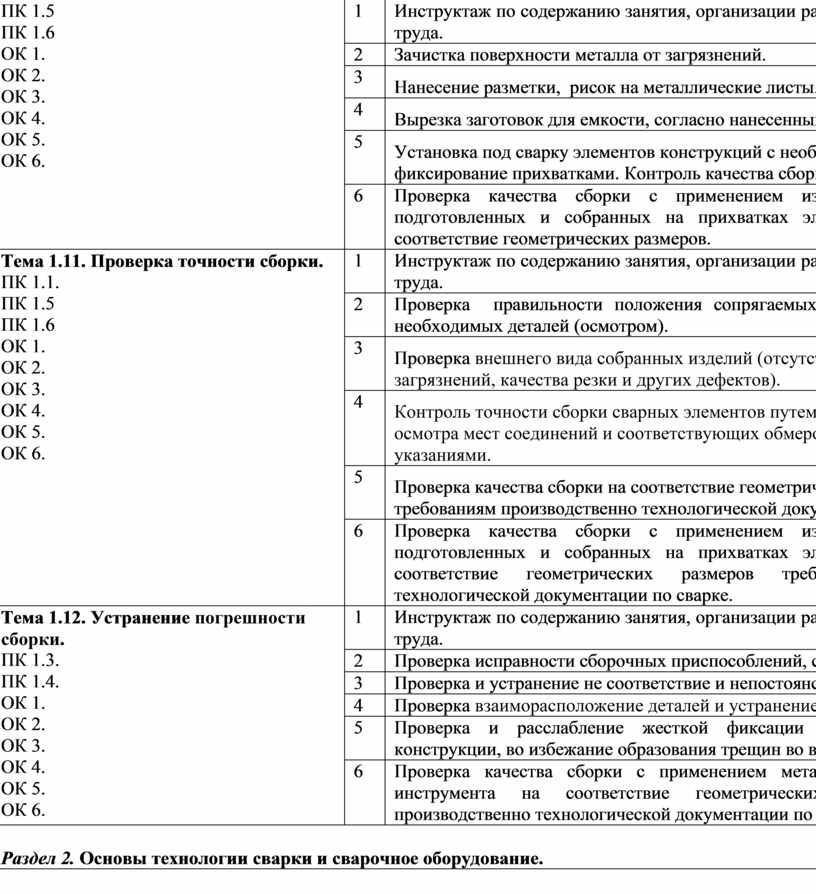
Зачистка поверхности металла от загрязнений. |
|||
|
3 |
Нанесение разметки, рисок на металлические листы. |
|||
|
4 |
Вырезка заготовок для емкости, согласно нанесенным размерам. |
|||
|
5 |
Установка под сварку элементов конструкций с необходимым зазором и их фиксирование прихватками. Контроль качества сборки. |
|||
|
6 |
Проверка качества сборки с применением измерительного инструмента подготовленных и собранных на прихватках элементов конструкции на соответствие геометрических размеров. |
|||
|
Тема 1.11. Проверка точности сборки. ПК 1.1. ПК 1.5 ПК 1.6 ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Проверка правильности положения сопрягаемых деталей и узлов, наличие необходимых деталей (осмотром). |
|||
|
3 |
Проверка внешнего вида собранных изделий (отсутствие поврежденных деталей, загрязнений, качества резки и других дефектов). |
|||
|
4 |
Контроль точности сборки сварных элементов путем сравнения результатов осмотра мест соединений и соответствующих обмеров с инструктивными указаниями. |
|||
|
5 |
Проверка качества сборки на соответствие геометрических размеров требованиям производственно технологической документации по сварке. |
|||
|
6 |
Проверка качества сборки с применением измерительного инструмента подготовленных и собранных на прихватках элементов конструкции на соответствие геометрических размеров требованиям производственно технологической документации по сварке. |
|||
|
Тема 1.12. Устранение погрешности сборки. ПК 1.3. ПК 1.4. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Проверка исправности сборочных приспособлений, с заменой. |
|||
|
3 |
Проверка и устранение не соответствие и непостоянство выставленного зазора. |
|||
|
4 |
Проверка взаиморасположение деталей и устранение погрешности. |
|||
|
5 |
Проверка и расслабление жесткой фиксации собранного узла сварной конструкции, во избежание образования трещин во время сварки. |
|||
|
6 |
Проверка качества сборки с применением металлического измерительного инструмента на соответствие геометрических размеров требованиям производственно технологической документации по сварке. |
|||
|
Раздел 2. Основы технологии сварки и сварочное оборудование. |
78 |
|
||
|
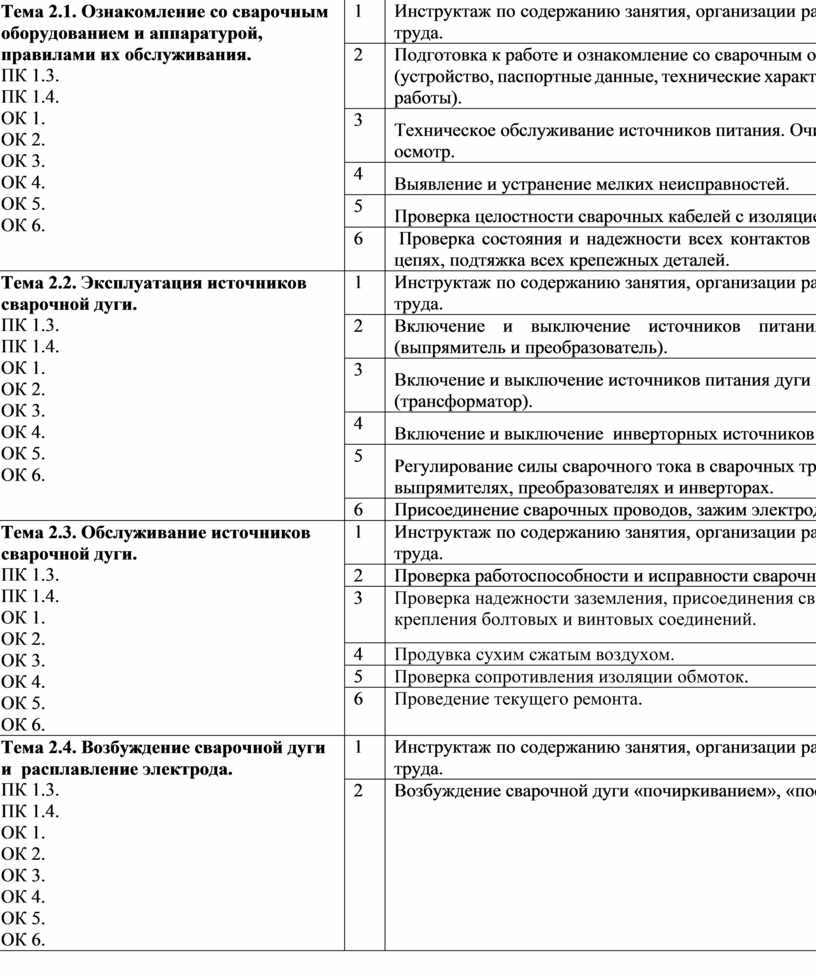
Тема 2.1. Ознакомление со сварочным оборудованием и аппаратурой, правилами их обслуживания. ПК 1.3. ПК 1.4. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Подготовка к работе и ознакомление со сварочным оборудованием и аппаратурой (устройство, паспортные данные, технические характеристики, принцип и порядок работы). |
|||
|
3 |
Техническое обслуживание источников питания. Очистка от пыли и грязи, осмотр. |
|||
|
4 |
Выявление и устранение мелких неисправностей. |
|||
|
5 |
Проверка целостности сварочных кабелей с изоляцией поврежденных участков |
|||
|
6 |
Проверка состояния и надежности всех контактов в сварочной и заземляющих цепях, подтяжка всех крепежных деталей. |
|||
|
Тема 2.2. Эксплуатация источников сварочной дуги. ПК 1.3. ПК 1.4. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Включение и выключение источников питания дуги постоянного тока (выпрямитель и преобразователь). |
|||
|
3 |
Включение и выключение источников питания дуги переменного тока (трансформатор). |
|||
|
4 |
Включение и выключение инверторных источников питания дуги |
|||
|
5 |
Регулирование силы сварочного тока в сварочных трансформаторах, выпрямителях, преобразователях и инверторах. |
|||
|
6 |
Присоединение сварочных проводов, зажим электрода в электрододержателе. |
|||
|
Тема 2.3. Обслуживание источников сварочной дуги. ПК 1.3. ПК 1.4. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Проверка работоспособности и исправности сварочного оборудования. |
|||
|
3 |
