Поделиться

|
ФКП образовательное учреждение №151 |
Экзаменационный билет №1 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1.Ассортимент швейных изделий 2. Выполнить практическое задание: Выявить пороки ткани на данном изделии или отрезе ткани
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №2 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Перечислить и описать пороки ткани. 2. Выполнить практическое задание: Выполнить чистку поясного изделия
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №3 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Перечислить и описать назначение инструментов и приспособлений ,применяемых при чистке изделия. 2. Выполнить практическое задание: Выполнить чистку готового плечевого изделия
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №4 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Последовательность чистки поясного изделия 2. Выполнить практическое задание: Выбрать инструменты необходимые для чистки поясного изделия
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №5 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Последовательность чистки плечевого изделия 2. Выполнить практическое задание :Выбрать инструменты и приспособления для чистки плечевого изделия
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №6 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1Виды инструментов и приспособлений для чистки ткани и изделий 2. Выполнить практическое задание: Выполнить чистку изделия с подкладкой
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №7 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Виды дефектов возникающие при чистке ткани и изделия 2. Выполнить практическое задание:Произвести контроль качества чистки |
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №8 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Устранение дефектов,возникших причистки ткани и изделий 2. Выполнить практическое задание: Организовать рабочее место Чистильщика ткани, изделий
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №9 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1.Виды инструктажей по ТБ проводимых на швейном участке 2.Выполните практическое задание : Выполнить чистку изделия с подкладкой
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №10 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1.Виды и применение пожарного инвентаря 2. Выполните практическое задание :Выполнить чистку изделия с отстёгивающей подкладкой
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №11 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
.Правила ТБ при выполнении чистки ткани и изделий 2.Выполните практическое задание :Выявить дефекты чистки готового поясного изделия |
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №12 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1.Виды ткани и материалов используемых для изготовления спецодежды на данном швейном участке в соответствии с заказом 2. Выполните практическое задание: Организовать рабочее место для чистки изделия с подкладкой
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №13 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Правила чистки ткани и изделия 2.Выполнить практическое задание: Выполнить чистку готового плечевого изделия без подклада
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №14 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1.Последовательность чистки поясного изделия без подклада 2.Выполните практическое задание: Организовать рабочее место для чистки изделия с подкладом
|
||
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №15 По профессии 19585 Чистильщик ткани, изделий |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
. Последовательность чистки плечевого изделия с подкладом 2.Выполните практическое задание: Выбрать и обосновать инструменты и приспособления для чистки поясного изделия с утепляющей съёмной подкладкой
|
||
БИЛЕТ №1
1.Принцип действия обслуживаемого оборудования. Оборудование для промера и разбраковки материалов.
При приемке контролируют качество и количество ткани.
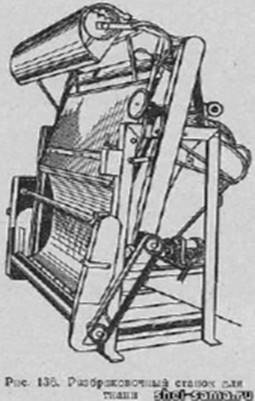
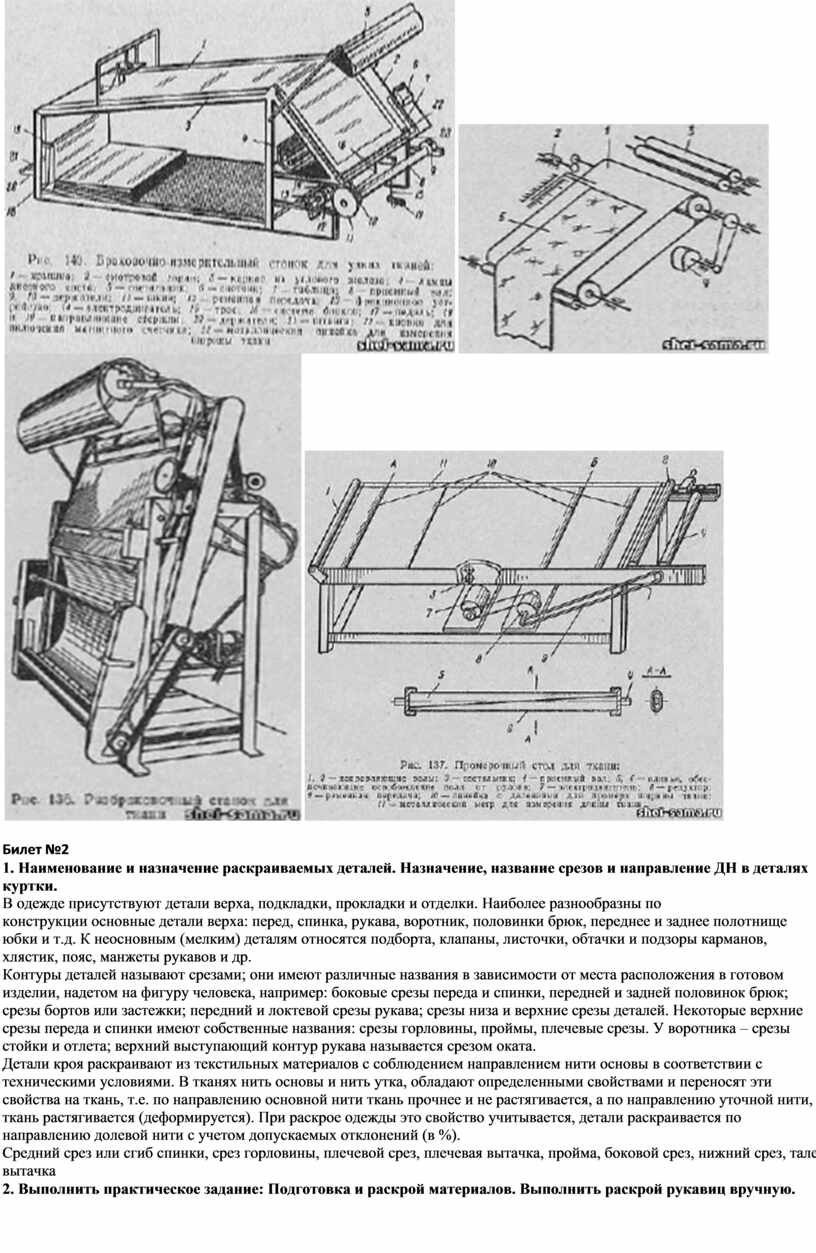
Качество ткани контролируют на разбраковочном станке, руководствуясь ГОСТ на сортность ткани (рис. 136).
Шерстяные ткани подвергают одновременно контролю качества и промеру длины иширины куска. Для контроля качества широких тканей применяют станок, где имеетсяспециальное приспособление для раздваивания сложенных всгиб тканей по всей длинекуска. Ткань подается на экран станка. Минимальная линейная скорость подачи ткани настанке 18 м/мин, максимальная - 25 м/мин. Ткань на станке во время разбраковкиосвещается лампами дневного света.
При разбраковке ткани выявляют текстильные пороки, пятна, зауженные места, разноцвет краев ткани по сравнению с серединой, разноцвет по длине куска и другиепороки, влияющие на внешний вид изделия.
У мест расположения пороков ткани около кромки для отметки прокладывают цветнуюнитку или приклеивают полоску лейкопластыря.
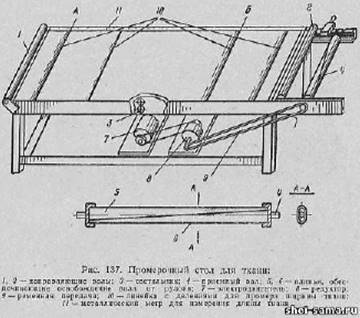
По длине и ширине ткань измеряют на промерочном столе с гладкой поверхностью (рис.137). Длина крышки стола 3 м, ширина 1,6 м. Крышка стола между точками А и Б можетбыть из толстого стекла и снизу освещаться светильником или иметь просто гладкуюповерхность без подсвета.
Станок включают ножной педалью. Скорость вращения вала 200 об/мин. Пропускнаяспособность стола - до 5000 м за смену (8 ч). Измеряют длину каждого отреза междупороками, ширину ткани через каждые 3 м. Для шерстяных тканей выводят фактическую
ширину куска по наиболее часто встречающейся ширине, для хлопчатобумажных и2
шелковых - по наименьшей ширине. При наличии в куске резко зауженной шириныотмечают длину отреза с узкой шириной. Результаты замеров записывают в паспорт куска с указанием наименования текстильного порока. Впромежуточную ведомость записывают фактическую меру куска и сверяют с мерой, указанной поставщиком.
