Поделиться

Федеральное государственное бюджетное профессиональное образовательное учреждение «Подмосковный политехнический колледж» Политех Лыткарино (филиал)
Подготовила студентка 115 группы
Плотникова Анастасия
Проверил преподаватель
Силяева Наталья Петровна
Презентация
На тему « Жидкая штамповка»

Жидкая штамповка
Жидкой штамповкой называют технологический процесс получения заготовок деталей, при котором кристаллизация жидкого металла, залитого в полость инструмента, происходит под высоким давлением. Это обеспечивает повышение коэффициента теплоотдачи и, следовательно, скорости охлаждения, поэтому структура металла получается более мелкозернистой, чем в отливках.
Используемые схемы
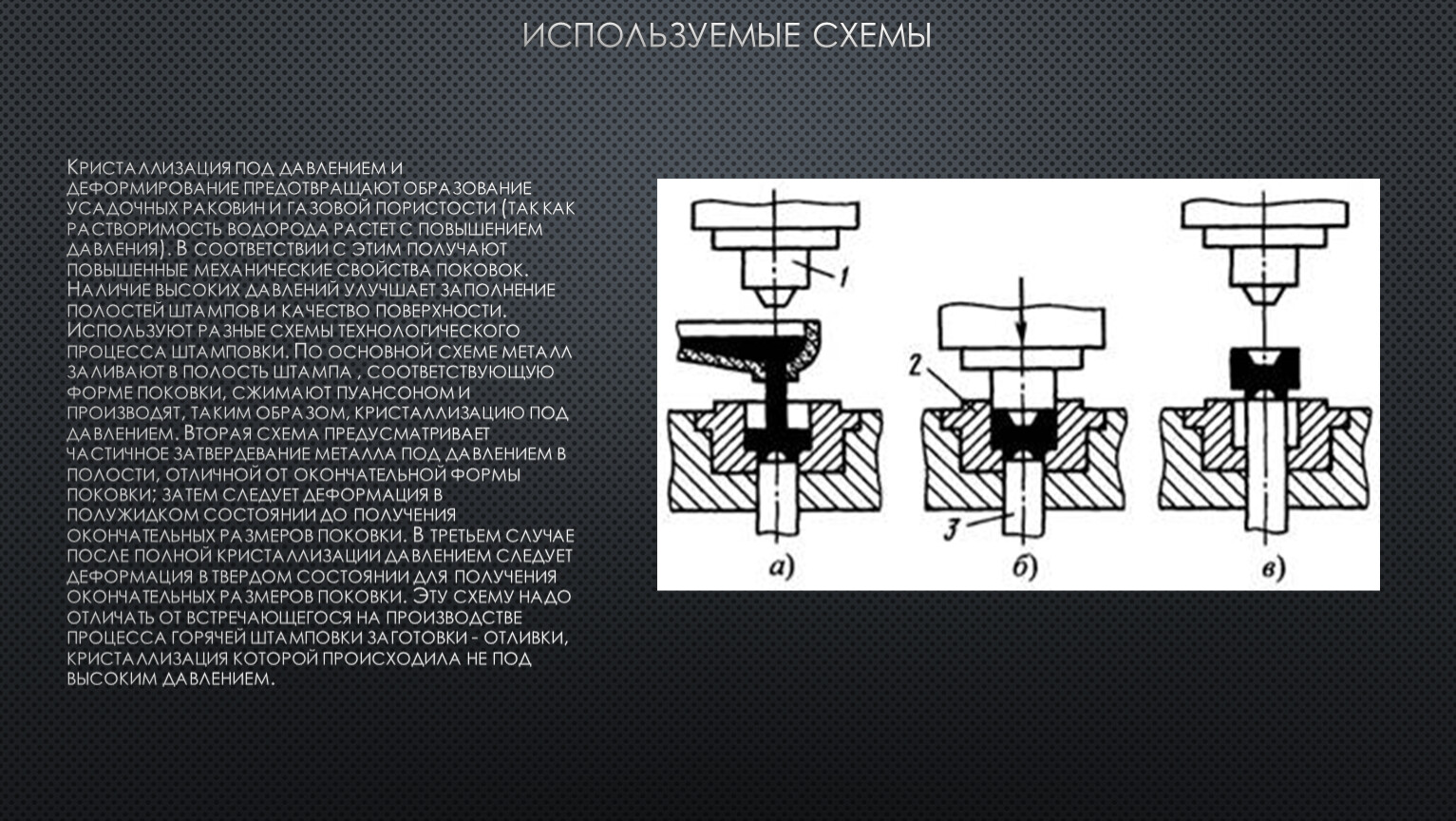
Кристаллизация под давлением и деформирование предотвращают образование усадочных раковин и газовой пористости (так как растворимость водорода растет с повышением давления). В соответствии с этим получают повышенные механические свойства поковок. Наличие высоких давлений улучшает заполнение полостей штампов и качество поверхности. Используют разные схемы технологического процесса штамповки. По основной схеме металл заливают в полость штампа , соответствующую форме поковки, сжимают пуансоном и производят, таким образом, кристаллизацию под