Проверка надежности заземления, присоединения сварочных проводов и крепления болтовых и винтовых соединений. |
|||
|
4 |
Продувка сухим сжатым воздухом. |
|||
|
5 |
Проверка сопротивления изоляции обмоток. |
|||
|
6 |
Проведение текущего ремонта. |
|||
|
Тема 2.4. Возбуждение сварочной дуги и расплавление электрода. ПК 1.3. ПК 1.4. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
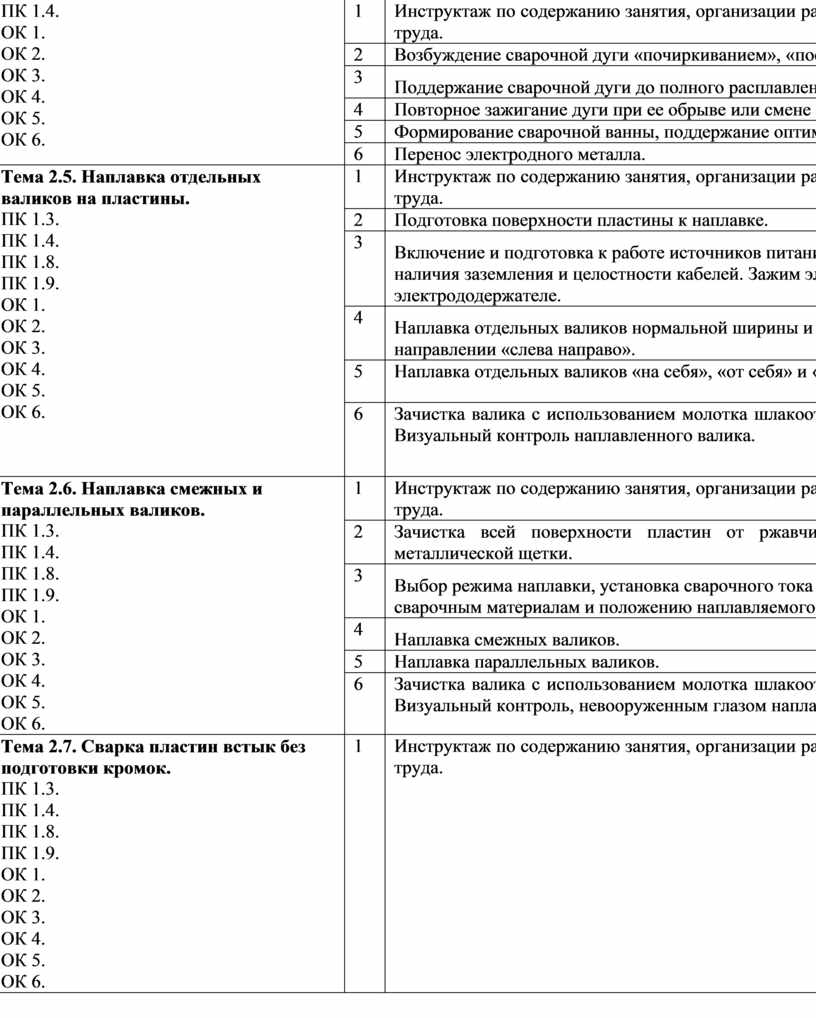
2 |
Возбуждение сварочной дуги «почиркиванием», «постукиванием». |
|||
|
3 |
Поддержание сварочной дуги до полного расплавления электрода |
|||
|
4 |
Повторное зажигание дуги при ее обрыве или смене электрода. |
|||
|
5 |
Формирование сварочной ванны, поддержание оптимальной длины дуги. |
|||
|
6 |
Перенос электродного металла. |
|||
|
Тема 2.5. Наплавка отдельных валиков на пластины. ПК 1.3. ПК 1.4. ПК 1.8. ПК 1.9. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Подготовка поверхности пластины к наплавке. |
|||
| 3 |
Включение и подготовка к работе источников питания сварочной дуги. Проверка наличия заземления и целостности кабелей. Зажим электрода в электрододержателе. |
|||
| 4 |
Наплавка отдельных валиков нормальной ширины и высоты нижним швом в направлении «слева направо». |
|||
| 5 |
Наплавка отдельных валиков «на себя», «от себя» и «справа налево». |
|||
| 6 |
Зачистка валика с использованием молотка шлакоотделителя и стальной щетки. Визуальный контроль наплавленного валика. |
|||
| Тема 2.6. Наплавка смежных и параллельных валиков. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка всей поверхности пластин от ржавчины и грязи при помощи металлической щетки. |
|||
|
3 |
Выбор режима наплавки, установка сварочного тока соответствующего сварочным материалам и положению наплавляемого валика в пространстве. |
|||
|
4 |
Наплавка смежных валиков. |
|||
|
5 |
Наплавка параллельных валиков. |
|||
|
6 |
Зачистка валика с использованием молотка шлакоотделителя и стальной щетки. Визуальный контроль, невооруженным глазом наплавленных валиков. |
|||
|
Тема 2.7. Сварка пластин встык без подготовки кромок. ПК 1.3. ПК 1.4. ПК 1.8. ПК 1.9. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
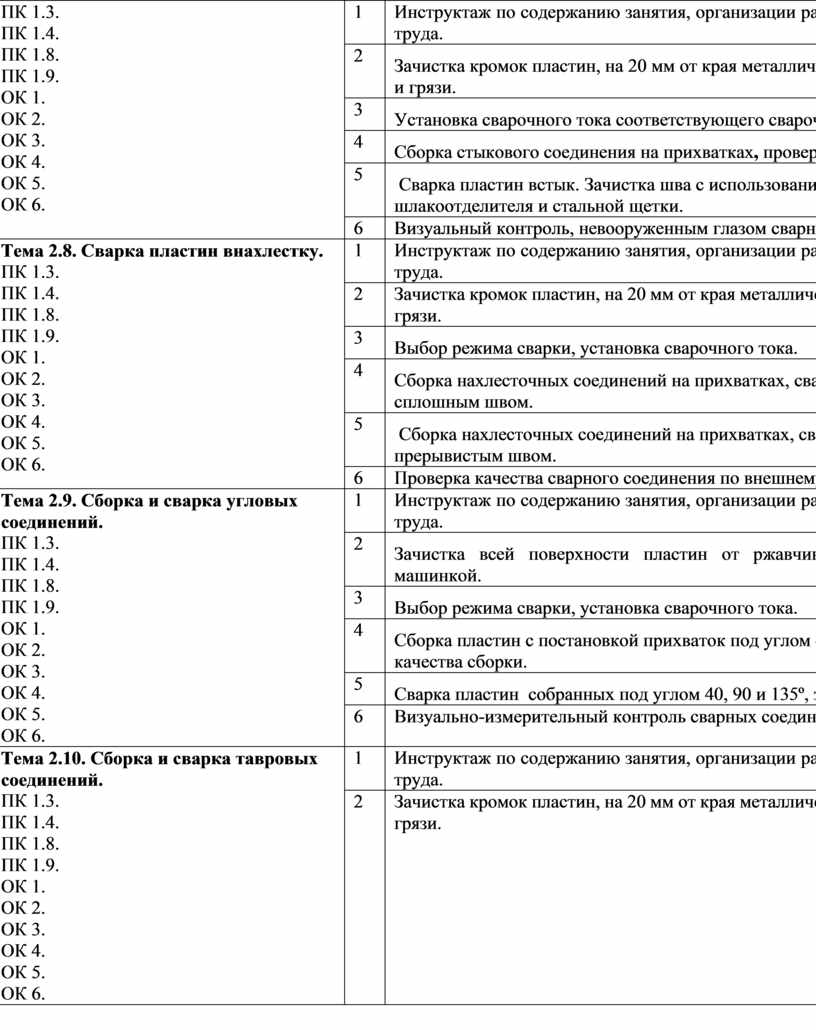
2 |
Зачистка кромок пластин, на 20 мм от края металлической щеткой, от ржавчины и грязи. |
|||
| 3 |
Установка сварочного тока соответствующего сварочным материалам. |
|||
| 4 |
Сборка стыкового соединения на прихватках, проверка качества сборки. |
|||
| 5 |
Сварка пластин встык. Зачистка шва с использованием молотка шлакоотделителя и стальной щетки. |
|||
| 6 |
Визуальный контроль, невооруженным глазом сварных швов. |
|||
| Тема 2.8. Сварка пластин внахлестку. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка кромок пластин, на 20 мм от края металлической щеткой, от ржавчины и грязи. |
|||
|
3 |
Выбор режима сварки, установка сварочного тока. |
|||
|
4 |
Сборка нахлесточных соединений на прихватках, сварка пластин внахлестку сплошным швом. |
|||
|
5 |
Сборка нахлесточных соединений на прихватках, сварка пластин внахлестку прерывистым швом. |
|||
|
6 |
Проверка качества сварного соединения по внешнему виду. |
|||
|
Тема 2.9. Сборка и сварка угловых соединений. ПК 1.3. ПК 1.4. ПК 1.8. ПК 1.9. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка всей поверхности пластин от ржавчины и грязи шлифовальной машинкой. |
|||
| 3 |
Выбор режима сварки, установка сварочного тока. |
|||
| 4 |
Сборка пластин с постановкой прихваток под углом 40, 90 и 135º , проверка качества сборки. |
|||
| 5 |
Сварка пластин собранных под углом 40, 90 и 135º, зачистка швов. |
|||
| 6 |
Визуально-измерительный контроль сварных соединений. |
|||
| Тема 2.10. Сборка и сварка тавровых соединений. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка кромок пластин, на 20 мм от края металлической щеткой, от ржавчины и грязи. |