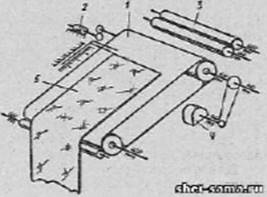
Промер ткани можно производить также на машине МП. Воснову измерительной части этой машины положен бесконтактный метод измерениядлины ткани.
Машина (рис. 138) состоит из следующих основных узлов: транспортера 1 для перемещения ткани и подачи ее к намоточному устройству, счетного устройства 2,намоточного механизма 3, привода 4. Измерение длины куска ткани 5 производится подлине пробега транспортера, на который укладывают ткань. Ведущий барабантранспортера связан со счетчиком числа оборотов, с которого снимают показания.
Транспортер машины выполнен из ряда кордовых лент, обеспечивающих сцеплениеполотна ткани с измерительным органом (транспортером) и продвижение ткани безпроскальзывания.
Бесконтактный метод измерения длины ткани увеличивает предел точности промереннойткани до +-0,06% при +-0,5% на обычных промерочных столах вследствие уменьшения растяжения ткани.
Контроль качества и измерение длины и ширины ткани можно производить одновременно на разбраковочно-измерительном станке РС-1 (рис. 139). На этой машинепри определении качества одновременно автоматически измеряются длина и ширинаткани и печатаются данные замера на бумажной ленте. На станке могут разбраковыватьсяткани, намотанные в рулон, сложенные «в книжку», одинарные и сдвоенные; имеютсяспециальные устройства для разматывания и раскладывания ткани, а также светильникдневного света для освещения ткани, проходящей по смотровой доске.
Ширина ткани измеряется фотоэлектронным устройством, импульсы от которогопередаются счетно-печатающему аппарату через каждые 2 пог. м ткани. Измеряемая тканьпроходит между измерительным диском, длина окружности которого 500 мм, иприжимным роликом. Диск измерения длины ткани кинематически связан со счетчиком стандартного типа и цифровыми. колесами. Замеры длины и ширины ткани печатаются наодной бумажной ленте, в дальнейшем служащей паспортом промеренного куска.
Для возврата ткани при повторном просмотре на станке предусмотрен реверсивный ходосновного электродвигателя с автоматическим отключением вала намотки иизмерительных устройств. Машина рассчитана на перемещение ткани со скоростью от 9,8до 24,2 м/мин. При окончании куска измеряемой ткани станок автоматическиостанавливается.
Точность измерения длины обеспечивается тем, что ткань проходит через измеряющееустройство без натяжения.
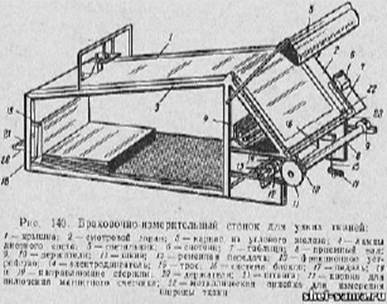
Для разбраковки и промера узких тканей применяется станок другого типа (рис. 140).
Работа на станке производится следующим образом. Конец ткани, если она сложена «вкнижку», заправляют, как показано на рисунке, и подводят к нижнему краю экрана;3нажимом на кнопку включают магнитный отметчик и счетчик. Ширину ткани измеряютметаллической линейкой, перемещающейся в пазе экрана.
Производительность станка, обслуживаемого одним работником,5 - 6 тыс. м в смену.
Таким образом, контроль качества тканей производится для определения ее сортности ипредъявления, в случае необходимости, претензий изготовителю, а также для выявлениятекстильных пороков, влияющих на качество кроя. В начале куска ткани контролеруказывает направление ворса меловой линией.
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить экономную раскладку куртки при ширине ткани 1,5 м и вычислить расход ткани на 1 единицу. (Дополнительные детали куртки: обтачной воротник, манжеты, пояс, два боковых кармана.)
Билет №2
1. Наименование и назначение раскраиваемых деталей. Назначение, название срезов и направление ДН в деталях куртки.
В одежде присутствуют детали верха, подкладки, прокладки и отделки. Наиболее разнообразны по конструкции основные детали верха: перед, спинка, рукава, воротник, половинки брюк, переднее и заднее полотнище юбки и т.д. К неосновным (мелким) деталям относятся подборта, клапаны, листочки, обтачки и подзоры карманов, хлястик, пояс, манжеты рукавов и др.
Контуры деталей называют срезами; они имеют различные названия в зависимости от места расположения в готовом изделии, надетом на фигуру человека, например: боковые срезы переда и спинки, передней и задней половинок брюк; срезы бортов или застежки; передний и локтевой срезы рукава; срезы низа и верхние срезы деталей. Некоторые верхние срезы переда и спинки имеют собственные названия: срезы горловины, проймы, плечевые срезы. У воротника – срезы стойки и отлета; верхний выступающий контур рукава называется срезом оката.
Детали кроя раскраивают из текстильных материалов с соблюдением направлением нити основы в соответствии с техническими условиями. В тканях нить основы и нить утка, обладают определенными свойствами и переносят эти свойства на ткань, т.е. по направлению основной нити ткань прочнее и не растягивается, а по направлению уточной нити, ткань растягивается (деформируется). При раскрое одежды это свойство учитывается, детали раскраивается по направлению долевой нити с учетом допускаемых отклонений (в %).
Средний срез или сгиб спинки, срез горловины, плечевой срез, плечевая вытачка, пройма, боковой срез, нижний срез, талевая вытачка
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить раскрой рукавиц вручную.
Раскрой материала (настила) – разрезание материала (настила), вырезание и вырубание деталей швейных изделий и их частей.
Выкраивание деталей швейных изделий - вырезание деталей по намеченным контурам посредством раскройного оборудования
В массовом производстве раскрой производят в раскройном цеху, раскраивают детали изделия настилами, т.е одновременно раскраивают несколько полотен. Полотна, уложенные одно на другое, образуют настил, высота которого зависит от толщины ткани. (40 – шелк, 20 – х/б). Превышение числа полотен ведет к ухудшению качества кроя.
Различают лекала трех видов: лекала-оригиналы, основные рабочие лекала и подсобные (вспомогательные).
Лекала-оригиналы швейные фабрики обычно получают в условиях фабричного производства.
По лекалам-оригиналам в экспериментальных цехах фабрик изготовляют рабочие и подсобные лекала. Рабочие лекала изготовляют обычно в четырех комплектах.
Подсобные лекала изготовляют в двух или трех комплектах, из которых один комплект является оригиналом подсобных лекал.
Рабочие лекала изготовляют из плотного лощеного картона толщиной 0,9-1,3 мм. Подсобные лекала изготовляют из более плотного картона, пластмассы, различного металла, пластика или из тонкой фанеры. Края подсобных лекал из картона и фанеры окантовывают металлическими полосками. Лекала вырезают с особой тщательностью.
На лекала наносят прорези для разметки линий карманов, вытачек и т. п. и контрольные надсечки для соединения деталей при их изготовлении.
Согласно техническим условиям на каждом основном лекале должны быть нанесены следующие линии:
· линии номинального (нормального) направления нитей основы или утка и линии допускаемых отклонений от этого направления при раскладке лекал на ткани;
· линии допускаемых отклонений по срезам деталей;
· линии притачивания допускаемых надставок, обозначающие места притачивания надставок минимальной и максимальной величины.
Процент допускаемого отклонения от нормального направления нитей основы определяют как отношение величины отклонения от нити основы к длине детали на участке измеряемого отклонения, выраженное в процентах. Этот процент заранее установлен. Для разных деталей он различен. Величина отклонения, наносимая на лекалах (в см), определяется умножением установленного допускаемого отклонения (в %) на длину детали и делением на 100. Допускаемые отклонения (в %) от направления нитей основы (или утка) и допускаемые отклонения по срезам (в см) ставят со знаком " + " или " -".
На каждой детали основных и вспомогательных лекал указывают номер модели, размер, рост и наименование детали. На одной из крупных деталей комплекта для основных тканей (обычно на полочке) делают опись лекал для всего изделия.
По всем срезам лекал ставят клеймо, совмещая один край его со срезом лекал. Клеймо ставят для контроля качества лекал. На всех лекалах должно также быть поставлено клеймо ОТК с надписью "Проверено" и указана дата проверки. Рабочие лекала, находящиеся в производстве, периодически проверяют (2-3 раза в месяц) по лекалам-оригиналам или по табелю мер. Лекала-оригиналы также проверяют по табелю мер (примерно один раз в 3 мес.), так как лекала со временем меняют свои размеры от усадки картона.