давлением. Вторая схема предусматривает частичное затвердевание металла под давлением в полости, отличной от окончательной формы поковки; затем следует деформация в полужидком состоянии до получения окончательных размеров поковки. В третьем случае после полной кристаллизации давлением следует деформация в твердом состоянии для получения окончательных размеров поковки. Эту схему надо отличать от встречающегося на производстве процесса горячей штамповки заготовки - отливки, кристаллизация которой происходила не под высоким давлением.
Выплавка и дозированная заливка металлов полость штампа
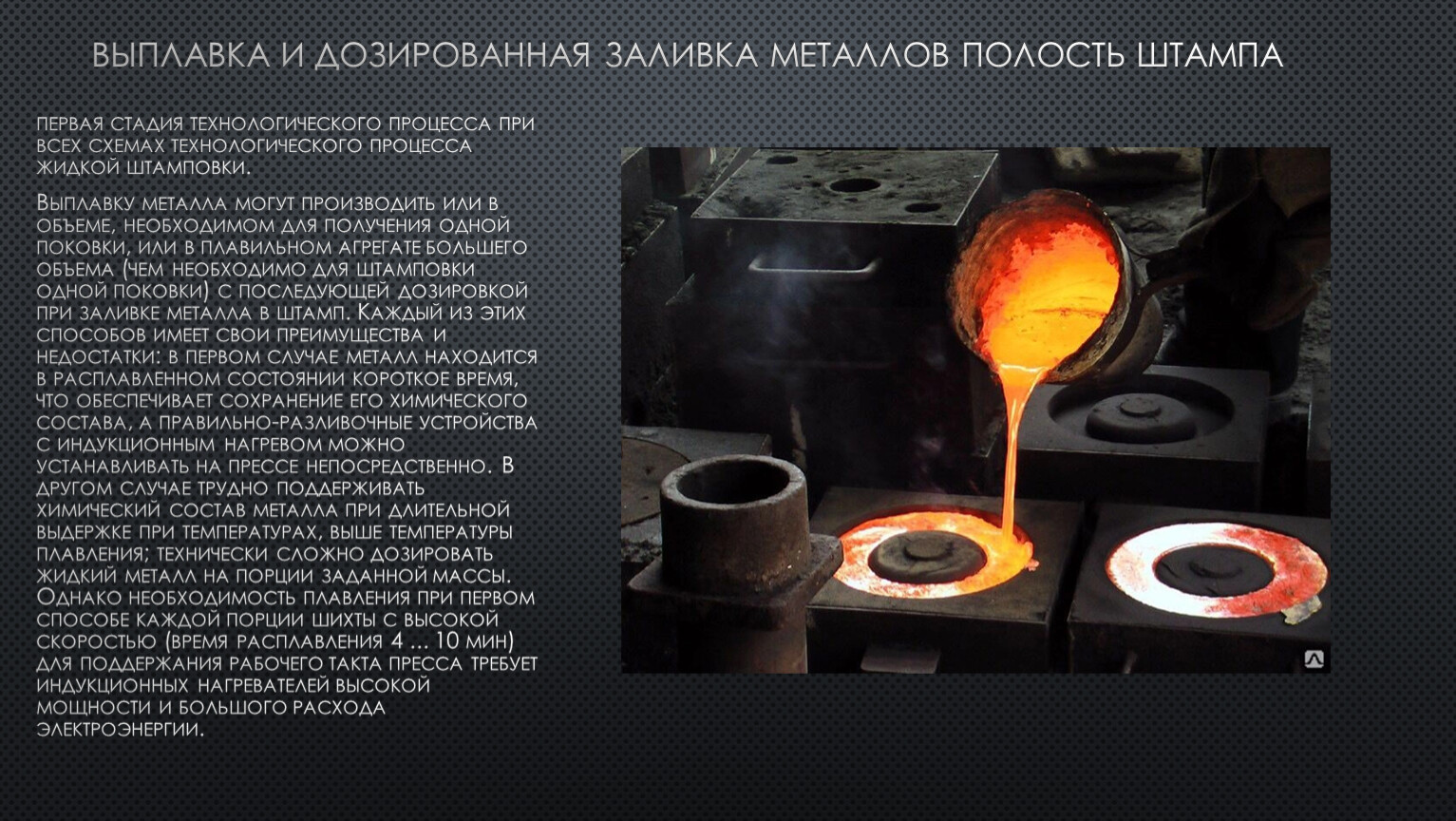
первая стадия технологического процесса при всех схемах технологического процесса жидкой штамповки.
Выплавку металла могут производить или в объеме, необходимом для получения одной поковки, или в плавильном агрегате большего объема (чем необходимо для штамповки одной поковки) с последующей дозировкой при заливке металла в штамп. Каждый из этих способов имеет свои преимущества и недостатки: в первом случае металл находится в расплавленном состоянии короткое время, что обеспечивает сохранение его химического состава, а правильно-разливочные устройства с индукционным нагревом можно устанавливать на прессе непосредственно. В другом случае трудно поддерживать