|||
| 3 |
Выбор режима сварки, установка сварочного тока. |
|||
| 4 |
Сборка пластин с постановкой прихваток, проверка качества сборки с применением измерительного инструмента. |
|||
| 5 |
Сварка тавровых соединений, зачистка швов. |
|||
| 6 |
Визуально-измерительный контроль сварных соединений. |
|||
| Тема 2.11. Сборка и сварка тавровых соединений сплошным и прерывистым швом. |
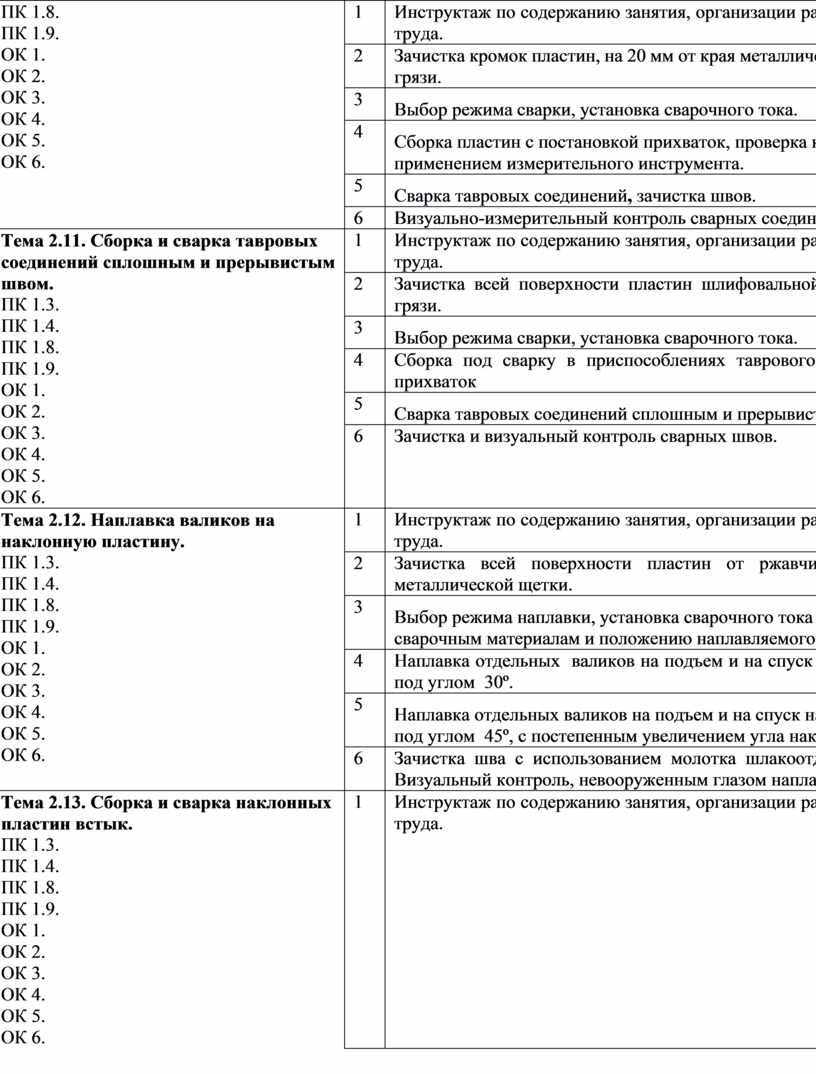
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка всей поверхности пластин шлифовальной машинкой от ржавчины и грязи. |
|||
|
3 |
Выбор режима сварки, установка сварочного тока. |
|||
|
4 |
Сборка под сварку в приспособлениях таврового соединения с постановкой прихваток |
|||
|
5 |
Сварка тавровых соединений сплошным и прерывистыми швами. |
|||
|
6 |
Зачистка и визуальный контроль сварных швов. |
|||
|
Тема 2.12. Наплавка валиков на наклонную пластину. ПК 1.3. ПК 1.4. ПК 1.8. ПК 1.9. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
|
Устный опрос. Экспертное наблюдение. Задания в тестовой форме. |
|
2 |
Зачистка всей поверхности пластин от ржавчины и грязи при помощи металлической щетки. |
|||
|
3 |
Выбор режима наплавки, установка сварочного тока соответствующего сварочным материалам и положению наплавляемого валика в пространстве. |
|||
|
4 |
Наплавка отдельных валиков на подъем и на спуск на пластину, установленную под углом 30º. |
|||
|
5 |
Наплавка отдельных валиков на подъем и на спуск на пластину, установленную под углом 45º, с постепенным увеличением угла наклона пластины до 90º. |
|||
|
6 |
Зачистка шва с использованием молотка шлакоотделителя и стальной щетки. Визуальный контроль, невооруженным глазом наплавленных валиков. |
|||
|
Тема 2.13. Сборка и сварка наклонных пластин встык. ПК 1.3. ПК 1.4. ПК 1.8. ПК 1.9. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
|
|
|
2 |
Зачистка кромок пластин, на 20 мм от края металлической щеткой, от ржавчины и грязи. |
|||
|
3 |
Выбор режима сварки, установка сварочного тока. |
|||
|
4 |
Сборка пластин с постановкой прихваток, проверка качества сборки с применением измерительного инструмента. |
|||
|
5 |
Сварка пластин, зачистка швов. |
|||
|
6 |
Визуально-измерительный контроль сварных соединений. |
|||
|
Раздел 3. Технология производства сварных конструкций. |
66 |
|
||
|
Тема 3.1. Ознакомление с конструкторской и производственно- технологической документацией по сварке. ПК 1.1. ПК 1.2. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение.
|
|
2 |
Использование конструкторской, нормативно-технической и производственно-технологической документации. |
|||
|
3 |
Чтение технологической документации. |
|||
|
4 |
Составление маршрутных карт технологического процесса. |
|||
|
5 |
Составление маршрутных, технологических и инструкционных карт на производство сварных конструкций. |
|||
|
6 |
Составление инструкционных карт на изготовление сварных конструкций. |
|||
|
Тема 3.2. Сборка и сварка решетчатых конструкций. ПК 1.1. ПК 1.2. ПК 1.3. ПК 1.4. ПК.1.5. ПК.1.6. ПК 1.8. ПК 1.9. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
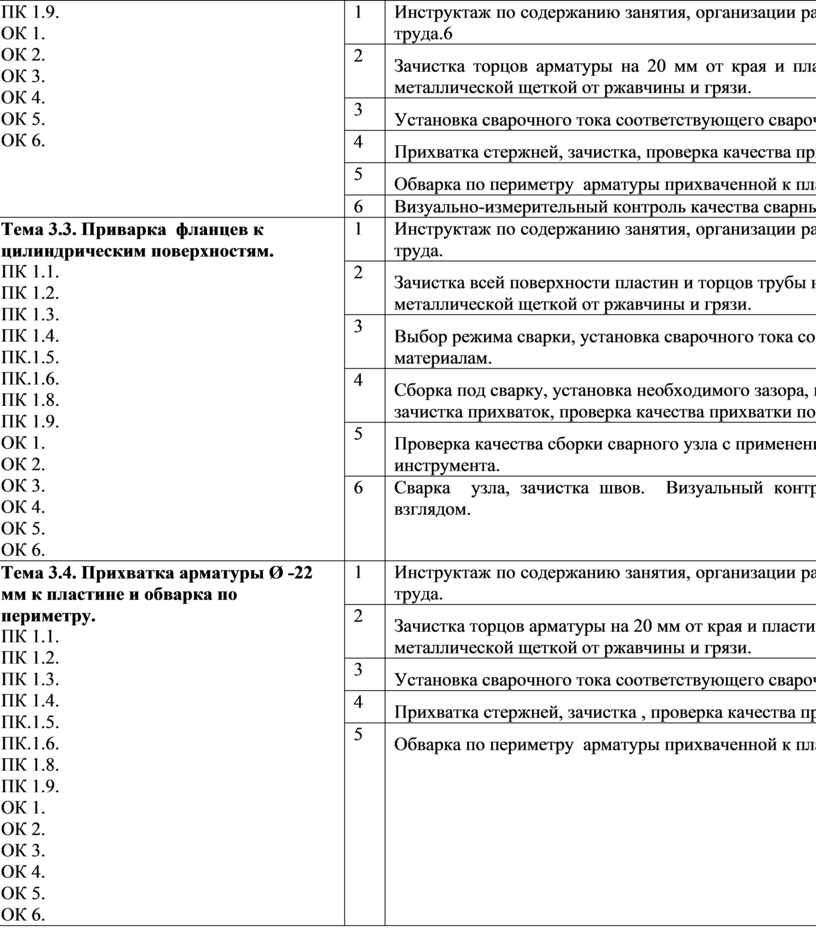
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда.6 |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка торцов арматуры на 20 мм от края и пластины по всей поверхности металлической щеткой от ржавчины и грязи. |
|||
| 3 |
Установка сварочного тока соответствующего сварочным материалам. |
|||
| 4 |
Прихватка стержней, зачистка, проверка качества прихватки по излому. |
|||
| 5 |
Обварка по периметру арматуры прихваченной к пластине. Зачистка швов. |
|||
| 6 |
Визуально-измерительный контроль качества сварных швов. |
|||
| Тема 3.3. Приварка фланцев к цилиндрическим поверхностям. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка всей поверхности пластин и торцов трубы на 20 мм от края металлической щеткой от ржавчины и грязи. |