Если при проверке рабочих лекал по лекалам-оригиналам устанавливают, что рабочие лекала имеют отклонения по всем срезам в результате износа более чем 0,5-1,0 мм, то такие рабочие лекала снимают с производства, а взамен изготовляют новые лекала
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить экономную раскладку наволочки при ширине ткани 1,5 м и вычислить расход ткани на 1 единицу. (Условия: размер наволочки 70х70 см. Припуски на швы: по боковым срезам 2,5 см, верхнему и нижнему срезам 1,5 см, заход 20 см)
Билет № 4
1. Нормы использования материалов. Способы настилания материалов. Технические условия на настилание материалов. Дефекты при настилании.
На все изготавливаемые изделия швейные предприятия должны иметь нормы расхода материалов. Норма расхода - предельно допустимое количество материалов для изготовления изделия.
Нормы должны быть максимально экономичными, устанавливаться на основании передовых методов работы и быть ориентированы на прогрессивную технологию и новую технику.
Расход материала на единицу изделия по индивидуальным заказам складывается из площади лекал, межлекальных выпадов и припусков на подгонку изделия.
Основным показателям расхода материала на единицу изделия является площадь лекал его деталей. Она входит в структуру всех норм расхода материала и служит основой для установления свободной отпускной цены изделия. В связи с этим достоверность и точность определения площади лекал имеет важное значение.
При геометрическом способе определения лекал каждое лекало разбивают на простые геометрические фигуры. По известным формулам рассчитывают площади этих фигур, а затем их сумму. Результаты расчетов представленны в таблице (таблица 1). Поскольку контуры лекал чаще всего име-ют сложную конфигурацию, данный способ дает приближенное значение площади, погрешность 2--3%.
Главной задачей нормирования материалов является установление прогрессивных норм их расхода, так как в себестоимость изделия входит стоимость материала, которая составляет 85-90 %.
Нормирование расхода материалов делится на следующие этапы: измерение площади лекал; выполнение экспериментальных раскладок лекал с учетом ширины и вида материала; определение экономичности выполняемых раскладок; копирование раскладок лекал.
Определение площади лекал выполняется через их измерения, а именно геометрическим способом. Каждое лекало разбивают на ряд прямолинейных геометрических фигур.
Рациональные способы раскладки лекал сводятся в основном к сокращению процента (Р) межлекальных потерь (выпадов), который и определяет экономичность раскладки лекал:
|
Р = (Sp- Sл) / Sp x 100%, |
(1) |
где, Р - процент межлекальных выпадов, %.
Sp - площадь раскладки лекал, см2;
Sл - сумма площадей лекал всех деталей изделия, см 2.
При раскладке лекал необходимо в определённую рамку вписать все детали изделия. Контуры лекал на многих участках имеют сложную форму. При укладывании деталей между отдельными участками лекал возникают потери материала, называемые межлекальными отходами.
Дефекты при настилании.
Укорочение (удлинение) детали швейного изделия
Перекос детали швейного изделия
Несовпадение рисунка материала в швейном изделии
Разнооттеночность материалов в деталях швейного изделия
Несоответствие направления ворса(рисунка) в деталях швейного изделия
2. Выполнить практическое задание: Подготовка кроя к пошиву. Выполнить укладывание выкроенных деталей рукавиц по парам в пачки. Подписать и пронумеровать детали
БИЛЕТ №5
1. Принцип действия обслуживаемого оборудования. Раскройные машины с вертикальным ножомЭЗМ-2
Раскройные машины с пластинчатым ножом типа ЭЗМ-2 и ЭЗМ-3 применяют для разрезания настила на блоки и вырезания начисто крупных деталей
Достоинства машин с пластинчатым ножом
· Возможность вырезания острых углов
· Большая высота раскраиваемого настила (100-160мм)
Недостатки машин с пластинчатым ножом
· Ограниченная скорость резания
· Вибрация
· Недостаточно хорошее качество среза
Раскройные машины с дисковым ножом типа ЭЗДМ-1 и ЭЗДМ-3 применяют для рассекания настила на части и вырезания начисто крупных деталей по прямым и криволинейным линиям (имеющим большой радиус кривизны).
Достоинства машин с дисковым ножом
· Отсутствие вибрации
· Большая скорость резания
Недостатки машин с дисковым ножом
· Низкая высота разрезаемых настилов
· Неодинаковый размер деталей, выкраиваемых на верхних и нижних полотнах настила
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить экономную раскладку простыни при ширине ткани 0,9 м и вычислить расход ткани на 1 единицу. (Условия: размер простыни 1,10 х 2,20см. Припуски на швы: на соединение частей простыни 2,5 см, верхнему, нижнему, боковым срезам 2 см)
БИЛЕТ №6
1. Рациональные приемы и способы раскроя материалов. Способы раскроя материалов. Технические условия на раскрой. Дефекты при раскрое.
Основные операции раскроя — это настилание полотен материала, раскрой, комплектование деталей кроя.
Раскрой материала (настила) – разрезание материала (настила), вырезание и вырубание деталей швейных изделий и их частей.
Выкраивание деталей швейных изделий - вырезание деталей по намеченным контурам посредством раскройного оборудования
В массовом производстве раскрой производят в раскройном цеху, раскраивают детали изделия настилами, т.е одновременно раскраивают несколько полотен. Полотна, уложенные одно на другое, образуют настил, высота которого зависит от толщины ткани. (40 – шелк, 20 – х/б). Превышение числа полотен ведет к ухудшению качества кроя.
Технические условия на раскрой изделия
При изготовлении изделий, закройщики руководствуются едиными методами конструирования одежды, используя базовые лекала ведущих моделей и конструкционно — ведущих силуэтов. На лекалах указывается направление ткани, контрольные знаки и места измерений основных конструктивных участков, которые корректируются при раскрое индивидуальным путем, по меркам заказчика.
При раскрое шерстяных тканей необходимо учитывать усадочную способность ткани. Поэтому ткань предварительно декатируется. Раскрой основной ткани по индивидуальным заказам всегда выполняется только на одно изделие. При этом ткань складывается в два сложения, лицевыми сторонами вовнутрь, совмещая кромки ткани. При пошиве ткани в полоску, в клетку, с несимметричным рисунком, где требуется подгонка рисунка, а также при изготовлении изделий с цельнокроенными рукавами и крупными несимметричными деталями, раскладку лекал выполняют в развернутом виде.
Дефекты при раскрое
1 Обужение детали швейного изделия
2 Перекос детали швейного изделия; перекос рисунка на бортах, лацканах, по низу изделия (юбки); перекос подкладки
3 Несоответствие направления ворса (рисунка) в деталях швейного изделия
Разнооттеночность материалов в деталях швейного изделия
Окрашивание ткани
Загрязнение ткани волокнами, пылью и др.
Отслоение термоклеевого прокладочного материала от основного материала швейного изделия
Одновременное обсужение, расширение, укорочение, удлинение деталей швейного изделия
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить экономную раскладку синтепона для изготовления куртки и вычислить расход ткани на 1 единицу. (Условия: 3 слоя синтепона)
БИЛЕТ № 7
1. Наименование и назначение раскраиваемых деталей. Назначение, название срезов и направление ДН в деталях брюк.
Приступая к шитью брюк, следует разобраться, как называются отдельные части, а также основные линии и срезы брюк. Эти знания помогут вам найти и понять необходимую информацию в книгах по шитью, журналах мод и на бескрайних просторах интернета.
Основные детали брюк — передняя и задняя половинки. Задняя половинка брюк отличается большей шириной и более выступающим клином, это хорошо видно на рисунке.
Срезы брюк
Названия «верхний срез» и «срез низа» говорят сами за себя и дополнительных объяснений не требуют.
Боковой срез — располагается с боку на внешней стороне ноги.
Шаговый срез — на внутренней стороне ноги.
Средний срез – располагается там, где соединяются две половинки брюк, т.е. между правой и левой брючинами.
Средний срез задней половинки может называться срез сидения, задний срез, средний срез задней половинки .
Средний срез передней половинки носит название передний срез, средний срез передней половинки и срез банта. Срез банта – также относится к устаревшим терминам, но в швейной литература и даже в швейных гостах еще встречается.
На передней половинки брюк линия середины проходит через средние точки на линии низа, линии колена, линии бедер.
На задней половинки брюк линия середины проходит через средние точки на линии низа и линии колена. В области бедер линия середины отклоняется от средней точки на 0…2см.
Величина отклонения зависит от особенностей фигуры, степени свободы брюк и свойств используемой ткани.
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить раскрой мелких деталей вручную.