химический состав металла при длительной выдержке при температурах, выше температуры плавления; технически сложно дозировать жидкий металл на порции заданной массы. Однако необходимость плавления при первом способе каждой порции шихты с высокой скоростью (время расплавления 4 ... 10 мин) для поддержания рабочего такта пресса требует индукционных нагревателей высокой мощности и большого расхода электроэнергии.
заливка
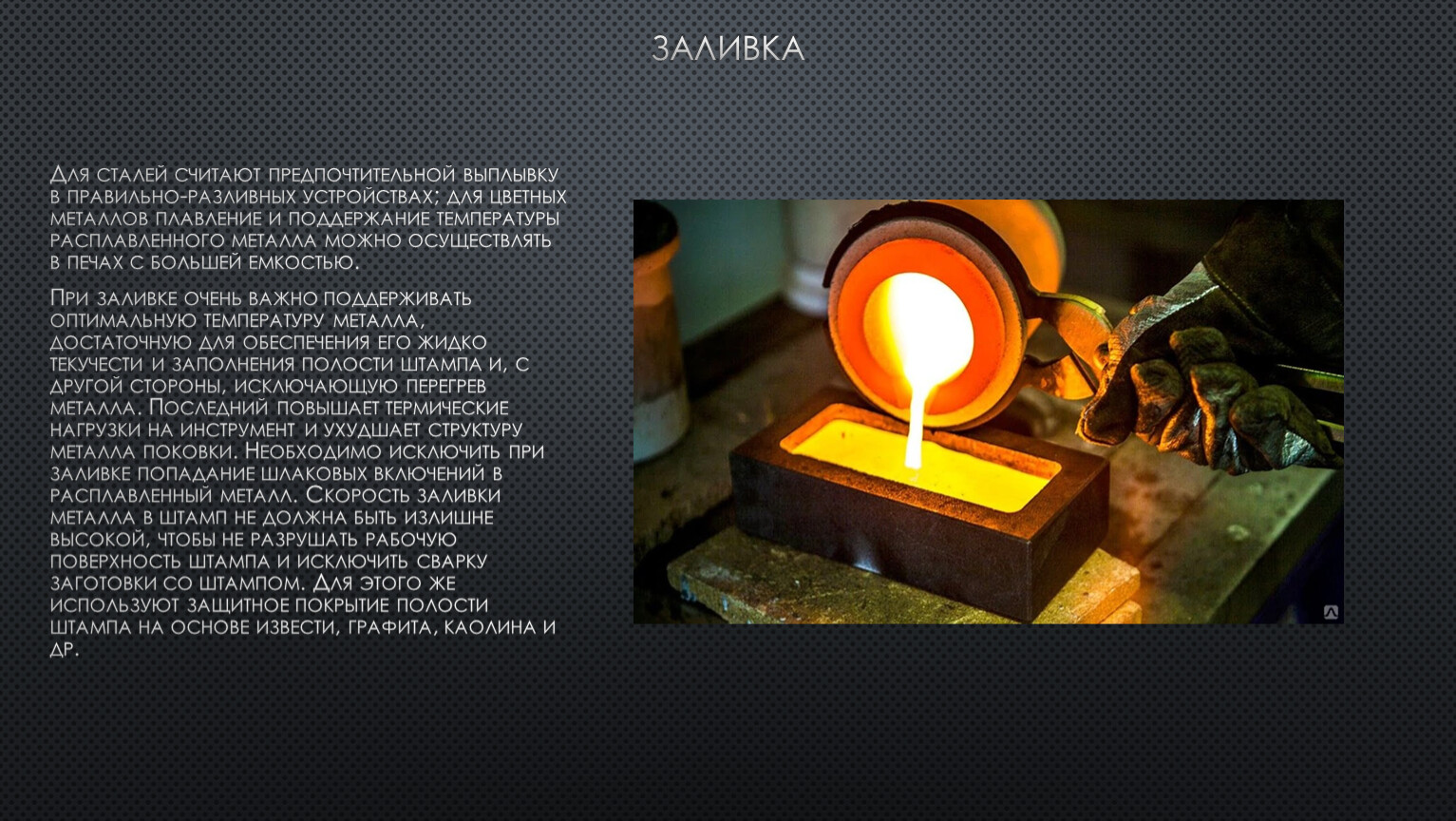
Для сталей считают предпочтительной выплывку в правильно-разливных устройствах; для цветных металлов плавление и поддержание температуры расплавленного металла можно осуществлять в печах с большей емкостью.
При заливке очень важно поддерживать оптимальную температуру металла, достаточную для обеспечения его жидко текучести и заполнения полости штампа и, с другой стороны, исключающую перегрев металла. Последний повышает термические нагрузки на инструмент и ухудшает структуру металла поковки. Необходимо исключить при заливке попадание шлаковых включений в расплавленный металл. Скорость заливки металла в штамп не должна быть излишне высокой, чтобы не разрушать рабочую поверхность штампа и исключить сварку заготовки со штампом. Для этого же используют защитное покрытие полости штампа на основе извести, графита, каолина и др.

Штамповка жидкого металла
выполняют на специализированных гидравлических и фрикционных прессах. Специализация прессов обусловлена необходимостью большой скорости холостого хода; регулируемым, плавным нажимом на пуансон без резких скачков его перемещения; необходимостью наличия выталкивателей и возможности монтажа правильно-заливочных устройств. При установке штампа на пресс должна обеспечиваться тепловая изоляция между ними.
Процесс штамповки - кристаллизация и последующая деформация металла в штампе - определяет качество полученной поковки. При этом важный параметр процесса - время от конца заливки матрицы жидким металлом до начала кристаллизации под необходимым минимальным давлением, а решающее условие получения качественной поковки - это время должно быть больше (или равно) времени подхода пуансона от верхнего исходного положения до закрытия штампа и времени, затрачиваемого на развитие минимально необходимого давления в полости штампа. Кристаллизация под таким давлением - определяющий фактор для формирования мелкозернистой, плотной структуры металла и повышения его механических свойств. Величину давления рекомендуют применять в диапазоне 100 ... 500 МПа, а время выдержки под давлением зависит от сложности и размеров поковки и составляет 2 ... 10 с.