|||
| 3 |
Выбор режима сварки, установка сварочного тока соответствующего сварочным материалам. |
|||
| 4 |
Сборка под сварку, установка необходимого зазора, постановка прихваток, зачистка прихваток, проверка качества прихватки по излому. |
|||
| 5 |
Проверка качества сборки сварного узла с применением измерительного инструмента. |
|||
| 6 |
Сварка узла, зачистка швов. Визуальный контроль швов не вооруженным взглядом. |
|||
| Тема 3.4. Прихватка арматуры Ø -22 мм к пластине и обварка по периметру. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка торцов арматуры на 20 мм от края и пластины по всей поверхности металлической щеткой от ржавчины и грязи. |
|||
| 3 |
Установка сварочного тока соответствующего сварочным материалам. |
|||
| 4 |
Прихватка стержней, зачистка , проверка качества прихватки по излому. |
|||
| 5 |
Обварка по периметру арматуры прихваченной к пластине. Зачистка швов. |
|||
| 6 |
Визуальный контроль качества сварных швов. |
|||
| Тема 3.5. Сварка стоек из труб диаметром 76 мм. ПК 1.1. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка торцов труб на 20 мм от края и пластины по всей поверхности металлической щеткой от ржавчины и грязи. |
|||
| 3 |
Установка режима сварки. |
|||
| 4 |
Сборка стоек с постановкой прихваток, зачистка, проверка качества сборки измерительным инструментом. |
|||
| 5 |
Сварка стоек из труб с последующей зачисткой швов. |
|||
| 6 |
Визуально-измерительный контроль выполненной работы. |
|||
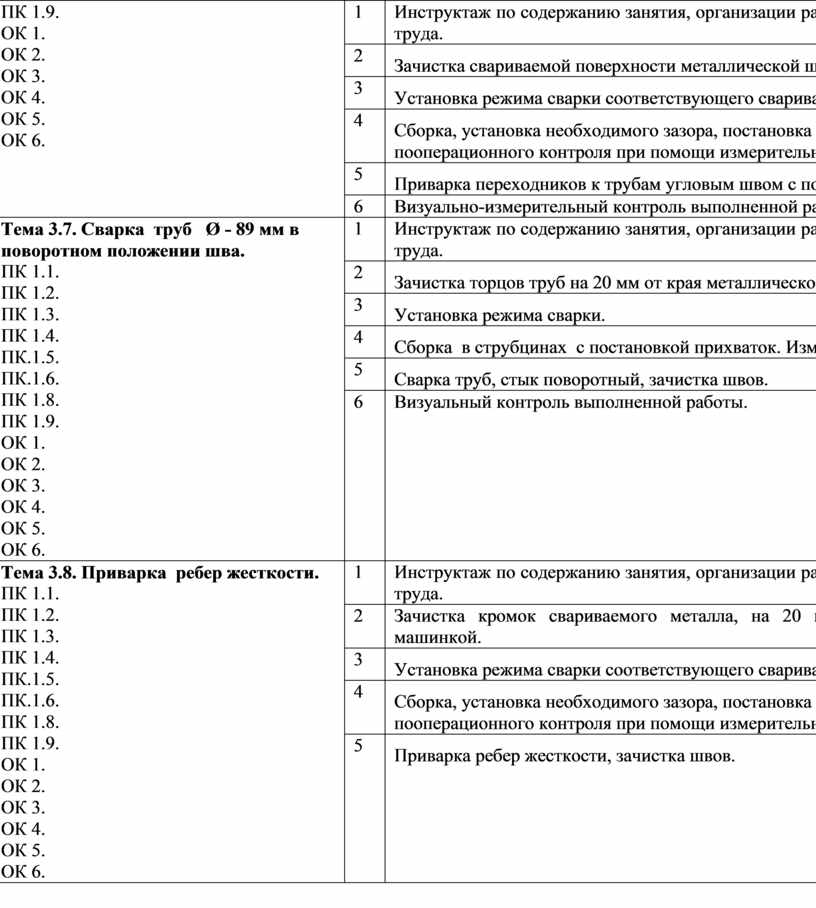
| Тема 3.6. Приварка переходников Ø 15 мм к трубам различного диаметра. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка свариваемой поверхности металлической щеткой. |
|||
| 3 |
Установка режима сварки соответствующего свариваемым материалам. |
|||
| 4 |
Сборка, установка необходимого зазора, постановка прихваток, выполнение пооперационного контроля при помощи измерительных инструментов. |
|||
| 5 |
Приварка переходников к трубам угловым швом с последующей зачисткой. |
|||
| 6 |
Визуально-измерительный контроль выполненной работы. |
|||
| Тема 3.7. Сварка труб Ø - 89 мм в поворотном положении шва. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка торцов труб на 20 мм от края металлической щеткой. |
|||
| 3 |
Установка режима сварки. |
|||
| 4 |
Сборка в струбцинах с постановкой прихваток. Измерение параметров сборки. |
|||
| 5 |
Сварка труб, стык поворотный, зачистка швов. |
|||
| 6 |
Визуальный контроль выполненной работы. |
|||
| Тема 3.8. Приварка ребер жесткости. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. Задания в тестовой форме. |
|
2 |
Зачистка кромок свариваемого металла, на 20 мм от края шлифовальной машинкой. |
|||
| 3 |
Установка режима сварки соответствующего свариваемым материалам. |
|||
| 4 |
Сборка, установка необходимого зазора, постановка прихваток, выполнение пооперационного контроля при помощи измерительных инструментов. |
|||
| 5 |
Приварка ребер жесткости, зачистка швов. |
|||
| 6 |
Визуально-измерительный контроль сварного соединения. |
|||
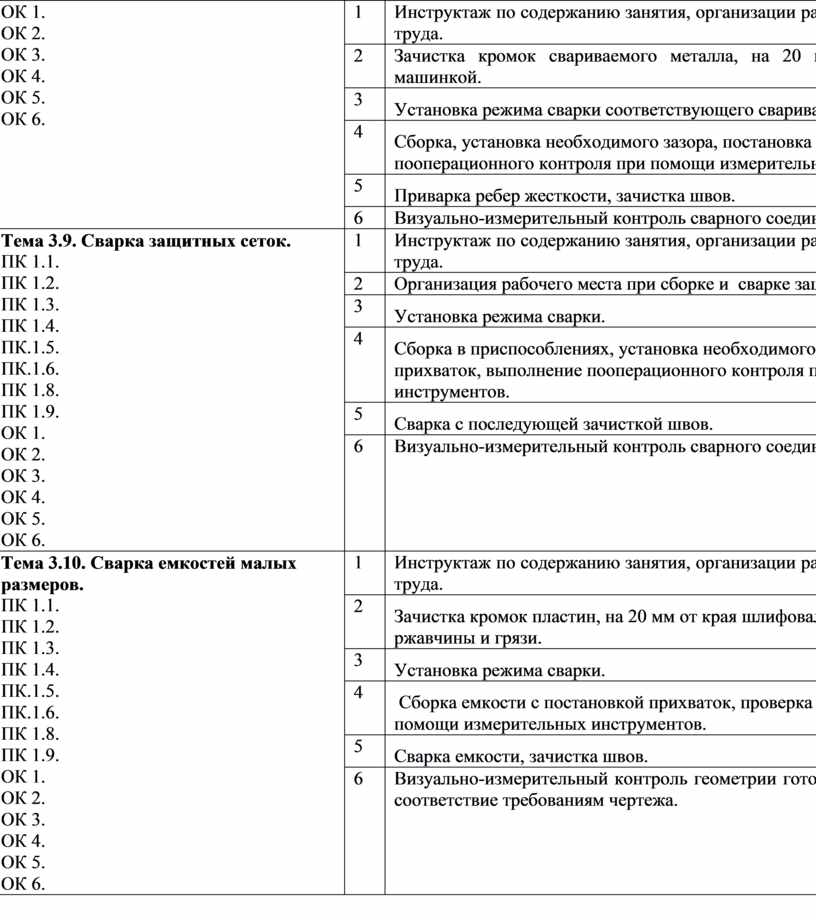
| Тема 3.9. Сварка защитных сеток. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Организация рабочего места при сборке и сварке защитных сеток. |
|||
| 3 |
Установка режима сварки. |
|||
| 4 |
Сборка в приспособлениях, установка необходимого зазора, постановка прихваток, выполнение пооперационного контроля при помощи измерительных инструментов. |
|||
| 5 |
Сварка с последующей зачисткой швов. |
|||
| 6 |
Визуально-измерительный контроль сварного соединения. |
|||
| Тема 3.10. Сварка емкостей малых размеров. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка кромок пластин, на 20 мм от края шлифовальной машинкой, от ржавчины и грязи. |