БИЛЕТ №8
1. Нормы использования материалов. Виды раскладок лекал. Технические условия на выполнение раскладки
Расход
материала на швейное изделие состоит из основной части и
технологических потерь. Основная часть расхода материала — это
полезная площадь, занятая в раскладке лекалами с учетом вытачек, но без площади
припусков на швы надставок.
Технологические потери (отходы) — это неизбежные потери, состоящие из межлекальных
потерь, потерь по ширине ткани (срезанные кромки), потерь по длине (при
настилании нескольких полотен), потерь на стыках полотен (в настилах,
рассчитанных на несколько раскладок) и т.п.
Так как основная часть расхода материала — это
полезная площадь лекал, при нормировании расхода огромное значение имеет ее
правильное измерение. Существует несколько способов измерения площади лекал.
Рассмотрим три из них: геометрический, комбинированный и с помощью
фотоэлектронной машины ИЛ.
При геометрическом способе площадь лекала
разбивают на ряд простейших геометрических фигур (квадратов, прямоугольников,
треугольников) и вычисляют их площадь по соответствующим формулам. Площадь
оставшихся участков с криволинейными контурами вычисляют приближенно. Ошибка
расчета при этом способе составляет 2... 3 %.
При комбинированном способе большую часть
площади лекала определяют как площадь прямоугольника, а оставшуюся площадь
криволинейных участков измеряют планиметром. Ошибка расчета при этом способе
составляет 1 ...2 %.
Расход
материала на швейное изделие состоит из основной части и
технологических потерь. Основная часть расхода материала — это
полезная площадь, занятая в раскладке лекалами с учетом вытачек, но без площади
припусков на швы надставок.
Технологические потери (отходы) — это неизбежные потери, состоящие из межлекальных
потерь, потерь по ширине ткани (срезанные кромки), потерь по длине (при
настилании нескольких полотен), потерь на стыках полотен (в настилах,
рассчитанных на несколько раскладок) и т.п.
Так как основная часть расхода материала — это
полезная площадь лекал, при нормировании расхода огромное значение имеет ее
правильное измерение. Существует несколько способов измерения площади лекал.
Рассмотрим три из них: геометрический, комбинированный и с помощью
фотоэлектронной машины ИЛ.
При геометрическом способе площадь лекала
разбивают на ряд простейших геометрических фигур (квадратов, прямоугольников,
треугольников) и вычисляют их площадь по соответствующим формулам. Площадь
оставшихся участков с криволинейными контурами вычисляют приближенно. Ошибка
расчета при этом способе составляет 2... 3 %.
При комбинированном способе большую часть
площади лекала определяют как площадь прямоугольника, а оставшуюся площадь
криволинейных участков измеряют планиметром. Ошибка расчета при этом способе
составляет 1 ...2 %.
Способы раскладки лекал в обмелке в зависимости от расположения лицевой стороны ткани в настиле следующие:
1. «лицо с лицом» – при наличии парных деталей в изделии (костюмы, пальто);
2. «лицом вниз» - при раскрое изделий, где больше одиночных (непарных) деталей (белье, платья и др.) Обмелки для настилов тканей «лицо с лицом» являются экономичнее обмелок для настилов «лицом вниз» на 0,3 -0,5%, так как при первом способе не нужно следить за правильностью расположения правых и левых половинок деталей, благодаря чему уменьшаются межлекальные потери ткани.
3. «всгиб» - материал сложен вдвое по длине. Такой способ раскладки используют при индивидуальном пошиве изделий при наличии парных деталей.
4.Существует также комбинированный способ раскладки, при котором часть одиночных деталей выносят за пределы основной рамки и выкраивают лицом вниз, а основные парные детали раскраивают «лицо с лицом».
Технические условия раскладки лекал.
Раскладку лекал выполняют с учетом направлений нитей основы или утка, вида поверхности материала (гладкая, с ворсом, с рисунком), допускаемых надставок. При раскрое материала по индивидуальным заказам учитывают припуски на швы (когда лекало изготовлено без них), на запас и на подгонку изделия при примерке на фигуру заказчика.
1. а) На гладкокрашеных материалах и на материалах с ненаправленным рисунком (симметричная полоска, клетка, горошек и т.д.), не имеющих начеса и оттенка лекала можно раскладывать в противоположных направлениях.
б) На тканях в полоску и клетку с несимметричным рисунком все лекала раскладывают в одном направлении. На тканях с шириной полоски или клетки не более 0,5см детали раскладывают без учета припусков на подгонку полоски или клетки. Если ткань имеет полоску или клетку шириной более 0,5см, то детали раскладывают с учетом последующей подгонки рисунка в срезах отдельных деталей: на полочках – по краю бортов; на подбортах – по внешним краям лацканов; на спинке – по средним срезам; на клапанах, листочках, накладных карманах, воротнике, хлястике спинки – по верхнему и нижнему срезам; на кокетках спинок и полочек – до складок или вытачек. Подгонять рисунок необходимо по боковым и рельефным срезам. При укладывании деталей рукавов в раскладку рисунок подгоняют по окату.
Для подгонки рисунка ткани в раскладках предусматривают припуски в размере ½, ¾ или полного раппорта рисунка в зависимости от ткани.
в) На материалах с крупным рисунком на симметричных деталях кроя следят за симметричностью рисунка.
2. На ворсовых, ворсовоначесных тканях, а также тканях, имеющих разный оттенок в различных направлениях, все детали (за исключением обтачек и нижнего воротника) выкраивают, располагая лекала в одном направлении.
а) На ворсовых тканях (плюш, бархат, вельвет-корд. Вельвет-рубчик) лекала укладывают так, чтобы ворс был направлен снизу вверх изделия – ткань будет иметь матовый, глубокий оттенок.
б) Ворс тисненого плюша может быть направлен снизу вверх или сверху вниз, но все детали должны быть раскроены в одном направлении.
в) В изделиях из ворсовоначесных тканей с ярко выраженным направлением ворса (драпы, сукно, пальтовые ткани, байка) ворс должен быть направлен сверху вниз.
г) На тканях со слабовыраженным начесом и на тканях, дающих разный оттенок в различных направлениях, все детали одного изделия раскладывают в одном направлении.
3. Все детали необходимо выкраивать с минимальными отклонениями по срезам от лекал. Отклонения от лекал по плечевым срезам, срезам пройм, окатов рукавов, горловины не должны превышать ±0,1см; по боковым срезам переда и спинки блузки и юбки, боковым и нижним срезам рукавов - ±0,2см; по внутренним срезам подбортов, низу блузки, лифа и юбки платья - ±0,3см; отклонения в расположении и размере надсечек не должны превышать ±0,1см.
4. Обводку лекал выполняют тонко отточенным мелом или простым карандашом с соблюдением следующих правил: толщина линий не должна превышать 0,1см; линия обводки должна совпадать с контуром лекал; между срезами деталей, имеющими при раскрое дополнительные отклонения в срезах не более 0,1см, при раскладке лекал должен оставаться зазор 0,1-0,2см.
5. Раскладывают лекала и выкраивают детали изделий в соответствии с техническими условиями, в которых описано расположение деталей по отношению к нитям основы и рисунку на ткани. Отдельные детали изделия в соответствии с Т.У. модели выкраивают под некоторым углом к нитям основы.
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить экономную раскладку наволочки при ширине ткани 2,2 м и вычислить расход ткани на 1 единицу.(Условия: размер наволочки 50х50 см. Припуски на швы: по боковым срезам 2,5 см, верхнему и нижнему срезам 2 см, заход 20 см)
БИЛЕТ № 9
1.Нормы использования материалов. Расход материалов. Виды норм расхода материалов
На все изготавливаемые изделия швейные предприятия должны иметь нормы расхода материалов. Норма расхода - предельно допустимое количество материалов для изготовления изделия.
Нормы должны быть максимально экономичными, устанавливаться на основании передовых методов работы и быть ориентированы на прогрессивную технологию и новую технику.
Расход материала на единицу изделия по индивидуальным заказам складывается из площади лекал, межлекальных выпадов и припусков на подгонку изделия.
Основным показателям расхода материала на единицу изделия является площадь лекал его деталей. Она входит в структуру всех норм расхода материала и служит основой для установления свободной отпускной цены изделия. В связи с этим достоверность и точность определения площади лекал имеет важное значение.
При геометрическом способе определения лекал каждое лекало разбивают на простые геометрические фигуры. По известным формулам рассчитывают площади этих фигур, а затем их сумму. Результаты расчетов представленны в таблице. Поскольку контуры лекал чаще всего имеют сложную конфигурацию, данный способ дает приближенное значение площади, погрешность 2--3%.