Область применения жидкой штамповки
определяют прежде всего преимущества этого процесса перед литейной технологией и традиционными процессами горячей объемной штамповки. По сравнению с отливками поковки, изготовленные методом жидкой штамповки, обладают более высокими механическими и эксплуатационными характеристиками; более высокой точностью размеров, меньшим расходом металла (нет прибылей, литниковых систем и т.д.). В отличие от поковок, полученных традиционными способами горячей объемной штамповки, жидкой штамповкой изготовляют поковки как с толстыми, так и с тонкими стенками; без перемычек в отверстиях; с меньшим числом переходов; с меньшими затратами на механическую обработку и другими материально-энергетическими затратами.
Вместе с тем процесс жидкой штамповки требует больших затрат на инструмент, усугубляющихся его недостаточной стойкостью, особенно при штамповке стали. Так, число поковок, отштампованных на одном штампе из стали, составляет несколько сотен, а поковок из цветных металлов - несколько десятков тысяч.
Жидкой штамповкой производят для нужд машиностроения и приборостроения большое число разных по сложности поковок массой ориентировочно до 10 кг.
Холодная штамповка
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла.
Холодная штамповка является одним из наиболее прогрессивных методов получения высококачественных заготовок небольших и точных из стали и цветных металлов. Она обеспечивает достаточно высокую точность и малую шероховатость поверхности при малых отходах металла и низкой трудоемкости и себестоимости изготовления изделий. Возможность осуществления холодной штамповки и качество заготовок определяются качеством исходного материала. Большое значение имеет подготовка поверхности заготовок: удаление окалины, загрязнений и поверхностных дефектов.
Процессы холодной штамповки часто выполняют за несколько технологических переходов, постепенно приближая форму и размеры заготовок к форме и размерам готовых изделий и осуществляя промежуточный отжиг для снятия наклепа и восстановления пластических свойств металла. В зависимости от характера деформирования и конструкции штампов холодную штамповку делят на объемную и листовую.
Технологический процесс жидкой штамповки
1.Верхний и верхний средний пуансон переводятся в верхнее положение. Пуансоны нижнего и среднего звена находятся в рабочем положении. В результате в формовочной матрице образуются полости первого и второго порядка. При этом внутреннее пространство перекрыто, чтобы в матрицу второго порядка не попал расплавленный метал, подающийся при начале заливки.
2.Полость первого порядка заполняется расплавом. Когда металл полностью заполняет полость, где начинается первичное формообразование в условиях повышенного давления. При этом полость второго порядка остаётся свободной. Будущая деталь выдерживается в таких условиях до момента, пока фаза твёрдой кристаллизации не достигнет 75%-80%. После этого верхние пуансоны смещаются в положение, необходимое для компенсации естественных процессов усадки. Затем на верхний пуансон подаётся максимально допустимое давление, смещающее его на заданную величину. Одновременно принудительно открываются нижние пуансоны, открывающие доступ металла в полость второго порядка.
3.Заданное на пуансоны давление выдерживается до полного затвердевания металла по всему пространству заготовки. При этом пуансоны смещаются на заданную технологическими условиями величину, чтобы компенсировать усадку. В результате по всему сечению детали происходит равномерная пластическая деформация.
4.На завершающем этапе, пуансоны извлекаются из матрицы. Штамповочная форма разделяется на две полматрицы, отделяющие заготовку от пуансона. После этого отштампованная деталь извлекается из матрицы.

Преимущества перед литьем под давлением:
-более высокое давление, действующее на металл заготовки во время ее кристаллизации, уплотняет металл, устраняет литейные пороки (газовые и усадочные раковины), присущие литью под давлением;
-отпадает необходимость в литниковой системе, так как металл вводят непосредственно в рабочую полость формы;
-увеличивается скорость кристаллизации, в результате чего структура металла получается более равномерной, мелкозернистой;
-значительно повышаются механические свойства заготовок;
-более высокая стойкость форм, чем при литье под давлением;
-способ более универсален: позволяет получать заготовки как тонкостенные, так толстостенные из всех стандартных литейных сплавов.
Спасибо за внимание!!!
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.