|||
| 3 |
Установка режима сварки. |
|||
| 4 |
Сборка емкости с постановкой прихваток, проверка качества сборки при помощи измерительных инструментов. |
|||
| 5 |
Сварка емкости, зачистка швов. |
|||
| 6 |
Визуально-измерительный контроль геометрии готовой сварной конструкции на соответствие требованиям чертежа. |
|||
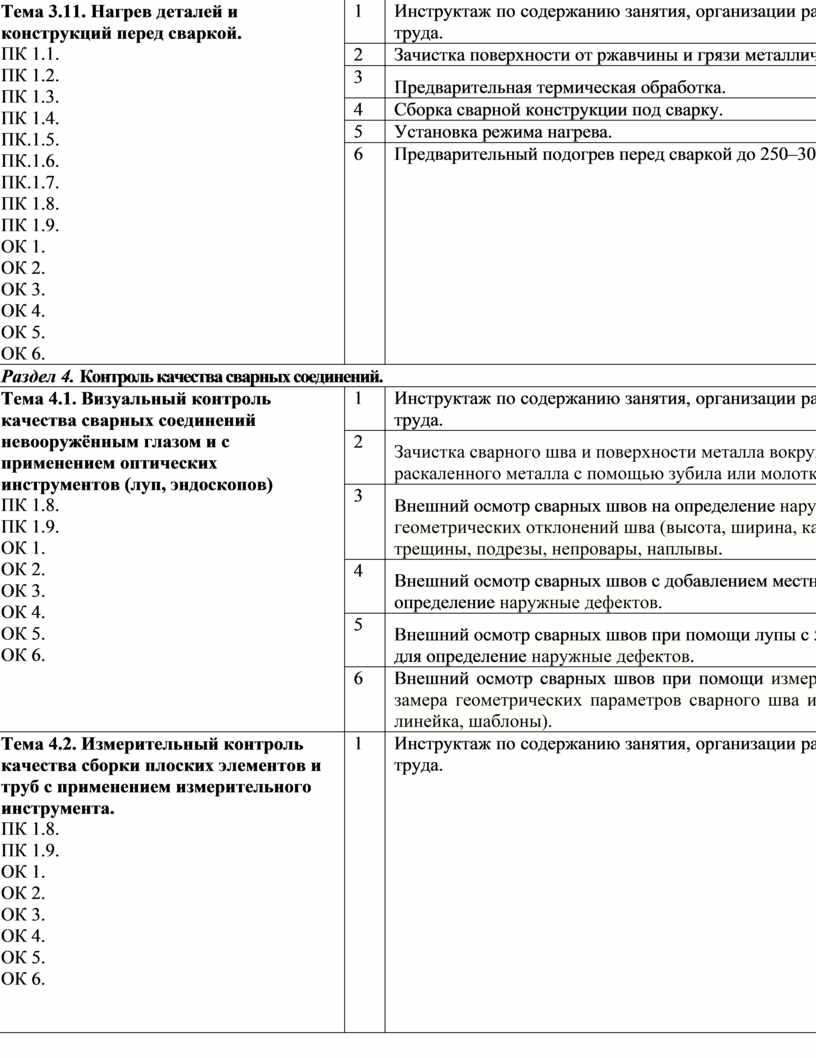
| Тема 3.11. Нагрев деталей и конструкций перед сваркой. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. Задания в тестовой форме. |
|
2 |
Зачистка поверхности от ржавчины и грязи металлической щеткой. |
|||
|
3 |
Предварительная термическая обработка. |
|||
|
4 |
Сборка сварной конструкции под сварку. |
|||
|
5 |
Установка режима нагрева. |
|||
|
6 |
Предварительный подогрев перед сваркой до 250–300ºС. |
|||
|
Раздел 4. Контроль качества сварных соединений. |
36 |
|
||
|
Тема 4.1. Визуальный контроль качества сварных соединений невооружённым глазом и с применением оптических инструментов (луп, эндоскопов) ПК 1.8. ПК 1.9. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка сварного шва и поверхности металла вокруг шва от окалины и капель раскаленного металла с помощью зубила или молотка. |
|||
|
3 |
Внешний осмотр сварных швов на определение наружные дефектов - геометрических отклонений шва (высота, ширина, катет), наружные поры и трещины, подрезы, непровары, наплывы. |
|||
|
4 |
Внешний осмотр сварных швов с добавлением местного освещения для определение наружные дефектов. |
|||
|
5 |
Внешний осмотр сварных швов при помощи лупы с 5-10 кратным увеличением для определение наружные дефектов. |
|||
|
6 |
Внешний осмотр сварных швов при помощи измерительного инструмента для замера геометрических параметров сварного шва и дефектов (штангенциркуль, линейка, шаблоны). |
|||
|
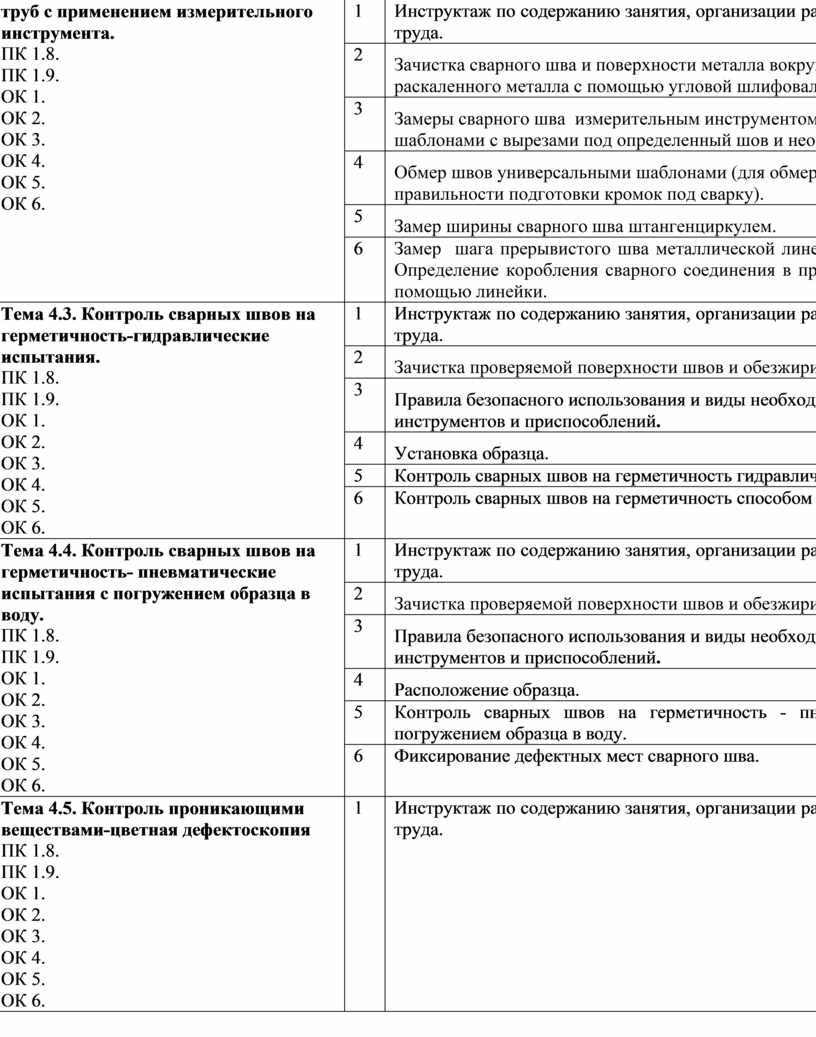
Тема 4.2. Измерительный контроль качества сборки плоских элементов и труб с применением измерительного инструмента. ПК 1.8. ПК 1.9. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6.
|
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка сварного шва и поверхности металла вокруг шва от окалины и капель раскаленного металла с помощью угловой шлифовальной машинки. |
|||
| 3 |
Замеры сварного шва измерительным инструментом и специальными шаблонами с вырезами под определенный шов и необходимыми размерами. |
|||
| 4 |
Обмер швов универсальными шаблонами (для обмера швов и для проверки правильности подготовки кромок под сварку). |
|||
| 5 |
Замер ширины сварного шва штангенциркулем. |
|||
| 6 |
Замер шага прерывистого шва металлической линейкой или складным метром. Определение коробления сварного соединения в процессе сварки и после нее с помощью линейки. |
|||
| Тема 4.3. Контроль сварных швов на герметичность-гидравлические испытания. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка проверяемой поверхности швов и обезжиривание. |
|||
|
3 |
Правила безопасного использования и виды необходимого оборудования, инструментов и приспособлений. |
|||
|
4 |
Установка образца. |
|||
|
5 |
Контроль сварных швов на герметичность гидравлическим испытанием. |
|||
|
6 |
Контроль сварных швов на герметичность способом обдува. |
|||
|
Тема 4.4. Контроль сварных швов на герметичность- пневматические испытания с погружением образца в воду. ПК 1.8. ПК 1.9. ОК 1. ОК 2. ОК 3. ОК 4. ОК 5. ОК 6. |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. |
|
2 |
Зачистка проверяемой поверхности швов и обезжиривание. |
|||
| 3 |
Правила безопасного использования и виды необходимого оборудования, инструментов и приспособлений. |
|||
| 4 |
Расположение образца. |
|||
| 5 |
Контроль сварных швов на герметичность - пневматические испытания с погружением образца в воду. |
|||
| 6 |
Фиксирование дефектных мест сварного шва.