Главной задачей нормирования материалов является установление прогрессивных норм их расхода, так как в себестоимость изделия входит стоимость материала, которая составляет 85-90 %.
Нормирование расхода материалов делится на следующие этапы: измерение площади лекал; выполнение экспериментальных раскладок лекал с учетом ширины и вида материала; определение экономичности выполняемых раскладок; копирование раскладок лекал.
Определение площади лекал выполняется через их измерения, а именно геометрическим способом. Каждое лекало разбивают на ряд прямолинейных геометрических фигур.
Рациональные способы раскладки лекал сводятся в основном к сокращению процента (Р) межлекальных потерь (выпадов), который и определяет экономичность раскладки лекал:
|
|
|
Р = (Sp- Sл) / Sp x 100%, |
(1) |
где, Р - процент межлекальных выпадов, %.
Sp - площадь раскладки лекал, см2;
Sл - сумма площадей лекал всех деталей изделия, см 2.
При раскладке лекал необходимо в определённую рамку вписать все детали изделия. Контуры лекал на многих участках имеют сложную форму. При укладывании деталей между отдельными участками лекал возникают потери материала, называемые межлекальными отходами.
Нормировочная карта расхода материала
От раскладки лекал зависит расход материалов. При её выполнении необходимо находить оптимальное расположение лекал с соблюдением правильного направления ворса, рисунка и нитей основы. При раскрое данного изделия, лекала деталей укладывают с учетом припусков на швы и на уточнение изделия по фигуре заказчика.
На экономичность раскладки лекал, оказывает влияние величины межлекальных отходов.
Ширина материала имеет большое значение для раскладывания крупных деталей, определяющих основной расход материала.
Вид раскладки характеризуется количеством комплектов лекал. При различных раскладках по видам применяемых материалов для данного изделия использовались виды раскладок: в сгиб, в разворот, комбинированный «лицом в низ».
В большей степени, чем другие факторы. Экономичность раскладки определяет расположение лекал. Выполнение раскладок лекал - процесс творческий, трудоёмкий.
Результативность его зависит от опыта и навыков раскладчика. В ходе экспериментальных работ определены рациональные раскладки и представлены схемы с оптимальным расположением деталей.
Виды норм расхода материалов
В зависимости от назначения предусмотрены следующие виды норм расхода материалов: элементные, усредненные, укрупненные.
В зависимости от масштаба применения данные виды норм подразделяются на: федеральные (типовые), территориальные (региональные) и местные (фирменные).
Федеральные (типовые) нормы могут быть элементными, усредненными и укрупненными. Территориальные (региональные) нормы могут быть усредненными и укрупненными. Местные (фирменные) нормы могут быть только элементными.
Федеральная (типовая) элементная норма - это расход материалов, необходимый для производства единицы объема продукции или объема работ, учитывающий проектные характеристики материалов, их стандартное качество, типовые технологии изготовления продукции и производства строительно-монтажных работ на территории РФ. Она содержит чистый расход материалов и не включает отходы и потери, образующиеся при производстве, транспортировании и хранении.
Местная элементная норма - это необходимый расход материалов на производство единицы продукции или объема работ с учетом характеристик материалов, технологий, условий изготовления изделий на конкретном заводе и производства работ в конкретной строительной организации. Она состоит из чистой нормы расхода материалов и нормы трудноустранимых отходов и потерь, образующихся в пределах строительных площадок.
Федеральная (типовая) усредненная норма - это расход материалов, необходимый для производства единицы продукции или объема работ, заданного проектом качества, рассчитанный по усредненным характеристикам качества материалов и технологическим условиям изготовления изделий и производства строительно-монтажных работ на территории РФ. Она содержит чистый расход материалов и типовые нормы трудно-устранимых отходов и потерь.
Территориальная (региональная) усредненная норма - это расход материалов, необходимый для производства единицы продукции или объема работ, заданного качества с учетом усредненных характеристик материалов, технологий и условий изготовления изделий и на производстве работ в данном регионе, территории, республике, крае, области. Она состоит из чистой нормы и типовой нормы трудноустранимых отходов и потерь.
Федеральная (типовая) укрупненная норма - это расход материалов, необходимый для выполнения укрупненных видов работ, технологических этапов и пусковых комплексов, возведения зданий, сооружений или их частей, рассчитанный на единицу стоимости строительной продукции, единицу мощности, прироста мощности, на 1000 м2 приведенной общей площади жилых зданий и другие показатели, выраженные в натуральных или приведенных показателях с учетом специфики отраслевой и внутриотраслевой принадлежности объектов строительства на территории РФ. Она содержит расход материалов, определенный по федеральным (типовым) нормам с учетом норм отходов и потерь, при транспортировке от поставщика до потребителя, а также расхода материалов, необходимых для выполнения вспомогательных работ (ремонтных, эксплуатационных и др.).
Территориальная (региональная) укрупненная норма - это расход материалов, необходимый для выполнения укрупненных видов работ, технологических и пусковых комплексов работ, возведения зданий, сооружений или их частей, рассчитанный на единицу стоимости строительной продукции, единицу мощности, прироста мощности, на 1000 м2 приведенной общей площади жилых зданий и другие показатели, выраженные в натуральных или приведенных показателях с учетом специфики отраслевой и внутриотраслевой принадлежности объектов строительства, а также природно- климатических, экологических и других особенностей данного региона, территории, края, области.
Элементные (производственные) нормы расхода материалов применяются непосредственно в строительно-монтажных организациях и на промышленных предприятиях и предназначаются для определения нормативной потребности в материальных ресурсах при выполнении заданного объема работ или выпуска продукции в процессе: подготовки строительного производства; обеспечения материальными ресурсами строительных организаций, предприятий, участков и бригад; сопоставления фактического и нормативного расходов материалов; контроля за правильностью списания материалов на себестоимость строительно-монтажных работ (продукции); анализа производственно-хозяйственной деятельности организаций и предприятий; рассмотрения в арбитражных судах и других инстанциях спорных вопросов между заказчиком и подрядчиком; разработки усредненных и укрупненных норм расхода материалов; использования при расчетах между подрядчиком и заказчиком за выполненные работы.
Усредненные нормы расхода материалов входят, как правило, в систему сметных нормативных документов в строительстве и предназначены для определения нормативного количества ресурсов, необходимых при выполнении соответствующего вида работ, для последующего перехода к стоимостным измерителям и определения единичных расценок, прейскурантов, укрупненных норм на различные виды конструкций, работ, зданий, сооружений или их части. Эти нормы запрещается использовать для контроля за списанием материалов, а также при расчетах между подрядчиком и заказчиком.
2. Выполнить практическое задание: Подготовка кроя к пошиву. Выполнить контроль качества кроя по шкале размеров и ростов
БИЛЕТ №10
1. Принцип действия обслуживаемого оборудования. Ленточная стационарная раскройная машинаР-12
Стационарная раскройная машина Р-12 предназначена для чистового вырезания деталей швейных изделий из уложенных в настил (отсеченной его части) тканей и трикотажа. На машине используется ленточный нож с углом заточки 10…20°.
Скорость движения ножа данной раскройной машины 20±2 м/с. Рабочий вылет 630±5 мм. Размеры ножа: длина 3800 мм, ширина 15 мм, толщина 0, 5 мм. Габаритные размеры машины 200Ч102Ч180 см. Масса 300 кг. Мощность электродвигателя 1, 1 кВт. Высота настила, который возможно раскроить машиной, не более 150 мм.
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить экономную раскладку наволочки при ширине ткани 2,2 м и вычислить расход ткани на 10 единиц. (Условия: размер наволочки 50х50 см. Припуски на швы: по боковым срезам 2,5 см, верхнему и нижнему срезам 2 см, заход 20 см)
Билет № 11
1. Государственные стандарты и технические условия на выкроенные детали. Подготовка кроя к пошиву. Хранение кроя, комплектовка и транспортировка кроя в швейные цеха.
Технические условия на выкроенные детали
Большое значение для качества швейных изделий имеет качество кроя. Детали должны быть выкроены таким образом, чтобы отклонения от нитей основы и по срезам были минимальными.
Ниже приводятся установленные направления нитей основы или утка в деталях верха пальто и допускаемые отклонения от этого направления, а также допускаемые отклонения по срезам деталей. В спинке нити основы должны проходить:
· в целых спинках параллельно средней линии спинки;
· в спинках из двух частей параллельно прямой линии, соединяющей нижний угол среднего среза и его наиболее выступающую точку в области лопаток;
· в спинках с кокетками параллельно линиям, проведенным посередине вдоль деталей.
· В правых и левых частях спинок полуприлегающих пальто из тканей с ярко выраженной клеткой или полоской рисунок должен располагаться симметрично относительно средней линии спинки, а в спинках пальто свободной формы клетки также должны располагаться симметрично и совпадать в поперечном и долевом направлении.
В спинках с кокетками полоски и клетки кокеток должны совпадать с полосками и клетками по всей ширине спинок.
Допускаемые отклонения от нормального направления нитей основы на гладких тканях ± 2%, на тканях в полоску или клетку ± 0,5%. Допускаемые отклонения по срезам: плечевым, горловины, пройм ±0,1 см; среднему срезу, боковым срезам ± 0,2 см; по срезу низа ± 0,3 см.
В полочках нити основы должны проходить: в целых полочках параллельно линии полузаноса, которая проходит ниже линии перегиба лацкана;
в полочках с кокетками — в нижних частях так же, как и в целых полочках, а в кокетках нити основы должны совпадать с направлением нитей основы нижних частей полочек.
Допускаемые отклонения от нормального направления нитей основы равны: на гладких тканях ± 1%, на тканях в полоску или клетку отклонения не допускаются. Допускаемые отклонения по срезам: боковым срезам ± 0,2 см; срезам низа и бортов ± 0,3 см; остальным срезам ± 0,1 см.
В верхних половинках рукавов нити основы должны проходить:
· в верхних половинках двухшовных рукавов - параллельно прямой, соединяющей верхний и нижний концы переднего переката;
· в верхних половинках рукавов реглан со швом посередине - параллельно прямой, соединяющей нижний угол среднего среза и точки начала плечевой части половинки.
· Допускаемые отклонения от нормального направления нитей основы: на тканях без рисунка ± 4%; на тканях в клетку или полоску ±1%.
Допускаемые отклонения по срезам: окатов и пройм ± 0,1 см; передним и локтевым срезам ± 0,2 см; срезам низа ± 0,3 см.
В нижних половинках рукавов нити основы должны проходить параллельно прямой, соединяющей верхний и нижний углы переднего среза.
Допускаемые отклонения от нормального направления нитей основы на тканях без рисунка ± 6%; на тканях в клетку или полоску ± 3%. Допускаемые отклонения по срезам: верхним срезам нижних половинок ± 0,1 см; передним и локтевым срезам ± 0,2 см; срезам низа ± 0,3 см.
В верхнем воротнике нити утка должны проходить параллельно прямой, соединяющей концы отлета воротника.
В воротниках с отрезными стойками нити утка в отрезных стойках должны совпадать с нитями утка в отлетах (нити утка в отлетах направляются так же, как и в неотрезных воротниках).
Допускаемые отклонения от нормального направления нитей основы на тканях без рисунка ±5%, на тканях в клетку и полоску отклонений не допускается: в пальто из шелковых и хлопчатобумажных тканей без подкладки ± 1 %.
Допускаемые отклонения по всем срезам равны ±0,2 см.
Отклонения не допускаются.
В изделиях с застежкой доверху нити основы или утка должны проходить параллельно концам нижнего воротника.
Допускаемые отклонения равны ±20%.
В нижних воротниках изделий из хлопчатобумажных тканей без подкладки нити основы должны совпадать с нитями основы верхнего воротника. Отклонения при этом не допускаются.
Допускаемые отклонения по всем срезам нижнего воротника равны ±0,2 см.
В подбортах нити основы должны проходить параллельно внешнему срезу подбортов от линии перегиба лацкана до низа. В изделиях из тканей с рисунком в клетку или полоску нити основы должны проходить параллельно внешнему срезу лацканов на участке не менее 2/3 их длины от уступов. Клетки и полоски на правом и левом подбортах должны располагаться симметрично.
Допускаемые отклонения от нормального направления нитей основы в основной части подборта на тканях без рисунка ±5%, на тканях в клетку или полоску отклонения не допускаются.
Допускаемые отклонения в надставках к подбортам на тканях без полоски ±10%, на тканях в полоску ±2%. Допускаемые отклонения по срезам: по внутреннему, внешнему и верхним срезам ±0,2 см; по нижнему срезу ±3 см.
В клапанах, накладных карманах, листочках и подзорах кармана с листочкой нити основы должны совпадать с нитями основы полочек при накладывании верхних краев этих деталей по линиям разметки карманов на полочках.
Рисунок ткани на клапанах, накладных карманах и листочках должен совпадать с рисунком на полочках как в долевом, так и поперечном направлениях. Рисунок ткани на правой и левой листочках должен располагаться симметрично.
Допускаемые отклонения от нормального направления нитей основы на гладких тканях ±8%. На тканях в полоску и клетку отклонения не допускаются.
Допускаемые отклонения по срезам: по верхним срезам накладных карманов и клапанов ±0,2 см; по боковым и нижним срезам клапанов ±0,1 см; по всем срезам листочек ±0,1 см.
В хлястиках спинок и поясе нити утка должны проходить посередине вдоль этих деталей. В шлевках нити основы должны проходить посередине вдоль деталей.
Допускаемые отклонения от нормального направления нитей основы на тканях без рисунка ±5%. На тканях в клетку и полоску отклонения не допускаются.
Допускаемые отклонения по срезам деталей: по стачиваемым и обтачиваемым срезам ±0,1 см; по остальным срезам ±0,4 см.
В хлястиках, патах, манжетах рукавов нити утка должны проходить таким образом, чтобы в готовом виде деталей они совпадали с нитями утка верхних половинок рукавов.
Допускаемые отклонения от нормального направления нитей основы на ткани без рисунка ±5%; на тканях в клетку или полоску отклонения не допускаются.
Допускаемые отклонения по срезам: по обтачиваемым срезам ±0,1 см; по остальным срезам ±0,2 см.
В деталях подкладки нити основы должны располагаться так же, как и в деталях из ткани верха, за исключением подкладки под клапаны, листочки, хлястики, манжеты, подзоров и вешалок. Эти детали выкраивают в долевом направлении.
Подкладка под накладные манжеты может выкраиваться и в поперечном направлении.
При изготовлении пальто допускаются надставки в следующих деталях.
В деталях из основной ткани - нижних воротниках и подбортах. Нижние воротники изделий высшего качества допускается раскраивать из четырех составных частей. Нижние воротники изделий массового и улучшенного качества допускается раскраивать из шести составных частей. Швы должны располагаться в поперечном или косом направлении на расстоянии не менее 2 см от плечевых срезов и 1,5-2 см от линии перегиба лацкана в сторону среднего среза нижнего воротника.
В подкладке верхней половинки рукавов из хлопчатобумажных и шелковых тканей допускаются надставки только внизу по переднему или локтевому срезу шириной не более 2/3 ширины половинки внизу и длиной не более 1/3 длины среза. Наименьшая ширина надставок к подкладке деталей рукавов 4 см, наименьшая длина 8 см.
В изделиях высшего качества надставки в подкладке рукавов не допускаются.
В деталях приклада и прокладок - в деталях мешковины карманов и бортовой прокладке. К деталям мешковины карманов допускается притачивание надставки шириной не менее 4 см с расположением шва вдоль мешковины по основе.
В изделиях высшего качества стачная мешковина не допускается. К деталям бортовых прокладок и прокладок в низ рукавов допускается притачивание надставок с расположением швов в поперечном или косом направлениях.
Крой перед
комплектованием проверяет контролер. Затем все детали изделия связывают в одну
общую пачку и отправляют на централизованный склад кроя с соответствующей
документацией.
Крой раскладывают комплектно на полках (стеллажах)
по изделиям, фасонам, порядковому номеру маршрутного листа. Размеры стеллажей
рекомендуются следующие (в одном ярусе),целесообразно устраивать 2 - 3 яруса.
Крой отправляют швейным цехам по указанию сменного диспетчера централизованно с
экспедиторами раскройного цеха, строго соблюдая порядковый номер маршрутного
листа.
Для транспортировки кроя рекомендуется применять
трехколесный контейнер конструкции ЦНИИШП.
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить экономную раскладку брюк при ширине ткани 1,5 м и вычислить расход ткани на 1 единицу. (Дополнительные детали куртки: пояс, два боковых кармана.)
БИЛЕТ № 12
1.Наименование и назначение раскраиваемых деталей. Назначение, название срезов и направление ДН в мелких деталях спецодежды (куртка и брюки)
· Для отделки женских швейных изделий используют такие мелкие детали, как манжеты, карманы, погоны, паты, хлястики, пояса, воланы, рюши и т. п. Эти детали могут быть разными по форме и размерам, их выполняют или из основной ткани, или из основной ткани с подкладкой, или из отделочной ткани.