|
|||
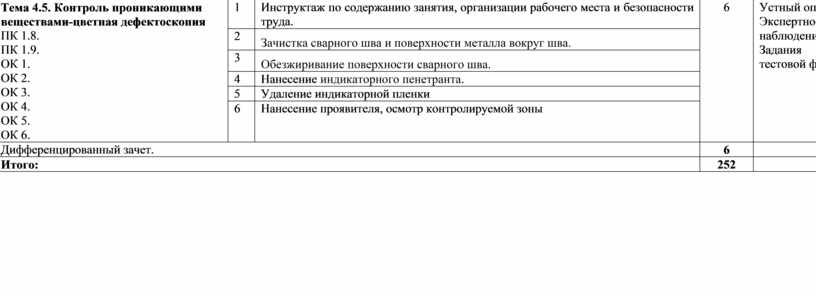
| Тема 4.5. Контроль проникающими веществами-цветная дефектоскопия |
1 |
Инструктаж по содержанию занятия, организации рабочего места и безопасности труда. |
6 |
Устный опрос. Экспертное наблюдение. Задания в тестовой форме. |
|
2 |
Зачистка сварного шва и поверхности металла вокруг шва. |
|||
|
3 |
Обезжиривание поверхности сварного шва. |
|||
|
4 |
Нанесение индикаторного пенетранта. |
|||
|
5 |
Удаление индикаторной пленки |
|||
|
6 |
Нанесение проявителя, осмотр контролируемой зоны |
|||
|
Дифференцированный зачет. |
6 |
|
||
|
Итого: |
252 |
|
||
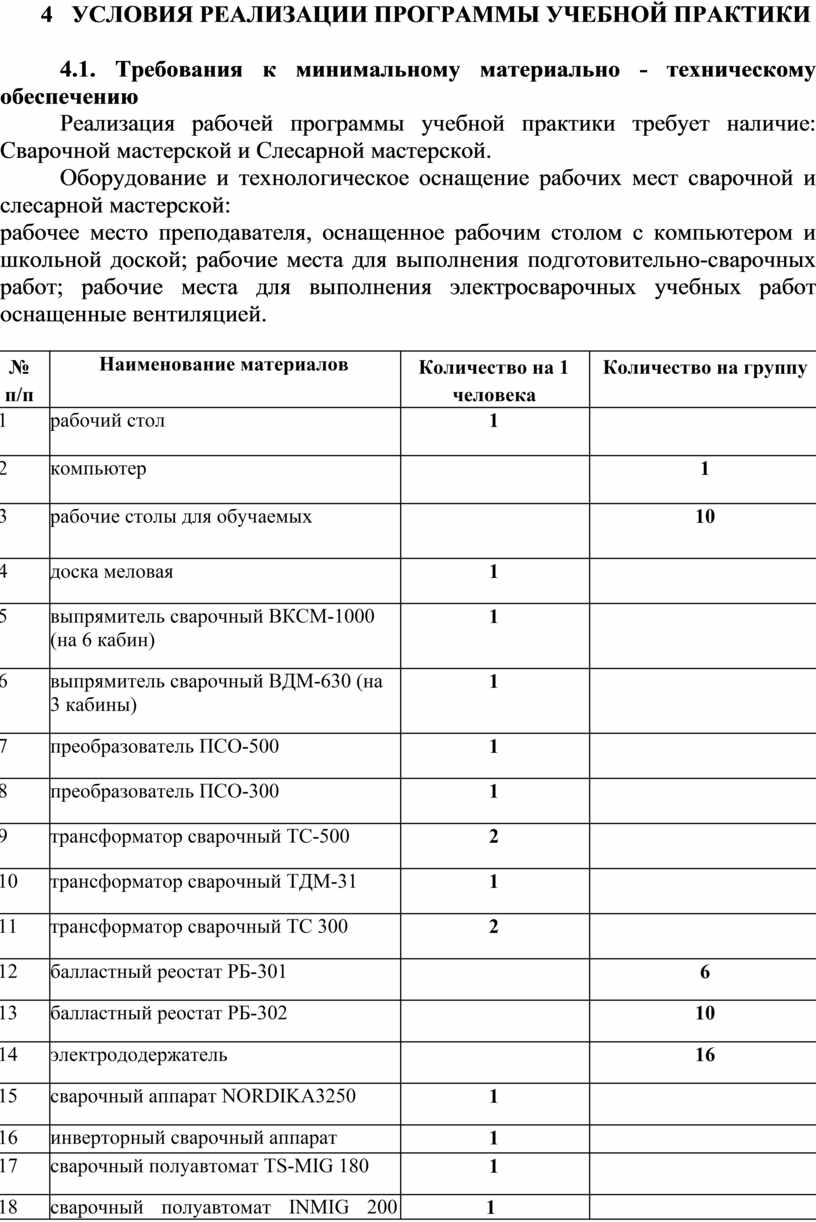
4 УСЛОВИЯ РЕАЛИЗАЦИИ ПРОГРАММЫ УЧЕБНОЙ ПРАКТИКИ
4.1. Требования к минимальному материально - техническому обеспечению
Реализация рабочей программы учебной практики требует наличие: Сварочной мастерской и Слесарной мастерской.
Оборудование и технологическое оснащение рабочих мест сварочной и слесарной мастерской:
рабочее место преподавателя, оснащенное рабочим столом с компьютером и школьной доской; рабочие места для выполнения подготовительно-сварочных работ; рабочие места для выполнения электросварочных учебных работ оснащенные вентиляцией.
|
№ п/п |
Наименование материалов |
Количество на 1 человека |
Количество на группу |
|
1 |
рабочий стол
|
1 |
|
|
2 |
компьютер
|
|
1 |
|
3 |
рабочие столы для обучаемых
|
|
10 |
|
4 |
доска меловая |
1 |
|
|
5 |
выпрямитель сварочный ВКСМ-1000 (на 6 кабин) |
1 |
|
|
6 |
выпрямитель сварочный ВДМ-630 (на 3 кабины) |
1 |
|
|
7 |
преобразователь ПСО-500 |
1 |
|
|
8 |
преобразователь ПСО-300 |
1 |
|
|
9 |
трансформатор сварочный ТС-500 |
2 |
|
|
10 |
трансформатор сварочный ТДМ-31 |
1 |
|
|
11 |
трансформатор сварочный ТС 300 |
2 |
|
|
12 |
балластный реостат РБ-301 |
|
6 |
|
13 |
балластный реостат РБ-302 |
|
10 |
|
14 |
электрододержатель |
|
16 |
|
15 |
сварочный аппарат NORDIKA3250 |
1 |
|
|
16 |
инверторный сварочный аппарат |
1 |
|
|
17 |
сварочный полуавтомат TS-MIG 180 |
1 |
|
|
18 |
сварочный полуавтомат INMIG 200 PLUS |
1 |
|
|
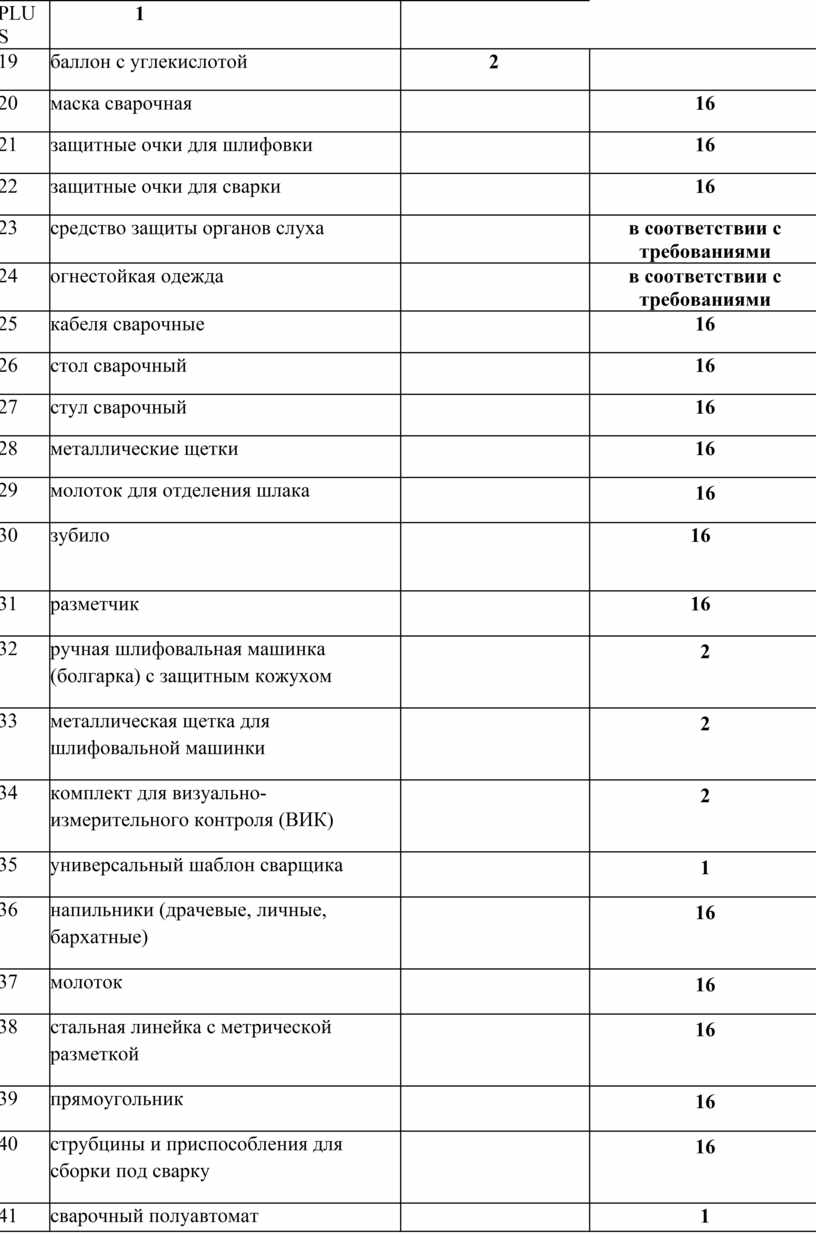
19 |
баллон с углекислотой |
2 |
|
|
20 |
маска сварочная |
|
16 |
|
21 |
защитные очки для шлифовки |
|
16 |
|
22 |
защитные очки для сварки |
|
16 |
|
23 |
средство защиты органов слуха |
|
в соответствии с требованиями |
|
24 |
огнестойкая одежда |
|
в соответствии с требованиями |
|
25 |
кабеля сварочные |
|
16 |
|
26 |
стол сварочный |
|
16 |
|
27 |
стул сварочный |
|
16 |
|
28 |
металлические щетки |
|
16 |
|
29 |
молоток для отделения шлака |
|
16 |
|
30 |
зубило
|
|
16 |
|
31 |
разметчик |
|
16 |
|
32 |
ручная шлифовальная машинка (болгарка) с защитным кожухом |
|
2 |
|
33 |
металлическая щетка для шлифовальной машинки |
|
2 |
|
34 |
комплект для визуально-измерительного контроля (ВИК) |
|
2 |
|
35 |
универсальный шаблон сварщика |
|
1 |
|
36 |