· Форма манжет определяется моделью и должна соответствовать в изделии форме воротника и кармана. Различают несколько основных видов манжет:
· а) одинарные и двойные на застежке; б) одинарные без застежки;
· в) накладные.
· Манжеты на застежке — одинарные и двойные — строят на базе прямоугольника, ширина которого равна ширине манжеты, а длина — обхвату руки на уровне расположения манжеты плюс прибавка на свободу облегания (3,0–5,0 см) плюс величина захода манжеты на застежку. Манжеты на застежке можно строить на базе прямоугольника, но с овальными линиями притачивания.
· Накладные манжеты обычно строят на основе чертежа рукава с прибавкой по длине, равной 1,0–1,5 см. Однако можно строить чертеж такой манжеты и отдельно, если линия ее отлета несколько отстает от рукава.
·
· Карманы бывают прорезные, накладные, расположенные в швах изделий. С XIII по XVI в. карман был самостоятельным изделием – тканым или кожаным кошельком, который прикреплялся к поясу. Прорезные карманы делают в рамку с клапаном и листочкой; накладные – с верхним, боковым и прорезным входом, с листочкой, отворотами, клапанами и без них. Карманы в швах рельефов, кокеток, в подрезах могут быть горизонтальными, вертикальными, наклонными, с клапанами, листочками, отворотами. Прорезные карманы применяют в брюках, юбках, пиджаках, пальто; в блузах и сорочках – чаще накладные, в швах. Положение карманов определяют на чертеже, ориентируясь на вспомогательные горизонтали линии на рисунке модели. Параметры кармана определяют, пользуясь масштабом изобра
· жения.
· Наиболее часто в одежде встречаются накладные и прорезные карманы в рамку, с листочкой, клапаном и их разновидности.
· Для изделий женского ассортимента типовая длина входа в боковой карман составляет 15,0–16,0 см для жакета, 16,0–17,0 см для пальто, плаща. Длина входа в верхний карман – 11,0 см. Размеры накладных карманов, как правило, больше приведенных значений.
· При проектировании вертикальных линий карманов учитывают некоторые иллюзии зрительного восприятия. Так, нижний конец вертикального прорезного кармана отклоняют в сторону бокового шва на 1,0–1,5 см, передний край накладного кармана отклоняют вниз на 0,5–1,0 см. Не делают это на тканях с рисунком в полоску или клетку. Верхний передний край накладного кармана опускают на 0,7–1,0 см.
· Классический верхний карман с листочкой, являющийся характерной деталью мужского пиджака, проектируют с небольшим скосом линии притачивания листочки и обязательным совпадением боковых сторон листочки с нитями основы переда. При размещении карманов необходимо помнить, что подкладка кармана не должна попадать под петли. Для обработки классического бокового прорезного кармана пиджака, жакета используют подрез переда к линии передней вытачки. Наличие подреза позволяет закончить вытачку на уровне кармана. Технологические условия обработки требуют смещения переднего конца кармана на 1,0–2,0 см в сторону борта.
· Погоны — это отделочные детали, которые закрепляют в горловине и располагают на уровне плеча. В моде XX в. погоны использовались на пальто, плащах, жакетах в стиле миллитари и спортивном стиле. Погоны на форменной одежде военнослужащих – наплечные знаки различия.
· Паты – небольшая, часто декоративная деталь одежды прямоугольной формы, более узкая и короткая, чем погоны, которая используется для отделки рукава по низу. Один конец пат вкладывают между срезами переднего шва рукава и прокладывают строчку, а другой закрепляют пуговицей или кнопкой. Функциональные паты служат для регулирования ширины детали (например, рукава внизу).
· Хлястик является отделочным элементом, форма и расположение которого зависит от фасона изделия. Хлястики в плечевых изделиях расположены на спинке, переде, карманах, рукавах. Хлястики в брюках предназначены для регулирования их ширины вверху. В отличие от пат, хлястики длиннее и закрепляются на изделиях разными способами. Чаще всего один конец хлястика свободен, а другой втачан в шов. Свободный конец хлястика может быть украшен пряжкой или пуговицей, может удерживаться шлевками. Пояс — модная отделочная деталь одежды, подчеркивающая линию талии. Часто он разделяет различные части одежды, являяясь элементом декора, или несет функциональную нагрузку. По конструкции пояса могут быть различными: застегивающиеся и завязывающиеся. Изготавливают из разнообразных материалов.
2. Выполнить практическое задание: Подготовка кроя к пошиву. Выполнить контроль качества кроя рукавиц, на отсутствие пороков ткани, чистого, ровного среза
БИЛЕТ №13
1. Рациональные приемы и способы раскроя материалов. Особенности раскроя различных материалов
Основной
задачей раскройного цеха является раскраивание материалов на детали и
комплектование кроя из основной ткани, подкладки и приклада для обеспечения
работой швейных цехов.
На раскройное производство приходится
значительная доля затрат от общих затрат времени на изготовление изделия.
Отсюда возникает сложная задача - механизация трудоемких процессов на этом
участке. Проводимые исследования и внедрение новых видов оборудования и
организации производства позволяют все больше снижать трудовые затраты на
единицу продукции.
Раскройное производство является одним из
важнейших участков, предопределяющих качество будущего готового изделия и
осуществляющих экономное расходование материалов. Вследствие этого механизация
технологических операций раскройного производства позволит получить устойчивое
высокое качество продукции и снизить потери ткани.
На предприятии раскройное производство выделяют
в самостоятельный цех, в котором выполняют следующие работы (при условии, что
зарисовки изготовляют в подготовительном цехе):
· приемку материалов из цеха подготовки;
· приемку зарисовок, трафаретов и контрольных лекал из экспериментального цеха;
· предварительное разрезание кусков основной ткани на полотна заданной длины (мерные полотна) в соответствии с расчетом;
· настилание основного материала, подкладки и приклада по предварительному расчету, измерение остатков материала;
· контроль качества настила, подмелку нечетких контуров деталей;
· учет результатов настилания;
· клеймение деталей на верхнем полотне настила;
· раскрой деталей изделия;
· выполнение зарисовок и раскрой полотен из материала с текстильными дефектами;
· сборку и комплектование пачек деталей кроя из основной ткани, подкладки и приклада;
· нумерацию деталей кроя;
· выписывание сопроводительного документа (маршрутного листа) на крой, печатание талонов, товарных ярлыков и контрольных лент;
· отправление в кладовую готовых пачек кроя для хранения перед подачей их в швейные цехи.
Указанный перечень организационных и технических
операций является примерным. На разных швейных предприятиях в зависимости от
местных условий (имеющегося оборудования, размещения производств и др.) могут
быть изменены некоторые виды работ.
Сущность рационального раскроя тканей
Приемку материалов из подготовительного
цеха выполняют по карте расчета. Одновременно принимают зарисовки.
Карта расчета материала является
результатом предварительного расчета кусков ткани до полного их использования
на запланированные комбинации размеров, ростов моделей.
Предварительный расчет материалов выполняют
по суточному заданию с указанием количества изделий по каждой модели и размеру,
росту. Целью предварительного расчета является выбор варианта полного
использования каждого куска ткани по длине.
Раскрой материалов на швейных предприятиях
выполняют настилами. Настилом называют несколько полотен
материала определенной длины, уложенных одно на другое слоями (в пачку),
предназначенных для одновременного раскраивания.
Кусок ткани не всегда удается полностью
использовать, так как чаще всего его длина не бывает кратной длине полотна
настила.
Сочетания в раскладке изделий различных
размеров, ростов (длин) и полнотных групп дают разные длины зарисовок, что
помогает подобрать вариант использования кусков ткани различной длины. Остаток
ткани, имеющий длину меньше нормы расхода ткани на изделие самого малого
размера и роста, предусмотренное программой предприятия, называется нерациональным.
Чтобы не было нерациональных остатков, куски ткани рассчитывают на несколько
разных по длине настилов. В этом случае ткань из одного куска настилают по
нескольку полотен на каждый настил.
При расчете ткани к длине рамки зарисовки
прибавляют припуски на потери по длине при настилании полотен. Величина этих
припусков зависит от вида волокна, ширины ткани, длины настила и не должна
превышать для костюмных тканей 2 см на одно полотно. Так образуется норма
расхода ткани на полотно для настила.
Благодаря предварительным расчетам на
предприятиях стало возможным применение рационального способа раскроя ткани,
при котором остаются маломерные остатки (лоскут), не превышающие установленных
нормативов: для шерстяных костюмных тканей - 0,4%, для шелковых подкладочных
тканей - 0,7, для хлопчатобумажных подкладочных - 0,3, для искусственной кожи -
0,9% площади раскраиваемого материала.