напильники (драчевые, личные, бархатные) |
|
16 |
|
37 |
молоток |
|
16 |
|
38 |
стальная линейка с метрической разметкой |
|
16 |
|
39 |
прямоугольник |
|
16 |
|
40 |
струбцины и приспособления для сборки под сварку |
|
16 |
|
41 |
сварочный полуавтомат
|
|
1 |
|
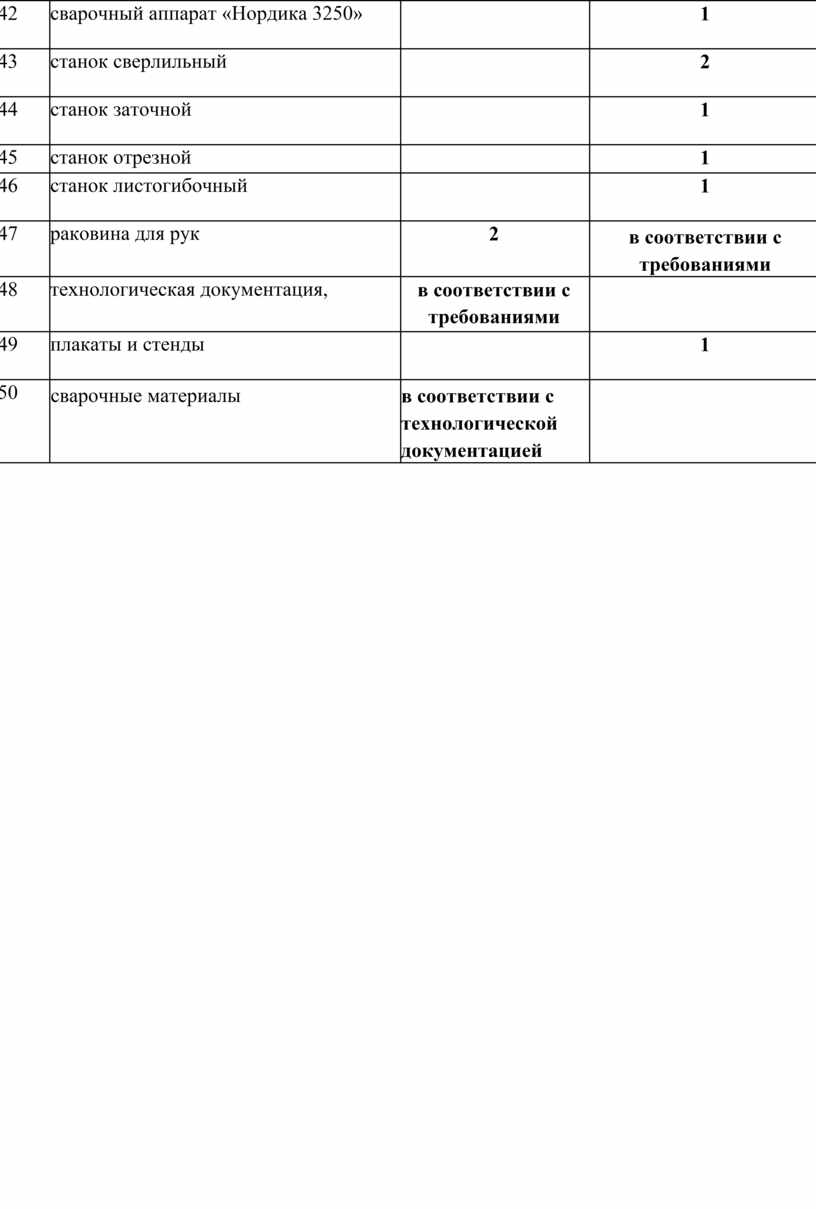
42 |
сварочный аппарат «Нордика 3250»
|
|
1 |
|
43 |
станок сверлильный
|
|
2 |
|
44 |
станок заточной
|
|
1 |
|
45 |
станок отрезной |
|
1 |
|
46 |
станок листогибочный
|
|
1 |
|
47 |
раковина для рук |
2 |
в соответствии с требованиями |
|
48 |
технологическая документация,
|
в соответствии с требованиями |
|
|
49 |
плакаты и стенды
|
|
1 |
|
50 |
сварочные материалы |
в соответствии с технологической документацией |
|
4.2 Информационное обеспечение обучения. Перечень рекомендуемых учебных изданий, Интернет-ресурсов, дополнительной литературы
Основные источники:
1. Овчинников В. В.Основы технологии сварки и сварочное оборудование: учебник для СПО. – М.: Академия,2018.- 256 с.
2. Галушкина В.Н. Технология производства сварных конструкций. – учебник. -М.:Академия,2017.-192с.
3. Овчинников В. В. Подготовительно-сварочные работы: учебник для СПО. – М.:Академия,2017.-192 4. Овчинников В. В. Дефектация сварных швов и контроль качества сварных соединений: учебник для СПО. – М.: Академия,2017г.-224 с.
5. Оборудование и технология механизированной и автоматической сварки [Электронный ресурс]: учебное пособие / Лупачев А.В., Лупачев В.Г. - Мн.:РИПО, 2016
6. Лупачёв, В.Г. Общая технология сварочного производства [Электронный ресурс] : учеб. пособие / В.Г. Лупачёв. – Минск: Выш. шк., 2011
7. Овчинников В.В. Технология изготовления сварных конструкций [Электронный ресурс]: учебник/В.В.Овчинников - М.: ИД ФОРУМ, НИЦ ИНФРА-М, 2015.
8. Справочник техника-сварщика [Электронный ресурс]: учебное пособие / В.В. Овчинников. - М.: ИД ФОРУМ: НИЦ ИНФРА-М, 2014
9. Свирко Н.А. Технология электросварки на автоматических и полуавтоматических машинах. Средства контроля [Электронный ресурс]: учебное пособие / Н.А.Свирко. - Мн.:РИПО, 2015
Дополнительные источники:
Периодические издания
1. Журнал «Сварка и диагностика» 2. Журнал «Сварочное производство» 3. Журнал «Сварщик»
Интернет – ресурсы:
http://znanium.com/catalog/product/947614
http://znanium.com/catalog/product/508019
http://znanium.com/catalog/product/503310
http://znanium.com/catalog/product/949456
5. КОНТРОЛЬ И ОЦЕНКА РЕЗУЛЬТАТОВ ОСВОЕНИЯ ПРОГРАММЫ УЧЕБНОЙ ПРАКТИКИ
5.1. Основные показатели и процедура оценки результата освоения обучающимся профессиональных компетенций
|
Результаты (освоенные профессиональные компетенции) |
Основные показатели оценки результата |
Формы и методы контроля и оценки |
Система оценивания |
|
ПК 1.1. Читать чертежи средней сложности и сложных сварных металлоконструкций. |
Обозначение сварных Швов на чертежах средней сложности и сложных сварных металлоконструкций.