Наиболее распространен механизированный
способ расчета кусков ткани. Он осуществляется на электронно-счетных машинах.
Сведения о метраже куска и длинах настилов, на которые надо его раскроить,
вводятся в запоминающее устройство машины. Результаты расчета машина выдает в
виде ответа, сколько полотен и какой длины можно раскроить без остатка или с
минимальным (до 0,15 м) остатком из заданного куска ткани.
При расчете кусков учитывают способ
расположения полотен. Полотна в настиле могут располагаться лицевыми сторонами
вниз («лицом вниз») или попарно лицевыми сторонами одно к другому («лицом к
лицу»).
При раскрое костюмов и брюк способом
настилания «лицом к лицу» количество полотен в настиле должно быть четным.
Расчет кусков ткани для раскроя осложняется
наличием в ткани текстильных дефектов. Дефекты ткани, недопустимые в готовых
швейных изделиях, принимают при расчете кусков за условные разрезы ткани и
стремятся разместить в месте отреза полотна. Если это не удается сделать, куски
ткани с условными разрезами рассчитывают так, чтобы полотна ткани с дефектами
были раскроены отдельно. Эти полотна ткани в записи расчета отмечают обычно
красным карандашом, а сами полотна называют дефектными. Дефектные полотна
поступают на индивидуальные раскладки и зарисовки, при выполнении которых
местные дефекты стремятся оставлять в межлекальных участках зарисовки.
Исходными данными для выполнения расчета кусков
ткани являются данные, записанные в паспортах кусков, и суточное задание на раскрой.
Куски ткани в один расчет подбирают по ширине, артикулу, рисунку и цвету. Для
увеличения высоты настилов на швейных предприятиях допускается комплектовать в
один настил ткани разных цветов, однако гладкие и рисунчатые полотна никогда не
помещают в одном настиле. Это объясняется тем, что раскладку для рисунчатых
тканей выполняют с припусками на подбор рисунка, а на гладких тканях этих
припусков не делают.
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить экономную раскладку наволочки при ширине ткани 1,5 м и вычислить расход ткани на 1 единицу. (Условия: размер наволочки 70х50 см. Припуски на швы: по боковым срезам 2,5 см, верхнему и нижнему срезам 2 см, заход 20 см)
БИЛЕТ №14
1.Наименование и назначение раскраиваемых деталей. Назначение, название срезов и направление ДН в деталях рабочего халата.
В моделировании, конструировании и технологии производства одежды приняты единые названия срезов и линий деталей.
Спинка мужского пальто имеет следующие названия линий и срезов:
средняя линия, срез горловины спинки, плечевой срез, срез проймы, боковой срез, срез низа, боковой срез шлицы, линия подгиба низа.
Полочка мужского пальто имеет следующие названия линий и срезов:
уступ лацкана или верхний срез лацкана (точка уступа лацкана), срез горловины, участок раскепа от точки уступа до линии сгиба лацкана, линия сгиба лацкана или сгиб лацкана, плечевой срез, срез проймы, боковой срез, срез низа, срез борта, срез лацкана, линия бокового кармана, боковая вытачка, передняя вытачка, линия полузаноса, линия подгиба низа.
Верхняя половинка рукава имеет следующие названия линий и срезов:
срез оката, передний срез, локтевой срез, боковой срез припуска на шлицу, нижний срез рукава, линия подгиба низа, линия переднего переката рукава, линия локтевого переката рукава.
Нижняя половинка рукава имеет следующие названия линий и срезов:
верхний срез, передний срез, локтевой срез, срез низа, линия подгиба низа, боковой срез припуска на шлицу.
Подборт имеет следующие названия линий и срезов:
внешний срез, внутренний срез, нижний срез подборта, плечевой срез, срез горловины, участок раскепа уступ лацкана.
Нижний воротник имеет следующие названия линий и срезов:
линия середины, срез стойки, срез отлета, срез конца. Те же наименования носят и срезы верхнего воротника.
Примечание. Если швы рукава проходят посередине верхней половинки и посередине нижней половинки, то такие рукава называют "двухшовные с верхними и нижними швами", а половинка рукавов - "передняя" и "локтевая" вместо "верхняя" и "нижняя"; боковые срезы половинок соответственно называют "верхний" и "нижний".
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить экономную раскладку простыни при ширине ткани 1 м и вычислить расход ткани на 1 единицу. (Условия: размер простыни 1,20 х 2,20см. Припуски на швы: на соединение частей простыни 2,5 см, верхнему, нижнему, боковым срезам 2 см)
БИЛЕТ №15
1. Принцип действия обслуживаемого оборудования. Оборудование, инструменты, приспособления для раскроя. Заточка ножей в раскройных машинах
При раскрое изделий, изготовляемых по индивидуальным заказам, из одиночного полотна вырезают детали ручными или электрическими ножницами. Для раскроя различных тканей применяют ножницы разных номеров: для пальтовых тканей — № 1 и № 2;· для костюмных тканей — № 2 и № 3;· для хлопчатобумажных и шелковых тканей — № 4.· Раскройные ножницы выпускают длиной 23...46 см. Для грубых и толстых тканей используют ножницы большего размера, для тонких тканей — меньшего. Для облегчения работы закройщика, экономии времени, и улучшения качества кроя применяют электрические раскройные ножницы. Они служат для вырезания деталей из любых материалов в одно полотно или несколько полотен настилом высотой не более 0,7 см. Раскрой можно произвести ручным дисковым ножом. Раскрой дисковым ножом производят на специальной подложке (коврике или мате), которая защищает стол или любую другую поверхность от порезов, а также предотвращает затупление лезвия диска раскройного ножа. Однако вырезание материала этим инструментом по криволинейным срезам несколько затруднено. В массовом производстве швейных изделий применяют раскройные машины. Они бывают нескольких типов: передвижные раскройные машины с вертикальным ножом или с дисковым ножом для рассекания настилов и вырезания крупных деталей, стационарные ленточные машины для вырезания деталей, меньших по величине, и автоматизированные раскройные установки. Ручной дисковый нож, Электрические раскройные ножницы Передвижные раскройные машины с вертикальным ножом применяют для рассекания настилов на части и вырезания деталей швейных изделий из шерстяных и хлопчатобумажных тканей, прокладочных тканей, ватина. Они обладают большой маневренностью благодаря небольшой ширине ножа, но чистота получаемых срезов невысока из-за возвратно-поступательных движений ножа, при которых нарушается сцепление полотен в настиле. Передвижные раскройные машины с дисковым ножом в основном предназначены для рассекания настила на части из материалов с малым коэффициентом трения (подкладка, шелк и др.). Чистота срезов выше, чем при использовании машин с прямым ножом, так как при вращении диска ножа происходит дополнительное уплотнение настила. В стационарных ленточных машинах исполнительным инструментом является нож из бесконечной ленты. Он натянут на ленто-ведущие шкивы машины. Ленточные стационарные машины снабжены: лентоулавливающим устройством на случай обрыва ленты;Ø точильным аппаратом, позволяющим затачивать ленту-нож одновременно сØ вырезанием деталей; устройством, регулирующим натяжение ленты в процессе работы;Ø автоматической смазкой ленты-ножа для уменьшения ее трения о ткань; регулятором скорости движения ленты, что обеспечивает вырезание деталей изØ тканей, состоящих из натуральных и синтетических волокон. Недостатками стационарных ленточных раскройных машин остаются ручное перемещение полуфабриката по столу ленточной машины, что приводит к нестабильности качества кроя и значительным затратам труда; отклонение ленты-ножа при повороте материала, что влияет на безопасность труда.
Запуск заточного устройства. Нажмите рычаг заточки вниз, чтобы перевести его в крайнее нижнее положение, и зафиксируйте его. По мере того, как подъемник заточного ремня опускается вниз, в крайнее нижнее положение, и снова поднимается вверх, лезвие ножа затачивается автоматически. Механизм автоматической заточки фиксируется прижимным устройством (PAT), по этому когда рычаг заточки находится внизу, прижимное устройство опускается автоматически. Когда подъемный рычаг поднят, рычаг заточки переходит в нормальное положение, а затем подъемник автоматически поднимается и останавливается
2. Выполнить практическое задание: Подготовка и раскрой материалов. Выполнить экономную раскладку синтепона для изготовления брюк и вычислить расход ткани на 1 единицу. (Условия:2 слоя синтепона)
Скачано с www.znanio.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.