|
Устный опрос. Задания в тестовой форме. Экспертное наблюдение деятельности обучающегося на учебной практике в соответствии с технологическим процессом, оценка результатов выполнения практических работ. |
По пятибалльной системе |
|
ПК 1. 2. Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке. |
Применение конструкторской, нормативно-технической и производственно-технологической документации по сварке в процессе выполнения сварочных работ. |
Устный опрос. Задания в тестовой форме. Экспертное наблюдение деятельности обучающегося на учебной практике в соответствии с технологическим процессом, оценка результатов выполнения практических работ. |
По пятибалльной системе |
|
ПК 1. 3. Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки. |
Подготавливать оборудование в соответствии с требованиями техники безопасности. Определять неисправности в оборудовании. |
Устный опрос. Задания в тестовой форме. Экспертное наблюдение деятельности обучающегося на учебной практике в соответствии с технологическим процессом, оценка результатов выполнения практических работ. |
По пятибалльной системе |
|
ПК 1. 4. Подготавливать и проверять сварочные материалы для различных способов сварки. |
Выбор и проверка сварочных материалов в соответствии с технологическими требованиями.
|
Устный опрос. Задания в тестовой форме. Экспертное наблюдение деятельности обучающегося на учебной практике в соответствии с технологическим процессом, оценка результатов выполнения практических работ. |
По пятибалльной системе |
|
ПК 1. 5. Выполнять сборку и подготовку элементов конструкции под сварку. |
Выполнение последовательности технологических операций при сборке деталей и постановке прихваток. Выбор режима сварки. Осуществление работы с технологическими картами. |
Устный опрос. Задания в тестовой форме. Экспертное наблюдение деятельности обучающегося на учебной практике в соответствии с технологическим процессом, оценка результатов выполнения практических работ. |
По пятибалльной системе |
|
ПК 1. 6. Проводить контроль подготовки и сборки элементов конструкции под сварку. |
Выполнение последовательности технологических операций в соответствии с технологией. Соблюдение отклонения размеров. Определение качества сборки деталей под сварку с применением основных измерительных инструментов. |
Устный опрос. Задания в тестовой форме. Экспертное наблюдение деятельности обучающегося на учебной практике в соответствии с технологическим процессом, оценка результатов выполнения практических работ. |
По пятибалльной системе |
|
ПК 1. 7. Выполнять предварительный, сопутствующий (межслойный) подогрева металла. |
Выбор производственного оборудования для предварительного, сопутствующего (межслойного) подогрева металла. Выполнение последовательности технологических операций при подогреве металла в соответствии с технологией производства. |
Устный опрос. Задания в тестовой форме. Экспертное наблюдение деятельности обучающегося на учебной практике в соответствии с технологическим процессом, оценка результатов выполнения практических работ. |
По пятибалльной системе |
|
ПК 1. 8. Зачищать и удалять поверхностные дефекты сварных швов после сварки. |
Выполнение зачистки швов после сварки. Выявление дефектных мест. Удаление поверхностных дефектов сварных швов, с последующей заваркой. |
Устный опрос. Задания в тестовой форме. Экспертное наблюдение деятельности обучающегося на учебной практике в соответствии с технологическим процессом, оценка результатов выполнения практических работ. |
По пятибалльной системе |
|
ПК 1. 9. Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке. |
Выполнение контроля геометрических размеров сварных швов соединений в соответствии конструкторской и производственно-технологической документации по сварке. |
Устный опрос. Задания в тестовой форме. Экспертное наблюдение деятельности обучающегося на учебной практике в соответствии с технологическим процессом, оценка результатов выполнения практических работ. |
По пятибалльной системе |
5.2. Основные показатели и процедура оценки результата освоения обучающимся общих компетенций
|
Результаты (освоенные общие компетенции) |
Основные показатели оценки результата |
Формы и методы контроля и оценки |
Система оценивания |
|
ОК 1. Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес. |
наличие положительных отзывов по итогам учебной и производственной практики |
экспертная оценка деятельности на производственной практике, оценка результатов выполнения практических работ |
Да/нет |
|
участие в профориентационной деятельности; |
наблюдение с фиксацией фактов; |
Да/нет |
|
|
участие в конкурсах профессионального мастерства, тематических мероприятиях; |
наблюдение с фиксацией фактов; |
Да/нет |
|
|
эффективность и качество выполнения домашних самостоятельных работ |
оценка результатов выполнения самостоятельных работ; |
|
|
|
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем |
применение эффективных и качественных методов и способов решения профессиональных задач |
экспертная оценка деятельности на учебной практике, оценка результатов выполнения практических работ |
Да/нет |
|
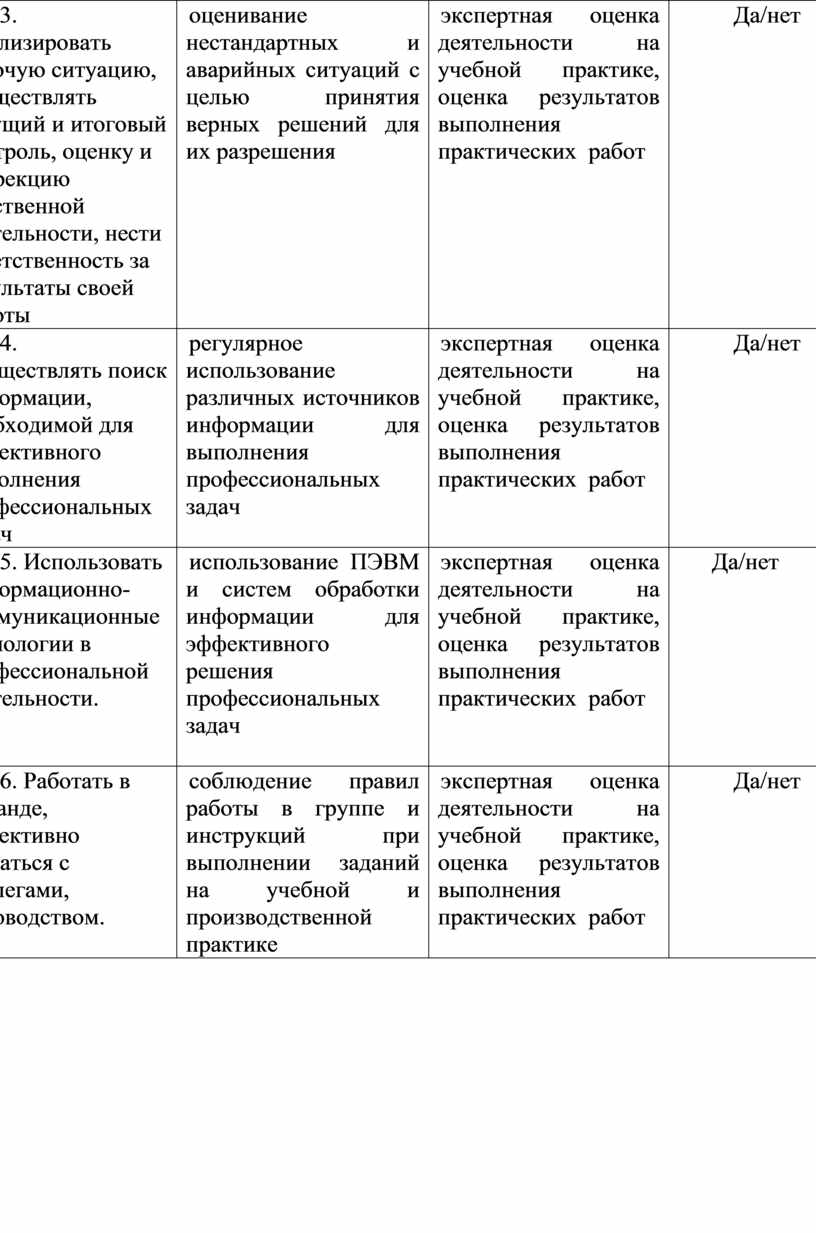
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы |
оценивание нестандартных и аварийных ситуаций с целью принятия верных решений для их разрешения
|
экспертная оценка деятельности на учебной практике, оценка результатов выполнения практических работ |
Да/нет |
|
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач |
регулярное использование различных источников информации для выполнения профессиональных задач |
экспертная оценка деятельности на учебной практике, оценка результатов выполнения практических работ |
Да/нет |
|
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности. |
использование ПЭВМ и систем обработки информации для эффективного решения профессиональных задач
|
экспертная оценка деятельности на учебной практике, оценка результатов выполнения практических работ |
Да/нет |
|
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством. |
соблюдение правил работы в группе и инструкций при выполнении заданий на учебной и производственной практике |
экспертная оценка деятельности на учебной практике, оценка результатов выполнения практических работ |
Да/нет |
Критерии оценки – пятибалльная система
Уровень знаний обучающихся определяется следующими оценками: «отлично», «хорошо», «удовлетворительно», «неудовлетворительно».
«5» - задание выполнено в полном объеме, без замечаний, с соблюдением правил техники безопасности.
«4» - задание выполнено в полном объеме, с соблюдением правил техники безопасности, но с отдельными неточностями.
«3» - задание выполнено не полностью; имеются ошибки в технологическом процессе, с соблюдением правил техники безопасности.
«2» - задание не выполнено, нарушение последовательности технологического процесса, не соблюдение техники безопасности.
Скачано с www.znanio.ru







Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.